Official Media Sponsor SUBSCRIBE NOW! Keep up-to-date on your industry by subscribing to Pharmaceutical Processing’s Weekly e-newsletter at www.pharmpro.com ® 2009 FACILITY OF THE YEAR AWARD DELIVERING EXCELLENCE Orchid’s API Facility Wins Regional Excellence Award WWW.PHARMPRO.COM CUT TO THE CHASE Mini Jacketed Lab Reactors Cut Development Time at GSK INTERPHEX2010 ™ AUGUST 2009 NEW TECHNOLOGY FOR THE BIOPHARM/PHARMACEUTICAL PROFESSIONAL PUZZLE PIECES ERP Software for Stress-Free Regulatory Compliance 12 KEY STEPS TO ADDRESS USP CHANGES Strategies to stay current with the recent changes to chapters <61> and <62> 6 STEPS TO ENSURE CONTENT COMPLIANCE Effective strategies for enforcing content compliance and reducing costs in regulated environments
Transcript
Official Media Sponsor
SUBSCRIBE NOW!
Keep up-to-date on your industry by subscribing to Pharmaceutical Processing’sWeekly e-newsletter atw w w. p h a r m p r o . c o m
®
2009 FACILITY OF THE YEAR AWARD
DELIVERING EXCELLENCEOrchid’s API Facility Wins
Regional Excellence Award
WWW.PHARMPRO.COM
CUT TO THE CHASEMini Jacketed Lab Reactors Cut
Development Time at GSK
INTERPHEX2010™
AUGUST 2009NEW TECHNOLOGY FOR THE BIOPHARM/PHARMACEUTICAL PROFESSIONAL
PUZZLE PIECES ERP Software for Stress-Free
Regulatory Compliance
12 KEY STEPS TO ADDRESS USP CHANGES
Strategies to stay current with the recent changes to chapters <61> and <62>
6 STEPS TO ENSURE CONTENT COMPLIANCE
Effective strategies for enforcing content compliance and reducing costs in regulated environments
pp98_cover_online.indd 1pp98_cover_online.indd 1 8/13/2009 11:43:52 AM8/13/2009 11:43:52 AM
Advanced Scientifics is a leader in the design and manufacture of single use/flexiblebags/containers for the Pharmaceutical and Biotechnology industries. We offer a wide varietyof single use containers to help speed your product to market - quickly and effectively.
As a part of Advanced Scientifics’ single use systems, we offer a multitude of solutions forflexible containers. Our design engineers will produce the designs and quotes to your specificrequirements within 48 hours of receipt. Finally, Advanced Scientifics’ aggressive lead timesand pricing will provide sterilized and packaged product in as little as 3 weeks.
Added to this is the security of supply Advanced Scientifics brings to your process. Withredundant international manufacturing and a complete documentation and testing package,your process will be secure and your supply reliable.
Contact us at 800-724-4158 with your specific application today!
Working with your process to develop a specialized solution.
www.advancedscientifics.com Tel. 800-724-4158 • [email protected] • 163 Research Lane, Millersburg, PA 17061
pp0908_Ads.indd 2pp0908_Ads.indd 2 8/7/2009 9:16:11 AM8/7/2009 9:16:11 AM
Pure-Flo
Introducing Bio-Pure fractional valves and Advantage® Excel Series S actuators.
The rugged construction and reliability that ITT is known for are now available in a smaller, space-saving package. Reliable two-piece PTFE diaphragms make delamination failures impossible, while maintenance-free actuators assure you years of reliable service. In fact, these new units can withstand the most demanding conditions BioPharm can dish out. Visit www.ittpurefl o.com for more information.
Tiny valves that can stand up to anything.Think about ITT.
pp0908_Ads.indd 3pp0908_Ads.indd 3 8/7/2009 9:16:36 AM8/7/2009 9:16:36 AM
Cut Your Cleaning Time in Half!Cut Your Cleaning Time in Half!Our Core2Clean Pluseliminates the need for multiple components to clean your sterile environments. Everything you need is now in a single cleaning device.
The Core2Clean Plus features:
• A quick disconnect sprayer, trigger activated mop and a multiple direction fogger
• Stainless Steel construction which and be completely steam sterilized
• The ability to present a clean solution to a surface with out the need to rinse
• Quick disconnect fittings
Mop Frame with 3 Foot Extension
Fogger Attachment
Mop Frame
SPRAY / MOP / FOG
15 Lee BoulevardMalvern, PA 19355-1234 USA(610) 644-8335 • Fax (610) 644-8336TOLL FREE: (888) 478-3745
www.sterile.comVeltek Assoc.
®
pp0908_Ads.indd 5pp0908_Ads.indd 5 8/7/2009 9:16:55 AM8/7/2009 9:16:55 AM
YYou know you have crossed some irreversible line in the parent/child relationship when your 68 year old mother asks you if you know anyone who can get her marijuana.
This request didn’t come from some Woodstock-era hippie look-ing for a trip (no pun intended) down memory lane. No, this came from my very square mother who was looking desperately for a remedy for my father’s unrelenting nausea.
Her request came several months ago, during a particularly bad patch of time during my father’s treatment for pancreatic cancer. The
combination of the cancer and the chemotherapy was causing
almost non-stop nausea and none of the prescribed medica-tions, OTC products or anecdotal remedies was helping. In fact, it was their very own doctor who suggested they try marijuana. Of course, he couldn’t get it for them, but if they knew someone…
After, I picked myself and the phone receiver off the floor and steadied my spinning head I said, no, I’m sorry I don’t know any-one who sells the stuff.
It wasn’t long afterwards that she told me a friend of a friend had some and even came over and showed them how to roll a “joint” and smoke it.
My reason for relating this story to you is that I believe it’s time for this country to pass a national law legalizing marijuana for medical use. According to the National Organization for the Reform of Marijuana laws website (www.norml.org) only 14 states - Alaska, California, Colorado, Hawaii, Maine, Maryland, Michigan, Montana, Nevada, New Mexico, Oregon, Rhode Island, Vermont and Washington have some sort of medical marijuana law on the books, allowing its use in some shape or form for medicinal purposes.
I think it’s time for this country to stop making the moms, dads and grandparents of this country into "criminals".
What's your opinion?
■ FROM THE EDITOR
■ P H A R M P R O . C O M
It's Time...
Have a comment or question about Pharmaceutical Processing? My E-mail is: [email protected]
Advertising Representatives PUBLISHER MICHAEL KELLY AR, CA, CO, ID, 5340 Park Avenue KS, LA, MN, MO, Downers Grove, IL 60515 MT, ND, NE, NM, Tel: 973-920-7751 OK, OR, SD, TX, UT, Fax: 973-607-5678 WA WY, Alberta, Cell: 773-230-7483 British Columbia, Canada [email protected] KEITH JORDAN AL, CT, DC, FL, GA, 25 Northwest Point IA, IL, IN, MA, MD, Elk Grove Village, IL 60007 ME, MS, NC, NH, RI, Tel: 973-920-7755 SC, TN, VA, VT, WV, WI, Fax: 973-607-5675 Ontario, Canada [email protected] DE, KY, MI, JENNIFER NATALE NJ, NY, OH, PA 898 North Graham Street Allentown, PA 18109 Tel: 484-3503137 Fax: 973-607-5677 [email protected] Media Sales ANDREA HEFFNER Representative 199 East Badger Road, Suite 201 Madison, WI 53713 Tel: 973-920-7774 Fax: 973-607-5460 [email protected] Reprints NICHOLAS J. IADEMARCO Director of Sales,Wright's Reprints Toll Free: 877-652-5295 [email protected] www.wrightsreprints.com Postal/Email List Rentals Statlistics 203-778-8700
pp0908 from the editor.indd 6pp0908 from the editor.indd 6 8/10/2009 2:37:33 PM8/10/2009 2:37:33 PM
all O.E.B. categories.
MORE THAN 60 DIFFERENT INSTALLATIONS WORLDWIDEfor dispensing, handling, granulating, tableting, capsule filling and coating of category IV and V products, both for production and R&D applications.
• Customized solutions.
• Isolated processing areas on all machines due to special sealing systems.
• Isolation at product loading and exit due to isolators and high containment valves.
• Possibility to install in-line indirect methods to control the high containment manufacturing process.
• Special solutions for the treatment of air exhausted from the processing area and dust extracted from the machines during production.
H A N D L I N G • G R A N U L AT I O N • TA B L E T I N G • C A P S U L E F I L L I N G A N D B A N D I N G • W E I G H T C H E C K I N G • C OAT I N G • WA S H I N G
■ P H A R M P R O . C O M■ N E W P R O D U C T S
PHARMACEUTICAL PROCESSING | AUGUST 2009 7 ■
Tumble Mixer Achieves Real Time IBC Blend Uniformity Company offers a “plug and play” Near-Infrared PAT System for blend uniformity analysis for IBC tumble blending. The LANCIR II System’s design consists of a self-contained, battery operated wireless NIR diode array spectrometer mounted on an IBC. The wireless signal can be received up to 1,000 feet away from a wireless PC running the system’s proprietary software. Custom Powder Systems, Springfield, MO 65803. www.custom-powder.com or call 417-868-8002
Pressure Gauge Takes Measurements In Harsh Media Applications The Type 5503 differential pressure gauge pro-vides reliable low differential pressure measure-ment in high static, wet-wet pressure applica-tions. Equipped with wetted materials of 316SS, Monel or Hastelloy C, the rugged Type 5503 D/P pressure gauge is specifically designed to moni-tor a wide variety of caustic liquids and gases. Ashcroft Inc., Stratford, CT 06614. www.ashcroft.com or call 800-328-8258
Tablet Inspection Machine Provides Rapid And Reliable Analysis The PharmaLIBS™ 250 tablet inspection machine is a laser-based analytical instru-ment designed for testing solid and oral dosage pharmaceuticals. It is a mobile and user-friendly tool for quick decision-mak-ing. Analyses are performed directly on the tablets without any sample preparation or requiring solvents. Eisai Machinery U.S.A. Inc., Allendale, NJ 07401. www.eisaiusa.com or call 201-746-2111
Orchid Chemicals & Pharmaceuticals Limited’s desire to build a cost effective, well-integrated, intermediate and sterile API facility, with state-of–the-art building/technical concepts and
equipment has resulted in their Aurangabad carbapenem facility winning the 2009 Facility of the year award for Regional Excellence.
ABOUT THE COMPANY Orchid Chemicals & Pharmaceuticals Limited is an inte-
grated pharmaceutical company based in Chennai (Madras), India. Located approximately 400 kms away from Mumbai; the Aurangabad facility is intended for the manufacturing of non-penicillin - non-cephalosporin APIs, penicillin APIs, and carbapenem APIs.
The carbapenem based product manufacturing sec-tion of the factory has four (Intermediate/API/Sterile/Hydrogenation) production blocks supported by a dedicated solvent recovery plant, water systems, various utilities, an effluent treatment plant and warehouse. These facilities were newly constructed in fiscal year 2006-2007 and are well integrated in terms of layout planning, cGMP building design, state-of-the art systems, and innovative equipment. Special emphasis has been given to the design of the pro-duction facilities so contamination and cross contamination can be avoided.
AUTOMATION A KEY FACILITY DRIVER At Orchid, automation was implemented for various reasons
and was a major part of the facility design. All equipment is au-tomated by using tools like Distributed Control System (DCS) or Programmable Logical Controllers (PLCs). DCS or PLCs are technological tools commonly available in the market but their application in API manufacturing is unique.
Commenting on the reason why automation was used so extensively in the plant, Mr. V .S. Padalkar – Vice President of Projects & Engineering at Orchid said, “(The) primary aim in designing the facility (with a high level of automa-tion) was human and product safety, consistency in all oper-ations, and technological excellence to motivate and attract talented employees.” ADVANCED FACILITY DESIGN – AVOIDING CONTAMINATION
As the Aurangabad location is designed for multiple prod-ucts, it was a great challenge to incorporate various types of product manufacturing blocks with a special emphasis on avoiding cross contamination, environment awareness and advanced safety features.
The new facility comprises eight distinct blocks: 1.) Intermediate block (Plant-17) 2.) API block (Plant-31) 3.) Hydrogenation block (Plant-41)
Delivering ExcellenceInnovative equipment applications and a forward-looking design help build an advanced API facility
4.) Sterile block (Plant-32) 5.) Solvent recovery plant including tank farm (Plant-33) 6.) Effluent treatment block (Plant- 46) 7.) Fire hydrant water tank and pumping station (Plant-43) 8.) Infrastructure facilities like utilities, transformer etc. (Plant- 44) All facilities have sufficient systems/equipment to pro-
duce four types of Carbapenem products with easy change over procedures.
Commenting on the facility layout Mr. Padalkar said, “We are using various types of toxic chemicals in carbapenem manufacturing. Suitable systems are provided at each stage for containment of it. The facility layout was planned to take care of separate service and production areas with all sup-port systems in a well designed manner.”
MATERIAL AND PERSONNEL FLOW CRUCIAL TO SUCCESS
In the Aurangabad carbapenem facility sufficient room and space is provided for all relevant functions. Designated routes for personnel, material and product flow prevents product mix up, cross contamination, contamination from environment, and operator exposure to product. Waste and unusable residue disposal systems are in place. The utmost care was taken during facility design to assure the cleanabil-ity of each area and its attendant systems and equipment.
Indoor storage areas are controlled to maintain required temperature, humidity, and illumination which protects against degradation or chemical alteration of raw material and prod-ucts. Dispensing and sampling areas are provided with a greater level of protection in respect to manufacturing blocks.
Support functions such as like utilities, in-process quality control lab, cafeteria, training room, in plant maintenance, day storages, laundry, wash rooms etc. are provided within each production block to control personnel movement within the campus.
As Mr. Padalkar explains, a fa-cility mock-up study was done to ensure proper flow of material/people to prevent contamination “Yes, it was part of the pre-de-sign stage and since all relevant technical functions were involved in the initial phase of the study, further design basis and actual implementation faced far less challenges. It is fine example of good team work.”
In order to manufacture their products with the speed and efficiency they needed, Orchid relied heavily on the ingenuity and cooperation of many equipment suppliers. Some of the innovations implemented at the Aurangabad facility are highlighted below:
Agitated Nutsche filter and dryer (ANFD) with gas knife: Traditionally, filter/dryers and pan dryers have suffered
from the inability to recover the product “heel” left after nor-mal discharge operations which results in less yield, slower filtration rates, and concerns about batch to batch product integrity (degradation of left material). To overcome these problems engineering solutions such as tilting, providing pushers, fluidizing beds, and additional ports have been de-signed, but for Orchid's needs the solutions had limitations for high level cGMP practices in commercial production.
To overcome this problem, Orchid worked with Rosenmund – Switzerland who supplied an ANFD with a gas knife system; this innovative technique was first success-fully implemented and commissioned in India at Orchid.
Self contained powder handling system for sterile products: Certain processes, such as powder handling operations
like milling, sifting, blending, and dispensing pose potential for product exposure to environment as well as risk to op-erator.
PHARMACEUTICAL PROCESSING | AUGUST 2009 9 ■
■ P H A R M P R O . C O M
■ C O V E R S T O R Y
Left: Partial view of the Auraganbad facility from the main entrance. Above: Corridor around the cleanroom with the adjacent technical area. Right: The advanced powder handling system featuring split valves.
Protection of operators, security of the products and continuous unrestricted flow of the material were the main criteria to design this system. To fulfill these basic requirements Orchid decided to work with Novindustra AG-Switzerland, and they provided a cost effective, compact, user friendly, state-of-art, self contained powder handling system. This high tech system has ‘split valves’ with active and passive valve sections. This system has components which are easy to dismantle for cleaning, sanitization, ster-ilization. All system parts are well designed and engineered to make a maintenance free system.
Solid charging by closed systems: Orchid's facility features closed solid charging systems for
■ 10 AUGUST 2009 | PHARMACEUTICAL PROCESSING
■ P H A R M P R O . C O M■ C O V E R S T O R Y
INTERPHEX.NOW AVAILABLE IN TORONTO.
September 16-17, 2009 • Metro Toronto Convention Center•Toronto, CanadaThis September, INTERPHEX comes to Toronto with thought leadership, insights and solutions for
our changing industry.
Produced and managed by:Official Sponsor: Official Media Sponsors:
Industry stakeholders and professionals from all across Canada will come together to explore the solutions driving change and efficiencies, andaccelerating the delivery of regulated products that foster advanced patient care worldwide. Network with your peers, identify new innovationsto enhance your processes, and gain knowledge and best practices from industry leaders.
Register now for FREE show admission atwww.interphexcanada.com/PP.
Source Code: AD8
all type of reactors and drying equipment. Conventionally pneumatically operated systems are available but the company worked with a supplier to develop a PLC operated, fully auto-matic system which would be user friendly in terms of opera-tions, maintenance, cleaning, disassembling and assembling. The advantages of this proprietary system in comparison to conventional pneumatic conveying systems are: highly com-pact, efficient, suitability for a range of powdery non-hygro-scopic/hygroscopic materials, easy to clean, explosion proof, non destructive, and totally enclosed dust free operation.
This system not only meets the general requirements of conveying material for different applications but also is ide-ally suited for charging material to reactors under inert gas protection. The system has been designed to comply with cGMP norms.
Nitrogen blanketing system for centrifuges (filtration equipment):
In centrifuges, various types of product filtrations having solvents are processed. Solvents and products are subjected to very high rotating speed during the separation process. Also due to high speed, bearing housings may develop sparks. Therefore, to avoid any kind of explosion, it is es-sential to purge the centrifuge before start up with nitrogen. Similarly, when the centrifuge is in operation it is recom-mended to provide continuous nitrogen blanketing.
As per normal practice followed in the industry as well as previously used by Orchid, nitrogen is used for inertization of the centrifuge. Earlier nitrogen purging was operator based and
Automated cleanroom operation was designed to avoid operator exposure.
its vent was open to atmosphere so there was no assurance the inerti-zation of the centrifuge was effective and there was a huge consump-tion of nitrogen as well. To eliminate this unsafe procedure, Orchid developed an innovative blanketing system with their supplier.
Nitrogen purging and blanketing of the centrifuges consists of a series of pressure reducing valves to get to the required pressure and has back pressure regulated valves at the vent to hold the specified nitrogen inside the centrifuge basket for inertization pur-pose. Pressure switches are provided to monitor the nitrogen pres-sures which are interlinked to the control system. This blanketing system provided following advantages:
• Ensure proper inert atmosphere in the centrifuge for safety. • Avoid loss of nitrogen thereby reducing nitrogen consumption.
Orchid has realized a 90% reduction in the use of nitrogen; saving a lot of energy.
• Since the system is closed solvent lost to the atmosphere is eliminated and pollution significantly reduced.
• Ensures consistent product quality, less human exposure and operator interference.
When asked about the relationship between the company and its suppliers, and the requirement for the development of many new, proprietary processes/equipment, Mr. Padalkar explains, "Orchid strives to bring excellence in any work we do, whether it is pro-cesses, hardware, facility, environmental protection, safety, cGMP and so on.
This is not just to meet any statutory or regulatory requirements for the time being, but to surpass such requirements and be at the forefront of technical superiority in our industry.
Some of the concepts, even though they were new to vendors, were so well co-ordinated with the vendors that the provided state-of-art solutions benefitted both our company and the vendors. Most of them were quite receptive of any changes and trying out new ideas for the first time. It was really a great learning and trail-breaking experience for both sides."
SUMMING IT ALL UP Finally, when asked why he thought the Facility of the Year judges
selected his facility for the award, Mr. Padalkar offer this explanation, "We are very proud and overwhelmed by this prestigious recogni-
tion. The following comment by the respected judges reflects our uniqueness and special efforts taken in this project to meet timelines and budget with utmost safety and cGMP at every step of project.
'“Their timeline and safety record were very good, especially con-sidering the location. This project was well-executed and the first to use certain technologies in India. They brought in a lot of technology in a place where it’s difficult to do so. The challenges and how they overcame them are appreciated.
They were able to increase their productivity all with local expertise”' We have built a facility for the present and future with advanced
technologies with in-house expertise only. This project is a unique blueprint in many ways for our kind of industry - a multi-product flexible facility, with reduced product cost, increased productivity, fully in-house expertise, an excellent safety record, strict compliance to cGMP, and superb team efforts with extraordinary leadership."
PHARMACEUTICAL PROCESSING | AUGUST 2009 11 ■
■ P H A R M P R O . C O M
■ C O V E R S T O R Y
To order : 714-578-6000Fax: 714-578-6020
Low-Cost Solutions for High-Tech Industries
BioSafe™ Pass-Throughs
• Seamless — Unique design eliminates cracks, corners and other contaminant traps!
• Lipless — Easy material transfer with no clearance obstruction
• Easy to Clean — Ultra-smooth internal surfaces• Easy to Sterilize — 304/316 SS; removable doors can
be autoclaved• Double-Wall, Sealed Construction — adds rigidity
Above: A scientist drains product from the manual bottom valve of a 2-L jacketed lab reactor.Right: A 2-L reactor with associated vapor trap (right) and distillate receiver (the glass ball). An insitu IR probe is inserted into the vessel on the left via a glass adapter (blue cap).
T he traditional way to develop a process for pro-ducing a new drug is to do the initial develop-ment in round-bottomed laboratory flasks and make the transition to small-scale production-
type reactors when the process is ready for piloting. Many pharmaceutical companies still do it this way, but more and more companies are switching from flasks to labora-tory-scale jacketed reactors that are miniature versions of production equipment.
The chief advantage to using a jacketed lab reactor is that re-searchers can obtain information early in the process-develop-ment stage on how a process will work in actual production, in-cluding data on the safety of a process, says Roy Flanagan, team manager of process safety and design with GlaxoSmithKline’s
Chemical Development Dept. in Research Triangle Park, NC. This enables a company to get a drug to market faster and more than justifies the cost of the equipment, he says.
GlaxoSmithKline plc (GSK), for example, has invested hundreds of thousands of dollars on jacketed lab reactors for its Worldwide Research & Development operations, says Flanagan, but has likely saved millions of dollars by getting critical information early in the development of a process. “A blockbuster drug can generate revenues of $1 billion/yr, or $3 million/day,” he points out, “so getting products to the market faster can have a large positive effect on the bottom line.”
In contrast, he says, the
Mini versions of production equipment provide a wealth of scale-up information
■ 12 AUGUST 2009 | PHARMACEUTICAL PROCESSING
■ P H A R M P R O . C O M■ S C A L E - U P
s
s
w
s
t
t
■
GlaxoSmithKline Cuts Drug Development Time by Using Jacketed Lab Reactors
pp98_feature_glaxo.indd 12pp98_feature_glaxo.indd 12 8/7/2009 10:40:40 AM8/7/2009 10:40:40 AM
Left: Another view of the 2-L jacketed lab reactor. In the foreground is a programmable direct-displacement pump for metered, mass dosing.Above: A 2-L jacketed lab reactor with a dosing bottle on a scale at left.
fact that a process has worked well through scale-up from small to large flasks is no indication that it will work well in production. “In the past, when we used flasks, we had some unpleasant surprises the first time we tested a process in a pilot reactor, and many times we had to go back and re-develop a process. We have had far less of these problems since we adopted the jacketed lab reactors. We typically identify problems early and solve them before we get to the pilot stage.”
Another basic advantage of using a jacketed lab reactor is safety. Flanagan points out that product is removed from a lab reactor through a valve at the bottom of the vessel, whereas a flask is usually emptied by picking it up. “It can be dangerous having people picking up a 22-L flask,” he says. “Also, if you heat up a flask using a traditional mantle and the reaction starts to run out of control, there’s no way to cool it.”
While GSK has used jacketed lab reactors at some sites for several years, during 2005 and 2006 Flanagan led a multi-site group to formalize the implementation of the tech-nology in all of the company’s five major research centers. GSK continues to improve the use of the technology through a laboratory reactor “site champions group” that has a rep-resentative from each of the five centers.
The Research Triangle Park (RTP) operation is one of two U.S. headquarters sites for GSK, the other being in Philadelphia, where the company has one of its pilot plants. RTP has about 7,000 employees, of whom some 3,000 work in Research and Development. Chemical Development at
RTP is a relatively small department, with about 150 em-ployees, but it has developed processes for some high-pro-file drugs, such as the AZT AIDS drug, Valtrex for herpes, Zyban for smoking cessation, and the Avodart prostate treatment. At any one time the department may be working on 15–20 projects, says Flanagan.
SCALED-DOWN PILOT PLANTS Chemical Development has 29 jacketed lab reactors,
all supplied by De Dietrich Process Systems, Inc. (De Dietrich calls them Miniplant reactors). GSK also uses De Dietrich pilot-scale reactors in its pilot plant operations in Philadelphia. Using equipment from the same manu-facturer at both the development and pilot stages makes for a smooth transition in the scale-up of a process, says Flanagan. “Our lab reactors are scaled-down versions of our pilot plant vessels,” he says, “just as our pilot plants are scaled-down versions of production equipment.”
The 29 jacketed lab reactors at RTP consist of five 1-L kits, six 2-L kits, two 6-L kits, six paired 20-L kits (12 ves-sels), and two paired 50-L kits (four vessels). All of the smaller kits are made of durable borosilicate glass and most are elliptical in shape, rather than round-bottomed, so their mixing characteristics are similar to those of a typical production-size reactor. A couple of conical-shaped vessels have also been installed for specialized studies. The 50-L kits are made of glass-lined steel and Hastelloy, identical to those found in pilot plants.
The head of each lab reactor has a large central port for
PHARMACEUTICAL PROCESSING | AUGUST 2009 13 ■
■ P H A R M P R O . C O M
■ S C A L E - U P
pp98_feature_glaxo.indd 13pp98_feature_glaxo.indd 13 8/7/2009 10:41:40 AM8/7/2009 10:41:40 AM
Close-up of a 20-L jacketed lab reactor with a glass-lined, retreat-curve (similar to production vessels) and a pneumatically operated bottom valve.
up to the 6-L and 20-L reac-tors we are probably down to 30% development, and when we get to the 50-L scale 90% of the work is for produc-tion of material for testing and we are just tweaking the process.”
He explains that prepa-ration of material at the smaller scale is mostly for development studies, includ-ing toxicity tests, but at the 50-L scale an active ingredi-ent is made in quantities of up to 5 kilos and supplied to RTP’s Pharmaceutical Development Department, which determines the best way to formulate a product for use by patients (e.g., as a tablet, capsule, or by inhala-tion). Some of the product may also be used in early-phase clinical trials.
The use of jacketed lab reactors has also enabled GSK to develop GMP (Good Manufacturing Practice) clean-in-place and clean-ing verification procedures as a process is scaled up. In addition, the company has performed equipment qualification exer-cises on all the lab reactors that are used for clinical material preparations.
IDENTIFYING PROBLEMS EARLY
Flanagan cites a number of examples where the jacketed lab reactors have re-vealed problems in the early stages of pro-cess development. “There have been cases where we have identified balling issues in our small reactors that we may not have seen in round-bottomed flasks.” The reason, he says, is that mixing is done in a flask by a stir bar or paddle, whose mixing action is different from that of an agitator in a reac-tor.
“The effect of agitation with a miniature agitator is similar to that of a full-scale plant agitator in terms of power per unit and shear effects,” he says. “You can also model your process to use real heating and cooling times to get a more realistic demon-
the agitator motor, which has either a single or double mechanical seal to ensure that the vessel contents are not compromised during operation. Several other ports are available for other purposes, including: the addition of reactants and other materials (two ports), a glass riser for distillation overhead, a thermowell for temperature measurements, and other process analytical technology (PAT) functions, such as turbid-ity, near-infrared and pH measurements. “The head has as many available ports as we can get away with,” says Flanagan.
In the glassware above the reactor is a manual valve that allows either reflux or removal of distillate. Each of the small reactors has a graduated receiver for distil-late, but each pair of 20-L and 50-L vessels shares a single condenser and valves which allow distillate to flow from one vessel to the other. “This gives us the flexibility to re-flux or distill from either vessel throughout the entire process,” says Flanagan. “There is also a phase separator between them, so we can perform an azeotropic removal of water and direct either phase to either vessel.”
Product is removed through a valve at the bottom of the vessel — a manual valve on the smaller reactors and a pneumatically operated valve on the 20- and 50-L units. The design of the valve practically eliminates dead space and makes for a free flow of product through the valve, says Flanagan, so that essentially all of the product can be evacuated. In contrast, a round-bottomed flask is normally picked up to be emptied and this can be a rather hazardous pro-cedure for larger vessels, as noted earlier. Alternatively, product may be vacuumed from a flask — a problematic operation.
Work on new drugs starts in RTP’s Drug Discovery Department, where potential drug candidates are made in quantities of up to a few grams in standard glassware. Those that show promise are moved on to Chemical Development, where processes to make ac-tive ingredients are initially scaled to produce quantities of up to 100 grams in 1- or 2-L jack-eted lab reactors. It is at this scale that most of the process development is done and basic problems are solved, says Flanagan.
“In these smaller reactors we devote al-most 100% of the work to process develop-ment and very little to making material to support studies,” he says. “When we scale
stration of the process on a small scale.” Other cases have involved heterogeneous
reactions that use heavy, solid catalysts such as zinc-based or base metal catalysts that tend to settle to the bottom of the vessel. These processes “may work beautifully in a round-bottomed flask” because the stir bar or paddle is in contact with the bottom of the flask and grinds up the metal, says Flanagan. In contrast, the agitator in a reactor is not in contact with the bottom of the reactor, so the mixing is not as efficient. “Now, when we identify that kind of problem in a lab reactor, we work with our engineers to ensure that the appropriate geom-etry is selected for the scale-up of the agitator or of the reactor,” he says.
In vacuum distillation processes, scaling on the reactor wall is a problem that may present itself when a process is upgraded from a flask to a pilot plant reactor. As the batch is concentrated, scaling occurs on the vessel wall above the level of the process liquid. This happens because the heated
jasr
ihblraph
lfttafHorentpi
ec
■ P H A R M P R O . C O M■ S C A L E - U P
■ 14 AUGUST 2009 | PHARMACEUTICAL PROCESSING P
pp98_feature_glaxo.indd 14pp98_feature_glaxo.indd 14 8/7/2009 10:41:54 AM8/7/2009 10:41:54 AM
Left: A pair of 50-L, glass-lined steel jacketed lab reac-tor’s with shared overhead glassware.Above: A pair of 20-L jacketed lab reactor’s with shared overhead glassware.
rimetry to support intermediate (10–50-L) scale-up. This is a time-consuming proce-dure in which a process is run in a reaction calorimeter — a small, highly automated jacketed reactor — to obtain detailed infor-mation on the safety of the process, such as heat of reaction and gas output.
In the past, when RTP worked with flasks, each process was tested in a reaction calo-rimeter prior to scale-up beyond the 6-L size, says Flanagan. “Today, 90% of the time we don’t use reaction calorimetry for initial scale-up. Instead, we use data collected from jacketed lab reactors.” GSK obtains heat-output data by monitoring process temperatures in the lab reactors, each of which has been characterized to determine its heat-transfer coefficient. Gas-flow moni-tors are installed on all the smaller vessels to measure offgases.
“With reaction calorimetry it usually takes my group a couple of days to run the tests and evaluate the data,” he says, “but with already available data from the lab re-actors we can do an evaluation in a couple of hours. We probably do 100 risk assess-ments per year, so we save about 200 days a year by not doing reaction calorimetry at this point in the development cycle.”
For the future, Flanagan feels the reac-tors will prove valuable in helping GSK meet
jacket typically covers the entire vessel and dries residual material entrained in the solvent evaporated from the process. The residue attaches to the wall.
"Scaling usually doesn’t happen this way in a flask,” says Flanagan, “because the heating mantle normally covers only the bottom part of the flask, below the liquid level. The upper part of the flask stays relatively cool.” In contrast, he notes that a lab reactor will reveal a potential scaling problem because the entire vessel wall is heated, just like that of a pilot reactor.
Phase separations can also create prob-lems when a process is stepped up from a flask to a pilot reactor. Flanagan notes that the way to check a phase separation in the laboratory is to dump the contents of a flask into a separatory funnel, shake the funnel, and wait for the phases to separate. However, this procedure gives no indication of how long the separation may take in a reactor, or whether agitation may produce emulsions, which is important information necessary for scale-up. The best way to ob-tain this information, he says, is to do the phase separation in a lab reactor that mim-ics the pilot and production equipment.
The use of jacketed lab reactors has also enabled GSK to save considerable time by cutting back on the use of reaction calo-
the challenges of the U.S. Food and Drug Administration’s Quality By Design (QBD) ini-tiative. One goal of the initiative is to reduce the regulatory burden on industry (and the FDA’s work load) by streamlining the agen-cy’s approval of changes in the manufactur-ing process for drugs already in production.
As in any other industry, pharmaceutical companies are periodically motivated to modify a process to make it more efficient. However, the time and effort required to support such changes, and to get FDA ap-proval, makes it difficult to justify, says Flanagan. QBD would make it easier by allowing a drug company to show that its knowledge of a process is broad enough to permit modifications safely.
Through the use of the lab reactors, com-bined with process analytical technology (PAT), GSK already collects a broad range of data on its processes, says Flanagan, and this will be useful for QBD. The data provide a good understanding of the “design space” for each process, such as temperature limita-tions and other parameters, he says, “so we would have plenty of information to support a process modification.” ■
■ P H A R M P R O . C O M
■ S L U G
PHARMACEUTICAL PROCESSING | AUGUST 2009 15 ■
pp98_feature_glaxo.indd 15pp98_feature_glaxo.indd 15 8/7/2009 10:42:09 AM8/7/2009 10:42:09 AM
� Checkweigher Features A User-Friendly Touch Screen Interface The Starweigh™ checkweigher features weigh-ing precision and a user-friendly touch screen interface, as well as a compact footprint which installs over existing conveyors to reduce in-stallation time. Starweigh™ delivers laboratory accuracies in production environments allow-ing users to maintain tight tolerances through-out the packaging process. The system can be used for a wide variety of container sizes ranging from 30 cc to 2000 cc; even difficult to handle oval and rectangular containers in plas-tic, glass, or metal can be inspected. Sustained accuracies from +/- 2 mg are delivered at rates up to 400 cpm, ensuring high quality products which meet demanding production targets. The system also offers configurable user security, on-screen “help” functionality, and multilingual operation for maximum workforce flexibility. Advanced communications interfac-es enable transfer of valuable data to informa-tion networks and real time machine status to SCADA and other factory floor automation systems for fast, error free process integration. ■ Mettler-Toledo Hi-Speed, Ithaca, NY 14850. www.mt.com or call 800-836-0836
■ W H AT ' S H OT
WHAT’SHOT
■ P H A R M P R O . C O M
■ 16 AUGUST 2009 | PHARMACEUTICAL PROCESSING
Static Mixer Performs With Minimal Pressure Loss � The Furon® Static Mixer offers the means to mix two or more chemicals with minimal pressure loss. Its compact, inline design allows for easy installation into existing fluid handling systems. The mixer contains no moving parts, assuring low operating costs and long life. Mixing components are removable, allowing for easy maintenance and cleaning. Outlet end connection types and sizes can be easily changed to accommodate a variety of piping configurations. All components are construct-ed from 100% virgin PTFE and high-purity PFA, making the Furon® Static Mixer ideal for use with ultra-pure and highly corrosive chemistries. ■ Saint-Gobain Performance Plastics, Akron, OH 44301. www.tygon.com or call 800-798-1554
Gravimetric Additive Feeder Provides Accurate Metering And Precise Control � The CF-1000 Series gravimetric additive feeder, features a compact feeder that provides ac-curate metering of additives as well as mate-rial usage tracking, which can be utilized in all molding and extrusion applications for pelletized materials. The CF-1000 adds colorant or other free-flowing material to your process, based on a self-calibrating gravimetric control-ler. This eliminates the over-feeding that typi-cally accompanies volumetric feeders. There is automatic calibration if there is a deviation from the set additive weight; and flow rate is calculated in both percentage or kilograms per hour for extruders. Standard features include: a user-friendly graphic display, integrated TCP/IP card that enables com-munication for injection molding models, a 0-10 VDC extruder follower circuit available on extrusion models, and an ad-vanced feed-rate algorithm. An integrat-ed automatic venturi loader, along with other side-loading configurations, is optional. ■ Colortronic North America, Inc., Flint, MI 48507. www.colortronicna.com or call 810-720-7300
� RFID Tag Withstands A Minimum Of 500 kGy Cumulative Exposure to Gamma Radiation The GammaTag 500, is ideal for high volume items requiring repeated gamma sterilization and is well suited for the pharmaceutical indus-try. The tag was developed for single use pro-cess components and other critical parts for pharmaceutical applications. It is a read/write tag used to identify, record, and access the current status of process components on the spot. Information such as manufacture date, part number, lot number, gamma sterilization date, and other important data may be written to and retrieved from the tag’s memory. It handles typical doses of 25 kGy and a cumula-tive amount of at least 500 kGy with no loss of data. ■ AdvantaPure, Southampton, PA 18966. www.advantapure.com or call 888-755-4370
pp98_whatshot.indd 16pp98_whatshot.indd 16 8/7/2009 10:51:35 AM8/7/2009 10:51:35 AM
■ P H A R M P R O .C O M■ W H AT ' S H OT
Plasma Coating And Face Seal Valve Technologies Help pMDI Systems Improve Product Performance �
Company's plasma coating technology and face seal valve both help pMDI systems im-prove product performance. Plasma coating technology helps ensure technical success with inhalation components for challeng-ing hydrofluoroalkane (HFA) formulations by creating a layer that protects against degradation, deposition and corro-sion. The ultra thin coating is suit-able for both plastics and metals. The face seal valve eliminates the need to prime an inhaler by collect-ing the dose as the inhaler is fired. Traditional pMDI valves operate on a “dose retention” principle, collecting the dose when the valve stem is released after firing. This can lead to loss of prime or loss of dose, which is why patients are advised to prime these inhalers by firing an uninhaled shot before use. The face seal valve eliminates this extra step. The tech-nology helps ensure patients receive a full dose of medication with every use, including single shot products. Both plasma coating technology and the face seal valve are available as parts of a complete system program, or as stand alone components. ■ 3M Drug Delivery Systems, St. Paul, MN 55144. www.3M.com or call 888-364-3577
Freeze Dryer Ideal For Multi-User Labs � The compact Bench-top™ K Series Freeze Dryer is ideal for busy multi-user university labs. Available with a choice of condenser temperatures from -55ºC to -105ºC, this unit provides an optimized tool for freeze drying all aqueous and most organic based samples. With condenser sizes ranging from 3 to 9 liters, enables users to process just a few samples or undertake multiple user applica-tions. A wide selection of manifold accessories allows any shape or size sample container to be processed. Benchtop K Series Freeze Dryers are easy to operate. The Sentry 2.0 microproces-sor controller provides a user-friendly interface with full function control. ■ Virtis, Gardiner, NY 12525. www.virtis.com or call 800-431-8232
To order : 714-578-6000Fax: 714-578-6020
Low-Cost Solutions for High-Tech Industries
Modular Cleanroomsand Laboratories
Convert any space into an aseptic facility
Softwall anti-static curtains, parting
strips
Hardwall plastic panels
• Total Lab Solutions—Terra designs, builds and equips to your specs!
• Cleanliness to Class 10 (ISO 3), BioSafe™ designs for aseptic processing
• Any size or floor plans, with pass-throughs and internal partitions
• A/C, temperature and humidity control, germicidal lighting available
Complete line of pass-throughs,
including BioSafe™ chambers
pp98_whatshot.indd 17pp98_whatshot.indd 17 8/7/2009 10:51:59 AM8/7/2009 10:51:59 AM
w
t
w
t
s
–
t
t
Pharmaceutical manufacturers operate in one of the most highly regulated industries – facing an array of restrictions and requirements from the FDA, EPA, OSHA, various state and foreign
governments, and their individual customers. Integral to meeting these groups’ standards are the various compliance documents they require, such as product labels, Material Safety Data Sheets (MSDSs), SARA reports, Certificates of Analysis (COAs), and shipping papers.
For many drug makers, producing these documents in an accurate and timely manner is a significant challenge, if not an outright headache, because of the use of multiple software systems to run their businesses. When using dis-connected systems, spreadsheets, and/or word processing programs to manage data, manufacturers can spend hours or days gathering information, making calculations, and en-tering the results into word processing documents.
But with today’s technology, this labor-intensive and po-tentially error-ridden process is unnecessary. As this article will discuss, pharmaceutical manufacturers using a single, fully-integrated pharmaceutical ERP software system can integrate regulatory reporting with all other business pro-cesses to solve the compliance document puzzle and make regulatory reporting a stress-free operation.
PUZZLE PIECES The typical process of business growth is how most
pharmaceutical manufacturers end up with the patchwork of software systems that complicates reporting. A company may start out managing many processes, such as formula-tion and quality control (QC), with notebooks and spread-sheets, and others, such as accounting, with standalone software systems. At this stage, any data that must be re-ported to the FDA, EPA, or other organizations can be read-ily found among the relatively small amount of data.
However, as business volume grows, more formulas are developed and tested, products are pushed into production, and new customers begin knocking at the door. At that time, manufacturers struggle to fit the data puzzle pieces together to create the reports they need. Perhaps a formula manage-ment software system, or a system to handle inventory man-agement was added. Now, with more data being created and stored in more places, generating the required regulatory reports can become time consuming and tricky.
Often, companies using multiple, disparate systems ask one person to handle all reporting. This person, perhaps a techni-cal or compliance director, keeps track of which forms are due at what times, to what organizations, and what information they require. He searches each system for the appropriate
■ 18 AUGUST 2009 | PHARMACEUTICAL PROCESSING
■ P H A R M P R O . C O M■ C O M P L I A N C E
■
Compliance Documents: Solving the Puzzle Pharmaceutical ERP software for stress-free regulatory compliance ■ By Jay Deaking, President, Deacom, Inc.
Well-designed ERP software should integrate all the data of a pharmaceutical manufacturer, including formu-lation, regula-tory reporting, purchasing, pro-duction, inven-tory, sales, and accounting in one system.
PURCHASING
PRODUCTION
ORDERENTRY
STORES/POS
LABORATORY
INVENTORY
REGULATORY REPORTING
ACCOUNTING
pp98_feature_decom.indd 18pp98_feature_decom.indd 18 8/7/2009 10:31:35 AM8/7/2009 10:31:35 AM
data, makes any calculations, enters the information into the right form, and prints the documents. He
does this for COAs, product labels, MSDSs, an-nual SARA reports, and more.
Unfortunately, no matter how diligent this person is, whenever reporting is not
integrated with business data, the process is open to inefficiencies and errors. For one, manu-
facturers create a bottleneck by funneling all reporting to one person. Deadline-sensitive documents may stack up when, for example, this person goes about researching and completing Form Rs – the lengthy SARA reports required for each toxic chemical manufactured, processed, or used beyond certain EPA thresholds. Time spent waiting for docu-ments in the queue is time wasted, perhaps time that ship-ments can’t go out the door, and this unnecessarily adds to the cost of doing business.
Errors are likely, as well. The director may choose the wrong form, or simply make data entry errors or accidental omissions. When mistakes are passed along to custom-ers, companies may face the costs and customer back-lash associated with returned shipments – such as extra freight charges, refunds, and potentially a loss of business. Mistakes reported to the FDA, EPA, or OSHA could results in fines and regulatory scrutiny.
Overall, a multiple-system environment can complicate reporting and put a pharmaceutical manufacturer at a com-petitive disadvantage.
PUTTING IT ALL TOGETHER Pharmaceutical manufacturers can create a more efficient
and accurate reporting process by integrating all their busi-ness processes – formulation, QC/QA, production, inventory control and lot tracking, sales, purchasing, accounting, and regulatory reporting – in one software system designed for the pharmaceutical industry.
When all data is stored in a single, pharmaceutical ERP system, report generation is no longer like trying to assem-ble a complex puzzle. Because all the pieces required for each document – raw material usage and properties, QC test results, sales order information, formula data, and the like – are all managed in real time within the ERP system, report generation can become an automatic process.
In a well-designed system, companies would set up config-urable document templates for each report they are required to produce. A configurable form is one a manufacturer can adapt within the ERP system to fit its business needs, without needing to alter the software’s programming code. A familiar program such as Microsoft Word will let users configure the documents by arranging data fields, logos, and other charac-ters to create the design, and include the data of their choice.
Once configured, the ERP system can automatically popu-late these forms with the proper data. Each data field on a form will map to a particular data point in the database. Because data from all processes is stored in that single da-
tabase, there is no need to link to other programs or search disconnected or paper-systems for document generation. When a document is regulated in the system, it’s filled in with the most up-to-date data automatically.
For example, because the system stores all formulation, pro-duction history, purchasing, and sales data, it can automatically calculate the hazardous material amounts required for SARA reports and show the figures in the appropriate template fields.
LOW-STRESS REPORTING With document generation integrated within a compre-
hensive pharmaceutical ERP software system, drug makers avoid the problems associated with using a patchwork of systems. The puzzle-piece approach to reporting is replaced by a streamlined and compliant reporting process that can provide greater productivity and a competitive edge.
Efficiency is one advantage gained by managing regula-tory reports this way. Rather than having your compliance director search each system for data to calculate and plug in to each word processing-based report, the system pulls and populates the data automatically. This saves countless hours over the course of a year, allowing companies to direct their compliance efforts to other processes. In fact, any system user with the proper security clearances can generate a COA or other document once the template has been configured.
Errors are reduced with this type of system, as well, be-cause manual data entry is eliminated. Process controls in a fully-integrated system can also help manufacturers guard against errors that, if unnoticed, could end up on a regulatory document. For example, the QC process in a well-designed ERP system should allow manufacturers to set pre-defined test ranges for each product. Then, if a user enters a value that falls outside that range, the system would provide a screen prompt highlighting the error. Not only does this guard against typos that could end up on important documentation, it also helps you more easily identify products that do, in fact, fall outside QC ranges and need to be altered or discarded.
CONCLUSION With all the regulations facing manufacturers in the
competitive pharmaceutical industry, companies shouldn’t spend hours preparing their compliance documentation. Utilizing a single, integrated ERP software system designed for pharmaceutical manufacturing can streamline the regu-latory reporting process through configurable document templates for a faster, error-free process. With the regula-tory compliance document puzzle solved, drug makers can focus on what really matters – their business.
About the author:Jay Deakins is the President of Deacom, Inc., the producer of an integrated accounting and ERP software system for mid-to-large-sized pharmaceutical and chemical manufacturers with hard-to-handle requirements. Contact Jay at [email protected] or visit www.deacom.net.
PHARMACEUTICAL PROCESSING | AUGUST 2009 19 ■
■ P H A R M P R O . C O M
■ C O M P L I A N C E
pp98_feature_decom.indd 19pp98_feature_decom.indd 19 8/7/2009 10:32:04 AM8/7/2009 10:32:04 AM
■ INNOVAT IONS
SANITIZING
■ P H A R M P R O . C O M
■ 20 AUGUST 2009 | PHARMACEUTICAL PROCESSING
CLEANING & � Pressure Washers And Steam Cleaners Feature All-Electric Operation The E-Series is an all-electric line of pres-sure washers and steam cleaners. The 100% all-electric E-Series has a compact, portable design, perfect for all types of cleaning processes such as washing down convey-ors, cleaning mixing and storage tanks, and disinfecting and sterilizing. The E-Series provides instant and continuous heat without the hassle of preheating storage tanks or heat transfer fluid. Standard features include a NEMA 4 electrical enclosure, stainless steel float tank, long-life heating elements, and adjustable digital temperature control. The E-Series is UL and CSA approved by ETL. A wide range of options and configurations are available in any voltage in 50 and 60 Hertz. ■ Sioux Corporation , Beresford, SD 57004. www.sioux.com or call 888-763-8833
� Spray Nozzle Features A Retractable And Remain-In-Place Design Liquid activated, retractable CIP spray nozzles remain in place during production, eliminating the need to install and uninstall spray devices for the CIP cycle. Constructed of 316L stainless
steel with a minimal number of maintenance free parts, the nozzle features a retractable spray head that fully extends under liquid pressure during CIP. The force of rotating spray jets provides a scrubbing action that en-
sures complete cleaning of components. ■ Evaporator Dryer Technologies, Inc., Hammond, WI 54015. www.evapdryertech.com or call 715-796-2313
� Disinfection System Includes Waste Containment Bucket The #30-3 TruCLEAN deluxe disinfection system comes complete with a 36-liter bucket with casters and stainless steel sieve, waste containment bucket and stain-less steel sieve, mop frame, and adjustable handle. Buckets are available in red, white and blue. This DELUXE #30-3 will allow the use of the bucket-in-bucket concept with a sieve for the waste containment bucket or use a sieve alone on the 36 liter bucket. Both options are designed for small area cleaning and disinfecting. Dip mop in bucket, press mop on sieve to release excess disinfectant and apply to surface. Compatible with gamma, ETO and auto-clave sterilization – up to 250˚ F (121˚C) for 30 minutes. ■ Perfex Corporation, Poland, NY 13431. www.perfexonline.com or call 800-848-8483
Spray Nozzle Offers 360º
Coverage � The HydroWhirl™ S slot-ted rotating spray nozzle offers quick, efficient tank cleaning. The HydroW-hirl™ uses less water and lower pressure than static tank washers, offers complete 360˚ degree cov-erage, and features a low maintenance dual-bearing design for long service life and lower operating costs. ■ BETE Fog Nozzle, Inc., Greenfield, MA 01301. www.bete.com or call 413-772-0846
� Cleaner Features A Biodegradable Blend Of Citric Acid The biodegradable Micro® A07 Citric Acid Cleaner is ideal for the removal of oxide, scale, mineral deposits, milkstone, and inorganic soils. This biodegradable blend of chelat-ing citric acid and anionic surfactants offers enhanced cleaning performance compared to simple citric acids and other citric-based products. With a typical pH of 2.5, Micro A07 is milder than most acids, yet powerful enough to replace more aggressive acid cleaners. Micro A07 is used in CIP, ultrasonic baths, im-mersion, mild agitation, and filter membrane cleaning applications. This cleaner is zero-VOC, phosphate free, non-corrosive, carries no hazardous shipping regulations, and is NSF-Registered for USDA A1 use. ■ International Products Corporation, Burlington, NJ 08016. www.ipcol.com or call 609-386-8770
pp98_innovations_cleaning.indd 20pp98_innovations_cleaning.indd 20 8/7/2009 10:44:51 AM8/7/2009 10:44:51 AM
Purity You Can Count On
There’s only one place where you can get PURETOLTM White Mineral Oil direct from the world’s largest producer.
Petro-Canada produces PURETOL white mineral oils from start to fi nish – from integrated feedstock processing to certifi ed white oils.
We’re delivering PURETOL directly to our customers through our dedicatedinfrastructure and effi cient distribution system. A full range of PURETOL
white mineral oils is available to meet any of your requirements. So let us introduce ourselves: We’re Petro-Canada, the global
leader in white oil production. At your service.
For more information on PURETOL call: 1-866-335-3369 or E-mail:
Vial Isolators Protect, Preserve And Contain Freeze-Dried Products LYOGUARD® vial isolators are single-use devices made with a unique expanded ePTFE membrane, to reduce product “fly-out” and product cross-contamination, while improving sterility in small-scale aseptic processing applications. This biocompatible membrane allows vapor to pass through the isolator, but its micro-structure prevents contaminants from entering the vial. W. L. Gore & Associates, Inc, Newark, DE 19702. www.gore.com or call 800-368-4673
Dehumidification System Simplifies In-tegration With Other AC Components The Integrated Custom Air Handler (ICA) dehumidification system has simplified the complex task of integrating a desiccant dehu-midifier with other air conditioning compo-nents. ICA is customizable to multiple configu-rations, offers ten rotor sizes, seven desiccant options, and a range of standard components engineered for maximized performance. ICA incorporates many advanced features includ-ing a double wall construction with superior no-through metal design in either 2.5 or 4 inch wall thickness. Munters Corporation, Amesbury, MA 01913. www.munters.us or call 800-843-5360
Manifold Valves Offer Method Of Blocking, Bleeding And Calibrating Pressure Instruments 2-, 3- and 5-Way manifold valves combine the function of a tee, calibration valve, isolation valve and all tubings and fittings into a single valve configuration. These valves are de-signed to connect a system impulse line and transmitter. R-Type manifolds provide dif-ferential pressure of flow recorder to impulse tubing. D-Type, T-Type and H-Type manifolds bolt directly to differential pressure instru-ments to eliminate the need for piping, valves and fittings. Innovative Pressure Technologies, Erie, PA 16509. www.inpressure.com or call 814-833-5200
General Microbiology chapters have harmonized with corresponding microbiology chapters in the European and Japanese Pharmacopeias (EP and
JP). The goal of pharmacopeial harmonization is to promote consistency of microbiology methods used by companies glob-ally. This harmonization includes revisions to the existing USP <61> Microbial Limits Test that creates two new chapters: USP <61> Microbial Enumeration and USP <62> Absence of Specified Organisms. Celsis International plc – a provider of life sci-ence products and laboratory services to the pharmaceutical, biopharmaceutical, and consumer products industries – out-
lines the key steps the pharmaceutical industry should take to ensure they are ready to address these harmonization changes.
KEY STEPS TO PREPARE FOR HARMONIZATION CHANGES
Following are the top steps companies in the pharmaceu-tical industry should take to ensure they are prepared for changes to the General Microbiology chapters USP <61>: Microbial Limits Testing and the addition of USP <62>: Absence of Specified Organisms.
1 Understand that changes to the USP will not affect alternate microbial test methods, such as Rapid Methods. Rapid Microbial Methods (RMMs), such as
those provided by Celsis, are accepted microbiology tests that can be used in lieu of the tests as defined in the USP Microbiology Chapters. Those who have implemented such alternate methods are unaffected by the changes to the USP.
2Understand how the new chapters impact the require-ments for growth and recovery of specified microorgan-isms and specified microorganisms tests. In USP <61>
(formerly called the Microbial Limits Test, now renamed the Microbial Enumeration Test), the most obvious change is the separation of the Absence of Specified Microorganisms test into a new chapter, USP <62>. USP <62> is a new chapter that describes the requirements for growth and recovery of speci-fied microorganisms such as Salmonella or S. aureus. Note that all of the specified microorganism tests have undergone
changes. Also, media for enrichment, subculture and selec-tion have changed for most microorganisms.
3Find out how the changes apply to inventory that was validated with current (prior to May 2009) standards. Based on changes in these harmonized chapters, prod-
ucts may need to be revalidated. Reasons include, but are not limited to, media requirements, testing conditions and the amount of sample to be used. For example, if you are using the USP method and want to continue to use it but the media has changed, you will need to revalidate using the new media. Companies should also consider the possibility of a sample
that previously used a specified dilution not being acceptable at that same dilution with the newly specified media.
4 Know how changes to USP <61> will alter sample amounts for bulk vs. small batches. Depending on the test or combination of tests, the required sample
amounts may vary. As per harmonized USP <61> in the sec-tion covering testing of products, the amount used for the test should be 10g or 10mL. For fluids or solids in aerosol form, it is necessary to test 10 containers. For transdermal patches, 10 patches are to be tested. Additional information to justify using less product is provided in the harmonized chapters; examples include small dosage units, small batch sizes or limited number of articles in a batch.
5Determine when and how often to test (i.e. at which stages within the production process – from raw materi-als to finished goods). Given the number of changes to
USP <61> and the addition of USP <62>, it’s important to plan ahead not only for the type of analysis to be performed, but for the time and cost required to do so effectively.
Should the analysis not meet the initial requirements, addi-tional testing may be necessary which could require extra time. Be sure to build enough flexibility into your schedule to accom-modate these scenarios, and consider using rapid microbial screening methods. Absence of contamination can be deter-mined in 18-24 hours (vs. an average of five days), significantly reducing production cycle times.
Key Steps to Address USP Changes
■ 22 AUGUST 2009 | PHARMACEUTICAL PROCESSING
■ P H A R M P R O . C O M ■
■ T E S T I N G■
Strategies to stay current with the recent changes to Chapters <61> and <62>
1212
Understand how the new chapters impact the requirements for growth and
recovery of specified microorganisms and specified microorganisms tests.
6 If you outsource to an analytical lab, evaluate how this con-tract facility is meeting the new requirements of USP <61> and the addition of USP <62>. Since significant changes are a result
of harmonization with EP methods, contract labs with global custom-ers typically have already screened products to the new USP and EP chapters, giving them a head start. Many contract testing labs such as Celsis Analytical Services offer validation services in addition to rou-tine analysis to ensure that testing is in compliance with the new har-monized requirements. Make sure that your lab partner stays abreast of changes in the USP so you can be confident that their services are performed according to current pharmacopeial requirements.
7If you currently have internal testing methods to screen for con-tamination and to enumerate specific organisms, consider how you will need to reconcile your current methods with the USP
guidelines. Given the significant changes to USP <61>, if you have your own methods for testing microbial limits, you need to ensure that they are fully validated and adhere to updated methods. Remember that the new USP methods are now more inclusive for more organisms, which can have an impact on microbiological media used in testing for spe-cific pathogens, incubation temperatures and duration times.
8 Recognize how changes to USP <61> and <62> prohibit retest-ing and determine how this will impact your operations. Under the new USP guidelines, retesting of an original sample is not
allowed. However, it is acceptable to perform additional analysis on a sample that screens positive for contamination using a rapid method. For this reason, non-destructive rapid testing methods are preferred.
9Familiarize yourself with the additional organisms that have been specified in the new USP <62>. It’s important to note that more organisms have been specified in the new USP
<62> chapter than in previous USP editions. Organisms such as Candida albicans, Clostridia species, and bile-tolerant Gram-negative bacteria may be necessary to test for, depending on specific product formulation and utilization.
10 Recognize how changes to USP <61> and USP <62> alter incubation times. USP <61> describes microbial enu-meration tests, which are the plate count procedures for
bacteria, yeast and mould. Although the plate count procedure itself will not change, the incubation temperatures and times for bacteria do change slightly. In USP <62>, tests for specified microorganisms are included. Not only do new modifications change many microbiological media utilized in testing for specific pathogens, but updates also affect incubation temperatures and duration.
11Understand how updated methodology of the Method Suitability Test in USP <61> and USP <62> impact the types of organisms and different growth media that are included.
The Method Suitability Test replaces the Preparatory Test for product inhibition. Both the growth-promotion organisms and the methodol-ogy have been significantly updated to include more types of organ-isms and different growth media. Companies are strongly encouraged to revalidate products to conform to the new USP <61> and <62>
Suitability Test, and they must now specify which microorganisms are required to be absent. The Suitability Test ensures that any antimicro-bial activity inherent in the test sample will not adversely affect the reliability of the test.
12 Understand that the specified organisms in USP < 61> and USP <62> may not be all inclusive. The organ-isms listed in USP <61> and USP <62> are example
organisms. Each user should also consider testing for organisms that are specific to their facility or to their products.
FOR MORE INFORMATIONDownload the Celsis White Paper Concerning Changes to USP <61>
and the addition of USP <62> online at www.celsis.com/usp.
� Glass Washer Features An Efficient Water Management System Hotpack® large-capac-ity glassware washers incorporate a high-ef-ficiency water manage-ment system that sets a new benchmark for conserving energy and reducing operating costs. The large-capac-ity glassware washers offer high volume throughput of virtually all sizes and types of lab glassware and plastic-ware. All washers offer a spray arch water de-livery system that ensures a thorough washing and rinsing. This feature projects a vertical “wall of water” equally across the entire chamber. Separate plumbing systems for wash and rinse cycles minimizes detergent carry-over to pro-vide a clear final rinse. An intuitive touch-screen control interface, which is located at eye level, enables easy selection from a range of preset or user-defined programmed operating options. ■ SP Industries, Inc., Stone Ridge, NY 12484. www.spindustries.com or call 845-687-5315
� Mobile CIP System Can Be Used To Clean Virtually Any Size Vessel
The Mobile CIP System (MCIP) eliminates the necessity and expense of piping a perma-nent CIP installation in each tank. It includes everything needed for effective, repeatable, user- controlled in-place cleaning. The com-puter-controlled unit is fully programmable. It provides continuous monitoring and control of all cleaning parameters. An optional onboard
dosing pump automatically dispenses additives and provides precise control of additive delivery, ensuring repeatable dosing. The system provides
high pressure, 360 degree cleaning at very low flow rates and ensures 100% cleaning effec-tiveness that matches or exceeds the performance of installed systems. MCIP can be used to clean virtually any size tank or vessel. With the MCIP, capital costs for permanent CIP installa-tions can be eliminated, and the convenience of a mobile cleaning system added to any opera-tion. ■ Gamajet Cleaning Systems Exton, PA 19341. www.gamajet.com or call 800-289-5387
� Rotary Vial Washer Operates At Speeds Up To 100 VPM The RW500 rotary vial washer is a compact and fully automatic
vial washer with a footprint of only 37” x 40”. The machine can handle 1 cc – 100 cc glass or plastic vials at a rate of 100 vials per minute (vial size dependent). The washer features a servo controlled main drive, Allen Bradley CompactLogix PLC, and color touch screen HMI. The RW500 has a low WFI consump-
tion and truly simplistic design. The machine can be integrated with company's automatic trayloaders or sterilization tunnel. It is an ideal replacement of or alternative to labor intensive and inefficient batch style machines. ■ PennTech Machinery Corporation, Ivyland, PA 18974. www.penntech-corp.com or call 215-396-2200
� IBC ChamberWashing System Eliminates Need For Split Valve Docking Chamber washing systems and mobile wash-ing systems for IBCs, washing tanks and other process equipment are provided with con-trols to meet the client’s needs and can be 21 CFR Part 11 compliant. Company also offers a proprietary high containment washing system for IBCs (bins) and drums that does not re-quire a complicated chamber washer and the associated split valve docking in the washer. ■ SERVOLIFT, Wharton, NJ 07885. www.servo-lift.com or call 973-442-7878
� Washers Custom Engineered To User Requirements Tray and bin washers are custom engineered to each user's needs and requirements and built with long last-
ing materials and components. Equipment reduces the time required of personnel who are responsible for the cleansing of lab equipment allowing for higher productivity. ■ Alvey Washing Equipment, Mason, OH 45040. www.alveywashing.com or call 513-923-5665
■ 24 AUGUST 2009 | PHARMACEUTICAL PROCESSING
pp98_innovations_washing.indd 24pp98_innovations_washing.indd 24 8/7/2009 10:46:33 AM8/7/2009 10:46:33 AM
DOES IT TAKE TO SELL A GALLON OF GOOP?
Whether the goop you make is in liquid, injectable, or capsule form - with DEACOM, you only need one software system to manage your entire business.
The DEACOM Integrated Accounting and ERP Software System seamlessly integrates all areas of your business - from formulation and QC testing, to lot tracking and invoicing - giving you a comprehensive view of your entire operation from a single system.
Visit Deacom, Inc. at www.deacom.net to schedule a web-based demonstration, and learn how DEACOM can maximize your productivity and profitability today.
■ P H A R M P R O . C O M■ N E W P R O D U C T S
PHARMACEUTICAL PROCESSING | AUGUST 2009 25 ■
Multi-Parameter System Takes Simultaneous Mea-surements The LiQC multi-parameter system is designed for simultaneous de-termination of density, refractive index, pH/conductivity and color. The LiQC increases productivity by combining single measurements into one automated process. A sample is filled into a sample vial, placed onto an automatic sample changer, and assigned a barcode label. LiQC chooses the appropri-ate method, pumps the sample into the various flow-through cells, and performs all measurements. Mettler-Toledo Inc., Columbus, OH 43240. www.mt.com or call 614-438-4505
Dispensing Pump Ideal For Fully Au-tomated Aseptic Fill/Finish The 520Di dispensing pump accurately me-ters, doses, and transfers fluids in sanitary environments. The 520Di accepts eight differ-ent tubing materials and sizes up to 9.6mm for flow rates ranging from 4 microliters/min up to 3.5 liters/min and pressures up to 100 psi. The 520Di is also suited for benchtop media or reagent preparation in laboratory suites. The 520Di has full dispensing capabil-ity, enabling accurate batch dispensing and automatic or single-shot operation. Watson-Marlow Pumps Group, Wilmington, MA www.watson-marlow.com or call 800-282-8823
Dust Collector Maximizes Space The Cyclone maximizes collection efficiency and cuts overall costs, while meeting clean air needs. The HE (High-Efficiency) series Cyclones serve as primary receivers in dilute phase pneumatic conveying systems. They can handle high temperatures, high-moisture content, and high airflow. Units lie horizon-tally and can be custom built to meet needs where space is limited. AIRLANCO, Falls City, NE 68355. www.air-lanco.com or call 800-500-9777
pp0908_New_Products.indd 25pp0908_New_Products.indd 25 8/10/2009 9:09:19 AM8/10/2009 9:09:19 AM
With global health and regulatory authorities continuing to push for tighter regulations surrounding disclosure, transparency and e-standards, pharmaceutical and other life
sciences companies are increasingly challenged by frag-mented, quasi electronic, paper-based processes and often out-of-date technology systems. Many organizations simply lack the process and technology to effectively operate and comply in a rapidly changing regulatory environment. The impact is significant, often translating into costly product delays, regulatory fines and lost business opportunities.
Life sciences companies must re-evaluate their existing processes and systems and consider new ways to encourage collaboration, streamline workflow, and keep costs in check to improve content compliance. Although there are content man-agement “like” systems, most are “document-centric” and lack the underlying standards-based business intelligence required by life sciences companies. In this article, I recommend strate-gies and best practices to help life sciences companies manage and automate these processes to streamline content compli-ance and reduce development costs while bringing higher qual-ity products to market faster and more efficiently.
THE COST OF CONTENT COMPLIANCE The cost of bringing new drugs to market today ranges
from $800 million to $1.2 billion and research firm IDC esti-mates that roughly 26% of that cost goes toward the content requirements associated with regulatory compliance.
As the industry and regulators work together to improve the new drug submission and approval process, there are a number of different global standards and regulatory man-dates such as Clinical Trial Disclosure, Electronic Common Technical Document (eCTD) and Structured Product Labeling (SPL), which life sciences companies must comply with throughout the product lifecycle. The impact of non-compli-ance to these standards is significant and includes costly product delays, regulatory fines, and lost market opportuni-ties. A current example of regulatory fines is occurring in the State of Maine, where there is a $10,000 fine per day for non-compliance with clinical trial posting rules. Other state, na-tional and international regulatory bodies are enacting their own mandates and oversight activities as well.
To satisfy these existing and upcoming compliance man-dates, avoid costly delays in approval and/or penalties and the potential negative impacts to their brand image, life sci-ences companies must take stock of their existing business processes pertaining to content management and reuse. These new processes should be enabled through the usage of state-of-the-art system solutions and technologies provid-ing an integrated, collaborative solution across the product life cycle – from discovery through commercialization.
Best practices and information technology can play a huge role here. The right technologies can promote compliance and operational efficiency by automating the transactional tasks within quality compliance, regulatory affairs and clinical sup-port operations. By automating and streamlining the complex content exchange and submissions requirements throughout the product lifecycle, companies can enforce regulatory compliance and automate the many tasks required for clinical trial disclo-sure, e-submissions, global labeling, and other standards.
SIX STEPS TO ENSURE CONTENT COMPLIANCE WITHIN THE LIFE SCIENCES INDUSTRY 1. Automate process and workflow. If your current processes are manual or “document centric,” you are vul-nerable to errors and discrepancies. You may also lack the ability to easily track history and gain visibility into whether or not a submission is compliant. A two-phase process can help you achieve an automated workflow:
Phase 1. Look for an easy-to-use content management en-vironment that has regulatory guidelines built in. It should include an XML-based technology backbone to comply with the new technology mandates for communicating with the regulators during submissions, labeling, disclosure activities and other forms of interactions. Make sure that the content compliance system is designed to manage the entire lifecycle of the regulated content – from internal authoring, review, ap-proval and external communication, to compare, reconcile and maintain regulatory documents going forward. It should also be configurable to automatically track milestones and notify stakeholders and content contributors when a form has moved (e.g. parent/child relationship tracking) to the next stage in the workflow and/or requires an action from them.
Phase 2. During this phase, the content compliance system
Content Compliance Within The Life Sciences IndustryEffective strategies for enforcing content compliance and reducing costs in regulated environments
■ By Stephen Bergson, Executive Vice-President Commercial Operations, Virtify, Inc.
is integrated with your existing information systems automat-ing workflow, minimizing data duplication and entry during the present day highly automated regulatory submissions process. 2. Optimize submissions through collaborative content authoring and review. Traditionally, regulated submission procedures have not been conducive to multiple authors and reviewers. In most cases, a significant amount of effort and time is ineffectively spent throughout the process as contributors wait to be emailed their section to add content or review. Then, once that process is completed, the content and feedback needs to be compiled, verified and published which leads to significant resource efforts and time delays.
Ideally, your content system features collaborative author-ing with role-based access control. This enables authorized authors and reviewers to work on a document simultane-ously, greatly reducing cycle time. Reviewers can simultane-ously add comments for authors allowing all to view their respective comments by tracking their text edits to show their suggested changes – hence streamlining the overall process. The technology should automatically facilitate ver-sion control, tracking all changes, so there’s no risk of over-writing another’s work accidentally. In addition, the system should be based in the XML technology while retaining ev-ery detail of revision history in the event of a future change or audit.
3. Reuse and repurpose content to satisfy global requirements. With the advent of common/similar global regulatory requirements, content management solutions should be viewed in the context of compliance within both the U.S. and international regulatory guidelines. To accom-plish this goal, the content management solution requires a level of integrated and configuration capabilities to enable the compliance objective to be met for the client. Submitting information for the same product in multiple countries should not require you to reinvent the wheel each time to ensure compliance with varied submission standards and re-quirements. Look for a solution that is “standards-ready” and pre-configured to comply with different global standards and regulatory mandates such as Clinical Trial Disclosure, eCTD, SPL/PLR, and other electronic submissions standards so that your users can focus on content, and not compliance. 4. Enable easy adaptation to evolving standards. As regulations continually evolve, in such areas as electronic submissions, disclosure standards, labeling the regulatory communication process and submissions requirements are likely to change too. Look for a solution that incorporates FDA and other global requirements and is designed to absorb and validate changes as quickly as possible. The technology should allow you to rapidly add new form fields or modify existing ones. In addition, look for a solution that
PHARMACEUTICAL PROCESSING | AUGUST 2009 27 ■
■ P H A R M P R O . C O M
■ C O M P L I A N C E
Complex System Integration (shown: anaerobic test chanber)
Hundreds of standard enclosures• Acrylic • Polycarbonate • Dissipative PVC • Stainless Steel • Polypropylene • More!
Mix and match standard process controls for• Temp. (-40° to 300°C) • Vacuum • Fume removal • High/low humidity • Particle filtration • Static control• Process gas generation & mixing
meets 21 CFR Part 11 requirements and provides validation with a built-in audit trail, security and authentication. 5. Evaluate both Software-as-a-Service and perpetual li-censing. Look for solutions with flexible delivery options, and choose the option that best fits your needs: 1) A perpetual software license allows for the outright purchase, installation and in-house op-eration of the software with an annual maintenance fee for upgrades and support; 2) A Software-as-a-Service (SaaS) model allows the pro-vider to license the application to the customer for use as a service or “on demand” for a monthly fee, eliminating the often large, upfront costs associated with software purchase and implementation. 6. Focus on ease-of-use. Your content compliance solution must ap-peal to the people that need to use it – business users, managers, regu-latory professionals, clinical staff, etc. As such, your solution should be able to work within your existing organizational framework and include
the ability to extend and adapt over time. It should also leverage a famil-iar intuitive interface that doesn’t require a change in behavior on the part of your users. Many Web 2.0 applications provide familiar, desktop conventions and “Microsoft Office®-like” authoring environments.
SUMMARY Faced with the daunting challenge of upgrading quasi electronic,
fragmented, often paper-based-processes make timely postings, fil-ings and ongoing regulatory communications nearly impossible. Life science companies must look to improved business processes and technologies to comply with the changing regulatory environment. The steps recommended above are very practical and achievable strategies to ensure compliance and manage costs in this environ-ment. Each of these strategies can be used individually or in conjunc-tion with others to take greater control of the regulated content life-cycle. The benefits are multi-dimensional. Streamlining the lifecycle content management process reduces the risk of delays and poten-tials for fines, while continuously increasing your overall compliance and regulatory communications throughout the world. ■
About the author:Stephen Bergson is the executive vice president of commercial operations for Virtify, Inc. (http://www.virtify.com), a provider of Enterprise Content Compliance software solutions for life sciences companies. He can be reached at [email protected].
www.etcSterilization.com
ETC Sterilizationphone 215.355.9100 x1224 • fax 215.357.4000 125 James Way, Southampton PA. 18966 USA
Made in the U.S.A since 1969
• Largest Array of Configurations in the Industry
• Hinged, Horizontal & Vertical Sliding Doors
• Cycle Development Services
• Process Engineering
• FDA Title 21 CFR Parts 11 & 212 Compliance
• GAMP5, BS EN-285, ASME & ASME BPE-2007
• System Rebuild & Controls Retrofit
• SCADA Systems
*See Website For Details. Offer valid for new equipment purchases only.
See Website For Details.
To order : 714-578-6000Fax: 714-578-6020
Low-Cost Solutions for High-Tech Industries
Laminar Flow
Application-specific materials and configurations —
The Digital Met30+ Universal Pharmaceutical Metal DetectorThe Met30+ Universal Pharmaceutical metal detector remains stable to the worst imaginable external interference like shocks and vibration, while at the same time delivering unrivalled sensitivity to metal contamination – even in the presence of extremely high product signal. It is able to detect metal particles as small as 0.25 mm ferrous, 0.3 mm non ferrous, and 0.4 mm stainless steel.Lock Inspection Systemswww.lockinspection.com; 800-227-5539
Petro-Canada’s PURETOL White Mineral OilProduced from one of the purest base oils in the world, PURETOL meets the highest standards of purity and quality. • PURETOL USP and PURETOL NF grades meet FDA 21 CFR 172.878 and 21 CFR 178.3620(a) regulations for direct food contact • PURETOL white mineral oils are Kosher, Pareve and Halal certified Petro-Canada is the world’s largest producer of pharmaceutical grade white oil. Petro-Canadalubricants.petro-canada.ca; 866-335-3369
High Purity Stainless Steel Process Systems and ComponentsCSI offers state of the art custom fabrication for high purity stainless steel process systems and components. Specific examples include skid systems, utility stations and flow transfer panels for the biotechnology and pharmaceutical industries. Process skids can include tanks, heat exchangers, valves, pumps, wiring and piping. We adhere to ASME BPE standards for design, materials, construction, inspections, and testing. CSIwww.csidesigns.com; 800-654-5635
Natoli Continues To Deliver Fette Die SegmentsFor over two years now, Natoli has been in partnership with Fette to manufacture die table segments. Natoli serves as the only company officially authorized from Fette to manufacture die table segments. Natoli produces standard die segments and carbide segments that support special shape tablets. Natoli’s advanced system of micro-precision engineering, delivers superior die segments that are delivered with a quick turn around time at competitive prices.Natoli Engineering Company, Inc.www.natoli.com; 636-926-8900
SmartHood™ DuctlessFume HoodTerra Universal’s SmartHood™ features onboard filtration that removes organic fumes and submicron particles to allow safe indoor exhaust release. Its rear baffle system, removable for easy cleaning, optimizes non-turbulent airflow into bonded activated charcoal filters for chemical vapor removal and/or HEPA particle filters. A Smart Controller monitors operating conditions and issues alarms to indicate carbon filter breakthrough, excessive HEPA backpressure, or a drop in air speed past the operator. Options include GFI outlets and probes to monitor RH, pH or temperature.Terra Universal, Inc.www.terrauniversal.com; 714-526-0100
Advanced Scientifics Sales Support ExpansionHere at Advanced Scientifics, as our customer list grows so too does our Sales and Marketing staff. The company has acquired two new hires, Rob Noss as a Southeast Sales and Heather Weaver as a Marketing Representative. Rob comes to Advanced Scientifics from Glaxo Smith Kline where he worked as a Pharmaceutical Sales Representative for two years. Rob graduated from York College of Pennsylvania with a Bachelor’s of Science in Marketing. Heather is a recent graduate of Pennsylvania State University where she received a Bachelor’s of Arts degree in Advertising/Public Relations from the College of Communications.Advanced Scientifics, Inc.www.advancedscientifics.com; 717-692-2104
P r o d u c t S h ow c a s eP r o d u c t S h ow c a s eSPECIAL ADVERTISING SECTION
Twist & Dry™ Spray Dry NozzleBETE has expanded the range of the Twist & Dry™ series with the new TD-K. A new high-pressure backup ring on the TD body raises capacity from 3,500 psi to 10,000 psi for operating conditions up to 450° F. The modified design provides greater yield capacity and safe, leak-proof operation at 10,000 psi.BETE developed this addition to the TD series in response to dryer operators who wanted to increase yield by operating at higher pressures. The new high-pressure TD nozzle provides customers the opportunity to increase productivity while maintaining the convenient locking mechanism and superior performance of our TD Twist & Dry™ nozzles.BETE Fog Nozzle, Inc.www.bete.com; 413-772-6729
P r o d u c t S h ow c a s eP r o d u c t S h ow c a s e
Sony’s XCI 100 Series - It’s a Whole New Kind of Smart
In the world of smart cameras, Sony’s 100 series is genius for label and packaging inspection, and bar code reading. With its 1 GHz VIA Pentium-class processor, Sony smart cameras are open to a variety of software packages, including Cognex® VisionPro™ software. Sony Electronics, Inc.www.sony.com/smart; 201-930-7000.
Humidity and Temperature TransmitterThe ROTRONIC HygroFlex 5 is the newest product from ROTRONIC using the groundbreaking HygroClip2 with AirChip 3000 technology. The HygroFlex 5-series is ideal for all applications where exact measurement of humidity and temperature is of decisive importance for the pharmaceutical industry. The HygroFlex 5 innovations include: accuracy of ±0.8% RH and ±0.1°C; Auto-diagnostics and automatic correction; relative humidity, temperature, dew point; interchangeable probes for easy maintenance; wide choice of probes for every application.Rotronic Instrument Corporationwww.rotronic-usa.com; 631-427-3898
The Advertisers Index is provided as a reader service. Although every attempt has been made to make this index as complete as possible, the accuracy of all listings cannot be guaranteed.
Custom Processing Services• Dry Powders from 0.5 to 40 microns• Jet & Mechanical Milling• Inert & Low Temperature Milling• High Purity & Contamination Free• ISO 9001:2000 Registered• cGMP FDA Inspected• Established 1946
pp0908_Ads.indd 31pp0908_Ads.indd 31 8/7/2009 9:17:07 AM8/7/2009 9:17:07 AM
Natoli is proud to be the only licensed manufacturer of Fette die table segments. Natoli’s advanced system of micro-precision engineering, manufactures Fette die segments of exceptional quality that are delivered quickly, worldwide at competitive prices. Natoli manufactures standard round, special shape, multi-tip and carbide lined die segments.
Fette Die SegmentsManufactured by Natoli
…the only licensed manufacturer.
pp0908_Ads.indd 32pp0908_Ads.indd 32 8/7/2009 9:17:20 AM8/7/2009 9:17:20 AM







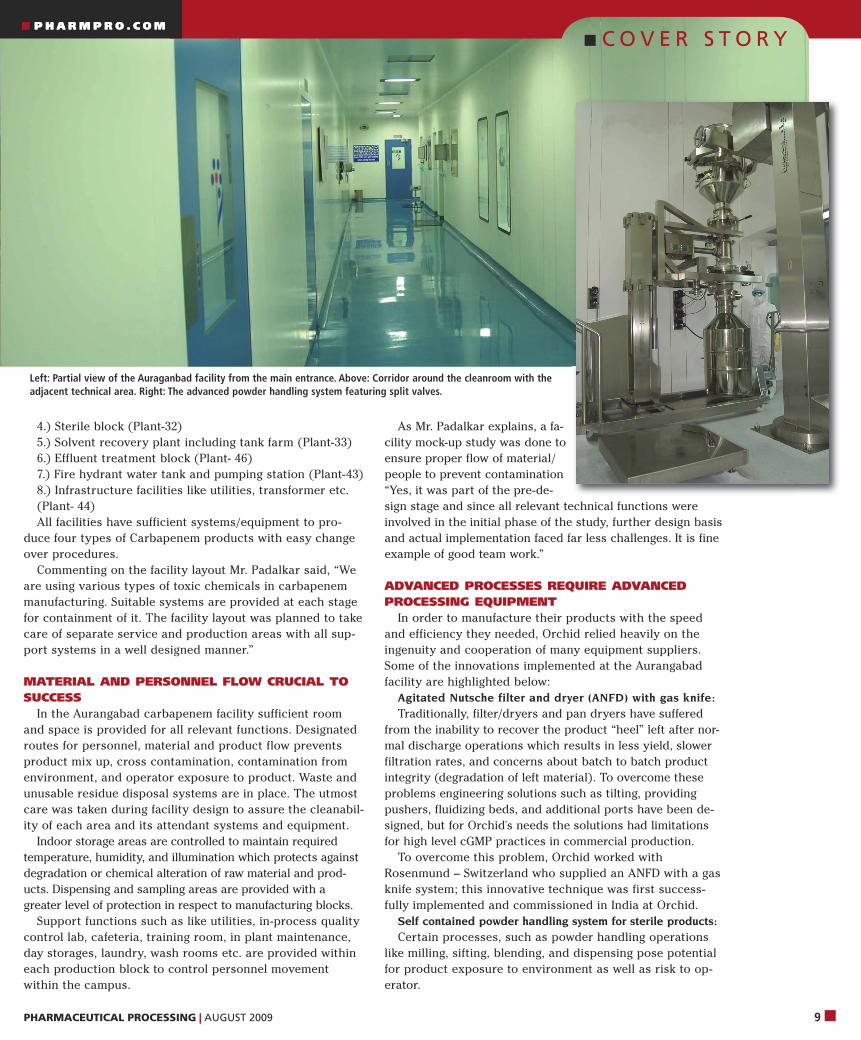







































![Application and processing of Pharmaceutical …KENYA TRADE NETWORK AGENCY] STANDARD OPERATING PROCEDURE Application and processing of Pharmaceutical Import Permit. 8/23/2013 Safari](https://static.documents.pub/doc/80x56/5aa3d6037f8b9ac67a8ee013/application-and-processing-of-pharmaceutical-kenya-trade-network-agency-standard.jpg)