PROCESS DEPENDENCE OF FIBER REINFORCED SHOTCRETE N. Banthia and V. Bindiganavile The University of British Columbia, Canada Abstract This report compares and contrasts the effects of process on the performance of fiber reinforced shotcrete. Using Optimet ® steel fibers for reinforcement, the paper discusses the causes for the higher penetration resistance in dry-mix shotcrete, while highlighting the differences in composition and rebound during the fresh state. A strong influence of the spray process is witnessed on the hardened properties under both compression and flexure. While dry-mix shotcrete was found to be stronger in compression, it was relatively weaker under flexure. The improvement in flexural toughness through fibers was more pronounced in wet- mix shotcrete, which may be attributed in the main to the lower fiber rebound associated with the wet-process. 1. Introduction Although the technique of spraying mortar dates back to the early years of the 20 th C. [1], for much of its existence, shotcreting has been an art. However, in the last couple of decades, a fusion of efforts between research laboratories and the industry has brought about a significant improvement in our understanding of the material science of shotcrete [2]. Recent articles have highlighted advances in i) understanding the rebound [3-5], ii) shotcrete machinery [6], iii) effect of mineral admixtures [7,8], iv) chemical admixtures [9] and v) reinforcement [10, 11]. Research activity has generated new fiber types [12], test methods [13] and equipment (UBC Penetrometer, described later) aimed exclusively at the shotcrete industry. Steel fibers have gained acceptance over mesh reinforcement mainly because of the improvement in post-cracking resistance and toughness. While in absolute terms, the strength and ductility gained by adding fibers may reach those of mesh reinforced shotcrete only at relatively high fiber dosage [11], the winning argument in favour of steel fibers lies in the mode of failure of the composite: Mesh reinforced shotcrete exhibits punching shear failure, where as steel fiber reinforced shotcrete predominantly fails in flexure [14]. This is most noteworthy for linings susceptible to rock-burst or blast loading. However, in spite of considerable research on the subject, opinions differ on the effect of process on the properties of shotcrete. Some authors [15] suggest that shotcrete and cast concrete should be seen as identical differing merely in their mode of application, so that the
Transcript
PROCESS DEPENDENCE OF FIBER REINFORCED SHOTCRETE N. Banthia and V. Bindiganavile The University of British Columbia, Canada Abstract This report compares and contrasts the effects of process on the performance of fiber reinforced shotcrete. Using Optimet® steel fibers for reinforcement, the paper discusses the causes for the higher penetration resistance in dry-mix shotcrete, while highlighting the differences in composition and rebound during the fresh state. A strong influence of the spray process is witnessed on the hardened properties under both compression and flexure. While dry-mix shotcrete was found to be stronger in compression, it was relatively weaker under flexure. The improvement in flexural toughness through fibers was more pronounced in wet-mix shotcrete, which may be attributed in the main to the lower fiber rebound associated with the wet-process. 1. Introduction
Although the technique of spraying mortar dates back to the early years of the 20th C. [1], for much of its existence, shotcreting has been an art. However, in the last couple of decades, a fusion of efforts between research laboratories and the industry has brought about a significant improvement in our understanding of the material science of shotcrete [2]. Recent articles have highlighted advances in i) understanding the rebound [3-5], ii) shotcrete machinery [6], iii) effect of mineral admixtures [7,8], iv) chemical admixtures [9] and v) reinforcement [10, 11]. Research activity has generated new fiber types [12], test methods [13] and equipment (UBC Penetrometer, described later) aimed exclusively at the shotcrete industry. Steel fibers have gained acceptance over mesh reinforcement mainly because of the improvement in post-cracking resistance and toughness. While in absolute terms, the strength and ductility gained by adding fibers may reach those of mesh reinforced shotcrete only at relatively high fiber dosage [11], the winning argument in favour of steel fibers lies in the mode of failure of the composite: Mesh reinforced shotcrete exhibits punching shear failure, where as steel fiber reinforced shotcrete predominantly fails in flexure [14]. This is most noteworthy for linings susceptible to rock-burst or blast loading. However, in spite of considerable research on the subject, opinions differ on the effect of process on the properties of shotcrete. Some authors [15] suggest that shotcrete and cast concrete should be seen as identical differing merely in their mode of application, so that the
laws applying to the one may quite easily be applied to the other. Others [16] disagree and assert that in many respects shotcrete is different from concrete so that conventional wisdom acquired over a century of working with cast concrete cannot be transcribed on to shotcrete technology. Even within the context of shotcrete, while the difference between the wet and dry processes is acknowledged, it is thought to cease once the material is in place. For instance, Hills [16] found that both dry and wet mix shotcrete follow the well-known Abram’s Law for compressive strength. On the other hand, Banthia et al. [17] showed that a better correlation is obtained with porosity rather than water/cement ratio especially for dry-mix shotcrete. The effect of spraying process on issues such as the rheology, composition, consistency, structure, permeability and mechanical properties of the placed material have not been examined adequately. Therefore, it is easy to appreciate that adding fibers in to the system introduces a new dimension to this debate. This paper addresses some of these issues by examining wet-mix and dry-mix shotcrete reinforced with Optimet® steel fibers. These fibers were designed to impart the maximum stress-transfer capability across cracks, for a given matrix composition and strength. It is achieved through varying the sinusoidal geometry at each end (see Figure 1). A comparison of fresh properties (consistency, water/cement content, rebound) and hardened properties (compressive strength, flexural strength, flexural toughness) is made to investigate manufacturing process as a variable.
Figure 1. Optimet® Steel Fibers for Shotcrete Reinforcement
2. Experimental Details Shotcrete was prepared using the ALIVA 246 machine (Figure 2a) for the dry-process and with the ALIVA 262 (Figure 2b) for the wet-process.
The sinusoidal end is defined by an optimized amplitude, Ao,opt given by:
( ) ]][][[ 21, fffu
kcopto PAkA βα εσσ=
where, k1 = 2.025 x 10-2 σc = compressive strength of shotcrete k2 = 3.19 x 10-1 σc = ultimate tensile strength of the metal (MPa)
α = 6.6 x 10-1 β = 3.2 x 10-1 εf = ductility of the metal in percent Af = X-sectional area of the fiber (mm2) Pf = perimeter of the fiber (mm)
The mix designs for both types of shotcrete are given in Table 1. While dry-mix shotcrete was prepared using bone-dry pre-bagged mixes, the proportions for the wet-process were prepared in a pan mixer before being shot into place. Optimet® steel fibers were incorporated at 30 kg/m3 and 60 kg/m3. The fibers were 30 mm in length with a diameter of 0.50 mm. Table 1. Mix Proportioning for Fiber Reinforced Shotcrete
The mixes were shot on to rectangular moulds (550 mm x 550 mm x 100 mm) to be later sawn in to beams or cored for cylinders. Water was introduced via a Brazilian Ring, in a fine mist under high pressure (700-800 PSI). Rebound was collected on plastic sheets and weighed. The calculation scheme to evaluate the fiber rebound and in-situ volume fraction has been described in detail elsewhere [7]. After 28 days of curing, the cylinders were tested in compression (ASTM C 42, 1998), while the beams were tested under flexure (ASTM C 1018,
a Water was added at the nozzle. Its proportions were determined only after the shotcrete
placement, by evaporation and wash-out tests. Superplasticizer was used for the wet-mixes @ 4.85 kg/m3.
b Rounded Aggregates for Dry-Process; Crushed Aggregates for Wet-Process. c For dry-mix shotcrete, proportions shown are for the mix supplied to the shotcreting machine,
except for water, which was added at the nozzle.
Figure 2. Shotcrete Machines at the University of British Columbia: a) ALIVA 246: Dry-Mix Shotcrete Machine, b) ALIVA 262: Wet-Mix Shotcrete Machine
1998). Both compression and flexural tests were conducted in the direction of shooting. The flexural response was analysed as per JSCE SF-4, 1984 [18]. In addition to the main series of tests with fiber reinforced shotcrete, described in Table 1, the authors conducted a pilot study to throw some light on the consistency of fresh shotcrete. It is well known that dry-mix and wet-mix shotcrete differ in their consistency during the freshly shot state. This difference can be over an order of magnitude and, much of the variation in their properties later may be attributed to it [19]. However, to date no convincing rationale has been put forth to explain this difference. To resolve this issue, shotcrete was produced by both the dry and the wet processes and the fresh material was examined for consistency, using the UBC Penetrometer (Figure 3). Next, the shotcrete was mixed in the pan mixer and re-vibrated in the mould. This ensured that the proportions were similar between the shotcrete and the re-cast concrete. The re-vibrated material was also tested for consistency. The exercise was repeated, only this time the cement was entirely substituted with fly-ash. In this manner, the authors hoped to isolate the physical factors from the chemical factors and examine the source of yield resistance in the two types of shotcrete. The mix designs for this pilot study were as follows: Dry-mixes contained cement (or fly-ash) @ 19%, 65% fine aggregate and 16% coarse aggregate. As before, water was added at the nozzle. Once again, note that the proportions for the dry-process change considerably upon shooting. The wet-mixes contained 19% cement (or fly-ash), 8% water, 60% fine aggregate and 12% coarse aggregate. As with the mixes in Table 1, again the wet-mixes were batched with superplasticizer @ 4.85 kg/m3.
3. Results and Discussion 3.1. Fresh Properties 3.1.1 Consistency Immediately after shooting, the shotcrete plates were checked for consistency using the UBC Penetrometer. Figure 4 highlights the difference in the penetration resistance (PR) as a result of different processes. Note that dry-mix shotcrete offers 5-10 times higher resistance compared to either cast concrete or wet-mix shotcrete. Interestingly, both cast concrete and wet-mix shotcrete register very similar yield resistance. It is well documented that there exists an optimum range of yield resistance, for which the rebound will be minimum, in-situ
Load Cell (Cylindrical Needle)
LVDT
Figure 3. UBC Penetrometer for Evaluating Fresh Shotcrete Consistency
composition will be close to the batched proportions and the material will adhere to the substrate.
0
0.5
1
1.5
2
2.5
0 2 4 6 8 10deflection (mm)
Pe
ne
trati
on
re
sis
tan
ce
(M
Pa) Fresh dry-mix shotcrete
Fresh cast concrete
0
0.5
1
1.5
2
2.5
0 5 10 15 20
The penetration resistance expresses the resistance to shear under compression. An aggregate impinging on the fresh substrate imparts compressive shear. Thus, the tendency to rebound is directly related to the penetration resistance. On the other hand, the tendency to slough off the substrate is a function of the resistance to shear under tension, which however is not uniquely represented by penetration resistance [20]. Hence, although the two types of shotcrete exhibit very different penetration resistance, nevertheless, they are both capable of achieving a satisfactory build-up thickness. Figure 5 shows the penetration resistance offered by cement-based and fly ash-based shotcrete before and after re-mixing. It is clear that the cement-based material has a higher penetration resistance in all conditions. Although the composition is the same, re-mixing and vibration
Figure 4. Comparing the Penetration Resistance between a) Cast Concrete and Dry-Mix Shotcrete; b) Wet-Mix and Dry-Mix Shotcrete
Dry-Mix Shotcrete
Wet-Mix Shotcrete
PR (MPa)
a)
b) deflection (mm)
leads to a drop in the penetration resistance, and this fact is underscored in the dry-process. Evidently, the act of spraying leads to a higher penetration resistance in the dry-process. However, note that the drop due to re-mixing is significant only for the cement-based material. Further more, in the wet-mix shotcrete, not only is the resistance lower than that in the dry-mix shotcrete, the resistance is noticeable only for the cement-based material.
Figure 5. Effect of Process and Composition on the Shotcrete Consistency: Notice Higher Resistance from Cement-Based Mixes The observations in Figure 5 may be explained as follows: In dry-mix shotcrete, the material is placed soon after coming in contact with water. Thus, for the cement-based system, the products of hydration that begin forming are never disturbed. On the other hand, with wet-mixing, the initial products of hydration are broken down repeatedly through the shearing action of the mixer. Nevertheless, in the dry-process, some measure of resistance is witnessed with the mix containing fly-ash (FA). Hence, to an extent, the penetration resistance may be attributed to the high surface tension in the fluid held in the fine network of capillaries arising from the high rates of compaction during shotcreting. The same is true for the wet-mix cement-based shotcrete. However, if this resistance were primarily a physical phenomenon, then the FA wet-mix shotcrete should have offered some resistance. Also, there should have been considerable difference between the fly-ash based shotcrete and re-mixed material in the dry-process. But such was not the case. It is therefore fair to conclude that the principal source of penetration resistance in dry-mix shotcrete is from the early products of hydration, which never get a chance to break down and re-crystallize. Hence, whatever little resistance we see with either cast concrete or wet-mix shotcrete may be attributed to the thixotropic nature of cement paste.
Pene
tratio
n R
esis
tanc
e
(MPa
)
Table 3. Fresh Properties of Fiber Reinforced Shotcrete
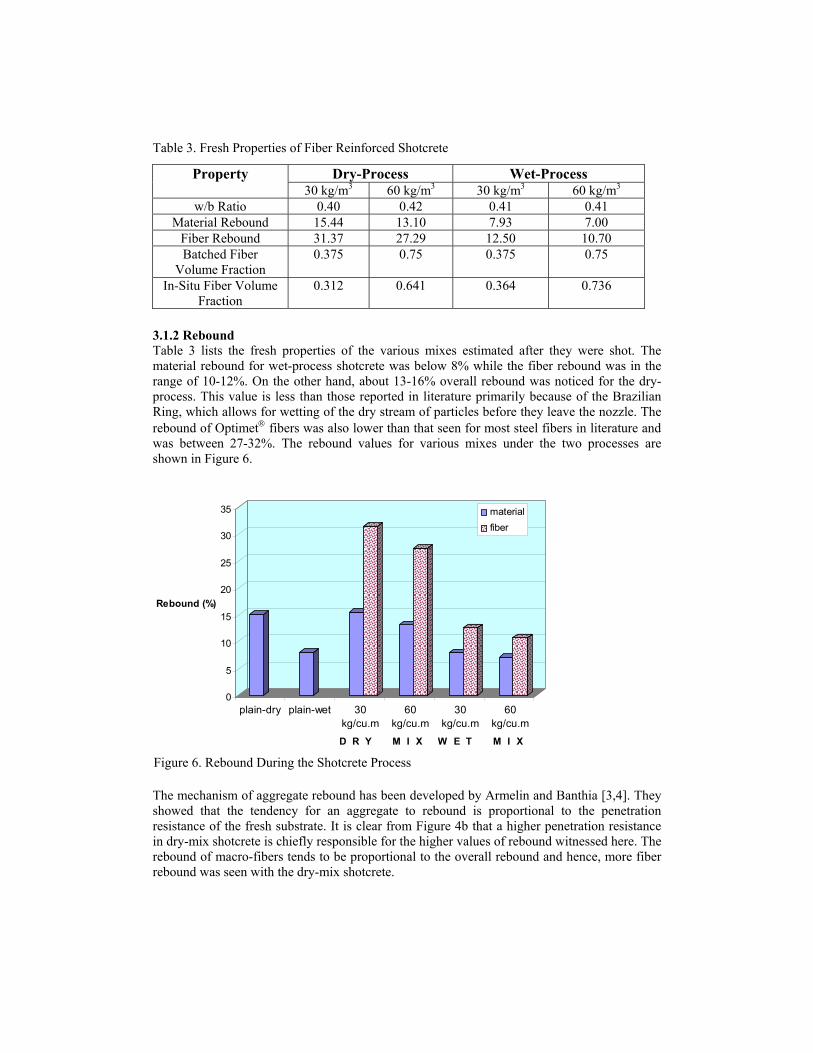
3.1.2 Rebound Table 3 lists the fresh properties of the various mixes estimated after they were shot. The material rebound for wet-process shotcrete was below 8% while the fiber rebound was in the range of 10-12%. On the other hand, about 13-16% overall rebound was noticed for the dry-process. This value is less than those reported in literature primarily because of the Brazilian Ring, which allows for wetting of the dry stream of particles before they leave the nozzle. The rebound of Optimet® fibers was also lower than that seen for most steel fibers in literature and was between 27-32%. The rebound values for various mixes under the two processes are shown in Figure 6.
0
5
10
15
20
25
30
35
Rebound (%)
plain-dry plain-wet 30kg/cu.m
60kg/cu.m
30kg/cu.m
60kg/cu.m
materialfiber
D R Y M I X W E T M I X The mechanism of aggregate rebound has been developed by Armelin and Banthia [3,4]. They showed that the tendency for an aggregate to rebound is proportional to the penetration resistance of the fresh substrate. It is clear from Figure 4b that a higher penetration resistance in dry-mix shotcrete is chiefly responsible for the higher values of rebound witnessed here. The rebound of macro-fibers tends to be proportional to the overall rebound and hence, more fiber rebound was seen with the dry-mix shotcrete.
Figure 6. Rebound During the Shotcrete Process
3.1.3. Composition Although the water content (as seen from Table 3) was nearly the same in both forms of shotcrete, due to the large difference in rebound values, more aggregates are retained by the wet-process. Consequently, dry-mix shotcrete tends to be ‘too rich’ with its attendant problem of plastic shrinkage [21]. Again, as a consequence of lower rebound, more fibers were retained in the wet-process. This is reflected by the higher in-situ fiber volume fraction for the wet-mix shotcrete mixes. Although the spraying process leads to a drop in the fiber content, fiber reinforced shotcrete has a distinct advantage over conventional fiber reinforced concrete. For, unlike cast concrete, where in the fibers attain a 3D random orientation, fiber reinforced shotcrete is ideally suited for regimes where the critical loads are in the plane of application. X-Ray photographs [22] indicate that the spraying process results in a predominantly 2D orientation for the fibers in shotcrete. This was explained by Armelin and Helene [23], who suggested that in dry-mix shotcrete, only those fibers which make first contact with the substrate at a shallow angle (±11º) tend to be retained in-situ. 3.2. Hardened Properties 3.2.1. Compressive Strength Although the water-binder ratios for the dry and the wet shoots were almost identical, the compressive strengths for the dry-process shotcrete were significantly higher than those for the wet-process shotcrete produced in this investigation. As a result of different rebound values, there is a difference between the two shotcrete processes with regard to the in-situ aggregate/binder (a/b) ratios. It was shown by Neville [24], that mixes with higher a/b values register higher strength. A larger proportion of aggregate leads to a higher water demand (required to moisten them), and thus reduces the effective water/binder ratio. Table 4. Hardened Properties of Fiber Reinforced Shotcrete
Re2 (%) 40.24 59.23 63.24 96.84 3.2.2. Flexural Response Unlike with compressive strength, in the case of the modulus of rupture (MOR), dry-process shotcrete registered much lower values of MOR in comparison with wet-process shotcrete. As a consequence, dry-process shotcrete recorded much higher compressive/flexural strength ratios than the wet-process shotcrete. This has been previously reported [25]. On the other hand, Hills [16] found directional strength differences in shotcrete. Uni-axial tensile strength of both wet and dry shotcrete when tested in the direction perpendicular to the shooting direction
did not differ much from their cast counterpart. However, when tested in the direction of shooting, dry-mix shotcrete registered a lower tensile strength than wet-mix shotcrete (and cast concrete). Such directional differences may be attributed to the layering associated with the dry-process, whereby during the spraying process, distinct planes of weakness (known as sand-lenses) may evolve.
0
4
8
12
16
20
0 0.5 1 1.5 2 2.5 3 3.5 4
deflection (mm)
Lo
ad (k
N)
Batched: 60 kg/m3
In-Situ: 50 kg/m3 Batched: 30 kg/m3
In-Situ: 24 kg/m3
Plain Dry-Mix Shotcrete
0
4
8
12
16
20
0 0.5 1 1.5 2 2.5 3 3.5 4
deflection (mm)
Load
(kN
)
Batched: 30 kg/m3
In-Situ: 28 kg/m3
Batched: 60 kg/m3
In-Situ: 57 kg/m3
Plain Wet-Mix Shotcrete
The average curves for the shotcrete mixes in Figures 7 indicate that while an increase in the fiber dosage from 30 to 60 kg/m3 enhances the toughness characteristics, the increase is not proportional. A doubling in the fiber volume fraction resulted in a mere 38% increase in the flexural toughness factor for the dry-process. For the wet-process, on the other hand, the corresponding increase was 50% in terms of the flexural toughness factor.
Figure 7. Flexural Response of Plain and Fiber Reinforced Shotcrete: a) Dry-Mix; b) Wet-Mix
b)
a)
0
10
20
30
40
50
60
30kg 60kg
Batched Fiber Volume Fraction (per cubic meter)
Co
mp
ress
ive
Str
eng
th (M
Pa
)dry-processwet-process
0
1
2
3
4
5
6
30kg 60kg 30kg 60kg
Batched Fiber Volume Fraction (per cubic meter)
(MP
a)
dry-processwet-process
MOR
FTF
Likewise, the residual strength factors (Re2) as indicated in Table 4, show that wet-process shotcrete sustained its load carrying capacity longer than shotcrete produced in the dry-process. With Optimet® fibers, wet-mix shotcrete proved to be superior in terms of flexural toughness factors as seen in Figure 8b. Banthia et al. [25] noticed a similar behaviour with other commercial fibers. Robins [26] suggests this is due to the higher flexural strength in the wet-mixes. However, generally in fiber reinforced concrete, higher flexural strengths are indicative of relatively higher brittleness in the composite. And, in open loop flexural tests (conducted here), this manifests into more instability immediately after first crack, leading to lower toughness. Therefore, it is more likely that the difference in the flexural performance between
Figure 8. Effect of Process on Performance of Fiber Reinforced Shotcrete under a) Compression and b) Flexure; [MOR: Modulus of Rupture; FTF: Flexural Toughness Factor]
b)
a)
the wet and dry processes is due to the lower rebound (and consequently, higher fiber retention) with the wet-process. 4. Conclusions
1. The principal source of penetration resistance for dry-mix shotcrete is found to be the
early products of cement-hydration, which are formed in the immediate aftermath of spraying, upon the first contact with water. While these initial products offer high resistance to penetration, in wet-mix shotcrete, these products are repeatedly sheared during the mixing process. As a result, whatever resistance is offered by the wet-process shotcrete is due to the thixotropic behaviour of hydrating cement paste.
2. Both the material rebound and the rebound of fibers were lower than what is usually seen with the dry-process shotcrete. This reduction is thought to be due in part to the Brazilian Ring, which introduces the water a few feet ahead of the nozzle and helps to ‘pre-wet’ the stream of dry materials. Addition of Optimet® steel fibers had no significant effect on the overall rebound, in either process of shotcrete.
3. Although the water/binder ratios for the dry and the wet processes were essentially identical, compressive strength for the dry-process shotcrete mixes were significantly higher than those recorded for the wet-process shotcrete. In contrast to the above, with the modulus of rupture, a higher value was registered for wet-mix shotcrete in comparison with the dry-mix shotcrete.
4. Doubling the fiber dosage (from 30 kg/m3 to 60 kg/m3) resulted in a mere 38% increase in the flexural toughness factor for the dry-mix shotcrete. On the other hand, the corresponding increase in the wet-process was over 50%. It was seen that between the two processes, the performance of Optimet® fibers was better in wet-mix shotcrete.
5. Although the rebound of Optimet fibers was very low (due mainly to the introduction of the Brazilian Ring), nevertheless, it is recommended that Optimet fibers be promoted in the wet-process, due to the associated gains in the hardened mechanical properties.
5. References 1. Teichert, P., ‘Carl Akeley ― A tribute to the founder of shotcrete’, Shotcrete (ASA),
Summer (2002) 10-12. 2. ACI Committee 506, ‘Guide to Shotcrete’, ACI 506R-90 (1990) 41 pages. 3. Armelin, H.S. and Banthia, N., ‘Mechanics of aggregate rebound in shotcrete (Part I)’,
RILEM Materials and Structures, 31 (1998) 91-98. 4. Armelin, H.S. and Banthia, N., ‘Development of a general model of aggregate rebound in
dry-mix shotcrete’, RILEM Materials and Structures, 31 (1998) 195-202. 5. Beaupré, D., Jolin, M., Pigeon, M. and Lacombe, P., Recent developments in the field of
shotcrete: The Quebec Experience, Proc. of Shotcrete: Engineering Developments (Ed. E.S. Bernard), (Hobart, Australia, 2001) 47-52.
6. Melbye, T.A. and Dimmock, R.H., ‘Modern advances and applications of sprayed concrete’, Proc. of “Shotcrete: Engineering Developments” (Ed. E.S. Bernard), (Hobart, Australia, Apr 2-4, 2001) 7-32.
7. V. Bindiganavile and N. Banthia, ‘Fiber reinforced dry-mix shotcrete with metakaolin’, Cement & Concrete Composites, 23 (6) (2001) 503-514.
8. Pigeon, M., Lacombe, P., Beaupré, D. and Cloutier, E., ‘Properties of dry-mix shotcrete containing supplementary cementitious admixtures’, ACI Concrete International, 22 (10) (2000) 51-57.
9. Ghio, V.A. and Monteiro, P.J.M, ‘The Effects of Polysaccharide Gum Additives on the Shotcrete Process’, ACI Mat. J. 95 (2) (1998) 152-157.
11. Kirsten, H.A.D., ‘Comparative efficiency and ultimate strength of mesh and fiber reinforced shotcrete as determined from full-scale bending tests’, J. of S. African Inst. of Min. Metall. 92, (11/12) (1992) 303-323.
12. Banthia, N. and Armelin, H., ‘A double anchored (DD) steel fiber for shotcrete’, Proc. of Shotcrete: Engineering Developments (Ed. E.S. Bernard), (Hobart, Austral., 2001) 41-46.
13. ASTM C1550-03a, ‘Standard test method for flexural toughness of FRC’, ASTM, 2003. 14. Ding, Y. and Kusterle, W., ‘Comparative study of steel fiber-reinforced concrete and steel
mesh-reinforced concrete at early ages in panel tests’, Cement & Concrete Research, 29 (1999) 1827-1834.
15. Reading, T.J., ‘Durability of shotcrete’, ACI Concrete International, 3 (1) (1981) 27-33. 16. Hills, D.L., ‘Site produced sprayed concrete’, Concrete (UK), December, 1982, 44-50. 17. Banthia, N., Bindiganavile, V. and Chan, C., ‘Shotcrete: Is it just another concrete?’, Int.
Conf. on Infrastruct. Regeneration and Rehab., (Sheffield, U.K., Jun 28 – Jul 2, 1999) 18. Japan Society of Civil Engineers, Standard SF-4, ‘Method of test for flexural strength and
flexural toughness of fiber reinforced concrete’, (1984) 58-66. 19. Pfeuffer, M. and Kusterle, W., ‘Rheology and rebound behaviour of dry-mix shotcrete’,
Cement and Concrete Research, 31 (2001) 1619-1625. 20. Jolin, M., Beaupré, D. and Mindess, S., ‘Tests to characterize properties of fresh dry-mix
shotcrete’, Cement & Concrete Research, 29 (1999) 753-760. 21. Campbell, K, ‘Plastic shrinkage in dry-mix shotcrete’, M.A.Sc. Thesis, (The University of
British Columbia, Vancouver, B.C. Canada, 1999). 22. Ramakrishnan, V., Coyle, W.V., Dahl, L.F. and Schrader, E.K., ‘A comparative evaluation
of fiber shotcretes’, ACI Concrete International, 3 (1) (1981) 59-69. 23. Armelin, H.S. and Helene, P., ‘Physical and mechanical properties of steel-fiber reinforced
dry-mix shotcrete’, ACI Materials Journal, 92 (3) (1995) 258-267. 24. Neville, A., ‘Properties of concrete’, 4th Ed. (John Wiley & Sons, 1996). 25. Banthia, N., Trottier, J-F., Beaupré, D. and Wood, D., ‘Properties of steel fiber reinforced
shotcrete’, Canadian Journal of Civil Engineering, 21 (4) (1994) 564-575. 26. Robins, P.J., ‘Physical Properties’, in Sprayed Concrete: Properties, Design &
Application, (Eds. S. Austin & P.J. Robins, 1995) 71.