Product overview and market projection of emerging bio-based plastics PRO-BIP 2009 Final report June 2009 Li Shen 1 , Juliane Haufe, Martin K. Patel 2 Group Science, Technology and Society (STS) Copernicus Institute for Sustainable Development and Innovation Utrecht University www.chem.uu.nl/nws www.copernicus.uu.nl commissioned by European Polysaccharide Network of Excellence (EPNOE, www.epnoe.eu ) and European Bioplastics (www.europeanbioplastics.org ) Utrecht The Netherlands Contact authors: Email: 1 [email protected]2 [email protected]Heidelberglaan 2, 3584CS Utrecht, The Netherlands Phone: +31-30-253-7600 Fax: +31-30-253-7601
Transcript
Product overview and market projection of emerging bio-based plastics
PRO-BIP 2009
Final report
June 2009
Li Shen1, Juliane Haufe, Martin K. Patel2
Group Science, Technology and Society (STS)
Copernicus Institute for Sustainable Development and Innovation Utrecht University
www.chem.uu.nl/nws www.copernicus.uu.nl
commissioned by
European Polysaccharide Network of Excellence (EPNOE, www.epnoe.eu) and
European Bioplastics (www.europeanbioplastics.org)
Polymers abound in nature. Wood, leaves, fruits, seeds and animal furs all contain natural polymers. Bio-based polymers have been used for food, furniture and clothing for thousands of years. The first artificial thermoplastic polymer “celluloid” was invented in the 1860s. Since then, numerous new compounds derived from renewable resources have been developed. However, many of the inventions related to bio-based polymers made in the 1930s and 1940s remained at the laboratory stage and were never used for commercial production. The main reason was the discovery of crude oil and its large-scale industrial use for synthetic polymers since the 1950s. Today, public concern about the environment, climate change and limited fossil fuel resources are important drivers for governments, companies and scientists to find alternatives to crude oil. Bio-based plastics may offer important contributions by reducing the dependence on fossil fuels and the related environmental impacts. In the past two decades bio-based plastics have experienced a renaissance. Many new polymers from renewable feedstocks were developed. For example, starch, i.e. a naturally occurring polymer, was re-discovered as plastic material. Other examples are PLA that can be produced via lactic acid from fermentable sugar and PHAs which can be produced from vegetable oil next to other bio-based feedstocks. The developments in the past five years in emerging bio-based plastics are spectacular from a technological point of view. Many old processes have been revisited, such as the chemical dehydration of ethanol which leads to ethylene, an important intermediate chemical which can be subsequently converted into polyethylene (PE), polyvinyl chloride (PVC) and other plastics. Moreover, recent technology breakthroughs substantially improved the properties of novel bio-based plastics, such as heat-resistance of PLA, enabling a much wider range of applications. For numerous types of plastics, first-of-its-kind industrial plants were recently set up and the optimization of these plants is ongoing. Hence, we are at the very beginning of the learning curve. Some of the plant capacities are still rather small when compared to petrochemical plants (e.g. the capacity of Tianan’s PHA plant is only 2 kt), but others are very sizable (e.g. Dow-Crystalsev’s bio-based PE plant will have a capacity of 350 kt). With growing demand for bio-based plastics, it is probably just a matter of time until turn-key plants with large capacities will be commercially available for more bio-based plastics, thereby allowing substantially accelerated growth. The subject of this study is bio-based plastics. In this report, bio-based plastics are defined as man-made or man-processed organic macromolecules derived from biological resources and for plastic and fibre applications (without paper and board).1 The bio-based plastics investigated in this study include starch plastic, cellulose polymers 1 In this report, the term “bioplastics” is avoided due to its ambiguity: it is sometimes used for plastics that are bio-based and sometimes for plastics that are biodegradable (including those representatives that are made form fossil instead of renewable resources).
ii
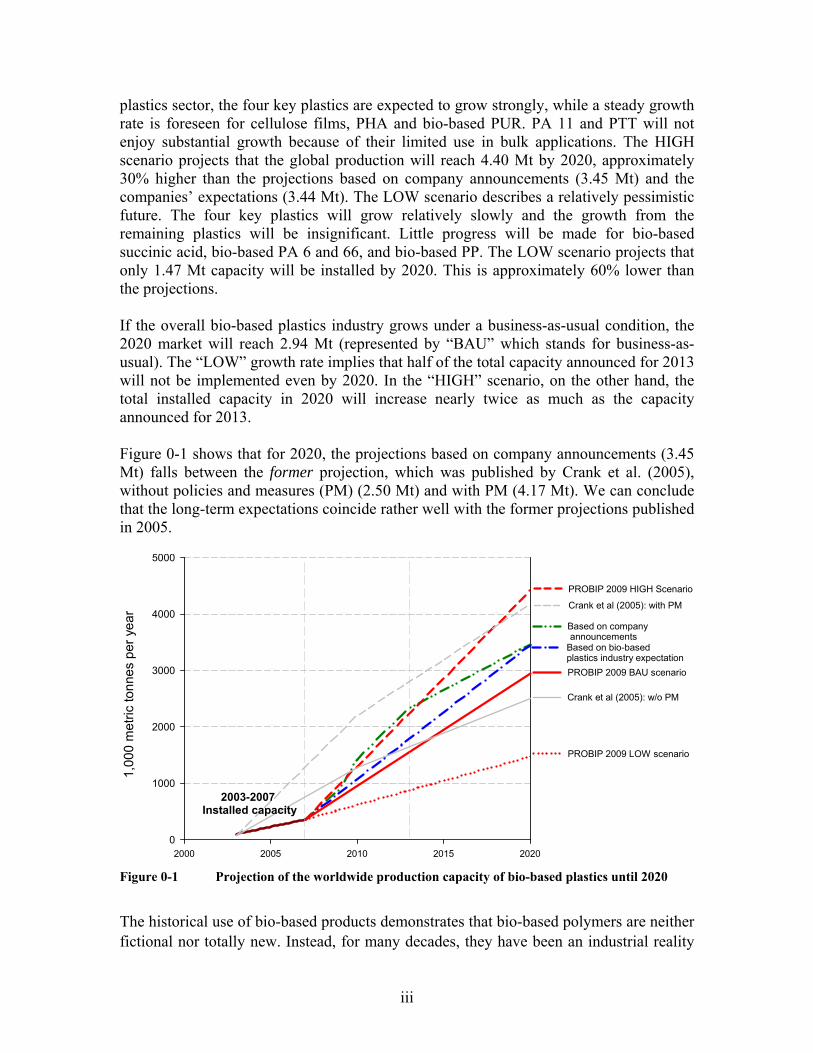
and plastics, PLA (polylactic acid), PTT (polytrimethylene terephthalate), PA (polyamides), PHA (polyhydroxyalkanoates), PE (polyethylene), PVC (polyvinylchloride), and other polyesters (e.g. PBT [polybutylene terephthalate], PBS [polybutylene succiniate], PET [polyethylene terephthalate] and PEIT [polyehthylene-co-isosorbite terephthalate]), PUR (polyurethane) and thermosets (e.g. epoxy resins). For each of these plastics, we present the bio-based production routes, material properties, technical substitution potentials, applications today and tomorrow, emerging producers and wherever possible, costs. This study estimates the global capacity of emerging bio-based plastics at 0.36 Mt (million metric tonnes) by the end of 2007. This is approximately 0.3% of the worldwide production of all plastics (dominated by petrochemical plastics). The current production capacity of bio-based plastics is even smaller compared to “conventional bioproducts”: they represent only 2% of the global production of established bio-polymers (20 Mt; comprising cellulose polymers, alkyd resins and non-food starch without starch for fuel ethanol) and only 0.1% of the world paper and board production. However, the market of emerging bio-based plastics has been experiencing rapid growth. From 2003 to the end of 2007, the global average annual growth rate was 38%. In Europe, the annual growth rate was as high as 48% in the same period. The total maximum technical substitution potential of bio-based polymers replacing their petrochemical counterparts is estimated at 270 Mt, or 90% of the total polymers (including fibres) that were consumed in 2007 worldwide. It will not be possible to exploit this technical substitution potential in the short to medium term. The main reasons are economic barriers (especially production costs and capital availability), technical challenges in scale-up, the short-term availability of bio-based feedstocks and the need for the plastics conversion sector to adapt to the new plastics. Nevertheless, this exercise shows that, from a technical point of view, there are very large opportunities for the replacement of petrochemical by bio-based plastics. As shown in Figure 0-1, the worldwide capacity of bio-based plastics, according to company announcements, will increase from 0.36 Mt in 2007 to 2.33 Mt in 2013 and to 3.45 Mt in 2020. This is equivalent to average annual growth rates of 37% between 2007 and 2013 and 6% between 2013 and 2020. In 2007, the most important products in terms of production volumes were starch plastics (0.15 Mt) and PLA (0.15 Mt). Based on the company announcements it is projected that the most important representatives by 2020 will be starch plastics (1.3 Mt), PLA (0.8 Mt), bio-based PE (0.6 Mt) and PHA (0.4 Mt). Figure 0-1 also shows three PROBIP 2009 scenarios (denoted as “BAU”, “HIGH” and “LOW”). These scenarios are based on expected influencing factors, namely, technical barriers, bulk applications, cost and raw material supply security. The BAU scenario assumes a steady growth of the four key plastics (i.e. starch plastics, PLA, bio-based PE and bio-based epoxy resin) and a modest growth for cellulose films, PHA and bio-based PUR. The BAU projection results in a global production capacity of approximately 3 Mt for 2020. The HIGH scenario shows a fast growing bio-based
iii
plastics sector, the four key plastics are expected to grow strongly, while a steady growth rate is foreseen for cellulose films, PHA and bio-based PUR. PA 11 and PTT will not enjoy substantial growth because of their limited use in bulk applications. The HIGH scenario projects that the global production will reach 4.40 Mt by 2020, approximately 30% higher than the projections based on company announcements (3.45 Mt) and the companies’ expectations (3.44 Mt). The LOW scenario describes a relatively pessimistic future. The four key plastics will grow relatively slowly and the growth from the remaining plastics will be insignificant. Little progress will be made for bio-based succinic acid, bio-based PA 6 and 66, and bio-based PP. The LOW scenario projects that only 1.47 Mt capacity will be installed by 2020. This is approximately 60% lower than the projections. If the overall bio-based plastics industry grows under a business-as-usual condition, the 2020 market will reach 2.94 Mt (represented by “BAU” which stands for business-as-usual). The “LOW” growth rate implies that half of the total capacity announced for 2013 will not be implemented even by 2020. In the “HIGH” scenario, on the other hand, the total installed capacity in 2020 will increase nearly twice as much as the capacity announced for 2013. Figure 0-1 shows that for 2020, the projections based on company announcements (3.45 Mt) falls between the former projection, which was published by Crank et al. (2005), without policies and measures (PM) (2.50 Mt) and with PM (4.17 Mt). We can conclude that the long-term expectations coincide rather well with the former projections published in 2005.
2000 2005 2010 2015 2020
1,00
0 m
etric
tonn
es p
er y
ear
0
1000
2000
3000
4000
5000
2003-2007 Installed capacity
Based on company announcementsBased on bio-based plastics industry expectation
PROBIP 2009 BAU scenario
PROBIP 2009 LOW scenario
PROBIP 2009 HIGH Scenario
Crank et al (2005): w/o PM
Crank et al (2005): with PM
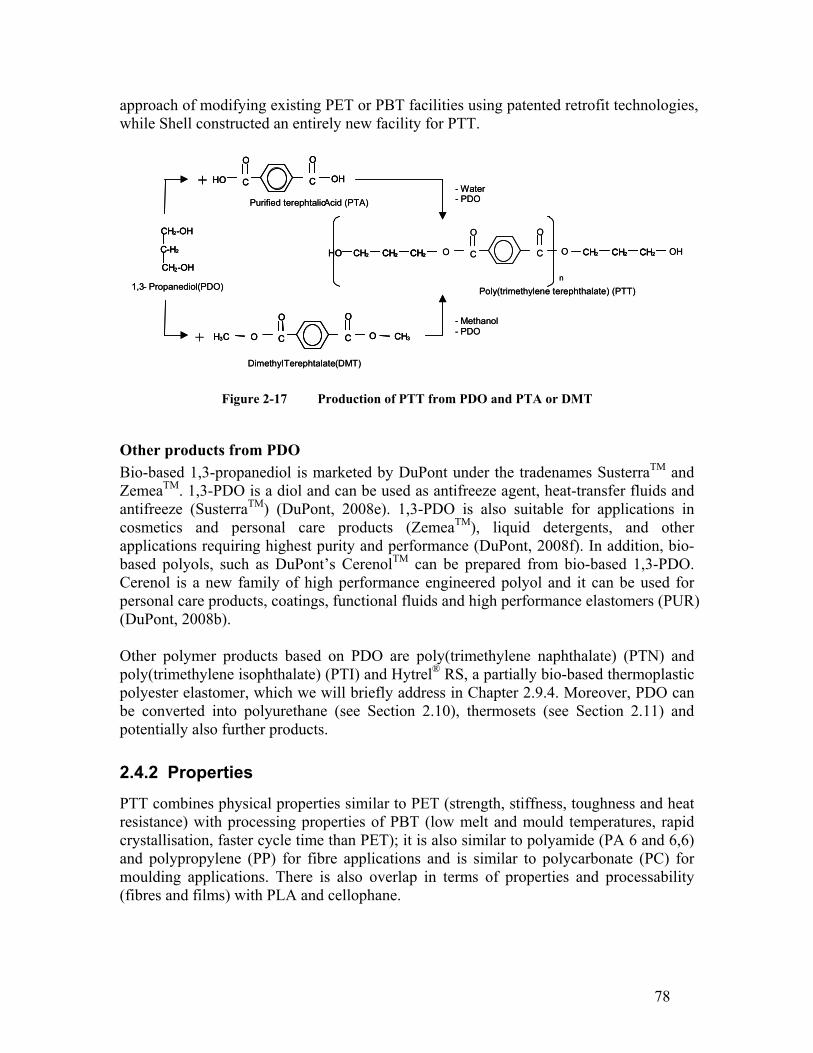
Figure 0-1 Projection of the worldwide production capacity of bio-based plastics until 2020
The historical use of bio-based products demonstrates that bio-based polymers are neither fictional nor totally new. Instead, for many decades, they have been an industrial reality
iv
on a million-tonne-scale. Today, the combined volume of these non-food and non-plastics applications of starch and man-made cellulose fibres is 55 times larger than the total of all new bio-based polymers (approx. 20 Mt versus approx. 0.35 Mt in 2007). The new bio-based polymers may reach this level in 20-30 years from now. The use of starch for paper production only amounts to 2.6 Mt and is hence still six times larger than today’s worldwide production of bio-based plastics. This demonstrates that the production of bio-based products at very large scale is not unprecedented. First-in-kind production of bio-based plastics in large industrial plants should be seen as a large-scale experimental phase in which the strengths and weaknesses of the various bio-based plastics and their production routes become apparent. The experience gained must then be taken into account when the production reaches the steep phase of the S-curve. It will hence take more than two decades from now until meaningful benefits such as CO2 emission reduction will be achieved at the macro level. On the other hand, the advantages of the slow substitution of petrochemical plastics are that technological lock-in can be more easily avoided and that an optimized portfolio of processes can be implemented ensuring maximum environmental benefits at lowest possible costs and minimum social backlash. To conclude, several factors clearly speak for bio-based plastics. These are the limited and therefore uncertain supply with fossil fuels (especially oil and gas), the related economic aspects, environmental considerations (especially savings of non-renewable energy and greenhouse gas abatement), innovation offering new opportunities (technical, employment etc.) and rejuvenation in all steps from chemical research to the final product and waste management. Challenges that need to be successfully addressed in the next years and decades are the lower material performance of some bio-based polymers, their relatively high cost for production and processing and the need to minimize agricultural land use and forests, thereby also avoiding competition with food production and adverse effects on biodiversity and other environmental impacts.
v
Preliminary remarks
Bio-based plastics are in their infancy. There are success stories and very promising developments, but failures and serious problems also exist. This report attempts to give the full picture and to draw fair conclusions.
Given the still early stage of development of bio-based plastics the information basis used in this report may be less complete than for analyses on mature materials (here: conventional plastics). The quality of the information used and presented differs by chapter:
Most of the information given in Chapter 2 can be considered as solid. This applies to both the description of the production process and the material properties. To a lesser extent, it applies to the expected developments in cost structure and selling price. The estimation of maximum technical substitution potential at the end of the chapter should be considered as indicative only.
The projections for future production volumes of bio-based plastics, which are presented in Chapter 3, are subject to large uncertainty. To account for this difficulty, various scenarios are distinguished.
In Chapter 4, the authors attempt to summarise the results, to present a balanced discussion and to draw sound conclusions for the key decision makers, i.e. for policy makers and for companies. Before making use of any results in this report the reader should, however, be aware of the underlying limitations intrinsic in the techno-economic assessment – and especially concerning the projections. This report is based on information on commercialised and emerging bio-based plastics. Other bio-based plastics which are currently in an earlier phase of R&D can be taken into account only partly and only in an aggregated manner, even though some of them might be produced on a respectable scale towards the end of the projection period of this report (year 2020). Bio-based chemicals that are not used for plastics production (e.g. solvents, lubricants and surfactants and other intermediates and final products) are outside the scope of this report; if they develop favourably, this could reinforce also the growth of bio-based polymers.
vi
Acknowledgements
We herewith thank European Bioplastics (www.europeanbioplastics.org) and European Polysaccharide Network of Excellence (EPNOE, www.epnoe.org) who funded this study. In particular, the commitment of Dr. Patrick Navard (EPNOE), Dr. Harald Käb (European Bioplastics) and Mr. Jöran Reske (European Bioplastics) made it possible that this study could be prepared. We thank all experts who have contributed to this report by providing information about their products and processes. Particular thanks are addressed to Dr. Danuta Ciechanska (IWCH, Poland), Michel Geuskens (Rodenberg, Netherlands), Diether Hesse (Telles, USA), Francesco Degli Innocenti (Novamont, Italy), Isao Inomata (JapanBioPlastics Association, Japan), Frits de Jong (BIOP, Germany), Dr. Joseph V. Kurian (DuPont, USA), Guillaume Le (Arkema, France), Dr. Jim Lunt (Tianan, China), Yasuhiro Miki (Kaneka, Japan), Laurent Massacrier (Limagrain, France), Antonio Morschbacker (Braskem, Brazil), Dr. Hans van der Pol (PURAC, Netherlands), Dr. Jan Ravenstijn (DSM, Netherlands), Reichert Ruud (PURAC, Netherlands), Frederic Scheer (Cereplast, USA), Harald Schmidt (Biotec, Germany), Andy Sweeteman (Innovia, UK), Erwin Vink (NatureWorks LLC, USA) and Dr. Sicco de Vos (PURAC, Netherlands). We give special thanks to Christiaan Bolck, Jacco van Haveren and Jan van Dam (all Wageningen UR, Agrotechnology and Food Innovations), for their valuabale suggestions and contributions.
vii
Table of contents
Executive summary.............................................................................................................. i Preliminary remarks............................................................................................................ v Acknowledgements............................................................................................................ vi Table of contents............................................................................................................... vii List of Figures .................................................................................................................... ix List of Tables ..................................................................................................................... xi 1. Introduction................................................................................................................. 1
The plastics sector in perspective and its dynamics........................................................ 4 Bio-based plastics as new option .................................................................................... 8 Objectives and scope of this report............................................................................... 10 Structure of the report ................................................................................................... 12
2.1.1 Starch polymers for non-plastic applications............................................ 26 2.1.2 Starch plastics – Types and importance.................................................... 26 2.1.3 Production of starch plastics ..................................................................... 27 2.1.4 Properties .................................................................................................. 34 2.1.5 Technical substitution potential ................................................................ 36 2.1.6 Applications today and tomorrow............................................................. 36 2.1.7 Current and emerging producers............................................................... 38 2.1.8 Expected developments in cost structure and selling price ...................... 41
2.2 Cellulosic polymers .......................................................................................... 43 2.1.1 Cellulosic polymers for non-plastic applications...................................... 44 2.1.2 Cellulosic plastics (including fibres) – Types and importance................. 45 2.2.3 Production of cellulose plastics (including fibres).................................... 48 2.2.4 Properties .................................................................................................. 52 2.2.5 Technical substitution potential ................................................................ 54 2.2.6 Applications today and tomorrow............................................................. 54 2.2.7 Current and emerging producers............................................................... 55 2.2.8 Expected developments in cost structure and selling price ...................... 56
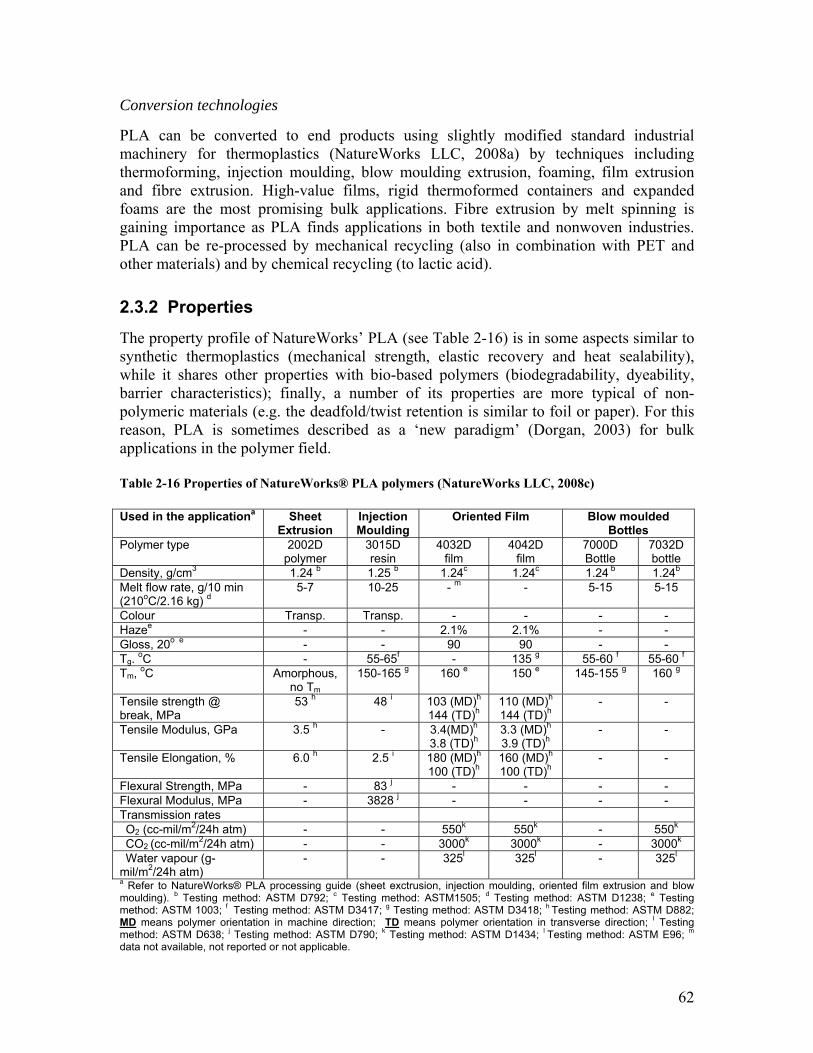
2.3 Polylactic acid (PLA)........................................................................................ 57 2.3.1 Production of PLA .................................................................................... 58 2.3.2 Properties .................................................................................................. 62 2.3.3 Technical substitution potential ................................................................ 67 2.3.4 Applications today and tomorrow............................................................. 68 2.3.5 Current and emerging producers............................................................... 71 2.3.6 Expected developments in cost structure and selling price ...................... 73
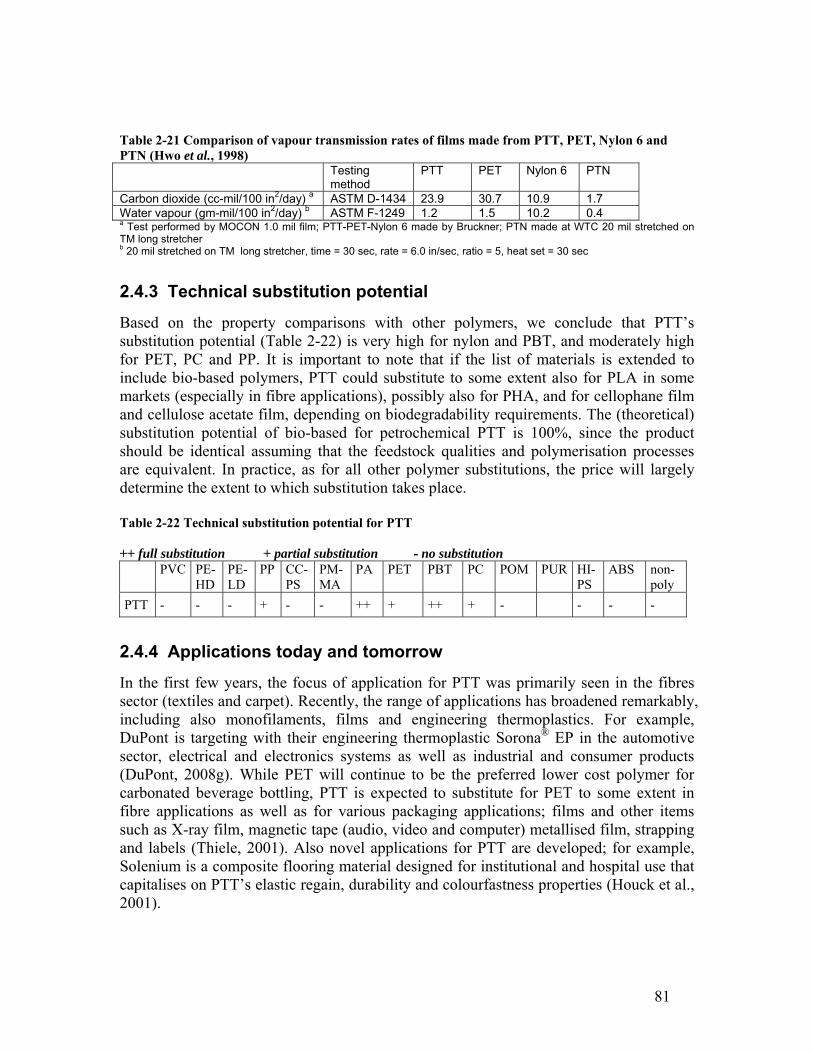
2.4 PTT from bio-based PDO ................................................................................. 75 2.4.1 Production................................................................................................. 76 2.4.2 Properties .................................................................................................. 78 2.4.3 Technical substitution potential ................................................................ 81 2.4.4 Applications today and tomorrow............................................................. 81
viii
2.4.5 Current and emerging producers............................................................... 82 2.4.6 Expected developments in cost structure and selling price ...................... 82
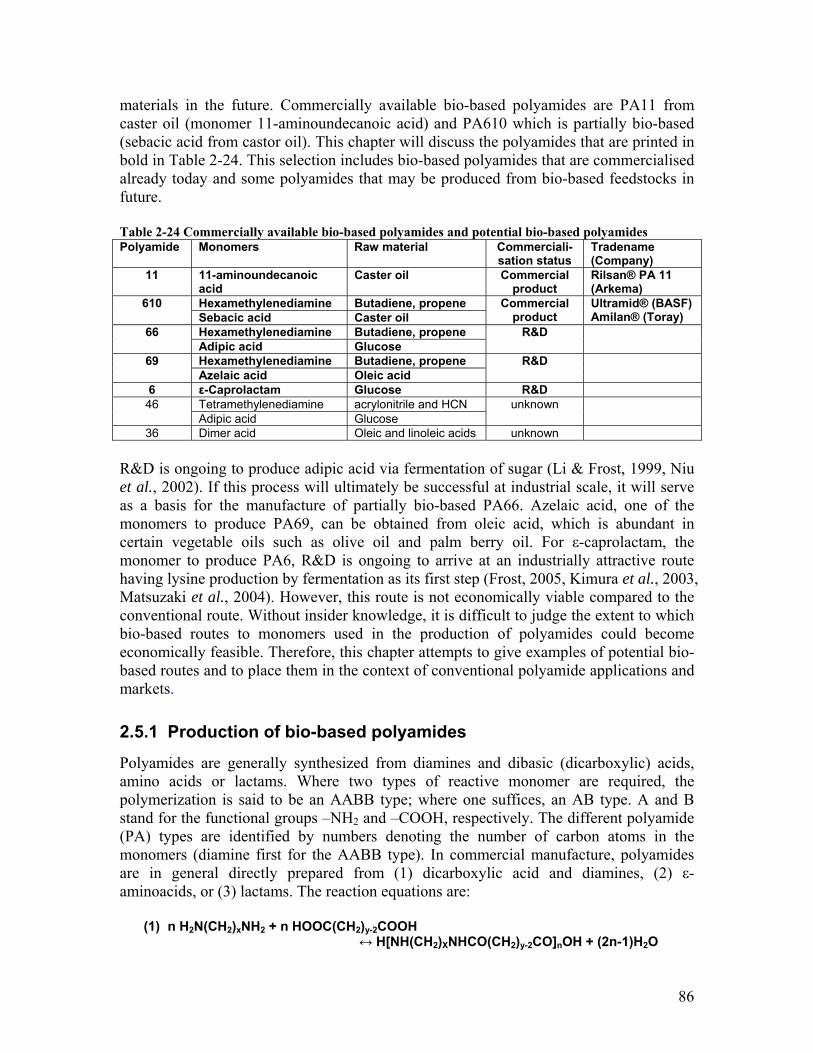
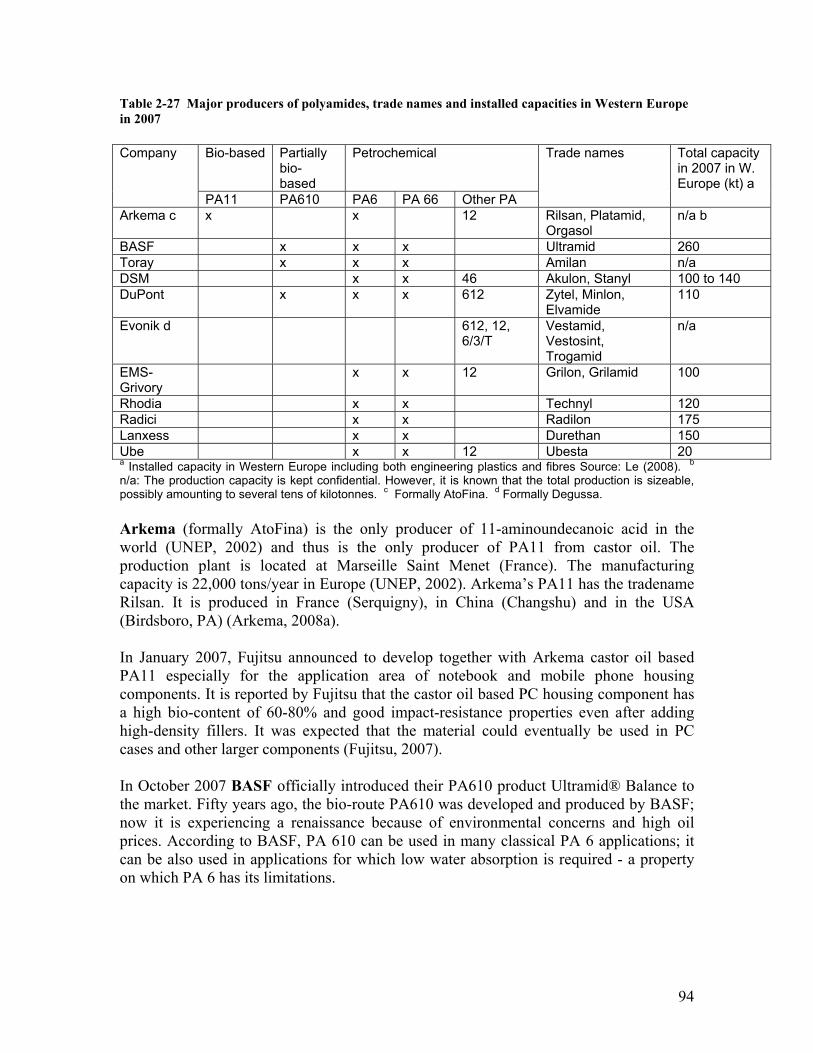
2.5 Bio-based polyamides (nylon) .......................................................................... 85 2.5.1 Production of bio-based polyamides......................................................... 86 2.5.2 Properties .................................................................................................. 91 2.5.3 Technical substitution potential ................................................................ 92 2.5.4 Applications today and tomorrow............................................................. 92 2.5.5 Current and emerging producers............................................................... 93 2.5.6 Expected developments in cost structure and selling price ...................... 95
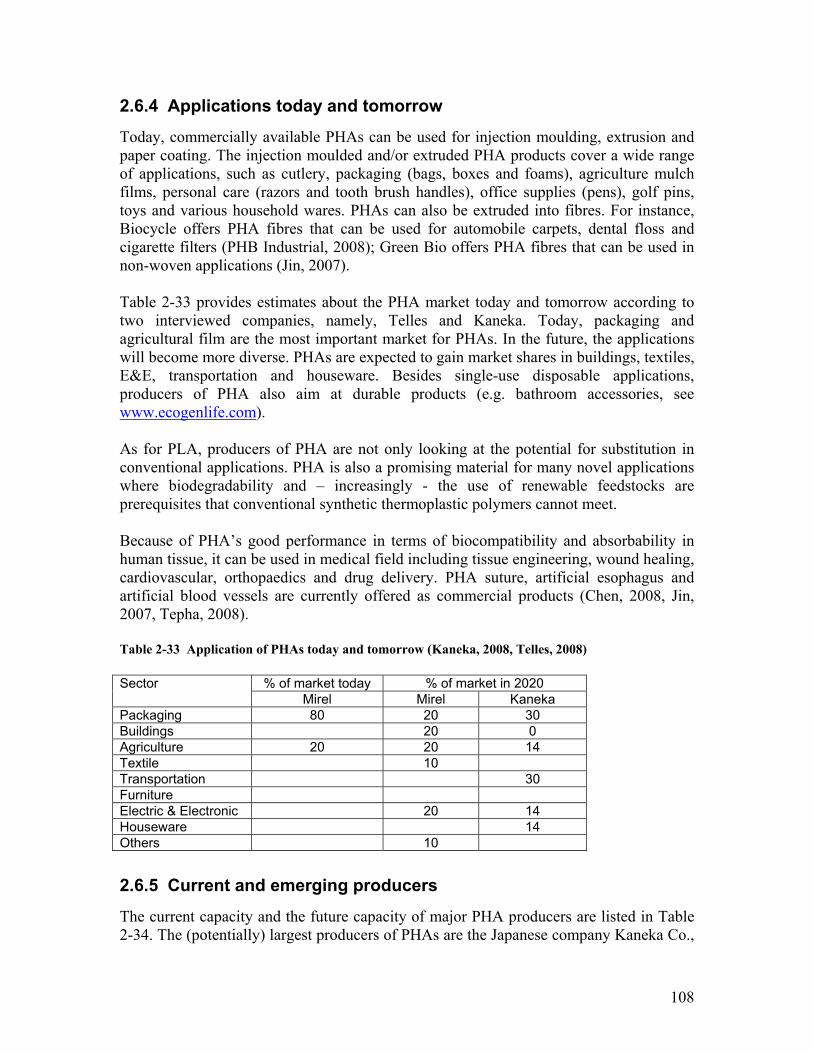
2.6 Polyhydroxyalkanoates (PHAs)........................................................................ 97 2.6.1 Production of PHAs ................................................................................ 100 2.6.2 Properties ................................................................................................ 102 2.6.3 Technical substitution potential .............................................................. 107 2.6.4 Applications today and tomorrow........................................................... 108 2.6.5 Current and emerging producers............................................................. 108 2.6.6 Expected developments in cost structure and selling price .................... 111
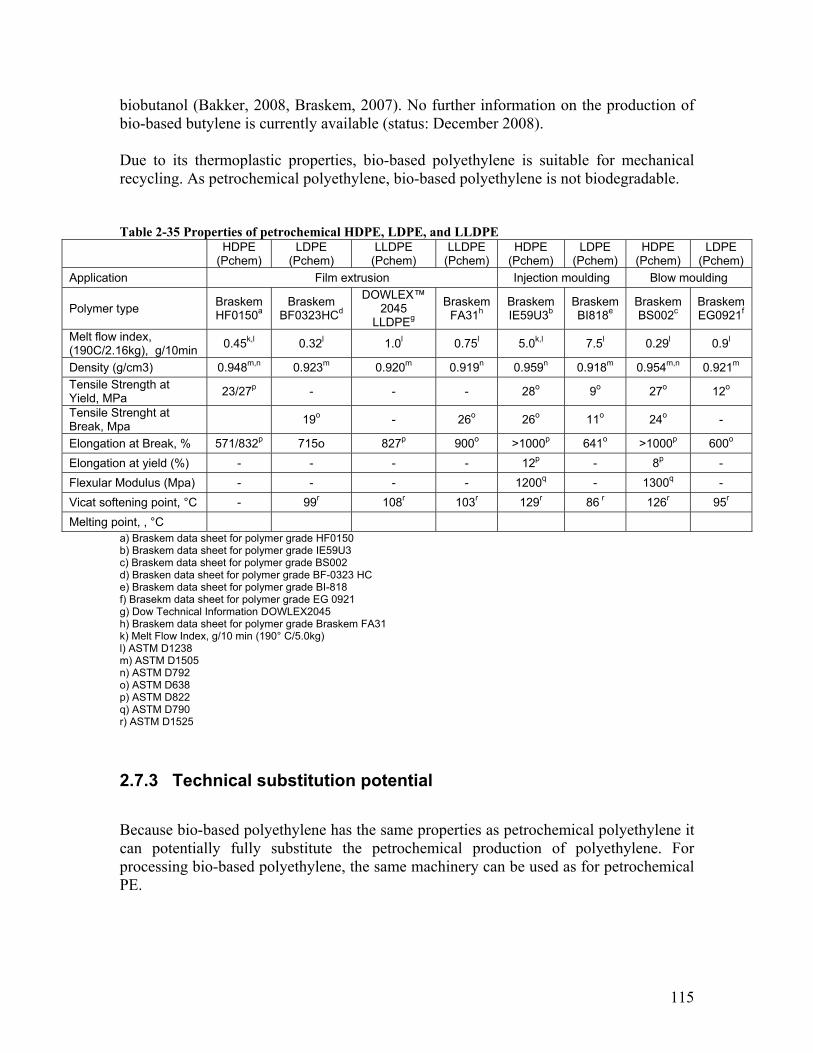
2.7 Bio-based polyethylene (PE) ......................................................................... 113 2.7.1 Production.............................................................................................. 113 2.7.2 Properties ............................................................................................... 114 2.7.3 Technical substitution potential ............................................................. 115 2.7.4 Applications today and tomorrow.......................................................... 116 2.7.5 Current and emerging producers............................................................ 116 2.7.6 Expected developments in cost structure and selling price .................... 117
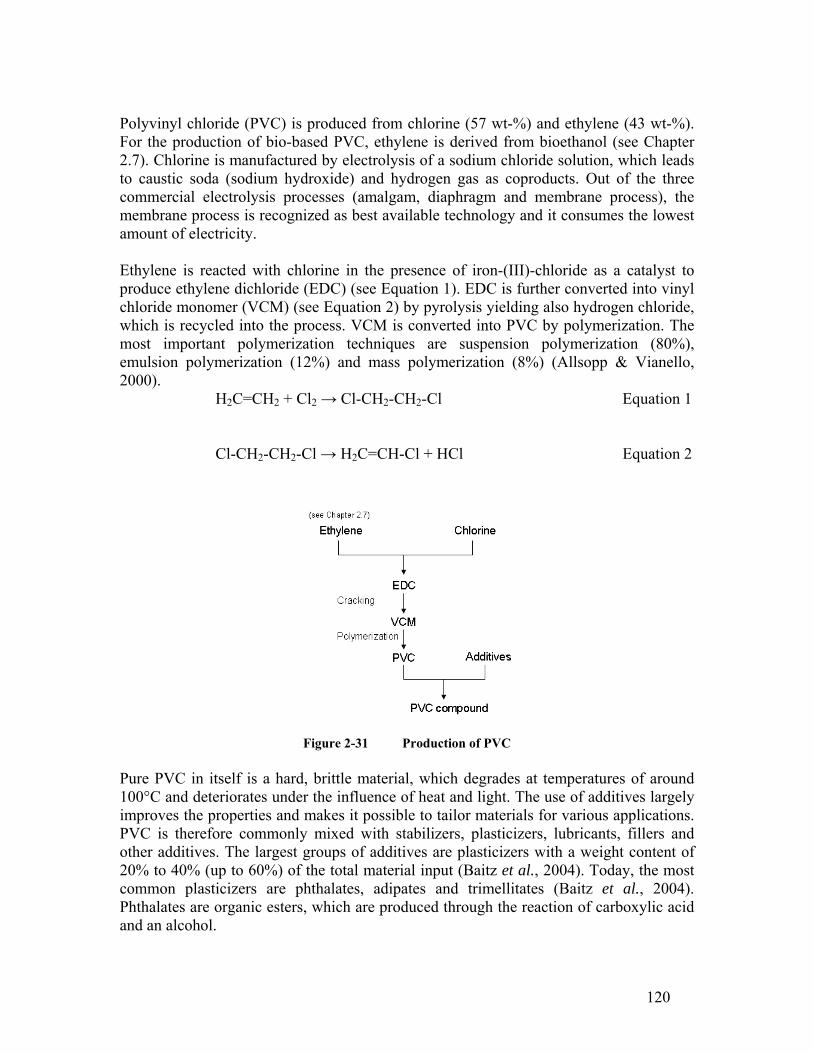
2.8 Polyvinyl chloride (PVC) from bio-based PE ............................................... 119 2.8.1 Production............................................................................................... 119 2.8.2 Properties ............................................................................................... 121 2.8.3 Technical substitution potential ............................................................. 121 2.8.4 Applications today and tomorrow........................................................... 122 2.8.5 Current and emerging producers............................................................. 122 2.8.6 Expected developments in cost structure and selling price ................... 123
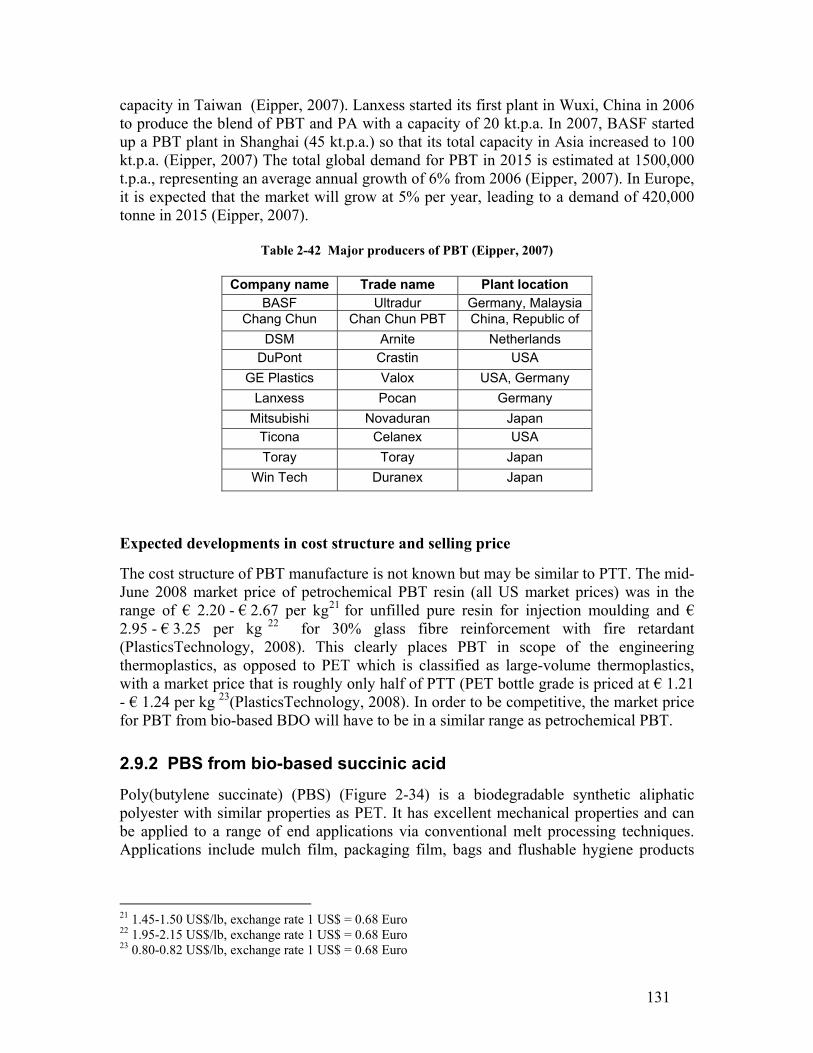
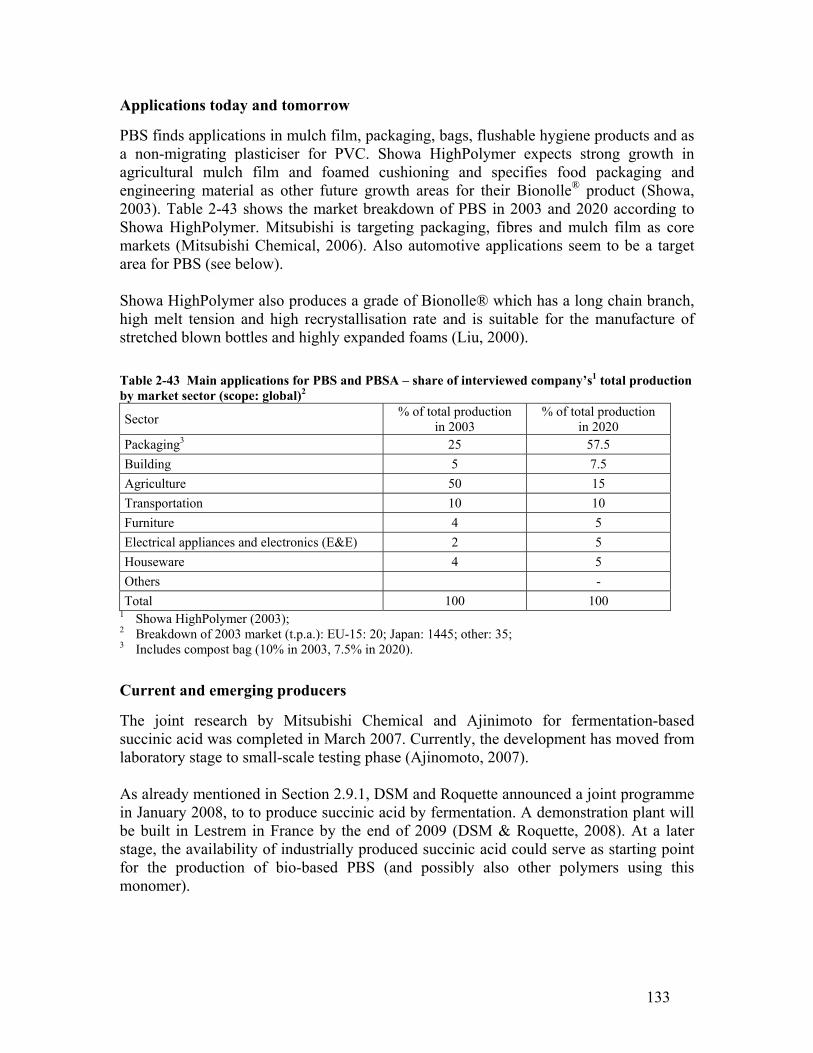
2.9 Other emerging bio-based thermoplastics ...................................................... 125 2.9.1 PBT from bio-based BDO ...................................................................... 128 2.9.2 PBS from bio-based succinic acid .......................................................... 131 2.9.3 Bio-based polyethylene terephthalate (PET) .......................................... 134 2.9.4 Polyethylene isosorbide therephthalate (PEIT) ...................................... 137 2.9.5 Further polyesters based on PDO ........................................................... 139
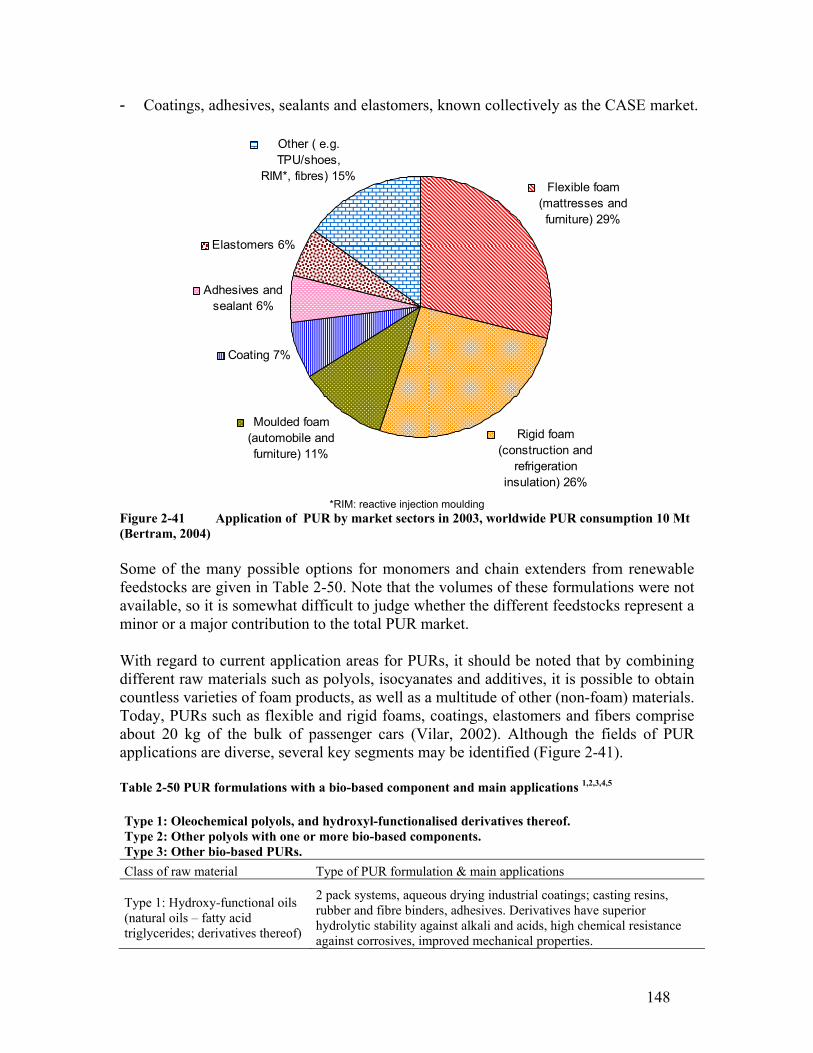
2.10 Polyurethane (PUR) from bio-based polyols.................................................. 141 2.10.1 Production of PUR.................................................................................. 141 2.10.2 Properties ................................................................................................ 146 2.10.3 Technical substitution potential .............................................................. 147 2.10.4 Applications today and tomorrow........................................................... 147 2.10.5 Current and emerging producers............................................................. 149 2.10.6 Expected developments in cost structure and selling price .................... 153
2.11.3 Thermosets based on propylene glycol (1,2 propanediol) ...................... 160 2.11.4 Thermosets based on PDO (1,3 propanediol) ......................................... 161 2.11.5 Other products......................................................................................... 161
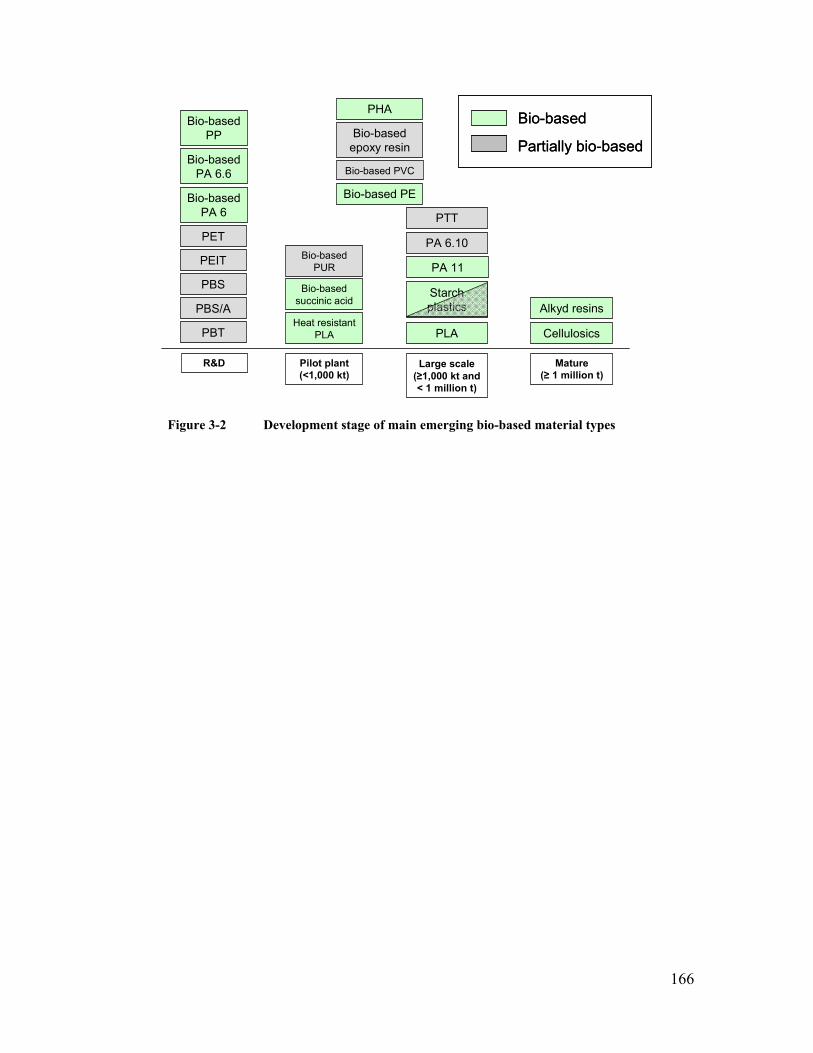
3. Scenarios for markets of bio-based plastics............................................................ 163 3.1 Production volumes and technology level today ............................................ 163 3.2 Technology development stage....................................................................... 165 3.3 Maximum technical substitution potential...................................................... 167 3.4 Further substitution potentials for the longer term ......................................... 171 3.5 Determining factors for the speed of implementation .................................... 175 3.6 Market projections for bio-based polymers .................................................... 177
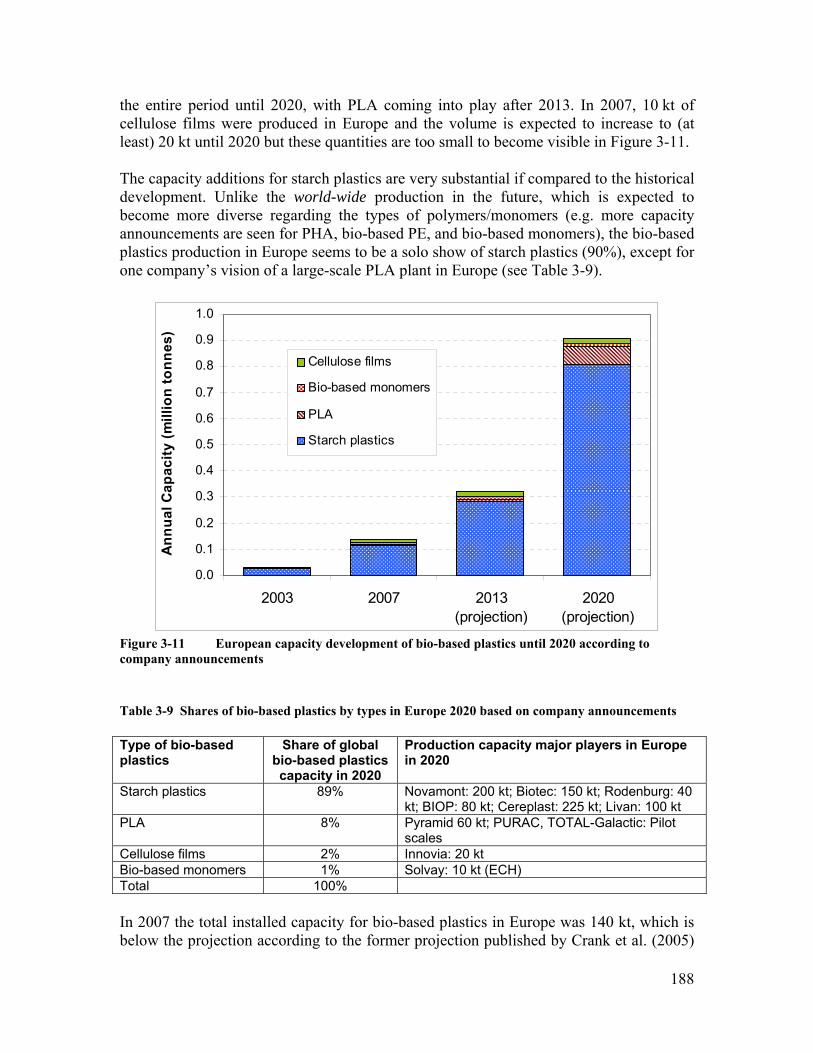
3.6.1 Projections for bio-based plastics worldwide ......................................... 178 3.6.2 Projections for bio-based plastics in Europe........................................... 187 3.6.3 Discussion on the credibility of the projections and comparison with other studies ................................................................................................................. 190
4. Discussion and conclusions .................................................................................... 193 Literature......................................................................................................................... 197 Appendix: List of abbreviations ............................................................................... 226
List of Figures
Figure 0-1 Projection of the worldwide production capacity of bio-based plastics until 2020 .................................................................................................................... iii Figure 1-1 World biomass production (left) and biomass utilised by human (right) ... 1 Figure 1-2 Comparing the global production of paper& board (values for 2006), mature bio-products (values for 2006) and emerging bio-based plastics (values for 2007)2 Figure 1-3 EU-27 production of bulk materials in 2004 (in brackets: values in EU-27 in 2004; 920 Mt in total) (See references in footnote to Figure 1-5).................................. 4 Figure 1-4 World-wide and European production of plastics since 1950 in thousand metric tonnes (PlasticsEurope, 2007) ................................................................................. 5 Figure 1-5 Share of bulk materials used in EU-27 in metric tonnes ............................ 6 Figure 1-6 Worldwide production of synthetic polymers 2006 (PlasticsEurope, 2007) ..................................................................................................................... 7 Figure 1-7 Thermoplastics demand by resin types 2006 (PlasticsEurope, 2007)........ 7 Figure 1-8 Current and emerging (partially) bio-based plastics and their biodegradability (the abbreviations used will be explained in Chapter 2)........................ 10 Figure 2-1. A section of the amylose molecule showing the repeating anhydroglucose unit
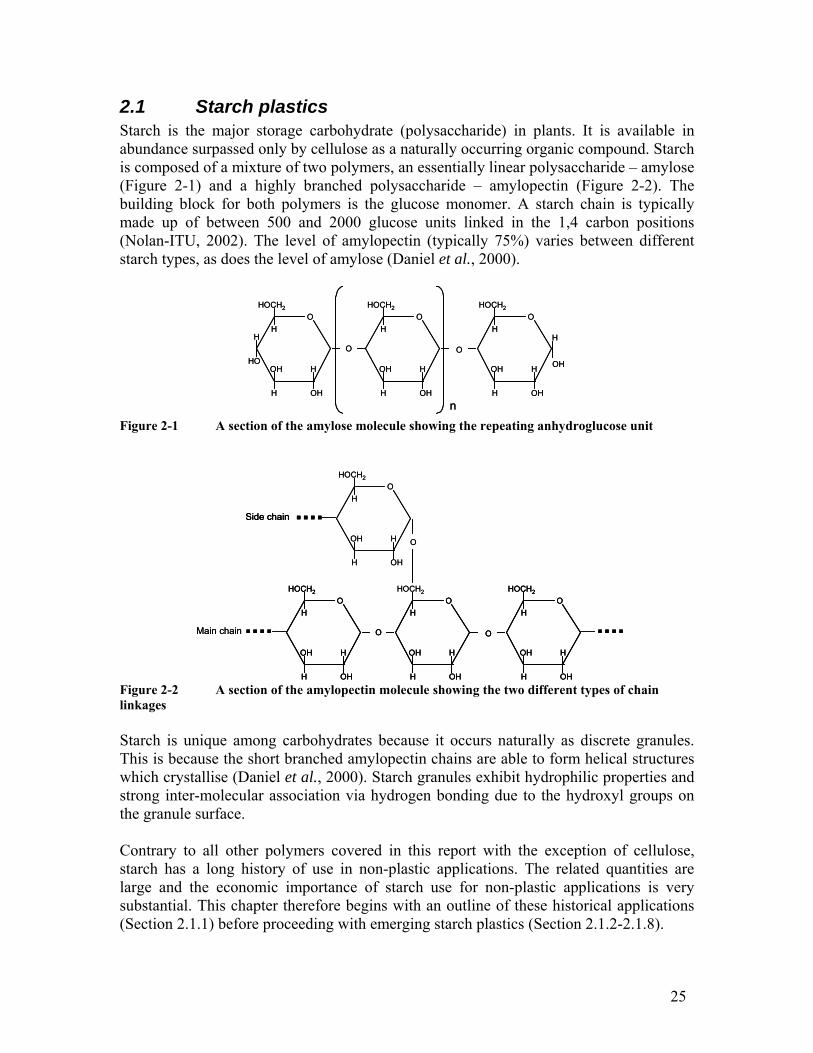
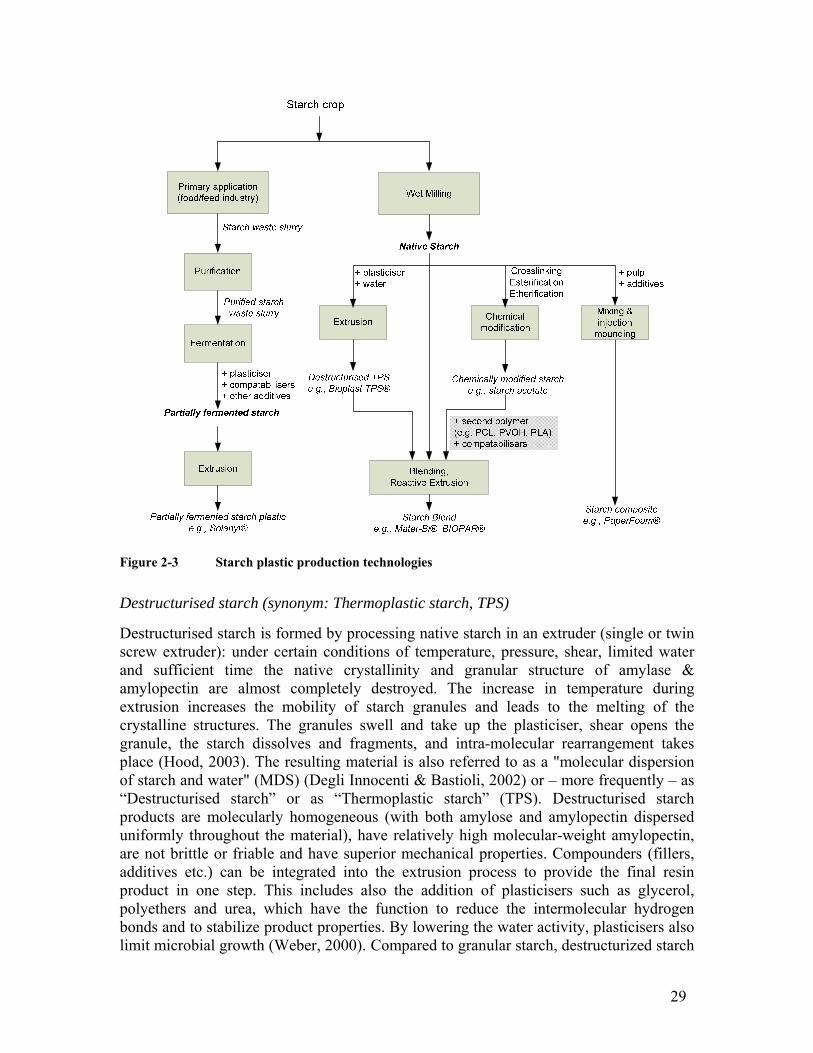
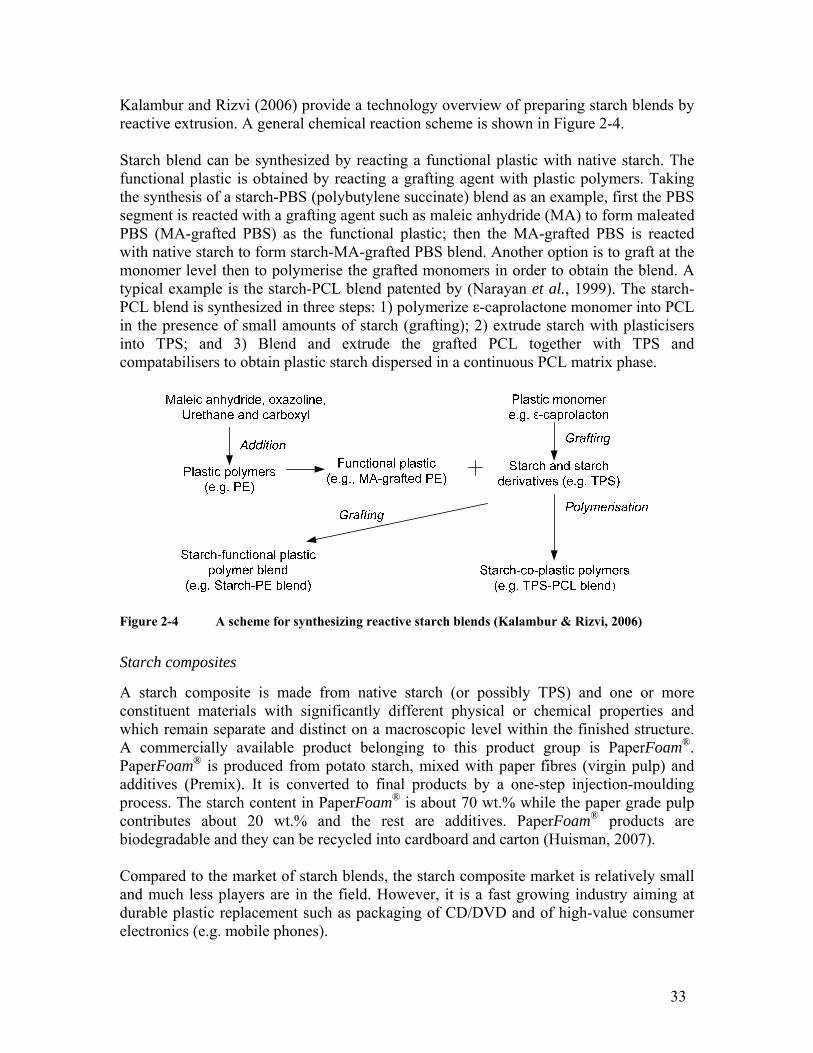
............................................................................................................................... 25 Figure 2-2 A section of the amylopectin molecule showing the two different types of chain linkages ................................................................................................................... 25 Figure 2-3 Starch plastic production technologies ..................................................... 29 Figure 2-4 A scheme for synthesizing reactive starch blends (Kalambur & Rizvi, 2006) ................................................................................................................... 33 Figure 2-5 The structure of cellulose.......................................................................... 43
x
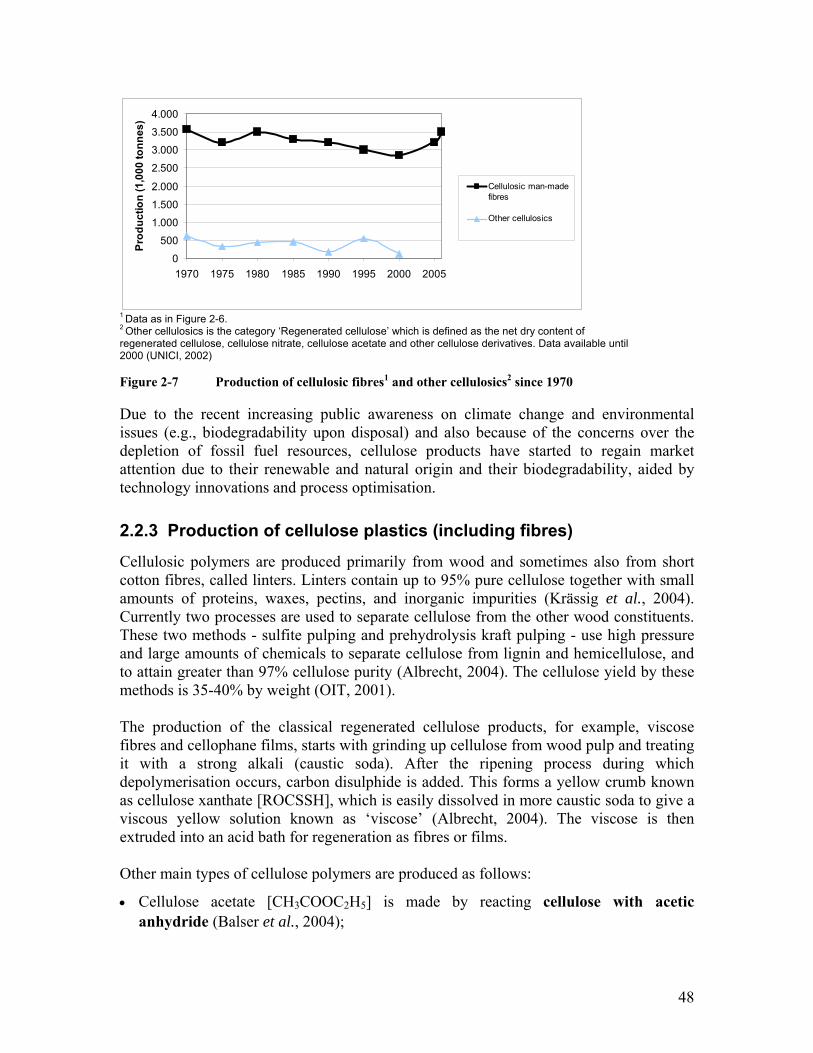
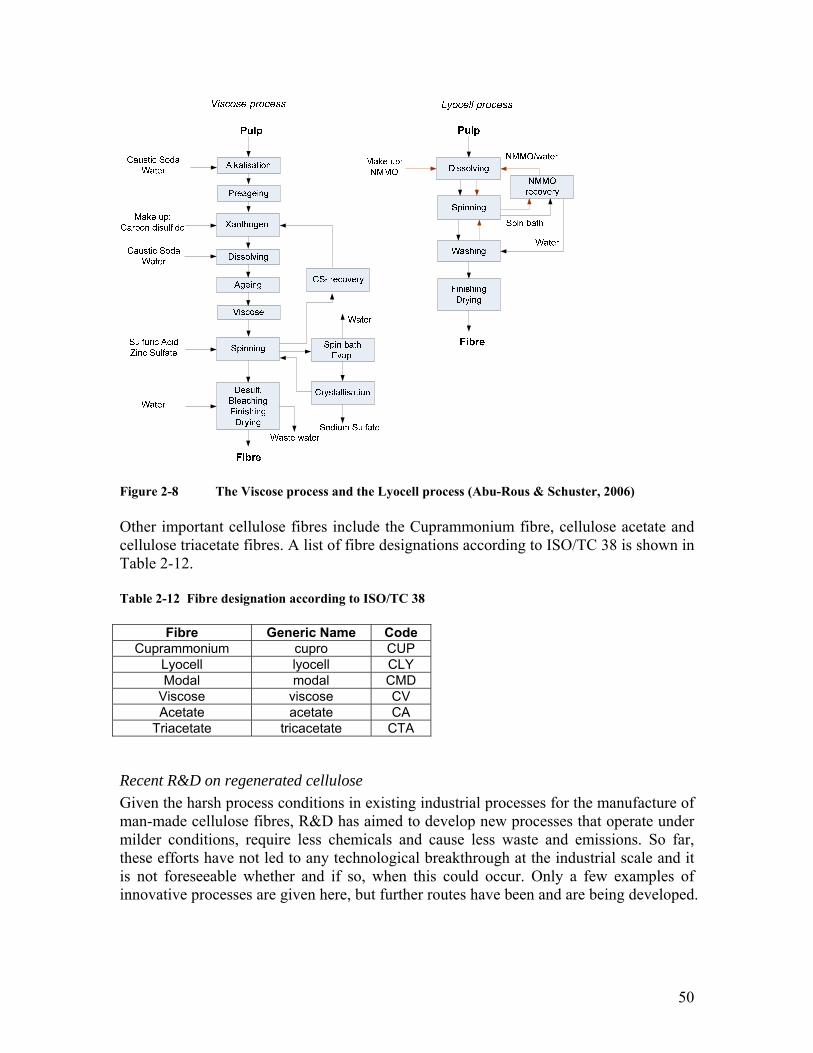
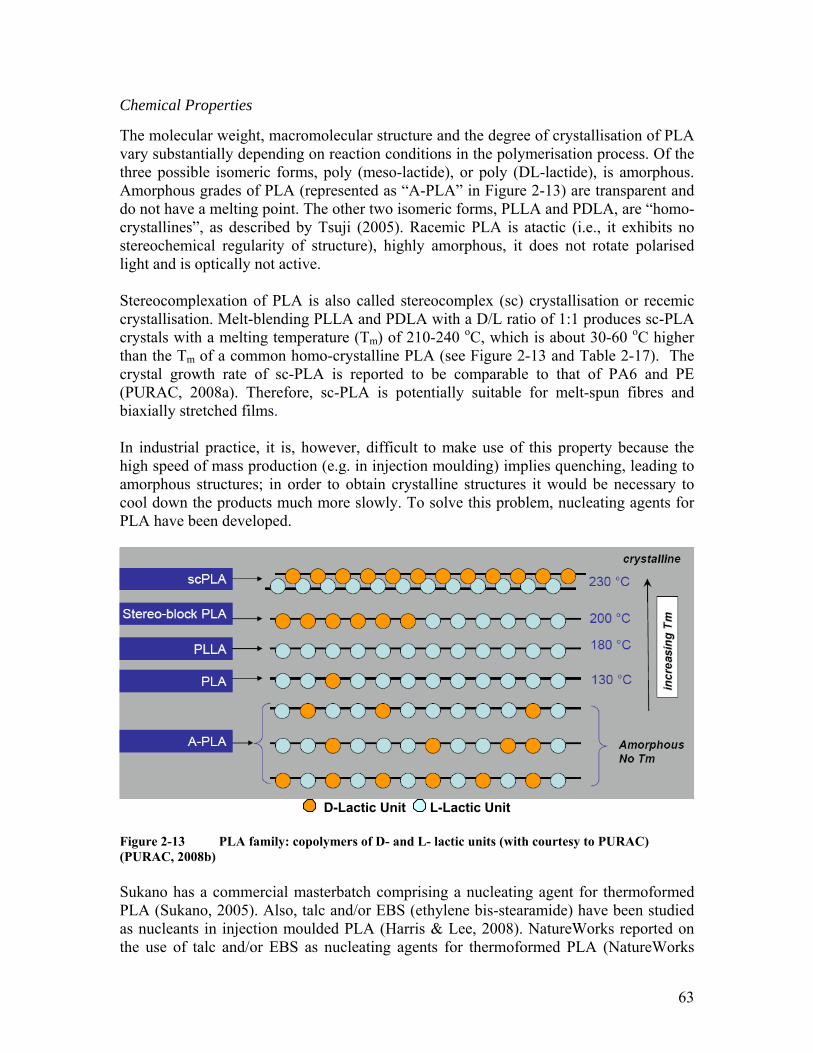
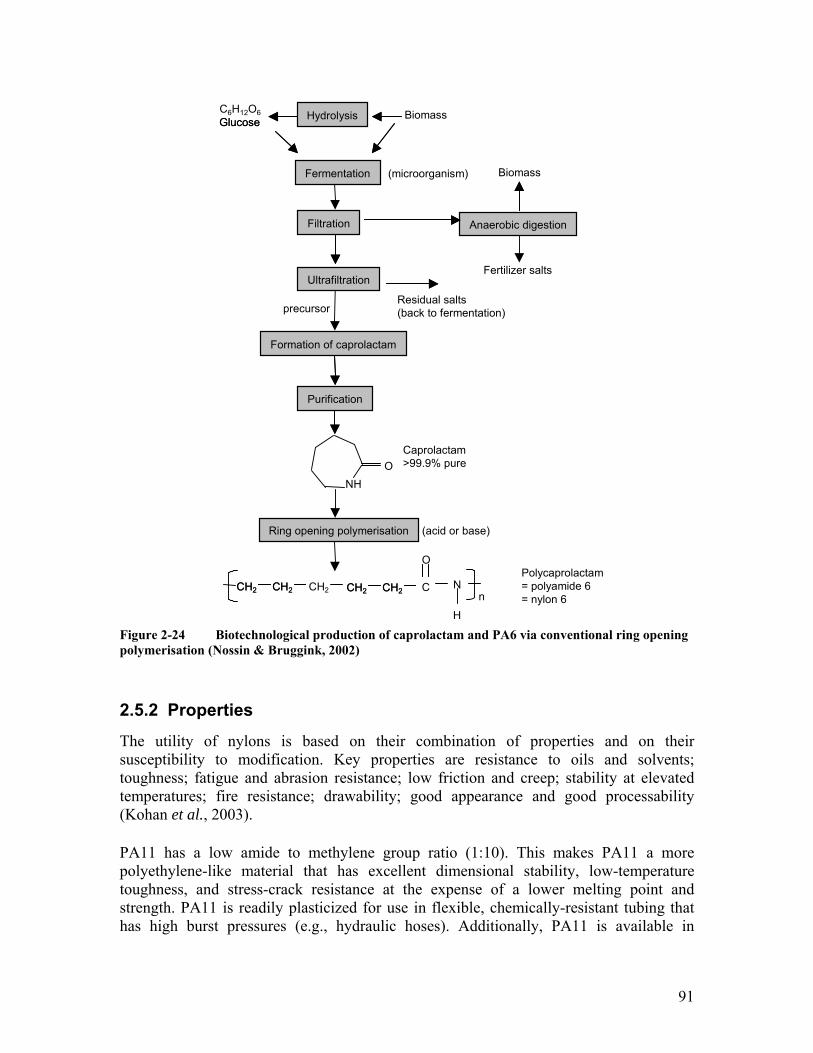
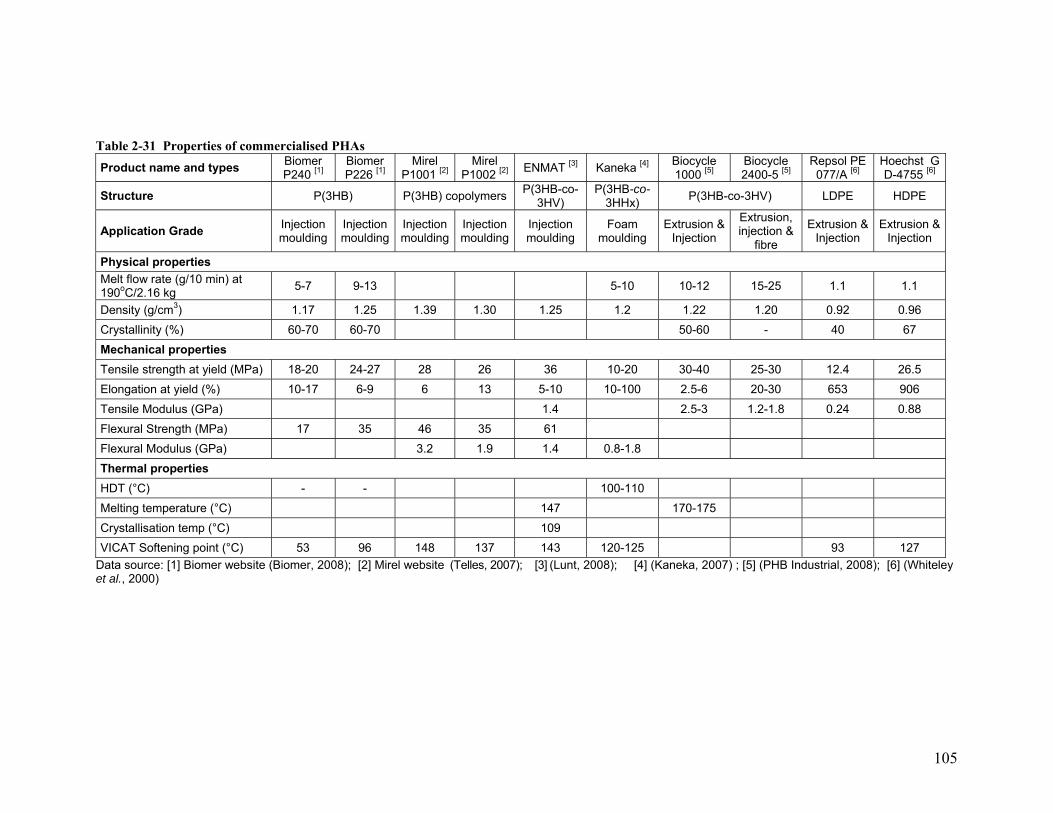
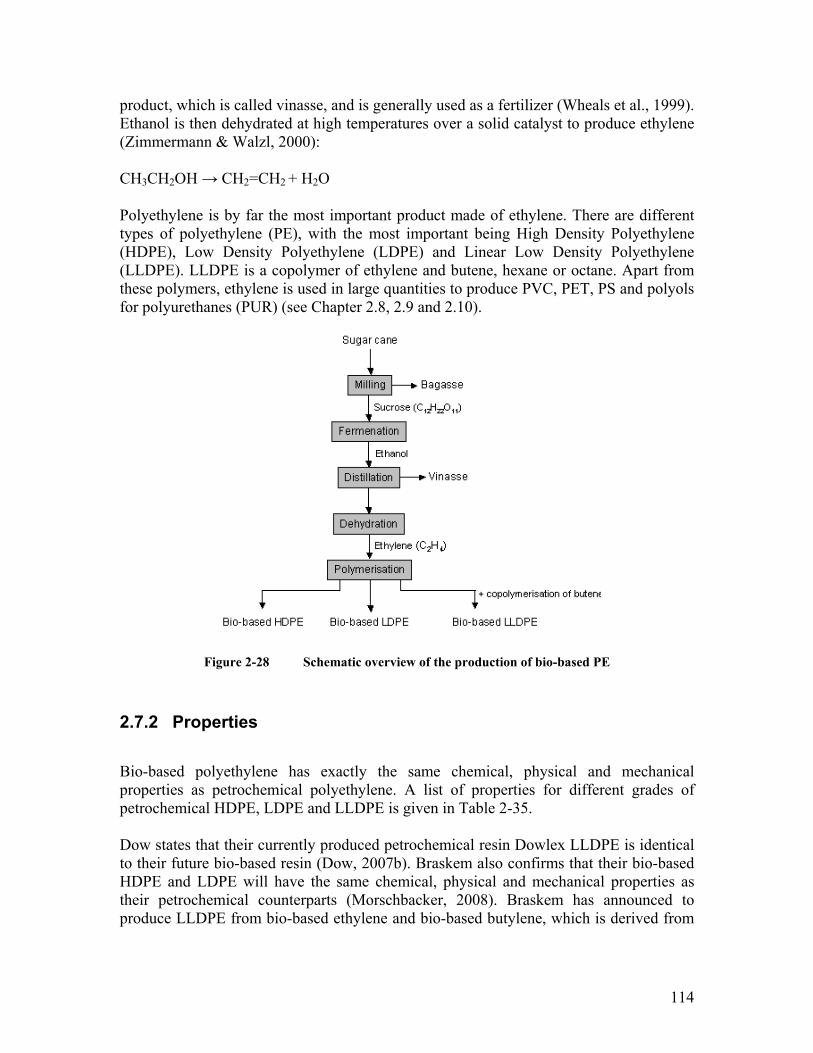
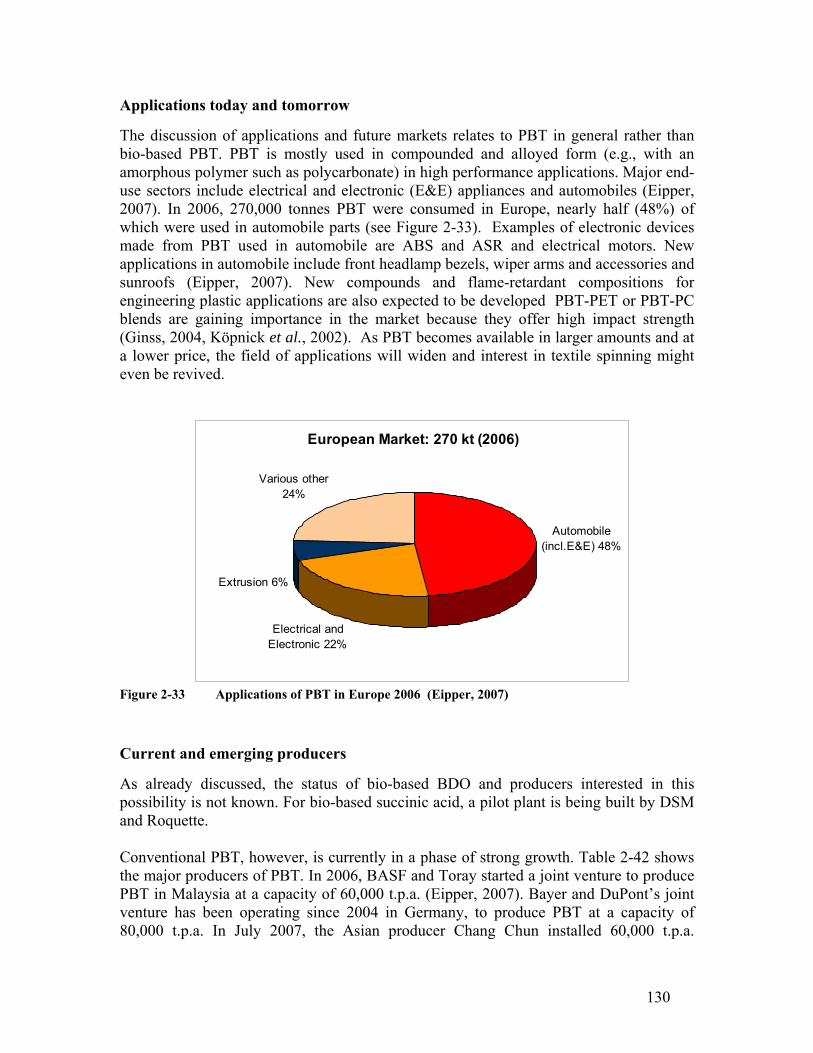
Figure 2-6 World fibre production 1920-2006 (Albrecht, 2004, Bachinger, 2006, EFS, 2006, IVE, 2007, USDA, 2006)........................................................................................ 46 Figure 2-7 Production of cellulosic fibres1 and other cellulosics2 since 1970 ........... 48 Figure 2-8 The Viscose process and the Lyocell process (Abu-Rous & Schuster, 2006) ................................................................................................................... 50 Figure 2-9 PLA molecule ........................................................................................... 57 Figure 2-10 Production of PLA from biomass ............................................................. 60 Figure 2-11 Stereocomplexation between PLLA and PDLA: enantiomeric PLA-based polymer blends (Tsuji, 2005), reprinted with permissions by Dr. Tsuji and Wiley-VCH Verlag GmbH & Co. KGaA.............................................................................................. 61 Figure 2-12 Crystal structure of PLA stereocomplex (Tsuji, 2005), reprinted with permissions by Dr. Tsuji and Wiley-VCH Verlag GmbH & Co. KGaA.......................... 61 Figure 2-13 PLA family: copolymers of D- and L- lactic units (with courtesy to PURAC) (PURAC, 2008b).............................................................................................. 63 Figure 2-14 Polytrimethylene terephthalate (PTT) molecule....................................... 75 Figure 2-15 Fermentation route to PDO....................................................................... 76 Figure 2-16 Conversion of glycerol to propylene glycols via the thermo-chemical route according to Chamiand et al. (2004) ....................................................................... 77 Figure 2-17 Production of PTT from PDO and PTA or DMT ..................................... 78 Figure 2-18 Production of x-aminoundecanoic acid from castor oil (Ogunniyi, 2006) (reprint with permission from Elsevier)............................................................................ 87 Figure 2-19 Production of sebacic acid from castor oil (Ogunniyi, 2006) (reprint with permission from Elsevier)................................................................................................. 88 Figure 2-20 Conventional route to adipic acid (Heine, 2000) ...................................... 88 Figure 2-21 Biotechnological production of adipic acid (Heine, 2000)....................... 89 Figure 2-22 Nylon 66 from adipic acid and diamine: conventional step polymerization by means of the carbonyl addition/elimination reaction................................................... 89 Figure 2-23 Production of azelaic acid and conventional step polymerization to PA69 (standard route incorporating the renewable feedstock oleic acid) (Höfer et al., 1997, Zahardis & Petrucci, 2007) ............................................................................................... 90 Figure 2-24 Biotechnological production of caprolactam and PA6 via conventional ring opening polymerisation (Nossin & Bruggink, 2002) ................................................ 91 Figure 2-25 PHA molecule........................................................................................... 97 Figure 2-26 Processing technologies for medium chain length PHA copolymers by composition and molecular weight (Anonymous, not dated) ......................................... 106 Figure 2-27 Building block of polyethylene (PE) ..................................................... 113 Figure 2-28 Schematic overview of the production of bio-based PE........................ 114 Figure 2-29 Polyolefin (PE, PP) demand in Western Europe 2006 (PlasticsEurope, 2007) ................................................................................................................. 116 Figure 2-30 Building block of polyvinyl chloride ethylene PVC molecule.............. 119 Figure 2-31 Production of PVC................................................................................. 120 Figure 2-32 PBT molecule.......................................................................................... 128 Figure 2-33 Applications of PBT in Europe 2006 (Eipper, 2007) ............................ 130 Figure 2-34 PBS molecule.......................................................................................... 132 Figure 2-35 PET molecule......................................................................................... 135 Figure 2-36 Use of PET applications in Western Europe (Glenz, 2004) .................. 137
xi
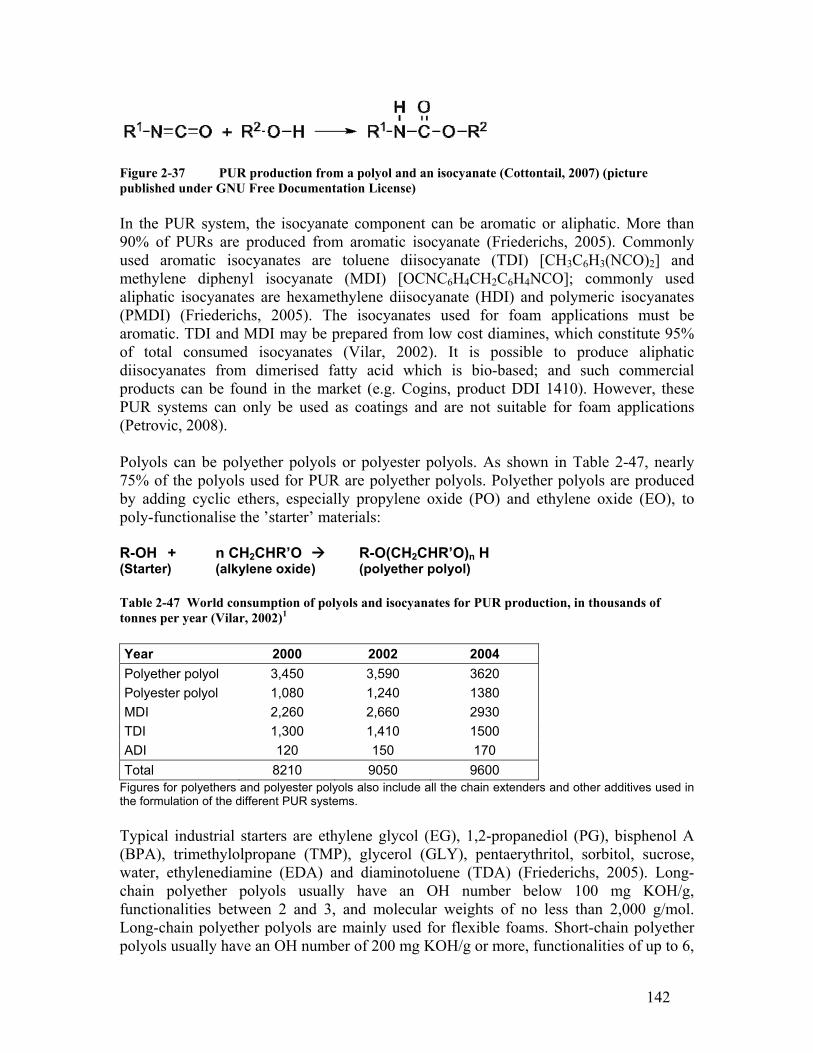
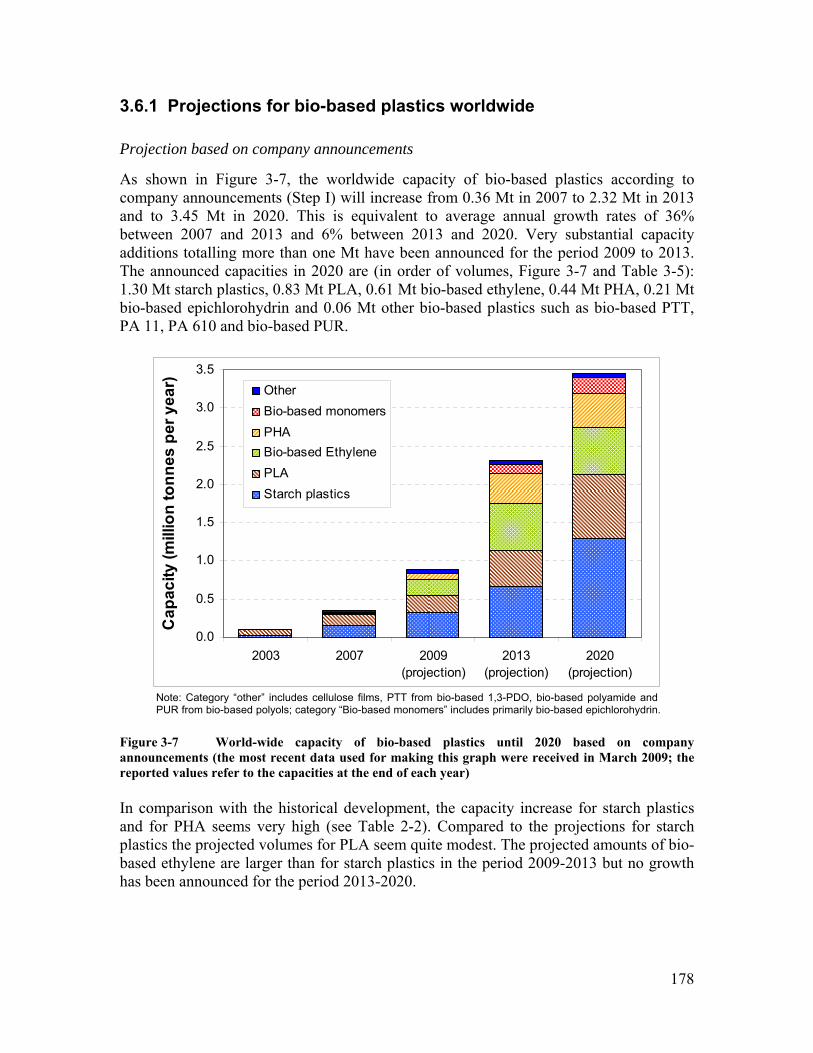
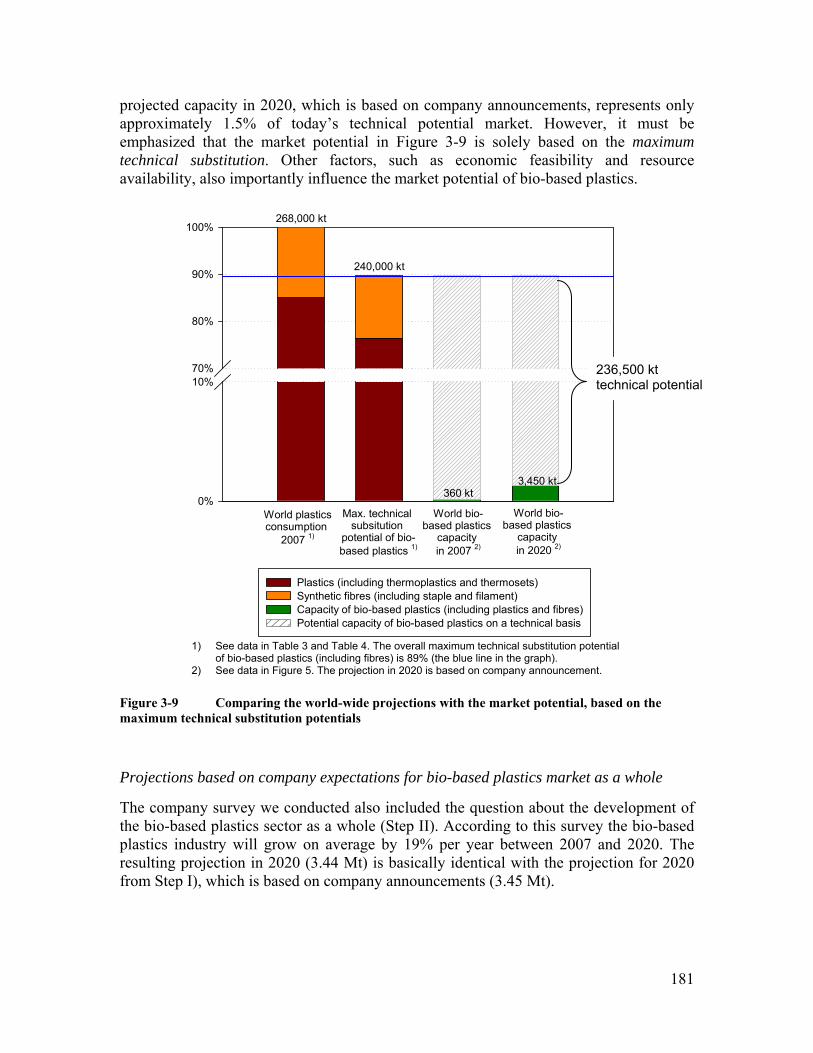
Figure 2-37 PUR production from a polyol and an isocyanate (Cottontail, 2007) (picture published under GNU Free Documentation License) ....................................... 142 Figure 2-38 Common plant oils (polyols and polyol precursors) (Clark, 2001) ........ 144 Figure 2-39 Epoxidation and ring opening of plant oil to obtain a polyol (Clark, 2001). ................................................................................................................. 145 Figure 2-40 Transesterification of castor oil with glycerine to produce a mixture of polyols with higher functionality (Vilar, 2002) .............................................................. 146 Figure 2-41 Application of PUR by market sectors in 2003, worldwide PUR consumption 10 Mt (Bertram, 2004) .............................................................................. 148 Figure 2-42 Soybean-based polyols and intermediate prices 2000 – December 2005, North America Market (Martin, 2006) ........................................................................... 153 Figure 2-43 Conversion of glycerol into epichlorohydrin according to the Solvay EpicerolTM process .......................................................................................................... 158 Figure 2-44 Production of DGEBA from epichlorohydrin and bisphenol A ............. 158 Figure 3-1 Capacity of emerging bio-based plastics by regions, 2003 and 2007 164 Figure 3-2 Development stage of main emerging bio-based material types ............ 166 Figure 3-3 Plastics consumption by end use application in Europe for 2007 (Simon & Schnieders, 2009) (courtesy PlasticsEurope).................................................................. 167 Figure 3-4 Use of benzene, toluene and xylene (BTX) for the production of plastics (estimated based on Weiss et al., (2007) and Patel et al., (1999)) .................................. 172 Figure 3-5 Highly selective depolymerization of lignin to products that preserve the lignin monomer structure (Bozell et al., 2007), reprinted with permission from PNNL 172 Figure 3-6 Production of 2,5-furan dicarboxylic acid (FDCA) from fructose via HMF ................................................................................................................. 173 Figure 3-7 World-wide capacity of bio-based plastics until 2020 based on company announcements (the most recent data used for making this graph were received in March 2009; the reported values refer to the capacities at the end of each year) ...................... 178 Figure 3-8 Breakdown of worldwide capacity of bio-based plastics by region in 2020 according to company announcements (the most recent data used for making this graph were received in March 2009) ........................................................................................ 180 Figure 3-9 Comparing the world-wide projections with the market potential, based on the maximum technical substitution potentials............................................................... 181 Figure 3-10 Projection of the worldwide production capacity of bio-based plastics until 2020 ................................................................................................................. 187 Figure 3-11 European capacity development of bio-based plastics until 2020 according to company announcements............................................................................................ 188 Figure 3-12 Projection of the European production capacity of bio-based plastics until 2020 ................................................................................................................. 189
List of Tables
Table 2-1 Overview of currently most important groups and types of bio-based plastics........................................................................................................................................... 14
xii
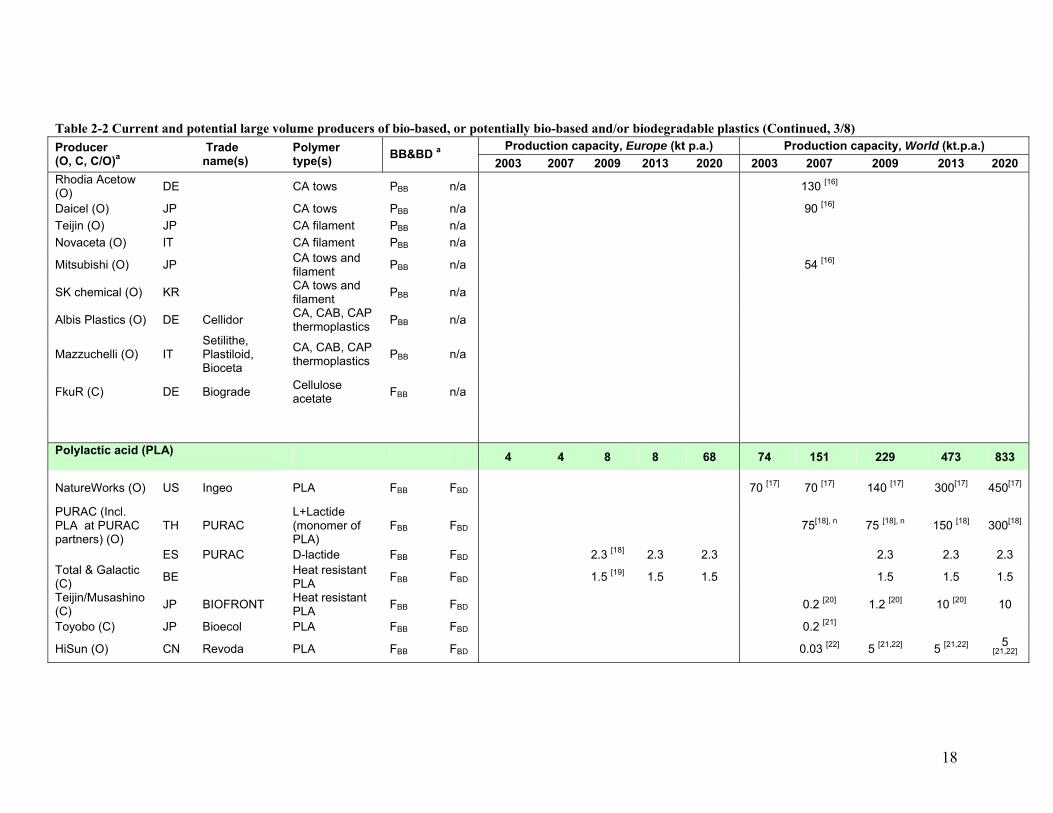
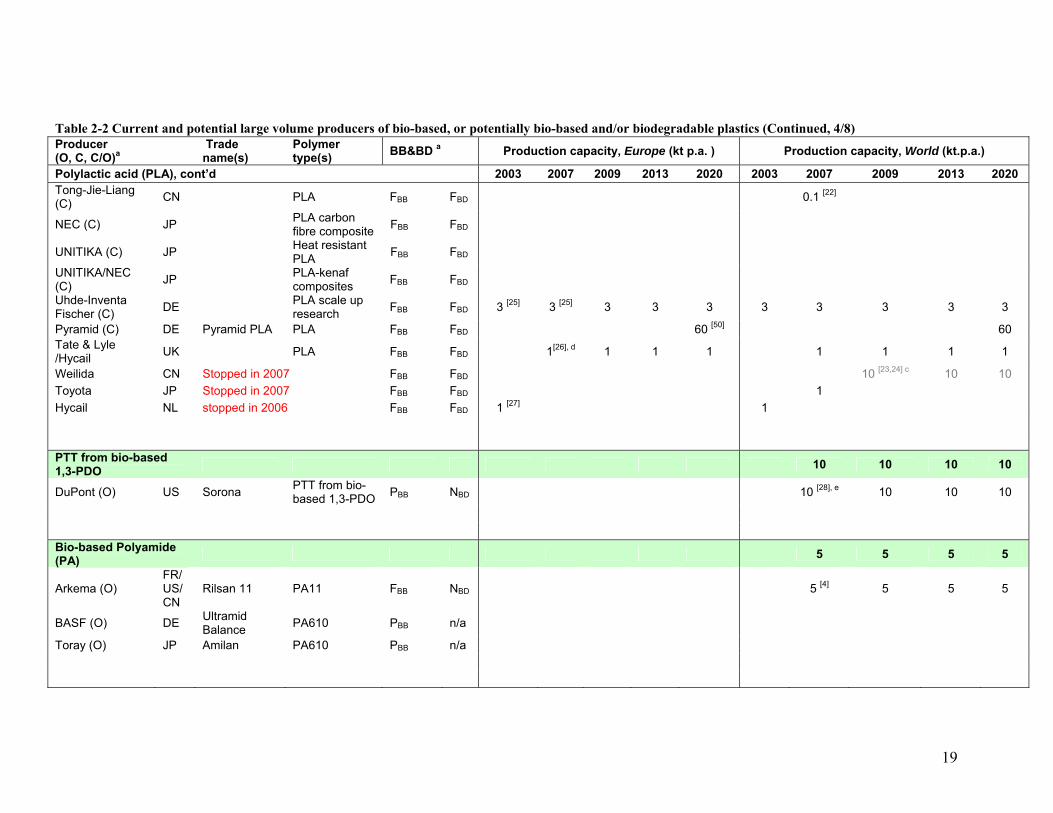
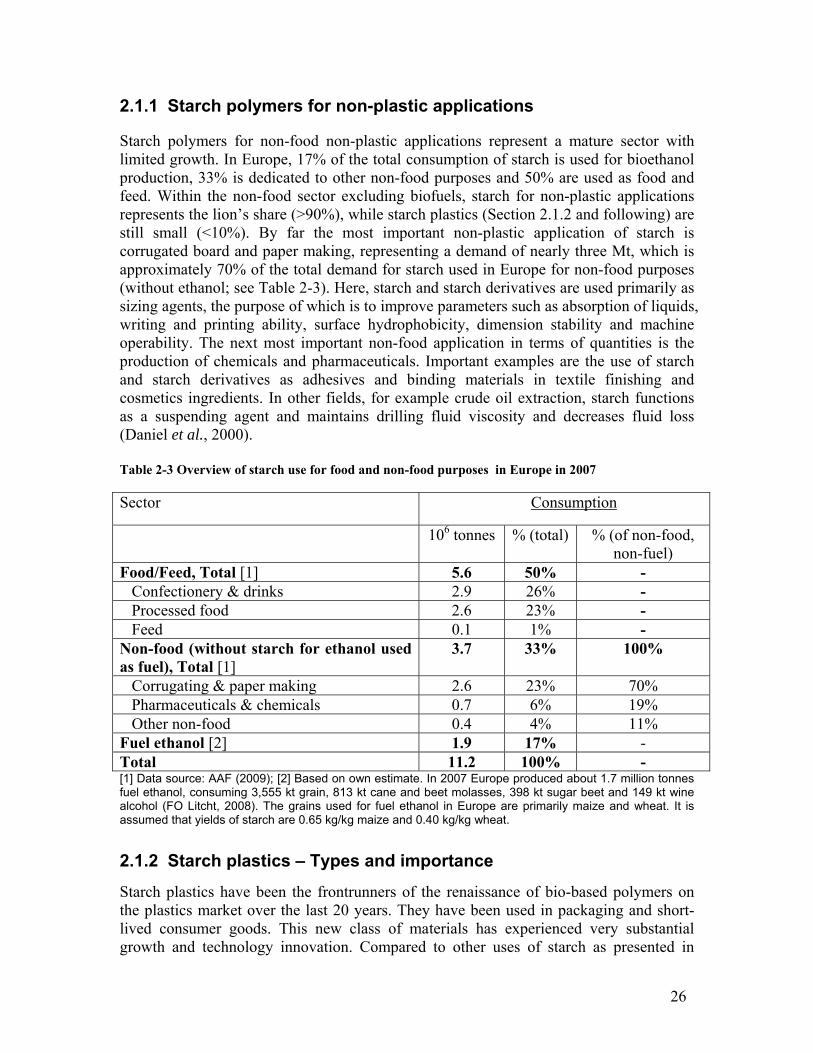
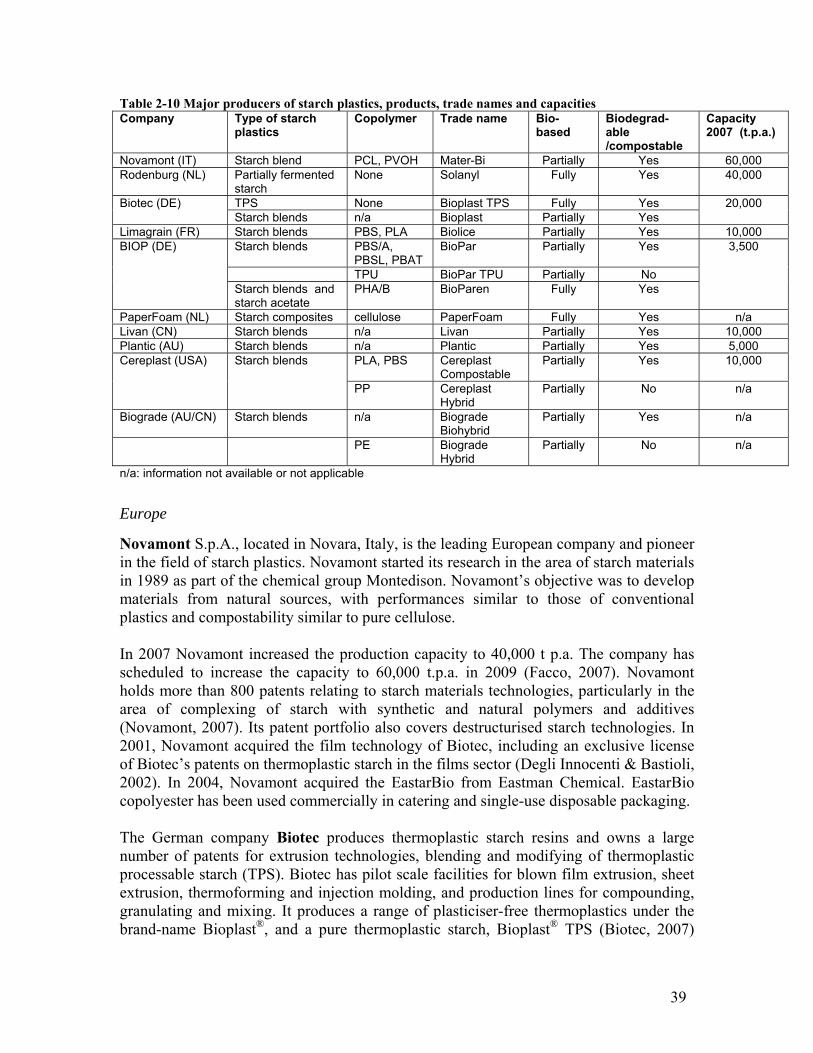
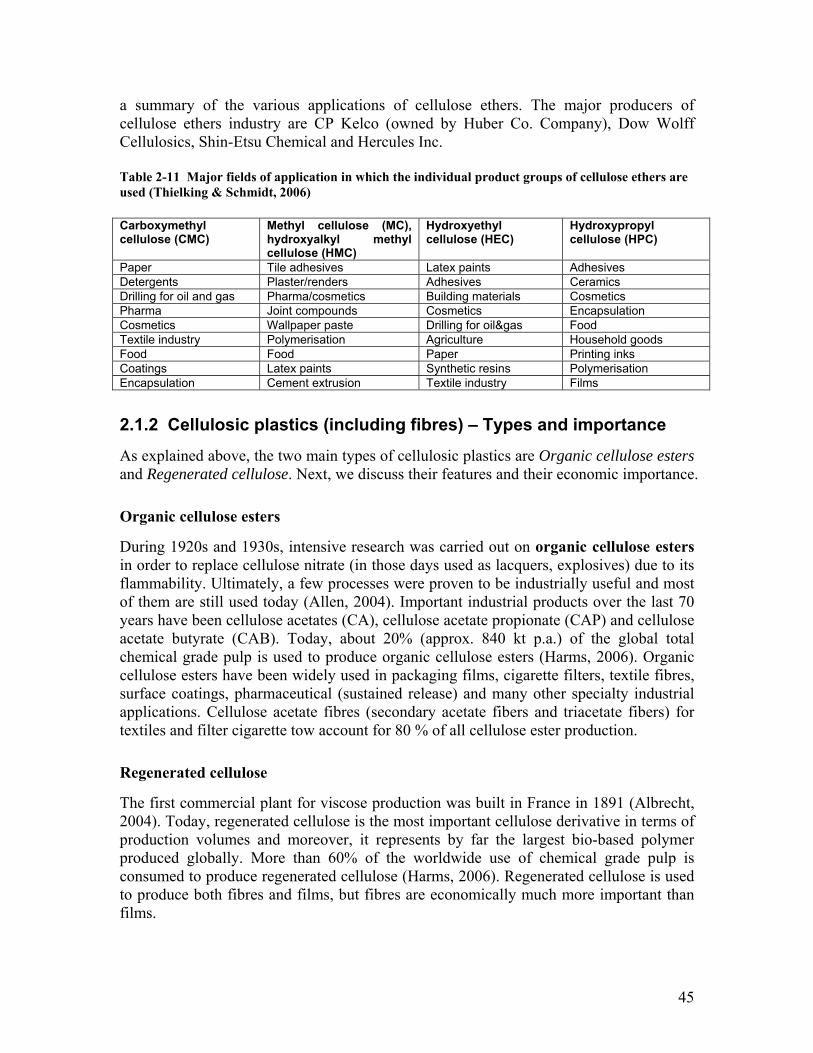
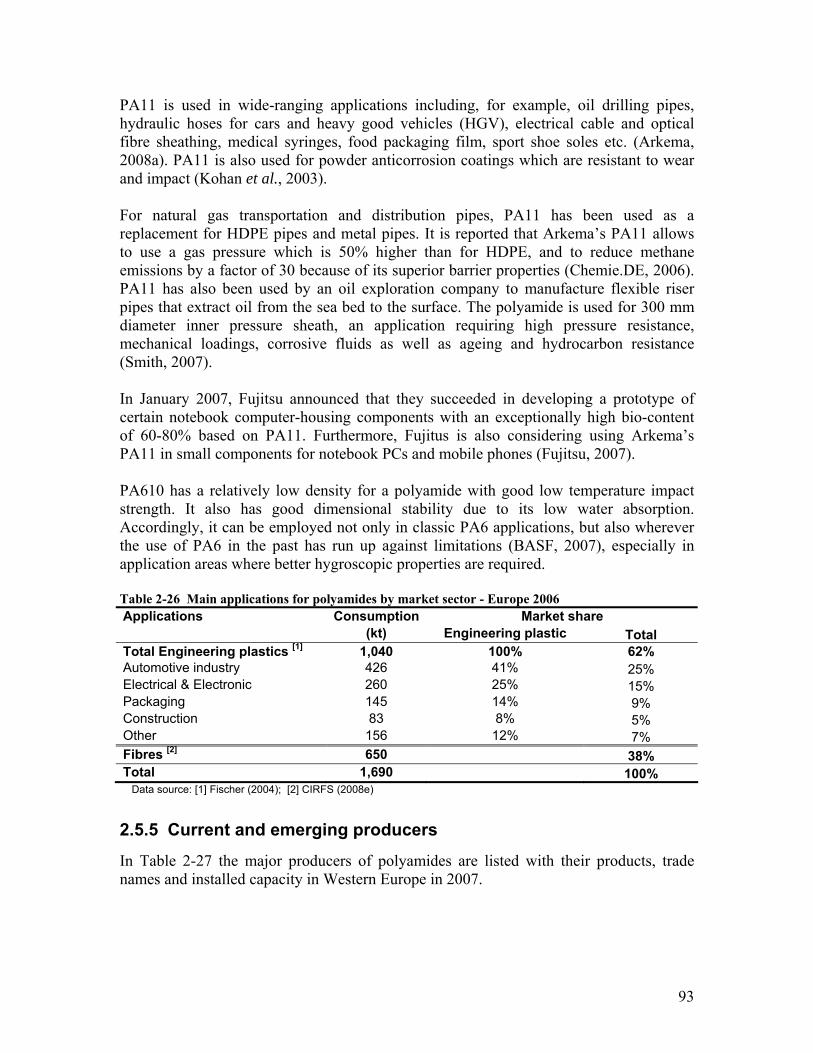
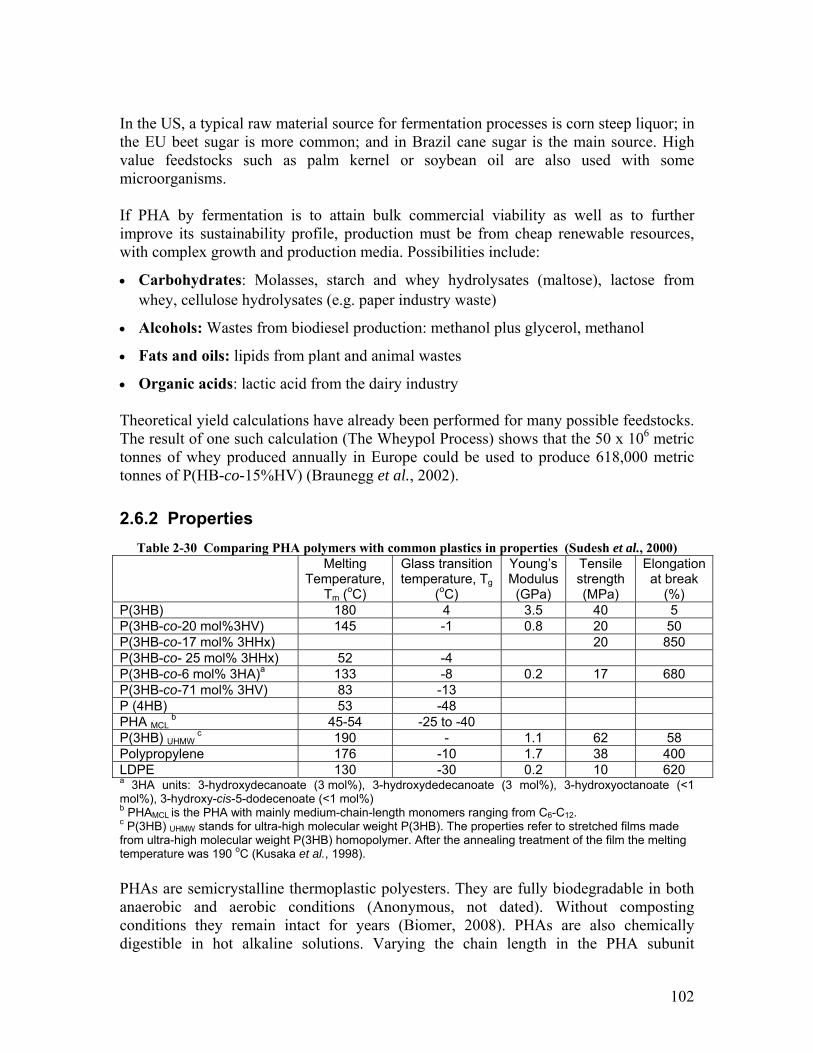
Table 2-2 Current and potential large volume producers of bio-based, or potentially bio-based and/or biodegradable plastics (1/8)......................................................................... 16 Table 2-3 Overview of starch use for food and non-food purposes in Europe in 2007... 26 Table 2-4 Properties and uses of various chemical modified corn starch (Daniel et al., 2000) ................................................................................................................................. 30 Table 2-5 Common NON-bio-based and biodegradable co-polymers used in starch blends........................................................................................................................................... 32 Table 2-6 Biodegradability and bio-content of starch blends........................................... 32 Table 2-7 Properties of selected starch plastics ............................................................... 35 Table 2-8 Technical substitution potential for starch plastics (the table below gives the views of the companies questioned) ................................................................................. 36 Table 2-9 Main applications for starch blends – share of interviewed company’s total production by market sector (scope: EU27+CH+NORD+EU candidate countries) ........ 38 Table 2-10 Major producers of starch plastics, products, trade names and capacities ..... 39 Table 2-11 Major fields of application in which the individual product groups of cellulose ethers are used (Thielking & Schmidt, 2006).................................................... 45 Table 2-12 Fibre designation according to ISO/TC 38.................................................... 50 Table 2-13 Mechanical, thermal and water retention properties of selected staple fibres 52 Table 2-14 Mechanical, thermal, and permeability properties of selected films (Schmitz & Janocha, 2002) .............................................................................................................. 53 Table 2-15 Major producers of man-made cellulose fibres, cellulose acetate and other cellulose esters .................................................................................................................. 55 Table 2-16 Properties of NatureWorks® PLA polymers (NatureWorks LLC, 2008c) .... 62 Table 2-17 Thermal properties of amorphous versus crystalline and stereocomplex PLA (with courtesy to PURAC (2008b) ................................................................................... 65 Table 2-18 Technical substitution potential for PLA according to interviews with experts from NatureWorks and PURAC. ...................................................................................... 68 Table 2-19 Main applications for PLA – share of interviewed companies, total production by market sector.............................................................................................. 69 Table 2-20 Properties of polymers from potentially bio-based monomers and selected other polymers used in engineering thermoplastics, films and fibre applications............ 80 Table 2-21 Comparison of vapour transmission rates of films made from PTT, PET, Nylon 6 and PTN (Hwo et al., 1998)................................................................................ 81 Table 2-22 Technical substitution potential for PTT........................................................ 81 Table 2-23 Feedstocks costs for PTT production from PTA and PDO ........................... 83 Table 2-24 Commercially available bio-based polyamides and potential bio-based polyamides ........................................................................................................................ 86 Table 2-25 Material properties of unmodified nylon polymers a..................................... 92 Table 2-26 Main applications for polyamides by market sector - Europe 2006.............. 93 Table 2-27 Major producers of polyamides, trade names and installed capacities in Western Europe in 2007.................................................................................................... 94 Table 2-28 Structures of Polyhydroxyalkanoates (PHAs)................................................ 98 Table 2-29 Commercially interesting PHAs and recent commercialisation development........................................................................................................................................... 99 Table 2-30 Comparing PHA polymers with common plastics in properties (Sudesh et al., 2000) ............................................................................................................................... 102
xiii
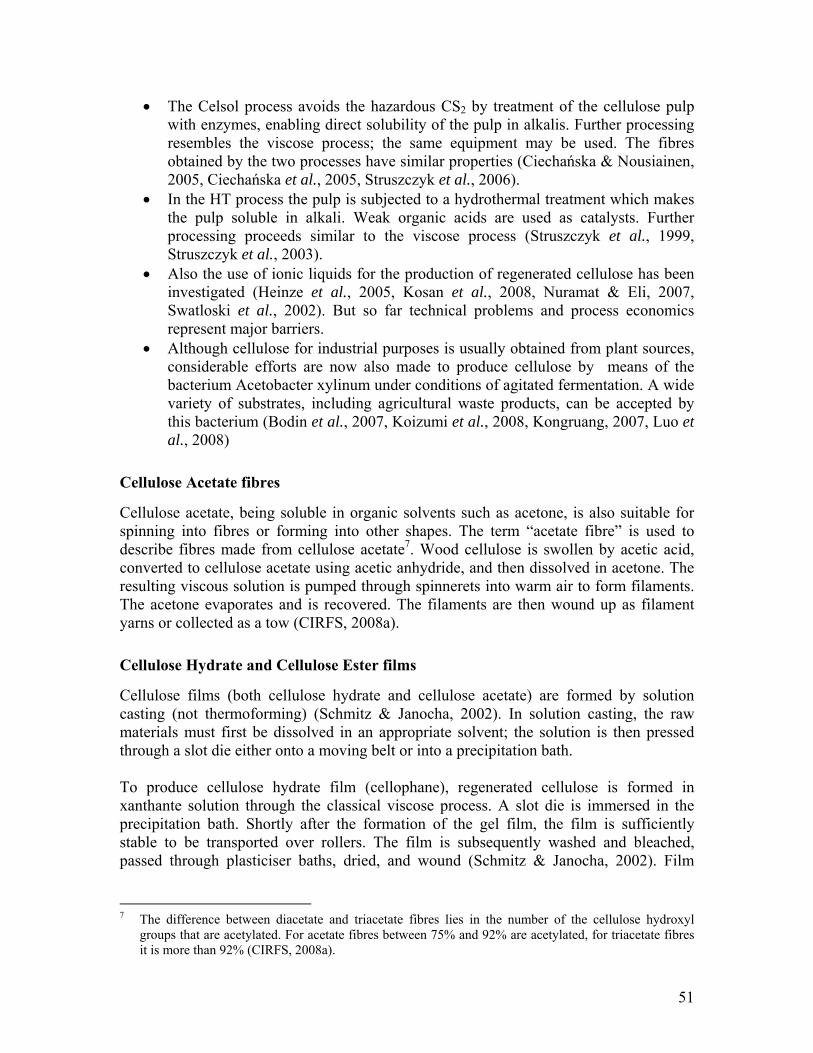
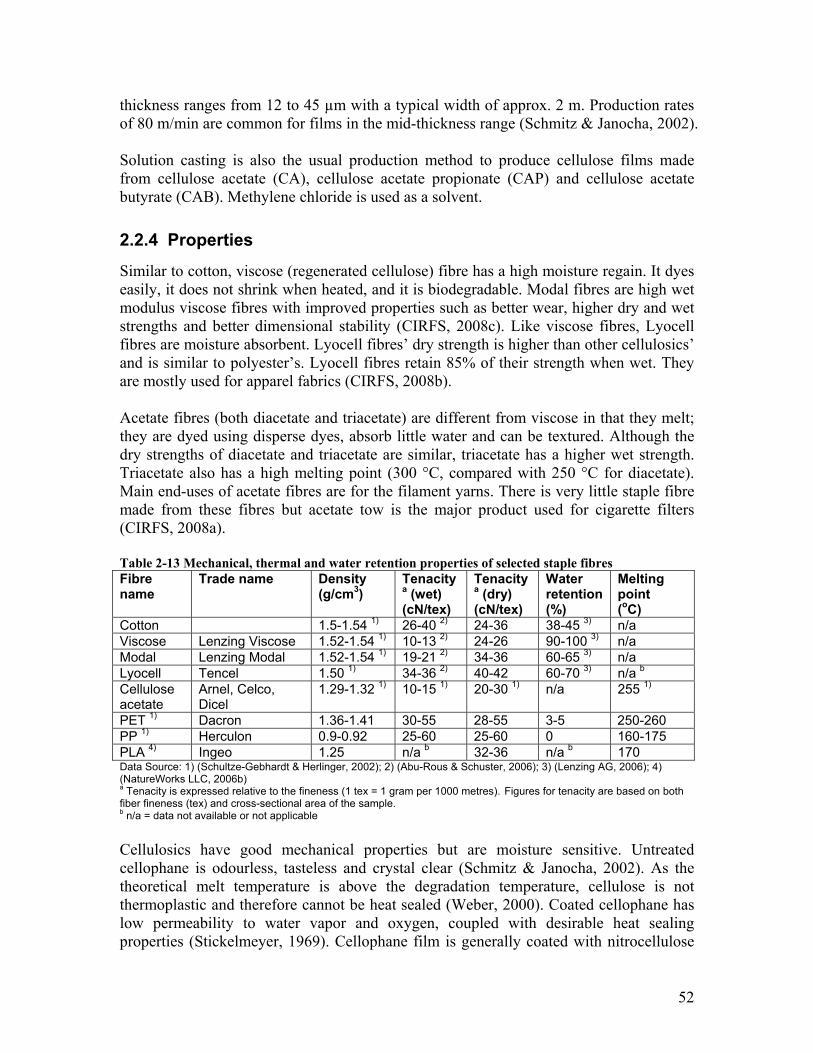
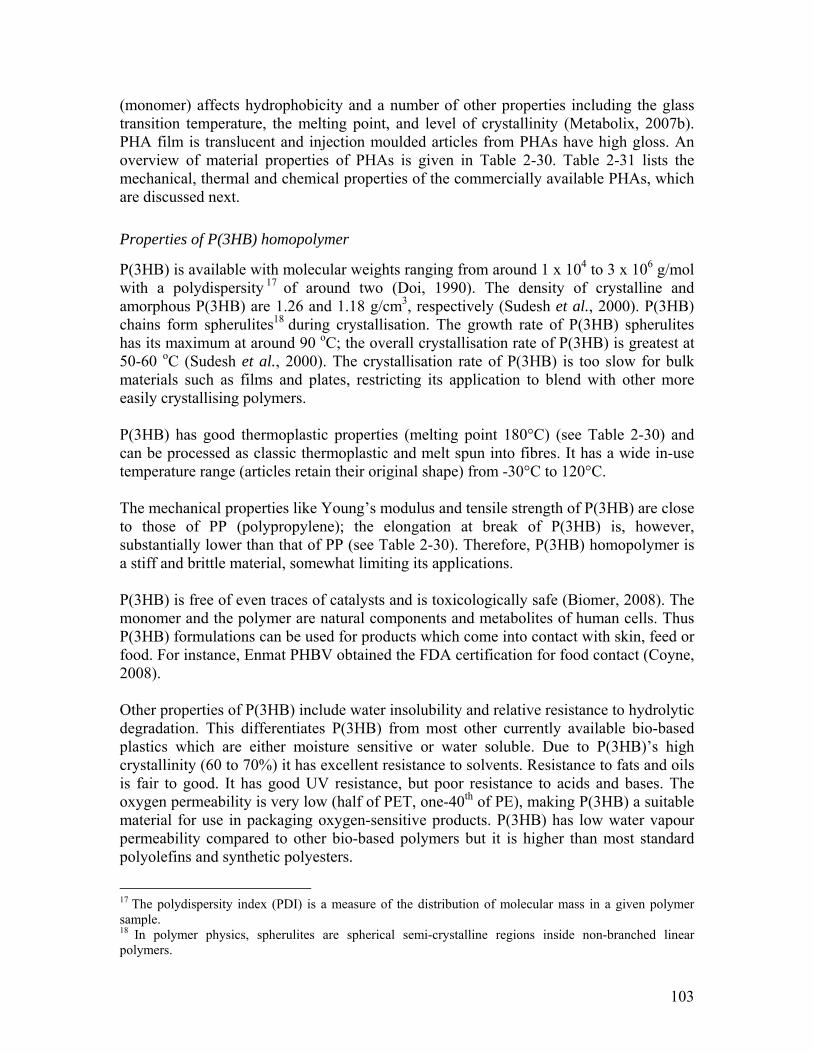
Table 2-31 Properties of commercialised PHAs............................................................ 105 Table 2-32 Technical substitution potential for PHAs according to interviews with experts from Telles and Kaneka. .................................................................................... 107 Table 2-33 Application of PHAs today and tomorrow (Kaneka, 2008, Telles, 2008) .. 108 Table 2-34 Producers of PHAs, current and future capacities........................................ 109 Table 2-35 Properties of petrochemical HDPE, LDPE, and LLDPE ............................. 115 Table 2-36 Main applications for LDPE/LLDPE and HDPE, total demand by market sector in Germany (Consultic, 2004) .............................................................................. 116 Table 2-37 Typical properties of rigid petrochemical PVC (Allsopp & Vianello, 2000)......................................................................................................................................... 121 Table 2-38 Typical properties of flexible petrochemical PVC (Allsopp & Vianello, 2000)......................................................................................................................................... 121 Table 2-39 Main applications for PVC (Plinke et al., 2000) .......................................... 122 Table 2-40 PVC production for construction industry in Western Europe 1999 (ECVM, 2001) ............................................................................................................................... 122 Table 2-41 Polyesters from bio-based or potential bio-based monomer (polymers which will be discussed in more detail in the text below are printed in bold letters)................ 126 Table 2-42 Major producers of PBT (Eipper, 2007)...................................................... 131 Table 2-43 Main applications for PBS and PBSA – share of interviewed company’s1 total production by market sector (scope: global)2 ......................................................... 133 Table 2-44 Properties of petrochemical PET standard grade ........................................ 136 Table 2-45 Share of PET production by market sector in Germany, excluding PET fibre production (Consultic, 2004) .......................................................................................... 136 Table 2-46 Renewable content of commercial available bio-based polyols and PURs 141 Table 2-47 World consumption of polyols and isocyanates for PUR production, in thousands of tonnes per year (Vilar, 2002)1.................................................................... 142 Table 2-48 Properties and uses of polyether polyols (Friederichs, 2005, Petrovic, 2008)......................................................................................................................................... 143 Table 2-49 Bio-based polyols for PUR production ....................................................... 144 Table 2-50 PUR formulations with a bio-based component and main applications 1,2,3,4,5
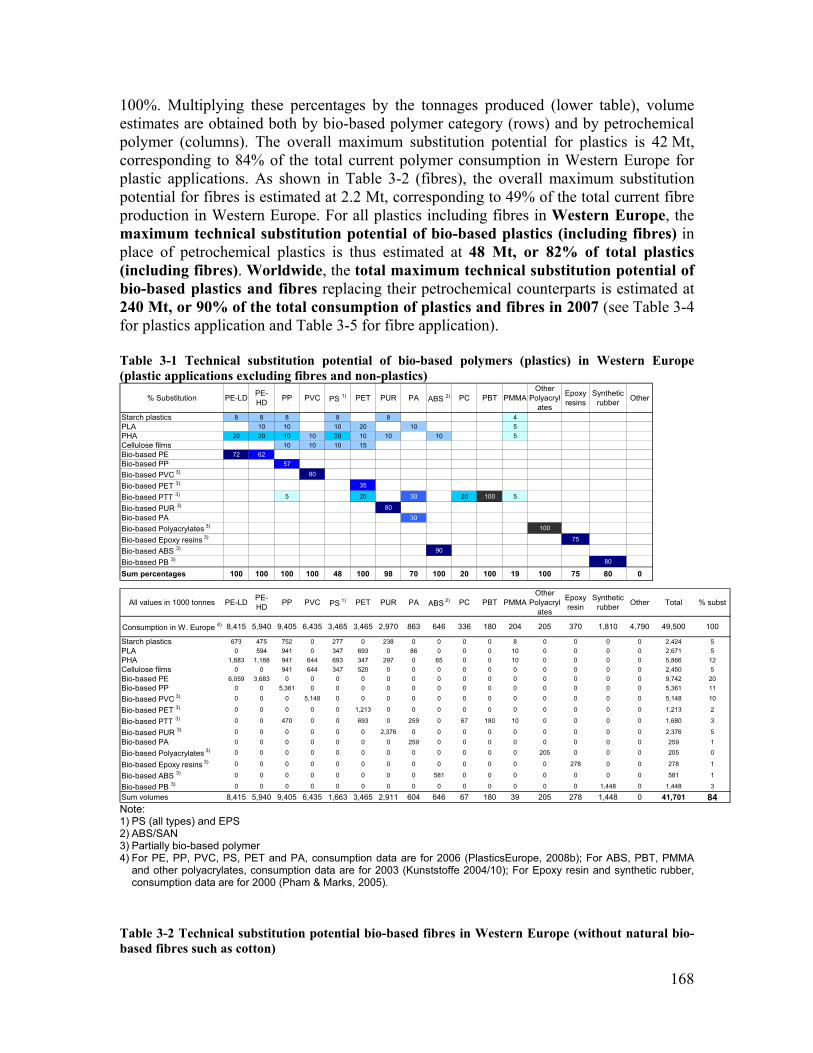
......................................................................................................................................... 148 Table 2-51 Raw material, trade names and major producers of bio-based polyols and PUR................................................................................................................................. 149 Table 2-52 Overview of the most important thermosets made from petrochemical feedstock ......................................................................................................................... 155 Table 3-1 Technical substitution potential of bio-based polymers (plastics) in Western
Europe (plastic applications excluding fibres and non-plastics)......................... 168 Table 3-2 Technical substitution potential bio-based fibres in Western Europe (without natural bio-based fibres such as cotton).......................................................................... 168 Table 3-3 Worldwide technical substitution potential of bio-based polymers (plastics) (plastic applications including thermoplastics and thermosets, excluding fibres).......... 169 Table 3-4 Worldwide technical substitution potential of bio-based man-made fibres in the world (both staple fibres and filament)........................................................................... 170 Table 3-5 World-wide shares of bio-based plastics by types and major players in 2020 according to company announcements ........................................................................... 179
xiv
Table 3-6 Categorization of bio-based plastics into the categories ”Biodegradable” and “Nondegradable” (based on a simple 60:40 assumption for starch plastics, see text), according to company announcements, worldwide 2020................................................ 180 Table 3-7 Influencing factors and expected growth in the three scenarios for bio-based plastics until 2020 ........................................................................................................... 185 Table 3-8 World-wide production capacity of bio-based plastics until 2020 – comparison of old and new projections.............................................................................................. 187 Table 3-9 Shares of bio-based plastics by types in Europe 2020 based on company announcements................................................................................................................ 188 Table 3-10 European production capacity of bio-based plastics until 2020 – comparison of old and new projections.............................................................................................. 189 Table 3-11 Total production of bio-based plastics in the scenarios “BAU”, LOW” AND “HIGH” in Europe .......................................................................................................... 191
1
1. Introduction
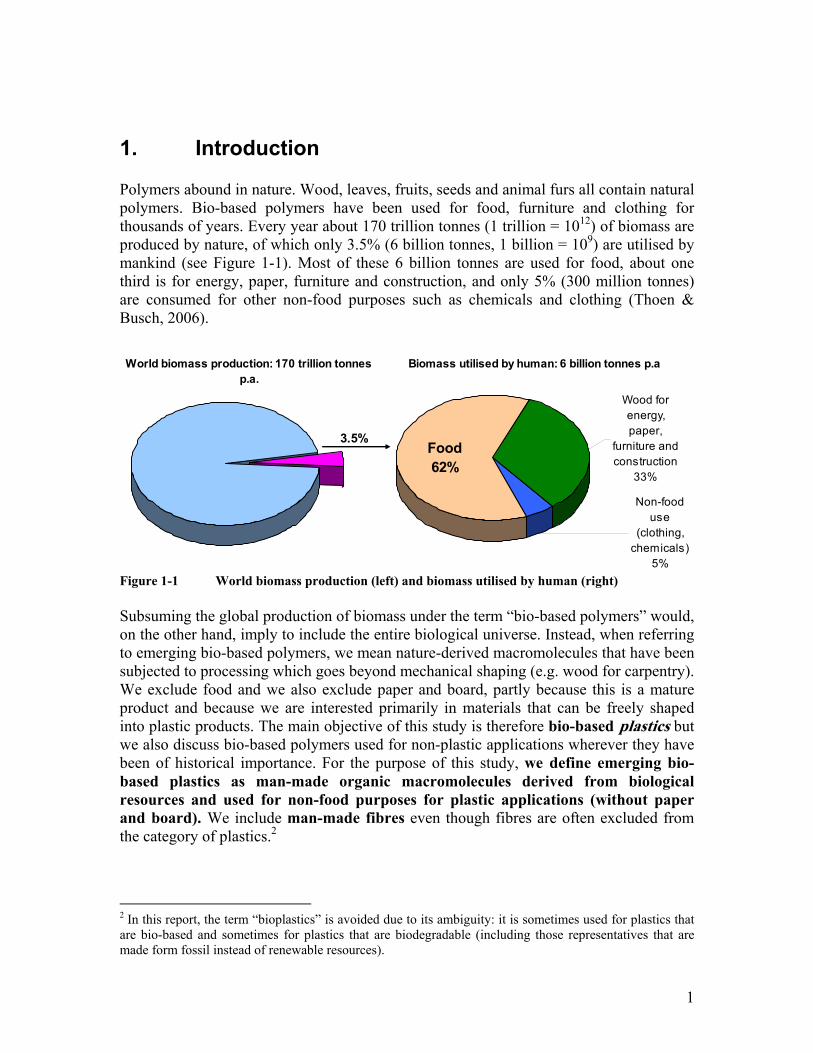
Polymers abound in nature. Wood, leaves, fruits, seeds and animal furs all contain natural polymers. Bio-based polymers have been used for food, furniture and clothing for thousands of years. Every year about 170 trillion tonnes (1 trillion = 1012) of biomass are produced by nature, of which only 3.5% (6 billion tonnes, 1 billion = 109) are utilised by mankind (see Figure 1-1). Most of these 6 billion tonnes are used for food, about one third is for energy, paper, furniture and construction, and only 5% (300 million tonnes) are consumed for other non-food purposes such as chemicals and clothing (Thoen & Busch, 2006).
World biomass production: 170 trillion tonnes p.a.
Biomass utilised by human: 6 billion tonnes p.a
Wood for energy, paper,
furniture and construction
33%
Non-food use
(clothing, chemicals)
5%
Food62%
3.5%
Figure 1-1 World biomass production (left) and biomass utilised by human (right) Subsuming the global production of biomass under the term “bio-based polymers” would, on the other hand, imply to include the entire biological universe. Instead, when referring to emerging bio-based polymers, we mean nature-derived macromolecules that have been subjected to processing which goes beyond mechanical shaping (e.g. wood for carpentry). We exclude food and we also exclude paper and board, partly because this is a mature product and because we are interested primarily in materials that can be freely shaped into plastic products. The main objective of this study is therefore bio-based plastics but we also discuss bio-based polymers used for non-plastic applications wherever they have been of historical importance. For the purpose of this study, we define emerging bio-based plastics as man-made organic macromolecules derived from biological resources and used for non-food purposes for plastic applications (without paper and board). We include man-made fibres even though fibres are often excluded from the category of plastics.2
2 In this report, the term “bioplastics” is avoided due to its ambiguity: it is sometimes used for plastics that are bio-based and sometimes for plastics that are biodegradable (including those representatives that are made form fossil instead of renewable resources).
2
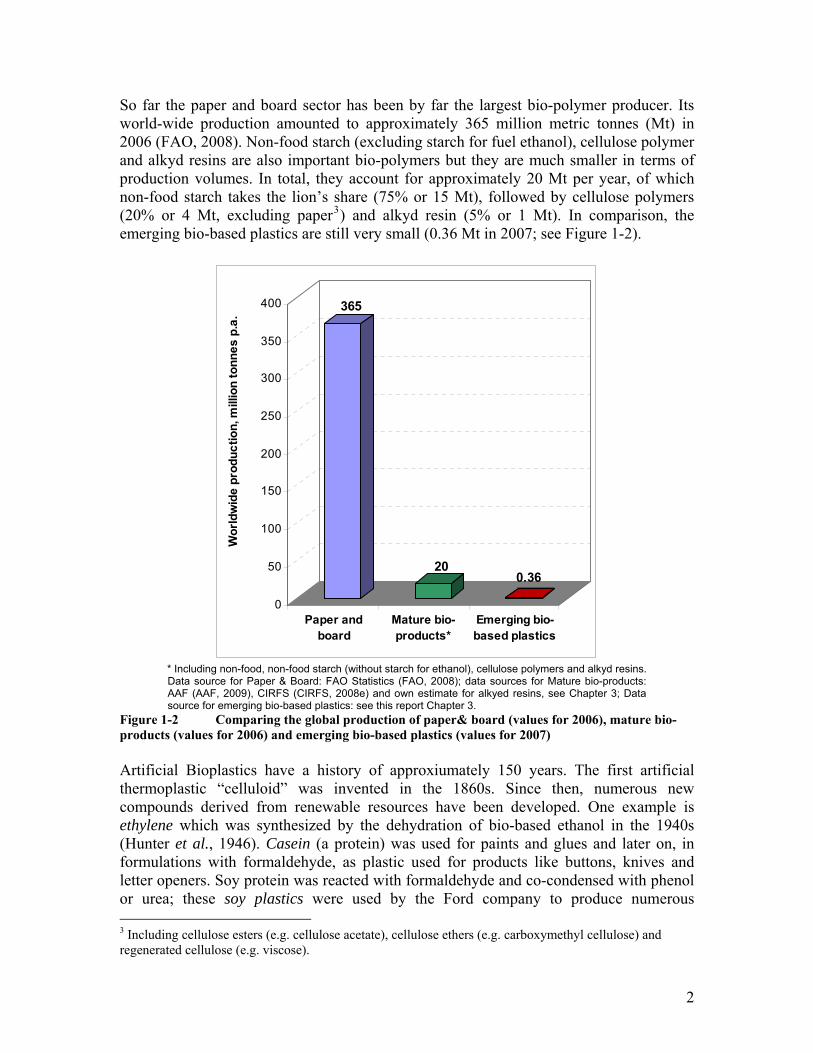
So far the paper and board sector has been by far the largest bio-polymer producer. Its world-wide production amounted to approximately 365 million metric tonnes (Mt) in 2006 (FAO, 2008). Non-food starch (excluding starch for fuel ethanol), cellulose polymer and alkyd resins are also important bio-polymers but they are much smaller in terms of production volumes. In total, they account for approximately 20 Mt per year, of which non-food starch takes the lion’s share (75% or 15 Mt), followed by cellulose polymers (20% or 4 Mt, excluding paper3) and alkyd resin (5% or 1 Mt). In comparison, the emerging bio-based plastics are still very small (0.36 Mt in 2007; see Figure 1-2).
365
200.36
0
50
100
150
200
250
300
350
400
Paper andboard
Mature bio-products*
Emerging bio-based plastics
Wo
rld
wid
e p
rod
uc
tio
n, m
illio
n t
on
ne
s p
.a.
* Including non-food, non-food starch (without starch for ethanol), cellulose polymers and alkyd resins. Data source for Paper & Board: FAO Statistics (FAO, 2008); data sources for Mature bio-products: AAF (AAF, 2009), CIRFS (CIRFS, 2008e) and own estimate for alkyed resins, see Chapter 3; Data source for emerging bio-based plastics: see this report Chapter 3.
Figure 1-2 Comparing the global production of paper& board (values for 2006), mature bio-products (values for 2006) and emerging bio-based plastics (values for 2007) Artificial Bioplastics have a history of approxiumately 150 years. The first artificial thermoplastic “celluloid” was invented in the 1860s. Since then, numerous new compounds derived from renewable resources have been developed. One example is ethylene which was synthesized by the dehydration of bio-based ethanol in the 1940s (Hunter et al., 1946). Casein (a protein) was used for paints and glues and later on, in formulations with formaldehyde, as plastic used for products like buttons, knives and letter openers. Soy protein was reacted with formaldehyde and co-condensed with phenol or urea; these soy plastics were used by the Ford company to produce numerous 3 Including cellulose esters (e.g. cellulose acetate), cellulose ethers (e.g. carboxymethyl cellulose) and regenerated cellulose (e.g. viscose).
3
automotive parts such as steering wheels, glove-box doors and interior trim (Stevens, 2002). Shellac is produced by extraction of the natural polymer excreted by the shell louse (Coccus lacca or Laccifer lacca) and was used for paints and varnish next to small solid articles (Fiebach & Grimm, 2000, 2002). Also regenerated cellulose, e.g. in the form of cellophane film and man-made cellulose fibres, were developed in those times and have been used in a wide range of applications, for example apparel, food (e.g. for sausages) and non-plastics (e.g. varnishes) (see also Chapter 2). However, many of these inventions in the 1930s and 1940s stayed in laboratory and were never used for commercial production. The main reason was the discovery of crude oil and its large-scale industrial use for synthetic polymers since the 1950s. Some products, e.g. man-made cellulose fibres, defended their position but did not succeed to grow at the rate of the newly emerging petrochemical products. Other products, especially non-plastics such as starch derivatives used as paper and textile auxiliaries, enjoyed a long period of growth and nowadays represent mature product areas. The oil price shocks of the 1970s led to renewed interest in the possibilities offered by non-petrochemical feedstock. However, this did little more than temporarily slow down the pace of growth in petrochemical polymers. Based on some first attempts in the 1980s, interest rose again in the 1990s4 and broad attention has been paid to bio-based chemistry in general and bio-based plastics in particular since the early 2000s. One of the main drivers especially in the 1990s was the goal to provide the market with plastics that are biodegradable, in order to solve the problem of rapidly increasingly amounts of waste and limited landfill capacities. While, in densely populated industrialized countries with limited landfill capacity, waste is nowadays primarily disposed off in municipal solid waste incineration (MSWI) plants, plastic waste management remains an issue especially in developing countries. Plastics are also increasingly polluting the sea, with the most prominent example being the so-called Great Pacific Garbage Patch in the central North Pacific Ocean (Day et al., 1988, Moore, 2003, Moore et al., 2001). There, plastic debris has been accumulating to an estimated size of 700 000 km2 to 15 million km2 resulting in large-scale marine pollution (La Canna, 2008, Moore et al., 2001). The fact that the area lies in international waters, makes the accumulation of plastic debris an urgent issue to be tackled on an international scale. Currently neither individual countries, community of states nor intergovernmental bodies are taking the initiative or responsibility to solve the problem (Didde, 2008). Biodegradable plastics can be manufactured not only from bio-based feedstock but also from petrochemical raw materials. But bio-based plastics, defined here as plastics that are fully or partially produced from renewable raw materials, have played a more important
4 Among the first attempts in the 1980s, simple products such as pure thermoplastic starch and starch/polyolefin blends were introduced. Due to the incomplete biodegradability of starch/polyolefin blends, these products had a negative impact on the public attitude towards biodegradable polymers and they damaged the image of the companies involved. It took many years to repair this damage, which was achieved largely by introduction and wide acceptance of more advanced copolymers consisting of thermoplastic starch and biodegradable petrochemical copolymers. This stage was reached in the 1990s.
4
role in the domain of biodegradable plastics. These developments have also been a stimulus for R&D on application areas where degradability is not a necessity (e.g. automotive applications of the biodegradable plastic polylactic acid, PLA) and on bio-based plastics which are not biodegradable (e.g. bio-based polyethylene). These bio-based durable plastics have gained much impetus in the last few years and are now one of the driving forces for the use of bio-based feedstock in plastics manufacture, next to the feature of biodegradability.
The plastics sector in perspective and its dynamics In order to understand better the size of the challenge of replacing petrochemical by bio-based plastics, we discuss first the dimension of the plastics industry in comparison with other bulk materials, the main types of polymers and the dynamics of plastics production to date. We refer here to the polymer industry in its current state, which is dominated by petrochemical polymers (see Chapter 3.1). Compared to other bulk materials, plastics are newcomers. They have been used in substantial quantities for only five to seven decades. In contrast, wood and clay have been used since the existence of mankind, glass for 5500 years, steel for 3500 years, paper for 1900 years, cement for 180 years and pure aluminium for 120 years. In high-income countries, plastics have overtaken aluminium and glass in terms of quantities used (mass) and now account for 6% of the total amount of bulk materials (see Figure 1-3).
Aluminum1%
Plastics6%
Paper & board11%
Cement25%
Bricks & Tiles21%
Crude steel22%
Glass4%
Wood10%
Figure 1-3 EU-27 production of bulk materials in 2004 (in brackets: values in EU-27 in 2004; 920 Mt in total) (See references in footnote to Figure 1-5) The fact that plastics are in a comparatively early stage of their product life cycle explains the particularly high growth rates of plastics production worldwide. For example, plastics production in EU-27 grew by 4.6% p.a. between 1971 and 2006, while the total production of all bulk materials increased by 0.7% p.a. between 1971 and 2004. The world-wide growth rate of plastics is even higher, amounting to 5.9% between 1971 and 2006. In 2006, the global annual production of plastics amounted to 245 Mt (PlasticsEurope, 2007) (see Figure 1-4).
(200 Mt)
(60 Mt)
(90 Mt) (9 Mt)
(190 Mt)
(240 Mt)
(100 Mt)
(30 Mt)
5
0
50,000
100,000
150,000
200,000
250,000
300,000
1950
1953
1956
1959
1962
1965
1968
1971
1974
1977
1980
1983
1986
1989
1992
1995
1998
2001
2004
Year
Th
ou
san
d m
etri
c to
nn
es
World
Europe
Figure 1-4 World-wide and European production of plastics since 1950 in thousand metric tonnes (PlasticsEurope, 2007) As a consequence of the outstanding growth rates for plastics, their share in the overall material mix of industrialized countries has been increasing at the expense of the other bulk materials (see Figure 1-5). This is partly a result of new needs, which can best be fulfilled by plastics (e.g., safety devices such as airbags, mulch films for agriculture and certain medical devices and implants). But to a large extent the increased market share of plastics is caused by material substitution. For example, glass has been substituted for polymers in consumer goods such as computer screens, plastics have made inroads into the traditional applications of glass and paper/board in packaging and they have replaced metals in many components of consumer goods (e.g. cameras, car bumpers) and buildings (window frames and insulation materials).
6
0
50,000
100,000
150,000
200,000
250,000
300,000
1950
1953
1956
1959
1962
1965
1968
1971
1974
1977
1980
1983
1986
1989
1992
1995
1998
2001
2004
2007
Year
Th
ou
san
d m
etri
c to
nn
es
Aluminum Bricks & Tiles Cement Crude steel Glass
Paper & board Plastics Wood
Figure 1-5 Share of bulk materials used in EU-27 in metric tonnes Data sources: Aluminium: RIVM (2008) for the years 1960-1990, EAA (2008) for the years 1980-2006, USGS for the years 1991-2006; Paper & Board: FAO (2008) for the years 1970-2006; Bricks & Tiles: UNSD (2004), (2008) for the years 1970-2005; Plastics: Simon (2008); Cement: (2004) for the years 1970-2000, USGS (2008) for the years 2001-2005; Wood: FAO (2008); Crude steel: IISI (2008) for the years 1970-2007; Glass: CPIV (2008) for the years 1980-2006.
Of all polymers, two thirds are thermoplastics in the narrow sense of the word (see Figure 1-6). This excludes synthetic fibres (13%), which are produced from thermoplastic polymers (polyester, polyamide, acrylics and others). Polyurethanes and elastomers are - depending on the subtype - either thermoplastics or thermosets. The group “Other” in Figure 1-6 represents primarily thermosets and accounts for 14%. An estimated share of 10% of all polymers are used as non-plastics (e.g. as adhesives, coatings and auxiliaries), while the vast majority are plastics (i.e. shaped products). Within the category of thermoplastics, polyolefins represent more than 50% (Figure 1-6). Together with PVC (18%) they account for approximately 70%. If PET (7%) and PS/EPS (8%) are added, the total represents approximately 85% of all thermoplastics (these percentages and the values in Figure 1-6 are world-wide data but the breakdown is essentially identical for Western Europe according to PlasticsEurope (2007).
7
Polyurethanes4%
Elastomers4%
Fibers13%
Others14%
Thermoplastics 65%
Figure 1-6 Worldwide production of synthetic polymers 2007 (Simon & Schnieders, 2009)
There are major discrepancies in the level of plastics use across the world. According to PlasticsEurope (Simon & Schnieders, 2009), there is still a factor of three between the world average per capita demand of plastics (30 kg/cap/a) and the current Western European level (99 kg/cap/a). The current difference between the demand levels in Western European and in Middle/East African countries (10 kg/cap/a) amounts even to a factor of 10. In other words, 15% of the world population (including Western Europe, the NAFTA countries and Japan) account for 50% of the global plastics consumption. Considering the size of this gap, one can expect a long trajectory of sustained growth of polymer production and demand in the developing world. If, for example, in the long term (e.g. by the year 2050) the average world-wide per capita polymer demand would reach 90 kg p.a. (which was approximately the average value of Western and Central Europe in the year 2000), the world-wide production would increase from approximately
8
250 Mt today to more than 850 Mt, i.e. by a factor of 3.5 (assuming a population by 2050 of 9.5 billion (U.S. Census Bureau, 2008)). Whether or not such a development will occur, will depend on many factors, among them world economic growth and the affordability and supply security of resources. For fossil fuels and feedstock, the affordability and supply security clearly depend on geopolitical developments, oil production and processing capacities, the demand in developing countries and depletion-related supply shortages. These factors are reflected in the price levels of crude oil and natural gas, which are likely to strongly influence the further development of fossil fuel-based polymers. Another potentially important determining factor for the future of the polymer industry is the further course of climate policy.
Bio-based plastics as new option In the last few years, increasing (apparent) coupling of the prices of fossil fuels and agricultural products has been observed. There are different views about whether this is primarily a consequence of the use of biomass for energy purposes (primarily biofuels) or whether other reasons are equally or even more important (Banse et al., 2008). Among the other reasons quoted are droughts, increased energy and fertilizer prices, declining global stocks due to changed policies, the increased demand from the developing world and speculation. Until recently, the OECD and other reputable organizations assigned a modest influence to biofuels (Legg, 2008). However, a World Bank report released in July 2008 draws the conclusion, that the large increase in biofuels production in the EU and the USA is indeed the most important reason for the rising food grain prices (World Bank, 2008). The report admits that the empirical evidence is scarce but it agues that there is prevailing consensus among market analysts according to whom speculation is of subordinate importance (which other authors had identified as important factor). At the same time, the World Bank report projects decreasing food prices from 2009 onwards. This seems to be the expected consequence of the proposed action list, which includes – among other measures – “action in the US and Europe to ease subsidies, mandates and tariffs on bio-fuels that are derived from maize and oilseeds” (World Bank, 2008). A cautious conclusion may be that the use of bio-based feedstock in the chemical industry is not a guarantee for safeguarding a high growth potential, also because policies aimed at safe and affordable food supply are likely to be given more importance. The chemical industry can probably nevertheless reduce its business risks by extending its resource base through the use of bio-based feedstock. This is supported by the fact that the prices of agricultural commodities have increased by far less than those of crude oil.
Today, public concern about the environment, climate change and limited fossil fuel resources are important drivers for governments, companies and scientists to find alternatives to crude oil. Bio-based plastics may offer important contributions by reducing the dependence on fossil fuels and the related environmental impacts.
9
As shown earlier in Figure 1-7, 85% to 90% of today’s total plastics are standard plastics. Bio-based plastics will therefore be able to substantially reduce the chemical industry’s environmental footprint only if bio-based plastics manage to conquer a meaningful share of standard plastics. Bio-based plastics have a higher product value than biofuels (e.g. ethanol) but their product value is lower than for special and fine chemicals and pharmaceuticals. Also the value added created by bulk bio-based plastics will take an intermediate position. While the replacement by conventional bulk plastics may be a long-term goal, plastics applied for higher value applications are nevertheless of interest today because they could pave the way for bio-based bulk products. Therefore all materials that have the potential to be applied in large quantities from a technical point of view will be included in this report. There are three principal ways to produce bio-based plastics, i.e. i) to make use of natural polymers which may be modified but remain intact to a large
extent (e.g. starch plastics); ii) to produce bio-based monomers by fermentation or conventional chemistry (e.g. C1
chemistry) and to polymerize these monomers in a second step (e.g. polylactic acid); iii) to produce bio-based polymers directly in microorganisms or in genetically modified
crops. As we will show in this report, the first way is by far the most important, followed by the second; we are not aware of any meaningful quantities being produced according to the third pathway. Developing a new plastic and introducing it to the market is a major challenge because the newcomers must compete with the existing petrochemical plastic, for which the production and use has been optimized for decades and which are well known in the entire supply chain. Considering also that all of today’s standard bulk plastics were introduced to the market 50 and more years ago, some experts have expressed doubts about whether new plastics would have any chances to succeed in the marketplace (Lemstra, 2005). Further aspects that have been put forward as counterarguments are the competition from plastics producers from the Middle East (especially from the Arabic peninsula) and China and the low margins in plastics production. Although these factors cannot be denied, the investments made and announced for new bio-based plastics indicate that they have a potential to be produced on large scale and to revolutionize the existing production methods in the chemical industry. In the last few years it has become increasingly clear that a very broad range of plastics can be produced fully or partially from biomass and that these plastics can be tailored to be fully or partially biodegradable (see Figure 1-8). As we will see in Chapter 2, these opportunities are increasingly being exploited by entrepreneurs. There is hence no doubt anymore that new bio-based plastics can be successfully commercialized. As a consequence, the focus of attention has shifted and the types of concern have gradually changed over time. Since analogies are seen with biofuel production, which is clearly ahead of bio-based plastics in terms of the quantities produced, the main issues are the distortion of food markets, the land use requirements (for food versus feed versus materials, including bio-based
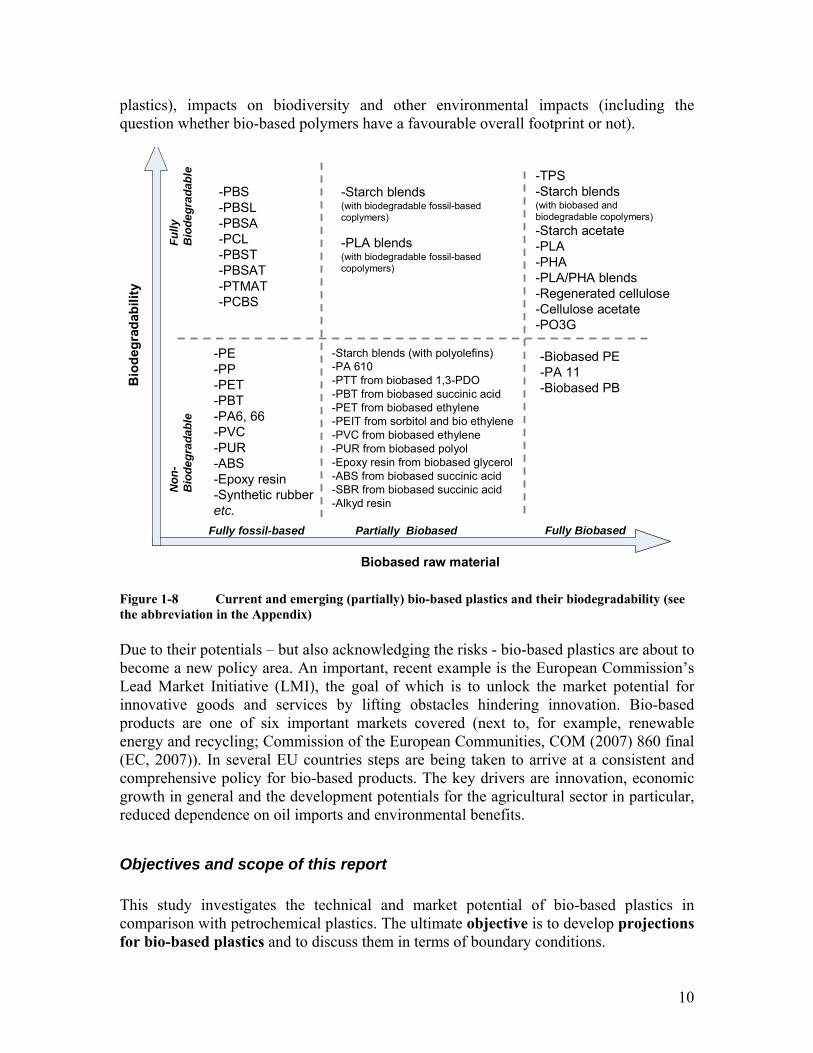
10
plastics), impacts on biodiversity and other environmental impacts (including the question whether bio-based polymers have a favourable overall footprint or not).
-Starch blends (with polyolefins)-PA 610-PTT from biobased 1,3-PDO-PBT from biobased succinic acid-PET from biobased ethylene-PEIT from sorbitol and bio ethylene-PVC from biobased ethylene-PUR from biobased polyol-Epoxy resin from biobased glycerol-ABS from biobased succinic acid-SBR from biobased succinic acid-Alkyd resin
Figure 1-8 Current and emerging (partially) bio-based plastics and their biodegradability (see the abbreviation in the Appendix) Due to their potentials – but also acknowledging the risks - bio-based plastics are about to become a new policy area. An important, recent example is the European Commission’s Lead Market Initiative (LMI), the goal of which is to unlock the market potential for innovative goods and services by lifting obstacles hindering innovation. Bio-based products are one of six important markets covered (next to, for example, renewable energy and recycling; Commission of the European Communities, COM (2007) 860 final (EC, 2007)). In several EU countries steps are being taken to arrive at a consistent and comprehensive policy for bio-based products. The key drivers are innovation, economic growth in general and the development potentials for the agricultural sector in particular, reduced dependence on oil imports and environmental benefits.
Objectives and scope of this report This study investigates the technical and market potential of bio-based plastics in comparison with petrochemical plastics. The ultimate objective is to develop projections for bio-based plastics and to discuss them in terms of boundary conditions.
11
The geographical scope of the study is, in first instance, Western Europe for the market projections. In addition, a global viewpoint will be taken in order to account for the global availability of technology and of many raw materials and in order to reflect global developments in production. The time horizon of this prospective study is the year 2020. The base years chosen for the analysis are 2003, 2007, 2013 and 2020. Relevant historical developments are studied both for bio-based and for petrochemical polymers. With regard to the type of products and their production the scope of this study can be further specified as follows:
The focus is on bio-based plastics and not on biodegradable plastics. Bio-based plastics can be, but are not necessarily, biodegradable. For example, starch plastics are generally biodegradable while bio-based polyethylene is not biodegradable. Moreover, several petrochemical (co-)polymers exist that are biodegradable. Biodegradability is therefore not a selection criterion for inclusion in this study.
Neither is the share of biogenic carbon in the product a selection criterion. As a consequence, both plastics with a high share of embodied biogenous carbon (max. 100%) and plastics with a low share are taken into account. The rationale behind this decision is that high shares of embodied biogenous carbon may lead to relatively high plastics prices, leading to a limited market volume and therefore limited environmental benefits. In contrast, allowing plastics with a lower content of renewable carbon to enter the market without restriction could offer more cost-effective solutions (greater environmental benefits at lower cost).
The primary interest of this study is the replacement of bulk petrochemical plastics by bio-based plastics that can also be produced at large scale. Since upscaling of production technology and the development of the market takes time, we include also materials which will first serve higher value applications but could be used for bulk applications in the medium to long term.
Natural fibres and natural fibre composites are - in general excluded - since this report focuses on the bio-based polymers used as polymer matrix. Starch composites are included where starch is used as polymer matrix. It should, however, be noted that the industrial use of natural fibres is growing and that the available environmental assessments show low environmental impacts compared to their synthetic counterparts (Deimling et al., 2007, Patel, 2008). This indicates also very interesting possibilities for combining natural fibres with bio-based polymers. To acknowledge these developments, we briefly address them in Chapter 2.2 (see Box 2-1).
Natural rubber (caoutchouc) is excluded because the production capacities (plantations) are limited and cannot be easily extended. Moreover, natural rubber is used in specific applications (e.g. tyres for airplanes and trucks) due to its outstanding
12
quality compared to synthetic rubber. To our knowledge there is so far no bio-based production process which could replace natural rubber.
Regarding the three principal ways to produce bio-based plastics we limit ourselves in this report to i) the use of natural polymers which may be modified but remain intact to a large
extent (e.g., starch polymers), ii) the production of bio-based monomers by fermentation or conventional chemistry
(e.g., C1 chemistry), followed by polymerization. We exclude bio-based polymers that are directly produced in microorganisms or in genetically modified crops (third pathway) because the large-scale application of this pathway seems rather unlikely from today’s perspective.5
The key selection criteria for the bio-based plastics covered by this study are the proximity to or the realization of commercialization but also the potential market volume. This means that plastics and plastics precursors that have been discussed in literature as potential bulk products but for which there are no evident signs of “take-off” are generally not included in this study (e.g., levulinic acid). Exceptions are made for technically feasible plastics with potentially very large market volumes.
To summarise, the approach taken in this study obviously results in some limitations which need to be taken into account in the interpretation phase (see also section “Preliminary remarks” at the beginning of the report). However, the analyses presented in the following do allow us to gain understanding of the potential of bio-based plastics in comparison with petrochemical plastics and to derive some conclusions for policy makers.
Structure of the report Apart from the introductory chapter (Chapter 1) this report is divided into three chapters. The main purpose of Chapter 2 is to provide an overview of the main types of bio-based polymers with regard to their chemical composition, their production, properties, the technical substitution potential, application areas, current and emerging producers and the product prices. In total, eleven polymers or polymer groups were studied based on in-depth literature research (printed publications, internet) and expert interviews. The overall goal of Chapter 3 is to develop projections for the production of bio-based polymers until 2020. As the first step, the influencing factors and boundary conditions for the future production and use of bio-based polymers are identified and discussed (Section 3.1-3.5). On this basis market projections are presented in Section 3.6. Chapter 4 finally draws overall conclusions about the prospects of bio-based plastics.
5 To our knowledge, the third pathway is currently only relevant for polyhydroxyalkanoates (PHA). Although commercialisation efforts are underway for PHA, bulk volume applications appear to be still many years off.
13
2. Existing and emerging bio-based bulk plastics This chapter discusses eleven emerging groups of bio-based plastics. As explained in Chapter 1 the main objective of this study are bio-based plastics; however, we also discuss bio-based polymers used for non-plastic applications wherever they have been of historical importance. For each of the eleven bio-based plastics, an overview is given of their chemical composition, the production process, their properties, the technical substitution potential, application areas, current and emerging producers and the product prices. The order followed in this chapter roughly represents the current importance of each group of bio-based plastic in terms of production volumes in Europe (see Table 2-1 and Table 2-2). Starch plastics are by far the most important bio-based plastics. Starch polymers have played an important role for many decades in non-plastic applications and have been more recently a frontrunner in bio-based plastics (however, in comparatively very small quantities). Cellulose has a long history in man-made fibre production and has also been used for many decades in non-plastic applications. In the last few years, there is renewed interest in cellulose films but the quantities produced are so far quite small (produced by Innovia in UK). Polylactic acid (PLA) and its monomer lactic acid have entered the market rather recently for use in plastic applications; worldwide, they are currently produced in two large-scale plants (70 kt PLA capacity by NatureWorks in the USA and 75 kt capacity lactide by PURAC in Thailand). (Partially) Bio-based polytrimethylene terephthalate (PTT) is produced from petrochemical terephthalic acid (or dimethyl terephthalate, DMT) in combination with bio-based 1,3-propanediol (PDO), for which DuPont has a plant with a capacity of 45 kt p.a. in the USA. Selected polyamides (nylon types) have been produced at industrial scale for a longer period of time but the production quantities are kept confidential (the total production may amount to several tens of kilotonnes). For PHA, Metabolix and ADM are currently building a plant of 50 kt in the US and several other companies have announced activities including Meredian’s announcement of 270 kt in 2011 in the US and Tianan’s increase of capacity to 20 kt in China, on top of its current capacity of 2,000 tonnes. DSM announced the investment in a Chinese company GreenBio to produce 10,000 tonnes per year PHA in 2009. Bio-based polyolefins will be produced by Braskem and a joint venture of Dow and Crystalsev in plants with 200 kt and 350 kt capacity respectively; these plants will be taken in operation in Brazil in 2009 and 2012 respectively. Solvay announced to build a plant in Brazil for the production of 60 kt bio-based ethylene which will serve to produce PVC with a bio-based carbon backbone; the start-up is scheduled for 2010. 6 The plastics listed in Table 2-1 under the category “Other thermoplastics” (No. 9) are to our knowledge not yet produced commercially as (partly) bio-based products. Essentially all of these materials are, however, commercially manufactured from petrochemical feedstocks. Most recently, PUR made from vegetable-oil-based polyol has become commercially available (No.10) from many major PUR producers in the world such as Cargill, Dow, Bayer and BASF. Among the bio-based thermosets, epoxy resin made from bio-based instead of petrochemical epichlorohydrin is a newcomer (No. 11a), with
6 Please find the source of information of these company announcements in the respective chapters.
14
approximately 210 kt production capacity currently in construction. There seem to be several producers of epoxidized vegetable oil (No. 11b) – among them Arkema – but the available production capacities are kept confidential. The most commonly used diol for manufacturing petrochemical unsaturated polyester (UP) is propylene glycol (1,2-propanediol; No.11c); Ashland and Cargill announced in May 2007 plans to build a 65 kt p.a. plant for the production of propylene glycol from glycerol. Ashland is also offering a unsaturated polyester made from bio-based 1,3-propanediol, which is produced by DuPont (No.11c); the total production capacities of this polyester resin are unknown. Alkyd resins have historically been produced using vegetable oil as one of the inputs (No.11d). Bio-based plastics that are not covered in this study are chitin (a polysaccharide; mainly produced from shellfish waste), proteins (such as collagen, casein and zein; the latter two are mainly used for non-plastic applications) and amino acids (e.g. polyaspartic acid; mainly used for non-plastics). The potential volumes of these products are considered too small to be included in this study. With the exception of starch composites, also natural fibre composites are excluded. Table 2-1 Overview of currently most important groups and types of bio-based plastics
No Bio-based plastics (group) Type of polymer Types/Structure/Production Method
Various Syngas by gasification of biomass, and synthesis of methanol, reacted with other compounds
d. Propylene-based compounds (e.g. PP, polyacrylates, PUR, PA )
Various
Thermochemical propylene production via bionaphtha plus steamcracking or via biomethanol, followed by Lurgi’s methanol-to-propylene (MTP) process or UOP’s methanol-to-olefins process.
10. Polyurethanes (PUR) Polyurethanes React polyol with isocyanate. Bio-based polyol can be produced from vegetable oils.
11. Thermosets Cross-linked polymers
a. Epoxy resins Epoxy resin
Diglycidyl ether of bisphenol A (DGEBA) derived from bisphenol A and epichlorohydrin (ECH). ECH can be produced by glycerine-to-epichlorohydrin (GTE) process; glycerine is a by-product of bio-diesel production.
b. Epoxidised vegetable oils Epoxide Addition of oxygen to alkenes c. Thermosets based on 1,2-PDO and 1,3-PDO
Unsaturated polyester
Polycondensation of unsaturated and saturated dicarboxylic acids with diols.
d. Alkyd resins Alkyd resin Condensation polymerization of polyols, organic acids and fatty acids or triglyceride oils.
Table 2-2 lists the current and potential large volume producers of bio-based plastics together with their current and future production capacities. The table also reports whether the feedstock is partly bio-based (PBB) or fully bio-based (FBB) and whether the plastic is partly biodegradable (PBD) or fully biodegradable (PBD). In Europe, the total production capacity of all bio-based plastics amounted to 0.14 Mt in 2007 and may range between 0.4 Mt and 1.3 Mt in 2020. World-wide, bio-based plastics add up to a total production capacity of 0.36 Mt in 2007 and to 1.5-4.4 Mt in 2020. These production capacities and their development over time will be discussed in detail in Chapter 3.
16
Table 2-2 Current and potential large volume producers of bio-based, or potentially bio-based and/or biodegradable plastics (1/8)
Production capacity, Europe (kt p.a.) Production capacity, World (kt.p.a.) Producer (O, C, C/O)a
Table 2-2 Current and potential large volume producers of bio-based, or potentially bio-based and/or biodegradable plastics (Continued, 2/8) Production capacity, Europe (kt p.a.) Production capacity, World (kt.p.a.) Producer
Clarifoil CA films PBB n/a 5 [4] 5 5 5 5 [4] 5 5 5
Lenzing (O) GLO
Lenzing Viscose, Lenzing Modal, Tencel
Viscose, modal and �encel fibres
FBB FBD 590 [15]
Birla (O) IN /TH /ID
Birla cellulose Viscose and modal staple fibres
FBB FBD 500 [16]
Formosa Chemicals & Fibre (O)
TW Viscose staple fibres
FBB FBD 140 [16]
Kelheim (O) DE Danufil, Galaxy, Viloft
Viscose staple fibres
FBB FBD 72 [16]
Enka (O) DE Enka Viscose Viscose filament
FBB FBD
Glanzstoff (O) AT
Viscord Austria, Viscord Bohemia
Viscose filament
FBB FBD
National Rayon (O)
IN Viscose filament
FBB FBD
Century Rayon (O)
IN Viscose filament
FBB FBD
Celanese (O) US CA flakes, tows and filament
PBB n/a 250 [16]
Eastman (O) US CA tows and filament, CAB, CAP
PBB n/a 200 [16]
18
Table 2-2 Current and potential large volume producers of bio-based, or potentially bio-based and/or biodegradable plastics (Continued, 3/8) Production capacity, Europe (kt p.a.) Production capacity, World (kt.p.a.) Producer
Table 2-2 Current and potential large volume producers of bio-based, or potentially bio-based and/or biodegradable plastics (Continued, 4/8) Producer (O, C, C/O)a
Trade name(s)
Polymer type(s)
BB&BD a Production capacity, Europe (kt p.a. ) Production capacity, World (kt.p.a.)
Weilida CN Stopped in 2007 FBB FBD 10 [23,24] c 10 10
Toyota JP Stopped in 2007 FBB FBD 1
Hycail NL stopped in 2006 FBB FBD 1 [27] 1
PTT from bio-based 1,3-PDO
10 10 10 10
DuPont (O) US Sorona PTT from bio-based 1,3-PDO
PBB NBD 10 [28], e 10 10 10
Bio-based Polyamide (PA)
5 5 5 5
Arkema (O) FR/ US/ CN
Rilsan 11 PA11 FBB NBD 5 [4] 5 5 5
BASF (O) DE Ultramid Balance
PA610 PBB n/a
Toray (O) JP Amilan PA610 PBB n/a
20
Table 2-2 Current and potential large volume producers of bio-based, or potentially bio-based and/or biodegradable plastics (Continued, 5/8) Production capacity, Europe (kt p.a.) Production capacity, World (kt.p.a.) Producer
Biomatera (C) CA Biomatera PHBV FBB FBD Beijing Tianzhu (C)
CN PHBH FBB FBD
Jiangmen Biotec (C)
CN PHBH FBB FBD
Tianjin Northern Food (C)
CN PHB FBB FBD
Shantou Lianyi (C)
CN PHB FBB FBD
Jiangsu NanTian (C)
CN PHB FBB FBD
Shenzhen O'bioer (C)
CN P(3HB-co-4HB)
FBB FBD
Shandong Lukang (C)
CN MCL PHA FBB FBD
Shijiazhuang Pharma.Co. (C)
CN unknown FBB FBD
21
Table 2-2 Current and potential large volume producers of bio-based, or potentially bio-based and/or biodegradable plastics (Continued, 6/8) Production capacity, Europe (kt p.a. ) Production capacity, World (kt.p.a.) Producer
Table 2-2 Current and potential large volume producers of bio-based, or potentially bio-based and/or biodegradable plastics (Continued, 7/8) Production capacity, Europe (kt p.a. ) Production capacity, World (kt.p.a.) Producer
Table 2-2 Current and potential large volume producers of bio-based, or potentially bio-based and/or biodegradable plastics (Continued, 8/8) Production capacity, Europe (kt p.a. ) Production capacity, World (kt.p.a.) Producer
Unsaturated polyester based on bio-based 1,2 propanediol
PBB NBD
-
Unsaturated polyester based on bio-based 1,3 propanediol (PDO)
PBB NBD
24
Data Sources: [1] (Novamont, 2003a); [2] (Degli Innocenti, 2008); [3] (Facco, 2007); [4] (Monte & Gahle, 2008); [5] (Schmidt, 2008); [6] (Gross & Kalra, 2002); [7] (Rodenburg, 2003); [8] (Geuskens, 2008); [9] (BIOP, 2009); [10] (Limagrain, 2006); [11] (Bioplastics Magazine, 2007a); [12] (Livan, 2008); [13] (Cereplast, 2008a); [14] (Sweetman, 2007); [15] (Schmidtbauer, 2008); [16] Own estimation based on (Bachinger, 2006); [17] (Vink, 2009); (NatureWorks LLC, 2009) [18] (PURAC, 2008c), including PLA volumes at PURAC partners; [19] (Eldridge, 2007b); [20] (GCC, 2008); [21](Isao, 2008); [22] (Ren, 2007); [23] (Biopack, 2007); [24] (Grundmann, 2008); [25] (Mühlbauer, 2007); [26] (Tate & Lyle, 2007); [27] (Hycail, 2003); [28] (Tate & Lyle, 2006); [29] (Lunt & Rouleaux, 2007); [30] (Telles, 2008); [31] (P&G, 2003); [32] (Kaneka, 2007); [33] (PHB Industrial, 2003); [34] (P&G, 2007); [35] (DSM, 2008); [36] (Biomer, 2003); [37] (Braskem, 2007); [38] (Chemical Week, 2009, Dow, 2007b); [39] (Solvay, 2007b); [40] (IFS, 2007); [41] (BASF, 2008a); [42] (Ginss, 2004); [43] (Dow, 2007c); [44] (Solvay, 2007a); [45] (Solvay, 2007c); [46] (DSM & Roquette, 2008); [47] (Xinfu Pharm, 2007); [48] (Hexing Chemical, 2007); [49] (Hanjiang, 2007); [50] www.pyraplast.com; [51] (Deligio, 2007); [52] (Sherman, 2007); [53] www.merquinsa.com Notes: a BB= Bio-based; BD= Biodegradable, FBB= Fully bio-based; PBB = Partially bio-based; NBB = Non bio-based; FBD= Fully biodegradable; NBD = Not biodegradable; O = plant in Operation; C = plant being Commercialized (currently may have no production or only pilot scale production); C/O = plant has been commercialized and is on the way of large scale operation; n/a = information not available b Estimated by European Bioplastics. Novamont claimed the capacity of 2020 is still “underplanning” (Degli Innocenti, 2008). c The company had scheduled the construction in 2007 but this has been postponed according to (Grundmann, 2008). It is not clear when the project will be started again. Therefore the announced capacity (10,000 t.p.a.) is not counted into the total projection. d We assume that Tate & Lyle took over all the capacity that Hycail had. e This is estimated based on 40 kt 1,3-PDO capacity announcement by Dupont and Tate & Lyle in 2006 (Tate & Lyle, 2006). f This is the capacity from the collaboration of P&G and Kaneka in 2003. g The announced capacities are for polyethylene (1 t polyethylene requires 1 t ethylene). The production was originally scheduled to start in 2011. In Febuary 2009 Dow announced to delay it to 2012 (Chemical Week, 2009). h The announced capacity is for ethylene. 60 kt ethylene will be used to manufacture 360 kt PVC. i Estimated based on 6 t/day production and half capacity has been used according to (IFS, 2007). j 15 kt was Eastman Japan EastarBio’s capacity, which has been acquired by Novamont. k Includes PET production, no separate figure available. l Includes PCL and PCBS, no separate figure available. m According to (Dow, 2007c), the 150 kt epichlorohydrin will be used to manufacture 100 kt liquid epoxy resin (LER), a simultaneous investment with the epichlorohydrin plant in China. n PURAC started up a lactic acid plant in Thailand with capacity of 100,000 tonnes per annum in 2007. The lactic acid from this plant is used for food, feed, pharmaceutical, chemicals and technical applications. In the future PURAC plans to use the lactic acid from this plant entirely for technical applications. A lactide plant with the capacity of 75,000 t.p.a. will be built next to the lactic acid plant. Lactide is the monomer of PLA. o Estimated based on [51]. Data refer to PUR equivalents (NOT polyol). See text in Section 2.10. p Estimated based on [52]. Data refer to PUR equivalents (NOT polyol). See text in Section 2.10 q Merquinsa aims to ship one-third of their TPU product based on renewable resources in 2-4 years (Moore & Deligio, 2008). Giving the current capacity of Merquinsa’s TPU which is 19 kt p.a., it is estimated that in 2012, the bio-based TPU will increase to 19 kt X 33% = 6.6 kt.p.a.
25
2.1 Starch plastics Starch is the major storage carbohydrate (polysaccharide) in plants. It is available in abundance surpassed only by cellulose as a naturally occurring organic compound. Starch is composed of a mixture of two polymers, an essentially linear polysaccharide – amylose (Figure 2-1) and a highly branched polysaccharide – amylopectin (Figure 2-2). The building block for both polymers is the glucose monomer. A starch chain is typically made up of between 500 and 2000 glucose units linked in the 1,4 carbon positions (Nolan-ITU, 2002). The level of amylopectin (typically 75%) varies between different starch types, as does the level of amylose (Daniel et al., 2000).
OH
OHHO
H
H
HOCH2
H
H
O
O
OH
OH
H
HOCH2
H
H
O
O
OH
OH
H
HOCH2
H
H
O
OH
H
nOH
OHHO
H
H
HOCH2
H
H
O
O
OH
OH
H
HOCH2
H
H
O
O
OH
OH
H
HOCH2
H
H
O
OH
H
n Figure 2-1 A section of the amylose molecule showing the repeating anhydroglucose unit
OH
OH
H
HOCH2
H
H
O
HOCH2
OH
OH
H
H
H
O
Side chain
O
OH
OH
H
HOCH2
H
H
O
O O
OH
OH
H
HOCH2
H
H
O
Main chain
OH
OH
H
HOCH2
H
H
O
HOCH2
OH
OH
H
H
H
O
OH
OH
H
H
H
O
Side chainSide chain
O
OH
OH
H
HOCH2
H
H
O
O
OH
OH
H
HOCH2
H
H
O
O O
OH
OH
H
HOCH2
H
H
O
O
OH
OH
H
HOCH2
H
H
O
Main chain
Figure 2-2 A section of the amylopectin molecule showing the two different types of chain linkages Starch is unique among carbohydrates because it occurs naturally as discrete granules. This is because the short branched amylopectin chains are able to form helical structures which crystallise (Daniel et al., 2000). Starch granules exhibit hydrophilic properties and strong inter-molecular association via hydrogen bonding due to the hydroxyl groups on the granule surface. Contrary to all other polymers covered in this report with the exception of cellulose, starch has a long history of use in non-plastic applications. The related quantities are large and the economic importance of starch use for non-plastic applications is very substantial. This chapter therefore begins with an outline of these historical applications (Section 2.1.1) before proceeding with emerging starch plastics (Section 2.1.2-2.1.8).
26
2.1.1 Starch polymers for non-plastic applications
Starch polymers for non-food non-plastic applications represent a mature sector with limited growth. In Europe, 17% of the total consumption of starch is used for bioethanol production, 33% is dedicated to other non-food purposes and 50% are used as food and feed. Within the non-food sector excluding biofuels, starch for non-plastic applications represents the lion’s share (>90%), while starch plastics (Section 2.1.2 and following) are still small (<10%). By far the most important non-plastic application of starch is corrugated board and paper making, representing a demand of nearly three Mt, which is approximately 70% of the total demand for starch used in Europe for non-food purposes (without ethanol; see Table 2-3). Here, starch and starch derivatives are used primarily as sizing agents, the purpose of which is to improve parameters such as absorption of liquids, writing and printing ability, surface hydrophobicity, dimension stability and machine operability. The next most important non-food application in terms of quantities is the production of chemicals and pharmaceuticals. Important examples are the use of starch and starch derivatives as adhesives and binding materials in textile finishing and cosmetics ingredients. In other fields, for example crude oil extraction, starch functions as a suspending agent and maintains drilling fluid viscosity and decreases fluid loss (Daniel et al., 2000). Table 2-3 Overview of starch use for food and non-food purposes in Europe in 2007 Sector Consumption
106 tonnes % (total) % (of non-food, non-fuel)
Food/Feed, Total [1] 5.6 50% - Confectionery & drinks 2.9 26% - Processed food 2.6 23% - Feed 0.1 1% - Non-food (without starch for ethanol used as fuel), Total [1]
3.7 33% 100%
Corrugating & paper making 2.6 23% 70% Pharmaceuticals & chemicals 0.7 6% 19% Other non-food 0.4 4% 11% Fuel ethanol [2] 1.9 17% - Total 11.2 100% - [1] Data source: AAF (2009); [2] Based on own estimate. In 2007 Europe produced about 1.7 million tonnes fuel ethanol, consuming 3,555 kt grain, 813 kt cane and beet molasses, 398 kt sugar beet and 149 kt wine alcohol (FO Litcht, 2008). The grains used for fuel ethanol in Europe are primarily maize and wheat. It is assumed that yields of starch are 0.65 kg/kg maize and 0.40 kg/kg wheat.
2.1.2 Starch plastics – Types and importance
Starch plastics have been the frontrunners of the renaissance of bio-based polymers on the plastics market over the last 20 years. They have been used in packaging and short-lived consumer goods. This new class of materials has experienced very substantial growth and technology innovation. Compared to other uses of starch as presented in
27
Table 2-3, starch plastics are a comparatively small, emerging sector which is, however, developing very rapidly. Over years, starch plastics have been designed to potentially replace petrochemical plastics. Thermoplastic starch is biodegradable, combustible and can be fabricated into finished products such as mulch film and loose fills through existing technology. Because of the relatively low cost, polymers based on starch can be an attractive alternative to polymers based on petrochemicals. By blending with other co-polymers, a wide range of material grades with diverse properties (e.g. regarding rigidity versus flexibility) is obtained, allowing application in a broad scale of applications. However, native starch by itself is unsuitable for most applications due to various disadvantages, with the most important ones being its brittleness and hydrophilicity. Moreover, the melting point of starch is higher than the thermal decomposition temperature, resulting in poor thermal processability. In order to overcome these disadvantages (at least partially) native starch is processed chemically, thermally and/or mechanically. Commercialised in the last decades, today starch plastics are one of the most important polymers in the bio-based polymer market. In Europe, the production capacity of starch plastics increased from 30,000 metric tonnes per year in 2003 to approximately 130,000 metric tonnes in 2007, representing an average annual growth of nearly 50%. Most of the starch plastics are used for packaging applications, including soluble films for industrial packaging, films for bags and sacks, and loose fills. The emerging applications are components for automobiles (e.g., tyre fillers, panels), electronic devices, household appliances and other durable applications. Leading European producers with well established products in the market include Novamont, Biotec, Rodenburg, BIOP, Limagrain and PaperFoam. The raw materials of starch plastic are corn (maize), wheat, potato, cassava, tapioca and rice. Some companies make use of waste flows, e.g., Rodenburg in the Netherlands uses potato peels from the production of French fries as feedstock. Starch plastic producers in the EU are currently employing a policy of avoiding feedstocks made from genetically modified (GM) crops due to the ongoing debate and adverse public opinion relating to GM crops.
2.1.3 Production of starch plastics
Figure 2-3 illustrates the main proprietary technologies and processing steps leading to commercial starch plastic products as found in literature and obtained from private communications with producers. Figure 2-3 is necessarily open to interpretation; e.g. the addition of chemicals leading to alteration of the structure of starch is described variously as ‘chemical modification’ when the starch is in its native form, and as ‘blending’ when the starch is thermoplastic. With reference to Figure 2-3, we may distinguish between five main groups of starch plastics emerging from the primary processing step, namely:
- Partially fermented starch - Destructurised starch, also referred to as thermoplastic starch (TPS) - Chemically modified starch
28
- Starch blends - Starch composites.
These are not mutually exclusive categories because, for example, destructurised starch (TPS) and also chemically modified starch are used for producing blends and composites.
Partially fermented starch
In the production of Partially Fermented Starch (a term used here to refer specifically to the product manufactured by Rodenburg Biopolymers B.V.) (Geuskens, 2008), the raw material is potato waste slurry originating from the food industry (e.g., slurry waste from potato chips production). This slurry mainly consists of starch (72% of the dry matter, DM), with the remainder being proteins (12%DM), fats and oils (3%DM), inorganic components (10%DM) and cellulose (3%DM). The slurry is firstly purified with cyclone (by an external supplier) in order to remove proteins, fats and oils (this also avoids odours). The purified potato slurry is dried before it is partially fermented. In the fermentation step, the potato slurry is held in storage silos for about two weeks to allow for stabilisation and partial fermentation. Here a (smaller) part of the starch is converted to lactic acid (via glucose) by means lactic acid bacteria that are naturally present in the feedstock. The product is subsequently dried (10% final water content) and extruded (described below) to obtain thermoplastic properties. To improve the product properties, in the extrusion step palm olein is added. Additives such as titanium dioxide (TiO2) are added depending on the final product. Finally the material is stabilised by another drying step.
Native starch
All starch plastics other than Partially Fermented Starch start from native starch. Native Starch is obtained from the wet milling process and no fermentation process is involved. The production of native starch begins with the extraction of starch from starch crops. Taking the example of corn (maize) (Daniel et al., 2000), starch is extracted from the kernel by wet milling. The kernel is first softened by steeping it in a diluted acidic solution, the coarse fraction is ground to split the kernel and to remove the oil-containing germ. Finer milling separates the fibre from the endosperm which is then centrifuged to separate the less dense protein from the more dense starch. The starch slurry is then washed in a centrifuge, dewatered and dried prior to extrusion or granulation. The native starch is always subject to further processing by mixing, extrusion and/or blending to obtain a pure or blended starch plastic, or starch composites, or by chemical modification to obtain starch derivatives.
Destructurised starch is formed by processing native starch in an extruder (single or twin screw extruder): under certain conditions of temperature, pressure, shear, limited water and sufficient time the native crystallinity and granular structure of amylase & amylopectin are almost completely destroyed. The increase in temperature during extrusion increases the mobility of starch granules and leads to the melting of the crystalline structures. The granules swell and take up the plasticiser, shear opens the granule, the starch dissolves and fragments, and intra-molecular rearrangement takes place (Hood, 2003). The resulting material is also referred to as a "molecular dispersion of starch and water" (MDS) (Degli Innocenti & Bastioli, 2002) or – more frequently – as “Destructurised starch” or as “Thermoplastic starch” (TPS). Destructurised starch products are molecularly homogeneous (with both amylose and amylopectin dispersed uniformly throughout the material), have relatively high molecular-weight amylopectin, are not brittle or friable and have superior mechanical properties. Compounders (fillers, additives etc.) can be integrated into the extrusion process to provide the final resin product in one step. This includes also the addition of plasticisers such as glycerol, polyethers and urea, which have the function to reduce the intermolecular hydrogen bonds and to stabilize product properties. By lowering the water activity, plasticisers also limit microbial growth (Weber, 2000). Compared to granular starch, destructurized starch
30
has greatly enhanced processability. However, destructurised starch is of somewhat limited usefulness due to the hydrophilicity and limited mechanical properties. An example of a commercial product of destructurised starch is Bioplast TPS® from Biotec.
Chemically modified starch
Chemically modified starch has been developed to address the problem that starch plastics with high contents of native starch are highly hydrophilic and readily disintegrate when contacted with water. Chemically modified starch is produced by treating native starch with chemicals in order to replace some hydroxyl groups by ester or ether groups. Crosslinking, in which two hydroxyl groups on neighbouring starch molecules are linked chemically is also a form of chemical modification. Crosslinking inhibits granule swelling on gelatinization and gives increased stability to acid, heat treatment, and shear forces (Foodstarch, 2008). Very low levels of chemical modification can significantly improve hydrophilicity, as well as change other rheological, physical, and chemical properties of starch. Chemically modified starch may be used directly in pelletised or otherwise dried form for conversion to a final product. Given the complexity of the processing steps involved, chemically modified starch is expensive and therefore not very widespread. The common type of chemically modified starch, the distinguishing properties and their commercial non-food use are summarised in Table 2-4. Chemically modified starch has been commercially available for many years. Numerous ways of starch modification exist and these are even applied at industrial scale, but they are primarily used for the manufacture of non-plastic products (Table 2-4). This underlines the long history of producing and using starch polymers for non-plastic applications, as outlined earlier in Section 2.1.1. Table 2-4 Properties and uses of various chemical modified corn starch (Daniel et al., 2000)
Type Distinguishing properties Common commercial non-food use
Acid-modified Decreased hot-paste viscosity compared to unmodified starches
Textile sizing agents; as binding materials in cardboard making
Ingredients in antiperspirants and textile printing paste; as oil-well drilling muds, printing ink, charcoal briquette binders, fiberglass sizing, and textile sizing.
Acetylated (ester)
Excellent paste clarity and stability, good freeze – thaw stability; hydrophobic for high degree of substitution starch acetate
Low degree of substitution: Warp sizing in textiles; forming sizes, and surface sizes in paper making. High degree of substitution: thermoplastic molding and in films as plasticizer.
Wet-end additives in paper making; sizes in textile (polyester) and thickeners in textile printing inks.
Hydroxypropyl (ether)
Increased paste clarity, reduced retrogradation, good freeze – thaw stability
Surface sizing and wet ends in paper making; low DS starch ethers are used as warp sizing in textiles.
31
R&D on chemically modified starch has included its use in starch blends and starch composites. Guan and Hanna have developed several processes at the lab scale to produce packaging foams/loose fills from the extrusion of starch acetate, mixed with PLA, Mater-Bi or EastarBio (Guan et al., 2004), reinforced with natural fibres (Guan & Hanna, 2004), and through different extrusion conditions (Guan & Hanna, 2006). These studies show that starch acetate foams are excellent in terms of functionality as a foam material. However, there does not seem to be any commercial production of starch acetate loose fills so far, probably due to the high production cost and the complexity of the process (Hanna, 2008). Current research and development has paid much attention to heterogeneous catalysts which have the potential to greatly reduce the production cost and to make the modification process more environmentally friendly (Hanna, 2008). Industrial R&D has dealt with starch acetate products, such as BIOParen SA from BIOP. BIOP expects about 5 to 8 years of development before the starch acetate product will be commercialised (BIOP, 2008). The targeted application area is confidential. A very interesting and already commercialised application of chemically modified starch is its use as a bio-polymeric filler to substitute partially carbon black in tyres (between 5-10 wt-%; replacing carbon black and silica: 10-20 wt-%). This technology has been jointly developed by BMW, Goodyear and Novamont and it is being applied by Goodyear for the production of a certain type of tyre. A new generation of starch fillers is able to further decrease the rolling resistance (Degli Innocenti, 2008).
Starch blends
Starch blends are produced by processing destructurized starch (TPS), chemically modified starch or sometimes even native starch in combination with petrochemical, bio-based or inorganic compounds into a (microscopically) homogenous material. Today, starch blends are produced at a large scale by several companies (e.g., Novamont, Biotec, BIOP, Cereplast) based on a variety of patents. Blending usually takes place during extrusion in a process of ‘reactive blending’ Reactive blending implies that the starch is bonded covalently (Kalambur & Rizvi, 2006) and/or by van der Waals forces with other polymers. The starch content in a blend varies from 30% to 80% by mass depending on the end application. In the last years, the majority of the co-polymers have been biodegradable polymers derived from fossil fuel feedstocks, such as Ecoflex®. Thus most starch blends are partially bio-based and fully biodegradable (e.g., Mater-Bi, BIOPar, Bioplast). A list of co-polymers that is commonly used for combination with starch plastics can be found in Table 2-5. Some of the co-polymers can potentially be made from bio-based instead of petrochemical feedstocks, e.g. the succinic acid embodied in PBS, PBSA, PBSL, PBAT and even the butylene component (represented by a “B” in Table 2-5). Other examples of fully bio-based and biodegradable starch blends are blends of TPS or chemically modified starch with PLA (polylactic acid) or PHA/B (polyhydroxyalkanoate/-butyrate).
32
Table 2-5 Common NON-bio-based and biodegradable co-polymers used in starch blends Co-polymer Tradename Company PBS/A (polybutylene succinate / adipate) Bionolle Showa highpolymer
PVOH (polyvinyl alcohol) Celvol Celanese A very recent development is to use petrochemical polymers such as PP and PUR as the co-polymer in starch blends. These starch plastics are partially bio-based but they are not biodegradable. Their manufacturers aim at the replacement of petrochemical plastics in the durable plastic market (e.g., cars). Examples of commercial products are Cereplast HybridTM or BiopropyleneTM which contain approximately 50% starch and 50% polypropylene (Cereplast, 2008a) and BIOPar TPU which contains about 60% starch with aliphatic PUR as the co-polymer (BIOP, 2008). These materials target the durable plastic market (e.g., in cars). This is in contrast with the development some twenty years ago when polyolefin-starch composites were marketed by some companies as being biodegradable. In Europe and the U.S., this development was stopped by the introduction of standards on biodegradability. A summary of the biodegradability and the constituents of fully and partially bio-based starch blends is presented in Table 2-6. Table 2-6 Biodegradability and bio-content of starch blends Biodegradable Non-biodegradable Partially bio-based Starch-PCL
a PBS, PBSL and PBAT can be potentially produced from bio-based succinic acid by fermentation. b These polymers have not been commercially available yet. Starch blends are formed when TPS or native starch is blended with macromolecules (e.g. PCL, PVOH, PBS, PBSL, PBAT, PP) which are able to form a complex with amylose. The complexing agent forms a single helix with amylose, while the amylopectin does not interact and remains in its amorphous state. The starch ‘supramolecules’ are specified by the ratio of amylose to amylopectin, the nature of additives, processing conditions and the nature of complexing agents (Degli Innocenti & Bastioli, 2002).
33
Kalambur and Rizvi (2006) provide a technology overview of preparing starch blends by reactive extrusion. A general chemical reaction scheme is shown in Figure 2-4. Starch blend can be synthesized by reacting a functional plastic with native starch. The functional plastic is obtained by reacting a grafting agent with plastic polymers. Taking the synthesis of a starch-PBS (polybutylene succinate) blend as an example, first the PBS segment is reacted with a grafting agent such as maleic anhydride (MA) to form maleated PBS (MA-grafted PBS) as the functional plastic; then the MA-grafted PBS is reacted with native starch to form starch-MA-grafted PBS blend. Another option is to graft at the monomer level then to polymerise the grafted monomers in order to obtain the blend. A typical example is the starch-PCL blend patented by (Narayan et al., 1999). The starch-PCL blend is synthesized in three steps: 1) polymerize ε-caprolactone monomer into PCL in the presence of small amounts of starch (grafting); 2) extrude starch with plasticisers into TPS; and 3) Blend and extrude the grafted PCL together with TPS and compatabilisers to obtain plastic starch dispersed in a continuous PCL matrix phase.
Figure 2-4 A scheme for synthesizing reactive starch blends (Kalambur & Rizvi, 2006)
Starch composites
A starch composite is made from native starch (or possibly TPS) and one or more constituent materials with significantly different physical or chemical properties and which remain separate and distinct on a macroscopic level within the finished structure. A commercially available product belonging to this product group is PaperFoam®. PaperFoam® is produced from potato starch, mixed with paper fibres (virgin pulp) and additives (Premix). It is converted to final products by a one-step injection-moulding process. The starch content in PaperFoam® is about 70 wt.% while the paper grade pulp contributes about 20 wt.% and the rest are additives. PaperFoam® products are biodegradable and they can be recycled into cardboard and carton (Huisman, 2007). Compared to the market of starch blends, the starch composite market is relatively small and much less players are in the field. However, it is a fast growing industry aiming at durable plastic replacement such as packaging of CD/DVD and of high-value consumer electronics (e.g. mobile phones).
34
Conversion technologies
Starch plastics can be converted into finished product on slightly modified standard thermoplastic resins machinery. Conversion technologies in use include film blowing, extrusion, thermoforming, injection moulding, foaming and extrusion coating.
2.1.4 Properties
The majority of starch plastics are produced via chemical modification and extrusion/ blending of native starch and its derivatives (see Figure 2-3). The chemical, mechanical and thermal properties of a number of these are given in Table 2-7.
Chemical and physical properties
Starch plastics are partially crystalline but much less so than cellulosics. Given the specific gravity (density) of thermoplastic starch (TPS) in the range of 1.21-1.29 kg/cm3, the density of starch plastics is higher than most conventional thermoplastics and also higher than most other bio-based polymers. This decreases the price competitiveness of starch plastics on a volume basis. Thermoplastic starch and starch blend films have reasonable transparency. Starch plastics have low resistance to solvents and oil (Petersen et al., 1999) but this may be considerably improved by blending e.g. with PCL. The range of possible applications for starch plastics is restricted by their sensitivity to moisture and water contact and high water vapour permeability. Other barrier properties (oxygen and carbon dioxide) are moderate to good. The biodegradability of starch plastics largely depends on the biodegradability of the copolymer. High copolymer content can adversely affect biodegradability due to the complex interaction of starch and polyester at the molecular level (Degli Innocenti & Bastioli, 2002). Starch plastics are intrinsically antistatic.
Mechanical and thermal properties
The mechanical properties of starch plastics are in general inferior to petrochemical polymers. Starch plastics are reasonably easy to process but they are vulnerable to degradation. The glass transition point of starch blends generally decreases (corresponding to increasing softness) with increasing content and/or chain length of the copolymer component.
Density (g/cm3) 1.29 1.3-1.5 1.34 1.23 1.2-1.3 1.21 1.26-1.29 1.04 0.92 Tensile strength at yield (MPa)
24 26 31 20-35 38 (TD) 44 (MD)
20-30 16.6 20-25
Elongation at yield (%)
27 900 500-900 400-500 300-1200 9.5 400-700
Flexural Modulus (MPa)
1730 1700 185 25-600 965
HDT (°C) 60 VICAT Softening point (°C)
52.9
Melting Point (°C) 64 110 Biodegradable (Yes/No)
Yes Yes Yes Yes Yes Yes Yes No No
Bio-based (No/Partially/Fully)
Fully Fully Fully Partially Partially Partially Partially Partially No
36
2.1.5 Technical substitution potential
The potential for starch plastics to substitute for other polymers, as indicated in Table 2-8, is seen to be greatest for the polyolefins, namely low density polyethylene (LDPE), high density polyethylene (HDPE) and polypropylene (PP). Blends of thermoplastic starch with synthetic polymers come closest to achieving the mechanical properties of LDPE and HDPE, as well as polystyrene (PS). Good mechanical performance and the ability to resist static cling, combined with biodegradability and water solubility, have enabled starch loose fill for packaging (a blend of TPS and PVOH) to successfully compete for a number of years already with expanded polystyrene (EPS) products (USDA, 1996). In the production of foams and soluble items there is further potential for substitution for EPS, polyurethane (PUR) and paper (BIOP, 2008, Biotec, 2006, Novamont, 2003b). Another established and growing area for substitution is the use of starch as a filler for low rolling resistance automobile tyres (Degli Innocenti, 2008). Table 2-8 Technical substitution potential for starch plastics (the table below gives the views of the companies questioned)
++ full substitution + partial substitution - no substitution
PVC PE-HD
PE-LD
PP PS PM-MA
PA PET
PBT PC POM PUR ABS Other
Novamont + + + + + - + + - - - + -
Biotec + + + + + - - - + - - - +
BIOP ++ ++ ++ + + + - + + - - ++ -
2.1.6 Applications today and tomorrow
In this section we first discuss current and future applications by types of starch plastics and we then provide a more detailed overview of the application areas for the category of starch blends.
Partially Fermented Starch Plastic
Partially fermented starch plastic have so far been used mainly for less demanding applications (in terms of mechanical properties, appearance etc.) for which virgin polymers are not necessarily required. Rodenburg’s Solanyl® is currently used exclusively in injection moulding. Apart from the production of flower pots it is used for packaging and transport (e.g. CD covers) and for certain leisure articles that make use of the feature of biodegradability (e.g., golf pins).
37
Destructurised starch
An example of a commercialised starch plastic made from pure destructurized starch is Bioplast TPS®. TPS is usually blended with other polymers to produce starch blends. It can also be processed solely as thermoplastic plastic. According to Biotec (Biotec, 2006), the major application areas of destructurized starch single used foamed-trays and boxes especially in food packaging, water soluble products and ingestible products.
Chemically modified starch
Because of the complexity of the processing steps involved, chemically modified starch plastic is expensive and therefore not very widespread. In laboratory starch acetate was used for producing packaging foams/loose fills. For example, starch acetate can be mixed and extruded with PLA, Mater-Bi or EastarBio (Guan et al., 2004); it can also be reinforced with natural fibres (Guan & Hanna, 2004) under different extrusion conditions (Guan & Hanna, 2006). Studies show that starch acetate foams are excellent in terms of functionality as a foam material (Guan et al., 2004, Guan & Hanna, 2004, Guan & Hanna, 2006). However, commercial pilot projects of starch acetate loose fills have not been heard of so far due to the high production cost and the complicity of the process (Hanna, 2008).
Starch Blends
As shown in Table 2-9, packaging has been the dominant application area for starch blends. Novamont’s starch blends are used in applications including biodegradable film for compost bags for the collection of green waste. Bioplast starch blends are used for packaging films, shopping bags, strings, straws, tableware, tapes, technical films, trays and wrap film (Biotec, 2007). The relatively high water vapour permeability of starch plastics is useful in applications such as fog-free packaging of warm foodstuffs. Starch blends are also used in catering service such as cups, food trays, knives and forks (Biotec, 2007, Cereplast, 2008c, Livan, 2008). Nearly all starch plastics – including destructurized starch and chemically modified starch – are ultimately used in starch blends. We therefore now provide a more detailed overview by application areas for this category of starch plastics. The agriculture sector is also an important area for starch plastics. Starch blends are used for agricultural mulch film, planters, and planting pots (e.g. Mater-Bi and Biolice). Further novel applications include materials for encapsulation and slow release of active agents such as agrochemicals (Degli Innocenti & Bastioli, 2002). Other small-volume or emerging applications include starch-PVOH blends for diaper backsheets, soluble cotton swabs and soluble loose fillers. Other starch blends are used for cups, cutlery, edge protectors, golf tees, mantling for candles and nets. In the transportation sector, Goodyear has been using Novamont’s starch filler BioTRED since 2001 in its GT3 tyre (sold as EcoTyre). In this application starch
38
nanoparticles replace carbon black which is made from fossil fuels. Benefits include lower rolling resistance, noise reduction, reduced fuel consumption and CO2 emissions, and reduced manufacturing energy requirements (Ilcorn, 2003). There is very high potential for further growth of starch plastics in this application (Novamont, 2003a). Based on a variety of sources we have estimated the amount of carbon black used as filler in tyres to lie in the order of magnitude of 1 Mt in the EU (between 0.5 and >1.2 Mt). In the case of 20% (50% seems also technically possible) weight replacement of carbon black by starch plastics its total market potential would be in the order of 0.5 Mt starch plastics. Hence, for example a 50% penetration rate by 2020, would translate into 250 kt of starch plastics for this purpose. Table 2-9 Main applications for starch blends – share of interviewed company’s total production by market sector (scope: EU27+CH+NORD+EU candidate countries)
Sector % of total production of
Novamont in 2003
% of total production of BIOP in 2007
Packaging 75% 80%
Building 0 0
Agriculture 25% 10%
Textile 0 2%
Transportation 0 2%
Furniture 0 0
Electrical appliances and electronics (E&E)
0 3%
Houseware 0 3%
Others 0 0
Total 100% 100%
Some emerging grades of starch blends are also aiming at the durable plastic market, in particular non-biodegradable starch plastics. An example is Cereplast’s BiopropyleneTM which is made from 50% starch and 50% PP. According to Cereplast, the starch/PP copolymer has a higher tensile strength, modulus and heat distortion temperature than pure petrochemical polypropylene (Flaris & Bagrodia, 2007). With this polymer, Cereplast aims at replacing polypropylene in the automobile industry. It can be also used in durable packaging such as CD and DVD cases, consumer goods, consumer electronics, toys, cosmetic packaging, furniture and construction (Cereplast, 2008b).
2.1.7 Current and emerging producers
An overview of starch polymer producers, as well as the type of starch plastics they manufacture and the production capacities is shown in Table 2-10. The global capacity of the production of starch plastic is estimated at 170 kt in 2007 of which 75% was located in Europe.
39
Table 2-10 Major producers of starch plastics, products, trade names and capacities Company Type of starch
Novamont S.p.A., located in Novara, Italy, is the leading European company and pioneer in the field of starch plastics. Novamont started its research in the area of starch materials in 1989 as part of the chemical group Montedison. Novamont’s objective was to develop materials from natural sources, with performances similar to those of conventional plastics and compostability similar to pure cellulose. In 2007 Novamont increased the production capacity to 40,000 t p.a. The company has scheduled to increase the capacity to 60,000 t.p.a. in 2009 (Facco, 2007). Novamont holds more than 800 patents relating to starch materials technologies, particularly in the area of complexing of starch with synthetic and natural polymers and additives (Novamont, 2007). Its patent portfolio also covers destructurised starch technologies. In 2001, Novamont acquired the film technology of Biotec, including an exclusive license of Biotec’s patents on thermoplastic starch in the films sector (Degli Innocenti & Bastioli, 2002). In 2004, Novamont acquired the EastarBio from Eastman Chemical. EastarBio copolyester has been used commercially in catering and single-use disposable packaging. The German company Biotec produces thermoplastic starch resins and owns a large number of patents for extrusion technologies, blending and modifying of thermoplastic processable starch (TPS). Biotec has pilot scale facilities for blown film extrusion, sheet extrusion, thermoforming and injection molding, and production lines for compounding, granulating and mixing. It produces a range of plasticiser-free thermoplastics under the brand-name Bioplast®, and a pure thermoplastic starch, Bioplast® TPS (Biotec, 2007)
40
The production capacity has been expanded from 2,000 t p.a. in 2003 to 20,000 t p.a. in 2007 (Biotec, 2008). BIOP Biopolymer Technologies in Dresden, Germany, manufactures a pure granulate and blends from potato starch under the trade name BIOPar®. In 2007,, the production capacity amounted to 3,500 t.p.a. The current BIOPar® products are starch blends containing 60% bio-based raw material and 40% non-bio-based but biodegradable copolymers (e.g., Bionolle and Ecoflex). The company is also interested in investing in fully bio-based starch plastics, BIOParen®, including starch/PHA-PHB and starch acetate (BIOP, 2008). Moreover, a new BIOPar® product (starch/PUR) will be soon launched to the market (BIOP, 2008). Rodenburg Biopolymers is to its knowledge the only manufacturer of Partially Fermented Starch. The company is located in Oosterhout, the Netherlands, produces Solanyl®, an extruded granule of thermoplastic potato starch. Rodenburg’s aim is to profitably utilize potato by-products (potato peels from the production of French fries) by converting them into polymers. In 2001 a 7,000 t.p.a. pilot plant was in use. Since then, a 40,000 t.p.a. plant was brought on line. The company is targeting applications where biodegradability is a key requirement, as for example in plastics goods for the horticultural industry. For most applications Solanyl® is, however, blended with synthetic or bio-based polyesters (to reduce hydrophilicity and improve processability) (INFORRM, 2003) which increases the total cost per kg of polymer blend. Limagrain Céréales Ingrédients, owned by Groupe Limagrain - the largest seed breeder in the European Union - produces the corn (maize) or wheat-based starch plastic Biolice® for agriculture mulch films and carrying bags since 2005. In the Biolice process, grains are ground into flour and directly extruded to produce granules which are then processed to create films (ETAP, 2006). Different from other starch plastics products, Biolice® is produced from cereals without starch extraction, which is a step involving high water consumption (ETAP, 2006). The granulates can be directly processed in plastic blowing and injection moulding (Limagrain, 2007). In 2006 Limagrain announced 10,000 t p.a. capacity to produce Biolice (Gorce-Joire, 2006). PaperFoam b.v., Barneveld, the Netherlands, manufactures since 1999 a starch/cellulose fibre composite by application of a one-step injection moulding process (PaperFoam, 2007). The product, PaperFoam®, is used for packaging trays, e.g. for CDs and DVDs. PaperFoam recently planned to expand their production capacity in Eastern Europe and in the US (Huisman, 2007). Potatopak, a UK company, manufactures starch derivative replacement products for polystyrene and various plastic packaging items (www.potatopak.com). Avebe and Earthshell manufactures a product containing limestone, starch and cellulose fibre using similar starch baking technology.
41
United States of America
Cereplast Inc., located in Hawthorne, CA, is the largest starch plastic producer in the US. In 2007 two product series were launched: Cereplast CompostableTM and Cereplast HybridTM. The capacity of 22,500 metric tonnes (50 million lbs) in 2007 was entirely used for the plastic CompostableTM, which is a biodegradable starch blend. The copolymer is PLA and also other biodegradable polyesters such as Ecoflex can be used. CompostableTM can be injection moulded, thermoformed, extrusion coated and blow moulded; the end-use applications are, for example, catering and food packaging boxes (Cereplast, 2008c). BiopropyleneTM, belongs to the Cereplast HybridTM product series; it is a polymer made from starch and PP blended with compatibiliser. It is not biodegradable and is meant for the production of durable goods (Cereplast, 2008a). Cereplast Inc. plans to build a facility with an annual capacity of half a billion pounds (225,000 metric tonne) of the Cereplast HybridTM polymers in Seymour, Indiana in 2009 (Cereplast, 2008a). One of the important potential applications is the replacement of polypropylene in automobiles. Other potential applications of Cereplast HybridTM include consumer goods, consumer electronics, toys, medical, CD & DVD cases, furniture, cosmetic packaging and construction.
Asia Pacific
In Australia, Plantic Technologies Limited has been producing starch blends under the trade name Plantic® since 2003. This corn-based starch plastic has been used in biodegradable packaging for food and beverages. The company currently has a capacity of 5,000 t.p.a. (2007). The company plans to expand 5,000-t.p.a.capacity in Europe in 2020 (Monte & Gahle, 2008). In China, Harbin Livan Biodegradable Product Co., Ltd. produces biodegradable plastics Livan® made from potato starch. The plant with an annual capacity of 10,000 tonnes is located in Harbin, Heilongjiang. The main applications are biodegradable single-use packaging boxes and catering. In March 2007, the company announced an investment of 20 million euro to build a 50,000 t.p.a plant in Hungary in 2009 (Bioplastics Magazine, 2007a). The Austrian company Biograde Limited produces both biodegradable (Biograde Biohybrid resin) and non-biodegradable (Biograde Hybrid resin) starch blends. The production facility is located in Nanjing, China. The company offers both biodegradable and non-biodegradable resins (including master batches) for film blowing, foams, injection moulding and extrusion (www.biograde.com.au).
2.1.8 Expected developments in cost structure and selling price
Selling price
In Europe, the current price for starch plastics ranges from €2.00 to €5.00 per kg depending on the grade. In 2003, Novamont reported typical selling prices in the range of €2.50-3.00 per kg (Novamont, 2003b). In the US, Cereplast has announced a price of
42
$0.80 per lb polypropylene-starch blend, which is equivalent to €1.40 per kg according to the current dollar-euro exchange rate (assuming 1 dollar = 0.83 euro).
Cost structure
The cost of starch in Europe is clearly higher than in the US. However, according to Bastioli (2003), the cost of native starch is not the determining factor. For starch blends, the main cost component is rather the modification of starch (complexing, destructurising), an area for which there is considerable potential for improvement.
Expected price developments
The price is expected to follow the cost of modification of starch; thus there is considerable scope for decrease in the future. On the other hand, the increased use of agricultural products for non-food purposes (so far particularly ethanol as fuel) is one of the reasons for the recently observed price increases for agricultural produce, limiting or slowing down the price degression.
43
2.2 Cellulosic polymers Cellulose is one of the main cell wall constituents of all major plants, and constitutes as such the major portion of all chemical cell components. Cellulose is found both in non-lignified plants (such as cotton) and lignified plants (such as wood). It is also found in the cell walls of green algae and the membranes of most fungi. So-called bacterial cellulose is synthesized by Acetobacter xylinum on nutrient media containing glucose (Krässig et al., 2004). Cellulose (Figure 2-5) is a complex polysaccharide (C6H10O5)n with crystalline morphology. Chemically, cellulose is similar to starch. It is a polymer of glucose in which the glucose units are linked by β-1,4-glucosidic bonds, whereas the bonds in starch are predominantly α-1,4-linkages (Callihan & Clemme, 1979). Like starch, cellulose yields only glucose by complete hydrolysis by acid (Roberts & Etherington, 2003). Cellulose is more resistant to hydrolysis than starch, however. This resistance is due not only to the primary structure based on glucosidic bonds but also, to a great extent, to the secondary and tertiary configuration of the cellulose chain bonds (strong hydrogen bonds may form between neighbouring chains), as well as its close association with other protective polymeric structures such as lignin, starch, pectin, hemicellulose, proteins and mineral elements (Callihan & Clemme, 1979). For this reason, cellulose modification is costly, requiring quite harsh processing conditions (Petersen et al., 1999).
OH
OH
H
HOCH2
H
H
O
O
H
H
O
HH
CH2OH
H
OH
OH
H
O
H
nOH
OH
H
HOCH2
H
H
O
OH
OH
H
HOCH2
H
H
O
OO
H
H
OO
HH
CH2OH
H
OH
OH
H
O
H
CH2OH
H
CH2OH
H
OH
OH
H
OH
H
O
H
n
Figure 2-5 The structure of cellulose
Cellulose has a long history of use in plastic and non-plastic applications. In general, both application areas are in a mature stage and experience moderate growth. There may, however, be exceptions, especially under the condition of high fossil fuel prices and further technological progress. Higher growth rates for some cellulosic polymers in recent years are partly also related to developments in the emerging economies, especially in China and to the renewed interest in bio-based, environmentally friendly products. Cellulosic polymers are produced by extraction or chemical modification of natural cellulose. There are three main groups of cellulosic polymers, i.e.
Cellulose esters, with a distinction between - Inorganic cellulose esters (especially cellulose nitrate) and
Regenerated cellulose is by far the largest of these three groups of materials (approximately 3.5 Mt world-wide), followed by cellulose esters (> 1 million tonne) and cellulose ethers (< 1 million tonne). Inorganic cellulose esters and cellulose ethers can be classified as cellulosic polymers for non-plastic applications, while the remaining product categories are cellulose plastics (the group of cellulosic plastics hence includes organic cellulose esters and regenerated cellulose). Non-plastic applications actually do not represent the focus of this report but we nevertheless discuss them for cellulose (Section 2.2.1) because they demonstrate the versatility of these materials and offer a glimpse on opportunities for cellulose plastics, which we present in more detail (Section 2.1.2-2.2.7).
2.1.1 Cellulosic polymers for non-plastic applications
Inorganic cellulose esters
Cellulose was first used as a basis for polymer production in the mid- to late-19th century, when applications in both films and fibres were developed. One of the first cellulosic films was Cellulose Nitrate (CN), which was introduced as a base material for photographic emulsions. An overview of cellulose nitrate is described in the Ullmann’s Encyclopedia of Chemical Industry (Krässig et al., 2004). Today, cellulose nitrate is the most important and the only industrially produced inorganic cellulose ester (Balser et al., 2004). Other cellulose inorganic esters, e.g., cellulose sulfates, cellulose phosphate and cellulose borates have not attained any industrial or economic importance. Nowadays cellulose nitrates are widely used as lacquers and explosives; the application in these very diverse areas depends on the degree of substitution (DS). The annual global production of cellulose nitrate is about 150 kilo tonnes, consuming 3-4% of the global chemical grade pulp (Balser et al., 2004). The major European producers are Dow Wolff Cellulosics, Hagedorn, WNC Nitrochemie GmbH, Société Nationale des Poudres et Explosifs (SNPE), Imperial Chemical Industries (ICI), SIPE Nobel S.p.A., Unión de Explosivos Río Tinto S.A. and Bofors. Important players from other regions include Hercules Inc. (US), Ashai (Japan) and Daicel Chemical Industries (Japan).
Cellulose ethers
In the 1920s-1930s, cellulose ethers were explored intensively and a few cellulose ethers developed some 80 years ago are still of economic importance today. The present most important ether product in terms of economic scale are carboxymethylcelluloses (CMC, approx. 230 kt p.a. global production), hydroxyethylcelluloses (HEC, approx. 60 kt p.a.) and hydroxypropylcellulose (HPC, approx. less than 10 kt p.a.) (Thielking & Schmidt, 2006). The cellulose ether market has still been growing at 6% per year (Dow Wolff Cellulosics, 2007). Cellulose ethers are used very broadly in construction, food, personal care, pharmaceuticals, paint and other specialty industrial applications. Table 2-11 shows
45
a summary of the various applications of cellulose ethers. The major producers of cellulose ethers industry are CP Kelco (owned by Huber Co. Company), Dow Wolff Cellulosics, Shin-Etsu Chemical and Hercules Inc. Table 2-11 Major fields of application in which the individual product groups of cellulose ethers are used (Thielking & Schmidt, 2006) Carboxymethyl cellulose (CMC)
Paper Tile adhesives Latex paints Adhesives Detergents Plaster/renders Adhesives Ceramics Drilling for oil and gas Pharma/cosmetics Building materials Cosmetics Pharma Joint compounds Cosmetics Encapsulation Cosmetics Wallpaper paste Drilling for oil&gas Food Textile industry Polymerisation Agriculture Household goods Food Food Paper Printing inks Coatings Latex paints Synthetic resins Polymerisation Encapsulation Cement extrusion Textile industry Films
2.1.2 Cellulosic plastics (including fibres) – Types and importance
As explained above, the two main types of cellulosic plastics are Organic cellulose esters and Regenerated cellulose. Next, we discuss their features and their economic importance.
Organic cellulose esters
During 1920s and 1930s, intensive research was carried out on organic cellulose esters in order to replace cellulose nitrate (in those days used as lacquers, explosives) due to its flammability. Ultimately, a few processes were proven to be industrially useful and most of them are still used today (Allen, 2004). Important industrial products over the last 70 years have been cellulose acetates (CA), cellulose acetate propionate (CAP) and cellulose acetate butyrate (CAB). Today, about 20% (approx. 840 kt p.a.) of the global total chemical grade pulp is used to produce organic cellulose esters (Harms, 2006). Organic cellulose esters have been widely used in packaging films, cigarette filters, textile fibres, surface coatings, pharmaceutical (sustained release) and many other specialty industrial applications. Cellulose acetate fibres (secondary acetate fibers and triacetate fibers) for textiles and filter cigarette tow account for 80 % of all cellulose ester production.
Regenerated cellulose
The first commercial plant for viscose production was built in France in 1891 (Albrecht, 2004). Today, regenerated cellulose is the most important cellulose derivative in terms of production volumes and moreover, it represents by far the largest bio-based polymer produced globally. More than 60% of the worldwide use of chemical grade pulp is consumed to produce regenerated cellulose (Harms, 2006). Regenerated cellulose is used to produce both fibres and films, but fibres are economically much more important than films.
46
The classical process of regenerating cellulose is the viscose process. Viscose fibres and cellulose hydrate films (i.e., cellophane) are produced from this process. The viscose process has been optimized and the heavy pollution caused in the first plants has been practically completely eliminated in the last decades. While the viscose process is by far the most important way to make regenerated cellulose, a modification of the viscose process, the so-called Modal process, was also developed in the 1960s. The first commercial Modal production was launched by Lenzing in 1964. Much more recently, the Lyocell process was introduced which is a completely new process for the production of regenerated cellulose, Tencel.
Man-made cellulose fibres
World fibre production 1920-2006 (kton)
0
5,000
10,000
15,000
20,000
25,000
30,000
35,000
40,000
1915 1925 1935 1945 1955 1965 1975 1985 1995 2005
Cotton
Synthetic (petro-based)
Man-made cellulose fibres *
* including viscose staple (incl. Modal, Tencel) and filament, acetate & cupro filament, and acetate tow
Figure 2-6 World fibre production 1920-2006 (Albrecht, 2004, Bachinger, 2006, EFS, 2006, IVE, 2007, USDA, 2006) Man-made cellulose fibres represent the most important application of both Organic cellulose esters and Regenerated cellulose. Man-made cellulose fibres are not only by far the most important commercialised product based within the product group of cellulosic polymers but they also exceed any other product group made from bio-based plastics. In 2006, the global production of cellulose fibre was 3,500 kilotonnes (IVE, 2007). Figure 2-6 shows the global production volume of man-made cellulose fibres in the past 90 years, including staple fibres, filaments, cupro fibres and acetate tows. Before World War II, one of the most important motivations of developing man-made cellulose fibres was to replace cotton and to become self-sufficient regarding the supply of textile material. After the World War II the production of man-made cellulosics kept increasing, until in the 1960s synthetic fibres ‘swept’ the whole textile market. In the meantime, water and air pollutions caused by toxic compounds darkened the image of the man-made cellulosics (Albrecht, 2004). After decades of fierce competition, man-made cellulose fibres are now primarily covering high-value applications. They have maintained their characteristic
47
position in the world fibre market, aided by process improvement and new product development (Albrecht, 2004).
Man-made cellulose films
Man-made cellulose films are made of regenerated cellulose (cellulose hydrate, also called “cellophane”) or cellulose ester (e.g., cellulose acetate) and they are primarily used as packaging films. Cellophane (cellulose hydrate film) was first used as packaging film in 1924 (Buchner et al., 2003). The advantages of cellophane include its transparency and gloss, as well as its outstanding barrier properties if coated. Cellophane coated with cellulose nitrate or polyvinylidene chloride found extensive applications due to its low permeability to water vapour and oxygen, coupled with desirable sealing properties (Stickelmeyer, 1969). This also provides a special advantage to cellophane: the base film is not thermoplastic but the coating allows the film to be heat-sealed over a wide temperature range (Buchner et al., 2003). Prior to 1950s, cellophanes dominated the packaging field. Following the introduction of polyolefin films in the 1950s with their easy processability, durability and good mechanical properties, films from cellulosic polymers lost their market dominance. Cellophane is facing strong competition from oriented films based on polyester (O-PET), polyamide (OPA) and polypropylene (OPP) (Buchner et al., 2003). Cellulose acetate was invented in 1865 by P. Schutzenberger (Allen, 2004). During World War I, cellulose acetate was an important replacement for cellulose nitrate because of its explosive nature. During the same period, also films, textiles and shaped products were made from cellulose acetate (Allen, 2004). Today, cellulose acetate films are used for photographic films and decorative materials (Schmitz & Janocha, 2002). Films with higher acetate concentration, corresponding to a lower number of hydroxyl (-OH-) groups or higher degree of substitution (DS) are less moisture sensitive.
Rigid cellulose acetate plastics
Rigid cellulose acetate plastics refers to thermoformed (injection moulding and extrusion) products made from cellulose esters with plasticisers, including acetate (CA), cellulose acetate propionate (CAP) and cellulose acetate butyrate (CAB). Cellulose acetates can be used to make consumer products ranging from screw driver handles, ink pen reservoirs, x-ray films to radios (Celanese, 2008), telephones, toothbrushes and toys (Eastman, 2008). Cellulose is known for its appealing haptic properties which are made use of by producers of more expensive consumer products (with a nice “touch”) and high-quality tools (due to their good “grip”). But given their relatively high price compared to petrochemical polymer replacements, rigid cellulose acetate plastics were relegated to comparatively low volumes. As shown in Figure 2-7 man-made cellulose fibres are by approximately a factor of ten more important than man-made cellulose films and rigid cellulose acetate plastics.
48
0
500
1.000
1.500
2.000
2.500
3.000
3.500
4.000
1970 1975 1980 1985 1990 1995 2000 2005
Pro
du
cti
on
(1
,00
0 t
on
ne
s)
Cellulosic man-madefibres
Other cellulosics
1 Data as in Figure 2-6. 2 Other cellulosics is the category ‘Regenerated cellulose’ which is defined as the net dry content of regenerated cellulose, cellulose nitrate, cellulose acetate and other cellulose derivatives. Data available until 2000 (UNICI, 2002)
Figure 2-7 Production of cellulosic fibres1 and other cellulosics2 since 1970 Due to the recent increasing public awareness on climate change and environmental issues (e.g., biodegradability upon disposal) and also because of the concerns over the depletion of fossil fuel resources, cellulose products have started to regain market attention due to their renewable and natural origin and their biodegradability, aided by technology innovations and process optimisation.
2.2.3 Production of cellulose plastics (including fibres)
Cellulosic polymers are produced primarily from wood and sometimes also from short cotton fibres, called linters. Linters contain up to 95% pure cellulose together with small amounts of proteins, waxes, pectins, and inorganic impurities (Krässig et al., 2004). Currently two processes are used to separate cellulose from the other wood constituents. These two methods - sulfite pulping and prehydrolysis kraft pulping - use high pressure and large amounts of chemicals to separate cellulose from lignin and hemicellulose, and to attain greater than 97% cellulose purity (Albrecht, 2004). The cellulose yield by these methods is 35-40% by weight (OIT, 2001). The production of the classical regenerated cellulose products, for example, viscose fibres and cellophane films, starts with grinding up cellulose from wood pulp and treating it with a strong alkali (caustic soda). After the ripening process during which depolymerisation occurs, carbon disulphide is added. This forms a yellow crumb known as cellulose xanthate [ROCSSH], which is easily dissolved in more caustic soda to give a viscous yellow solution known as ‘viscose’ (Albrecht, 2004). The viscose is then extruded into an acid bath for regeneration as fibres or films. Other main types of cellulose polymers are produced as follows:
Cellulose acetate [CH3COOC2H5] is made by reacting cellulose with acetic anhydride (Balser et al., 2004);
49
Cellulose acetate butyrate is a mixed ester produced by treating fibrous cellulose with butyric acid [CH3CH2CH2COOH], butyric anhydride [(CH3CH2CH2CO)2O], acetic acid [CH3COOH] and acetic anhydride [(CH3CO)2O] in the presence of sulfuric acid [H2SO4]; cellulose propionate is formed by treating fibrous cellulose with propionic acid [CH3CH2CO2H] and acetic acid and anhydrides in the presence of sulfuric acid (SPI, 2003);
Because cellulose contains a large number of hydroxyl groups, it reacts with acids to form esters and with alcohols to form ethers. By these derivatisation reactions, hydrogen bonding is prevented. This provides an option for forming cellulose melts without the use of aggressive solvents. However, biodegradability decreases as the number of these derivatised OH groups increases (BenBrahim, 2002), so gains in terms of processability must be weighed up against loss of biodegradability, if desired.
Regenerated Cellulosic Fibres
Viscose fibres (also referred to as rayon) are produced from the classical viscose process (see Figure 2-8). The viscose (cellulose xanthate) solution is pumped through a spinneret, which may contain thousands of holes, into a dilute sulphuric acid bath so that the cellulose is regenerated as fine filaments as the xanthate decomposes (Albrecht, 2004). The Modal process (also referred to as polynosic process) is a modification of the viscose process but it leads to a higher degree of polymerisation and results in improved fibre properties (Albrecht, 2004). As recently as 1992 there has been a new process developed for producing regenerated cellulose fibers: the Lyocell process (also called "solvent-spun"), leading to the Tencel® fibre (produced by Lenzing AG). In the Lyocell process (see Figure 2-8), cellulose pulp is dissolved in the solvent N-methylmorpholine-N-oxide (NMMO). The solution is then filtered and passed through spinnerets to make the filaments, which are spun into water. The NMMO solvent is recovered from this aqueous solution and reused (CIRFS, 2008b). This not only avoids the use of the highly toxic solvent CS2, but also reduces number of the process steps and total chemical use.
50
Figure 2-8 The Viscose process and the Lyocell process (Abu-Rous & Schuster, 2006) Other important cellulose fibres include the Cuprammonium fibre, cellulose acetate and cellulose triacetate fibres. A list of fibre designations according to ISO/TC 38 is shown in Table 2-12. Table 2-12 Fibre designation according to ISO/TC 38
Fibre Generic Name Code Cuprammonium cupro CUP
Lyocell lyocell CLY Modal modal CMD
Viscose viscose CV Acetate acetate CA
Triacetate tricacetate CTA
Recent R&D on regenerated cellulose
Given the harsh process conditions in existing industrial processes for the manufacture of man-made cellulose fibres, R&D has aimed to develop new processes that operate under milder conditions, require less chemicals and cause less waste and emissions. So far, these efforts have not led to any technological breakthrough at the industrial scale and it is not foreseeable whether and if so, when this could occur. Only a few examples of innovative processes are given here, but further routes have been and are being developed.
51
The Celsol process avoids the hazardous CS2 by treatment of the cellulose pulp with enzymes, enabling direct solubility of the pulp in alkalis. Further processing resembles the viscose process; the same equipment may be used. The fibres obtained by the two processes have similar properties (Ciechańska & Nousiainen, 2005, Ciechańska et al., 2005, Struszczyk et al., 2006).
In the HT process the pulp is subjected to a hydrothermal treatment which makes the pulp soluble in alkali. Weak organic acids are used as catalysts. Further processing proceeds similar to the viscose process (Struszczyk et al., 1999, Struszczyk et al., 2003).
Also the use of ionic liquids for the production of regenerated cellulose has been investigated (Heinze et al., 2005, Kosan et al., 2008, Nuramat & Eli, 2007, Swatloski et al., 2002). But so far technical problems and process economics represent major barriers.
Although cellulose for industrial purposes is usually obtained from plant sources, considerable efforts are now also made to produce cellulose by means of the bacterium Acetobacter xylinum under conditions of agitated fermentation. A wide variety of substrates, including agricultural waste products, can be accepted by this bacterium (Bodin et al., 2007, Koizumi et al., 2008, Kongruang, 2007, Luo et al., 2008)
Cellulose Acetate fibres
Cellulose acetate, being soluble in organic solvents such as acetone, is also suitable for spinning into fibres or forming into other shapes. The term “acetate fibre” is used to describe fibres made from cellulose acetate7. Wood cellulose is swollen by acetic acid, converted to cellulose acetate using acetic anhydride, and then dissolved in acetone. The resulting viscous solution is pumped through spinnerets into warm air to form filaments. The acetone evaporates and is recovered. The filaments are then wound up as filament yarns or collected as a tow (CIRFS, 2008a).
Cellulose Hydrate and Cellulose Ester films
Cellulose films (both cellulose hydrate and cellulose acetate) are formed by solution casting (not thermoforming) (Schmitz & Janocha, 2002). In solution casting, the raw materials must first be dissolved in an appropriate solvent; the solution is then pressed through a slot die either onto a moving belt or into a precipitation bath. To produce cellulose hydrate film (cellophane), regenerated cellulose is formed in xanthante solution through the classical viscose process. A slot die is immersed in the precipitation bath. Shortly after the formation of the gel film, the film is sufficiently stable to be transported over rollers. The film is subsequently washed and bleached, passed through plasticiser baths, dried, and wound (Schmitz & Janocha, 2002). Film
7 The difference between diacetate and triacetate fibres lies in the number of the cellulose hydroxyl
groups that are acetylated. For acetate fibres between 75% and 92% are acetylated, for triacetate fibres it is more than 92% (CIRFS, 2008a).
52
thickness ranges from 12 to 45 µm with a typical width of approx. 2 m. Production rates of 80 m/min are common for films in the mid-thickness range (Schmitz & Janocha, 2002). Solution casting is also the usual production method to produce cellulose films made from cellulose acetate (CA), cellulose acetate propionate (CAP) and cellulose acetate butyrate (CAB). Methylene chloride is used as a solvent.
2.2.4 Properties
Similar to cotton, viscose (regenerated cellulose) fibre has a high moisture regain. It dyes easily, it does not shrink when heated, and it is biodegradable. Modal fibres are high wet modulus viscose fibres with improved properties such as better wear, higher dry and wet strengths and better dimensional stability (CIRFS, 2008c). Like viscose fibres, Lyocell fibres are moisture absorbent. Lyocell fibres’ dry strength is higher than other cellulosics’ and is similar to polyester’s. Lyocell fibres retain 85% of their strength when wet. They are mostly used for apparel fabrics (CIRFS, 2008b). Acetate fibres (both diacetate and triacetate) are different from viscose in that they melt; they are dyed using disperse dyes, absorb little water and can be textured. Although the dry strengths of diacetate and triacetate are similar, triacetate has a higher wet strength. Triacetate also has a high melting point (300 °C, compared with 250 °C for diacetate). Main end-uses of acetate fibres are for the filament yarns. There is very little staple fibre made from these fibres but acetate tow is the major product used for cigarette filters (CIRFS, 2008a). Table 2-13 Mechanical, thermal and water retention properties of selected staple fibres Fibre name
PET 1) Dacron 1.36-1.41 30-55 28-55 3-5 250-260 PP 1) Herculon 0.9-0.92 25-60 25-60 0 160-175 PLA 4) Ingeo 1.25 n/a b 32-36 n/a b 170 Data Source: 1) (Schultze-Gebhardt & Herlinger, 2002); 2) (Abu-Rous & Schuster, 2006); 3) (Lenzing AG, 2006); 4) (NatureWorks LLC, 2006b) a Tenacity is expressed relative to the fineness (1 tex = 1 gram per 1000 metres). Figures for tenacity are based on both fiber fineness (tex) and cross-sectional area of the sample. b n/a = data not available or not applicable
Cellulosics have good mechanical properties but are moisture sensitive. Untreated cellophane is odourless, tasteless and crystal clear (Schmitz & Janocha, 2002). As the theoretical melt temperature is above the degradation temperature, cellulose is not thermoplastic and therefore cannot be heat sealed (Weber, 2000). Coated cellophane has low permeability to water vapor and oxygen, coupled with desirable heat sealing properties (Stickelmeyer, 1969). Cellophane film is generally coated with nitrocellulose
53
wax (NCW) or polyvinylidene chloride (PVDC) to improve its moisture and temperature barrier properties. Cellophane has a good gas barrier at low relative humidity, but the barrier is reduced as humidity increases. Cellulose esters and cellulose ethers including cellulose acetate contain up to 25% plasticiser and are suitable for thermoplastic processing. Many other cellulose derivatives possess excellent film-forming properties but are simply too expensive for bulk use. The untreated cellulose acetate, cellulose butyrate and cellulose propionate, are crystal clear, tough, hard, scratch-resistant, insensitive to stress cracking, readily dyeable with brilliant colours, but are not permanently weather resistant. They have antistatic properties despite high electrical resistance (Kamm & Schüller, 2002). Cellulose acetate films with highest acetate concentration, corresponding to a high degree of substitution, have reduced moisture sensitivity, low absorption of water and low water-vapour permeability. Cellulose acetate films are used for the supports for photographic coatings, as decorative materials, and as electrical insulators (Schmitz & Janocha, 2002). Table 2-14 Mechanical, thermal, and permeability properties of selected films (Schmitz & Janocha, 2002) Cellophane
(uncoated) Cellulose acetate a
LDPEc HDPEc OPPc
Thickness µm 12-45 12-350 25-200 50-1,000 4-80 Density g/cm3 1.45 1.3 0.92 0.95 0.91 Modulus of elasticity -longitudinal N/mm2 5,300 1,500 170 900 2,000 - lateral N/mm2 2,800 1,500 170 900 4,000 Melting point oC n/a b n/a b 110 130 165 Permeability - water vapour g/m2/d very high 350 2.5 1.0 1.5 - oxygen d cm3/m2/d/bar 10 1,500 4,000 1,600 600 - CO2
d cm3/m2/d/bar 100 10,000 16,000 7,000 1,800 - nitrogen e cm3/m2/d/bar 12 300 1,300 400 140 a cellulose acetate film (2 ½-acetate) containing plasticiser b n/a = not applicable c LDPE = low density polyethylene; HDPE = high density polyethylene; OPP = oriented polypropylene d Film thickness =40 µm, 23 oC e Film thickness =200 µm
Bacterial cellulose (‘biocellulose’) is chemically pure, free of lignin and hemicellulose, has high polymer crystallinity and a high degree of polymerization that distinguishes it from other forms of cellulose (Ciechańska et al., 2002, Rensselaer, 1997). The diameter of bacterial cellulose is about 1/100 of that of plant cellulose and the Young's modulus is almost equivalent to that of aluminum. It can thus be used to produce moulded materials of relatively high strength (Titech, 2001). However, the low yields and the high costs represent barriers to large-scale industrial application. It is expected that in the near future these barriers will be overcome and large-scale industrial application will appear (Ciechańska, 2008).
54
2.2.5 Technical substitution potential
In the fibre sector, regenerated cellulose and cellulose derivatives compete with conventional natural cellulose fibres (e.g. cotton) and synthetic fibres: Cellulosics - in particular, acetate and xanthate esters for fibres - can technically partially replace cotton, polyester, nylon, and polypropylene. In general, various types of fibres are blended in order to achieve desired properties (e.g. viscose fibres blended with PET). Cellulose films can be coated, metallised or laminated in order to achieve the required barrier properties (mostly both moisture and oxygen barrier properties represent bottlenecks) (Packaging-Gateway, 2006). The most effective coatings that are currently available are not bio-based and their production and application can be very energy intensive and emission intensive. Metallisation and lamination also have their drawbacks. It will hence depend on the success of ongoing R&D (making use of novel bio-based compounds, nanotechnology and other cutting-edge chemistry) whether new cellulose films can be developed which contain no or only negligible amounts of non-cellulose constituents and nevertheless can be used for demanding applications with high barrier requirements. Apart from these application areas, also less demanding uses of cellulose films offer interesting development potential.
2.2.6 Applications today and tomorrow
Regenerated cellulose fibres (viscose, modal and lyocell) are used in apparel end-uses, often blended with other fibres, and in hygienic disposables where their high absorbency gives advantages. In filaments, yarn from regenerated cellulose is excellent for linings. It is used very little in home furnishing fabrics but because of its thermal stability, a high modulus version is used in Europe to reinforce high speed tyres (CIRFS, 2008d). Coated cellophane (films) is used for packaging of baked food, snacks, cheese, coffee, candy, crisps and spices. Apart from purely technical considerations a reason for choosing cellophane for packaging is that it improves the appearance (Buchner et al., 2003). Cellulose acetate films are used as support layers for photographic coatings, as transparent windows, decorative materials, and as electrical insulators (Schmitz & Janocha, 2002). Apart from applications in the thin films sector, cellulosic polymers can also be used in moulding and extrusion processes (eFunda, 2003). Cellulose acetate, cellulose acetate butyrate and cellulose acetate propioniate are among the derivatives used to make a wide range of products including knobs, appliance housings, handles, toys and automotive parts (Celanese, 2008, CTS, 2003, Eastman, 2008). Currently, applications for bacterial cellulose outside the food and biomedical fields are rather limited, and prices are still very high. Examples are the acoustic diaphragms for audio speakers produced by Sony Corporation. Paper that is coated with bacterial cellulose is extremely smooth and protects the underlying fibres from moisture. Other possible bulk applications include use in oil and gas recovery, mining, paints and
55
adhesives. Thus, although bacterial cellulose is a potentially important polymer, its applicability for bulk products is rather limited (OTA, 1993). Box 2-1 Moulded natural fibre products
While all products in this section are pure or modified cellulose, there is increasing interests in natural fibre as received, i.e., without extracting the cellulose. The natural fibres are typically processed into composites using small amounts of natural or synthetic binders. These composites can be used in various applications, among them packaging, automotive and construction. Commercial products are moulded fibres made by Huhtamaki (www.huhtamaki.com), packagings made from sugarcane bagasse by Roots (www.rootsbiopack.com) and ProcuraSell (VagasseTM, www.procurasell.com), flower pots made from moulded miscanthus fibre by Napac (BiopotTM, www.napac.ch), packagings made from moulded palm fibres by Biopak (AgroresinTM, www.biopak.com.au) and Earthcycle (www.earthcycle.com). These new bio-based composites are outside of the scope of this study because they are neither plastics nor fibres.
2.2.7 Current and emerging producers
As the cellulosic polymer industry as a whole is quite mature (apart from bacterial cellulose), the companies producing the established cellulose products are also the key players regarding innovation and technological progress in the field (see section 2.2.1). A list of major producers of man-made cellulose fibres, cellulose acetates and other cellulose esters is shown in Table 2-15. Table 2-15 Major producers of man-made cellulose fibres, cellulose acetate and other cellulose esters Company name Products Trade names Lenzing (Austria) Viscose, modal and lyocell
Teijin (Japan) Acetate filament Novaceta (Italy) Acetate filament Mitsubishi (Japan) Acetate tows and filament SK chemical (S. Korea) Acetate tows and filament Innovia (UK) Cellulose hydrate films NatureFlexTM Celanese/Clarifoil (USA/UK) Acetate films Clarifoil Albis Plastics (Germany) CA, CAB and CAP
thermoplastics (granulate) Cellidor
Mazzuchelli (Italy) CA, CAB and CAP thermoplastics (granulate)
Setilithe®, Plastiloid® and Bioceta®
FKuR Cellulose acetate Biograde®
2.2.8 Expected developments in cost structure and selling price
In view of the complex processing required, thermoplastic cellulose esters has a relatively high market price even today in the range of € 3.00 - € 7.00 per kg granulate which is substantially higher than that of polyolefins or other petrochemical polymers typically used as substitutes. Viscose fibres are mature commodities. Viscose staple fibre (VSF) has experienced a surging price raise by 75% from 2006 to 2007 (Fibre2Fashion, 2008). By the end of 2007 the export price in the Asia region was 2.80-2.90 US$/kg (1.90-1.97 €/kg) 8 (Fibre2Fashion, 2008). The price of viscose filament yarn (VFY) was relatively stable in 2006-2007. Depending on the grades and the region, the prices of VFY were between 3.30 and 4.20 US$/kg (2.24 - 2.86 €/kg)1 by the end of 2007 (Fibre2Fashion, 2008). Despite of the complexity of the production process, the raw material (pulp) price is one of the dominating factors in the production cost of man-made cellulose fibres (Woodings, 1999). In a study by Struszczyk et al. (2002), four different cellulosic fibre processes showed that the environmental protection costs were highest for Viscose, followed by Lyocell (figure not reported due to confidentiality), cellulose carbonate (CC) (40% of Viscose) and finally Celsol (30% of Viscose). In terms of other production costs, Struszczyk et al. reports that capital and personnel costs are slightly lower for cellulose carbonate and substantially less for Celsol compared to Viscose (Western Europe). The Celsol process has also lower energy cost. Total operating costs (excluding environmental protection costs) are about 88% and 70% respectively for cellulose carbamate and Celsol compared to Viscose (figure for Lyocell not reported). Technological breakthroughs with respect to separation of lignocellulosics or major developments in bacterial cellulose would be required to further drive down the cost of cellulosics.
8 Exchange rate 1 US$ = 0.68 Euro
57
2.3 Polylactic acid (PLA) PLA (see Figure 2-9) is an aliphatic polyester produced via polymerisation of the renewable fermentation product lactic acid. With the setup of NatureWorks’ (formally Cargill Dow) production plant for polylactic acid (PLA) in 2002, PLA became the third type of bio-based polymer that was commercialised and is now produced on a large scale. In 2007, PURAC announced their plans to become involved in the production of PLA precursors (lactide) for technical applications.
C C
CH3
HO
OH
O H
n
C C
CH3
HO
OH
O H
n
Figure 2-9 PLA molecule The physical and mechanical properties of PLA make it a good candidate as replacement for petrochemical thermoplastics in several application areas. While the high price of PLA long restricted its use to medical and specialty applications, recent breakthroughs in lactide and polymerisation technology opened up possibilities for the production of PLA in bulk volumes. Lactic acid, 2-hydroxypropionic acid, is the simplest hydroxycarboxylic acid with an asymmetrical carbon atom. Lactic acid may be produced by anaerobic fermentation of carbon substrates, either pure (e.g. glucose and sucrose) or impure (e.g. starch), thereby using micro-organisms such as bacteria or certain fungi. Lactic acid produced by fermentation is optically active; specific production of either L (+) or D (–) lactic acid can be achieved by using an appropriate lactobacillus (Chahal & Starr, 2006). The range of raw materials suitable for lactic acid fermentation includes hexoses (6-carbon sugars, of which D-glucose is the primary example) together with a large number of compounds which can be easily split into hexoses, e.g. sugars, molasses, sugar beet juice, sulfite liquors and whey, as well as rice, wheat, and potato starches. In the future, it is expected that hydrolysis of lignocellulosics - i.e. woody or herbaceous biomass originating from wood, straw or corn stover - will become a viable pathway through technological advances (e.g., enzymatic processes), together with the pressure on resources driving the increased utilization of agricultural waste. PLA was first synthesized over 150 years ago but due to economic and technological reasons, no immediate application was found and it was not until the 1960s that its usefulness in medical applications became apparent. Efforts to develop PLA as a commodity plastic were first made in the late 1980s and early 1990s by Dupont, Coors Brewing (Chronopol) and Cargill. All three companies ran large research and development programs to explore the possible technical applications for lactic acid, lactide and PLA (Södergård & Stolt, 2003). While DuPont and Chronopol terminated their efforts, Cargill went on to develop a continuous process for high purity lactide production based on reactive distillation.
58
The development of PLA for technical applications began in 1994 when Cargill first produced PLA in its 6,000 t.p.a. semi-works plant in Savage, Minnesota, U.S. In 1997, Cargill and Dow Chemical formed a joint collaboration agreement to explore the market potential for PLA. In January 2000, the joint venture Cargill Dow LLC was formed for the purpose of reaching commercial-scale production of PLA and developing the market for PLA products. In 2001, the worldwide first large-scale plant for the production of PLA was realised. In January 2005, Dow Chemical decided to withdraw from the joint-venture. NatureWorks LLC was then formed and was entirely owned by Cargill. In December 2007, Cargill and the Japanese company Teijin signed a joint venture (50/50) for NatureWorks (NatureWorks LLC, 2007). Given the strong market demand and expected market growth for PLA, also other companies have embarked on PLA production. Most importantly, PURAC – a company with more than seven decades of experience in the production of lactic acid for medical, food and feed announced in 2007 its plan to expand the lactide production for technical applications. In November 2007, PURAC started up a lactic acid plant in Thailand with a capacity of 100,000 t p.a. The equivalent lactide production unit (75,000 t.p.a.) integrated with this lactic acid plant is planned in conjunction with the development of long-term contracts with clients using the PLA. In 2008, PURAC started to produce both L-lactide and D-lactide in Spain. The economies of scale are much larger for lactide production than for the polymerisation step (PURAC, 2008b). Therefore, this approach offers the opportunity to use lactide as feedstock for polymer manufacturers on relatively small scales. With anticipated growing market and production volumes in the future, a sufficiently large scale can be reached to back-integrate the polymerisation step with the production of lactide and lactic acid. In Purac’s business model, lactide is hence the traded product, which is sold by the fermentation plants to the polymer producers/users. An example is the recent cooperation of PURAC, Sulzer and Synbra. In this partnership, PURAC provides lactide and Synbra polymerises the lactide into PLA, using new PLA technology that was jointly developed by PURAC and Sulzer. Subsequently, Synbra processes the polymer into expanded PLA foam, which will be used as packaging material or insulation material for construction applications.
2.3.1 Production of PLA
Lactic acid from a carbon substrate
The first step in the process is the extraction of sugars or starch. This is typically achieved in a sugar mill (e.g. cane or beet), a corn mill, or a tapioca mill. In the case of a corn or a tapioca mill, the starch is then converted to sugar by enzymatic or acid hydrolysis. The sugar solution is then fermented by micro organisms. Lactic acid is produced from glucose under oxygen limiting conditions via the enzyme lactate dehydrogenase according to the equation (Pi = inorganic phosphate) (Chahal & Starr, 2006): Glucose + 2 ADP + 2 Pi 2 Lactic acid + 2 ATP
59
The efficiency of conversion is typically greater than 95% on carbohydrate substrate (Datta et al., 1995). The fermentation can be performed in either a batch or a continuous process. Since most micro organisms cannot withstand low pH conditions the fermentation is commonly neutralised by adding lime. Lactic acid is produced by concentration and acidification (Södergård & Stolt, 2003). The acidification step involves treating soluble calcium lactate with sulfuric acid in order to generate the free acid, producing large amounts of gypsum (CaSO4•2H2O) (approx. 1 t/t lactic acid) as a by-product. The obtained free acid is then purified further to yield the product quality required for chemical synthesis. A purification method described for thermostable lactic acid is the combination of esterification, distillation, subsequent hydrolysis of the ester and recovery of the alcohol by evaporation (Wilke, 1999). Since the early 1980s several companies have worked on new, energy-saving and waste-free recovery technologies to manufacture pure, thermostable lactic acid. Among these concepts, electrodialysis, adsorption with ion exchange resins, solvent extraction, membrane separation, crystallisation and distillation have been studied (Joglekar et al., 2006, Södergård & Stolt, 2003). All these novel processes avoid the by-production of gypsum and can be combined with continuous fermentation. Membrane separation techniques that are being developed include ultrafiltration, nanofiltration and pervaporation (Datta et al., 1995, Joglekar et al., 2006). NatureWorks and PURAC apply a very comparable process for purification of the lactic acid. For example, downstream processing with sulphuric acid is a common feature. As an important difference, however, PURAC does not exclusively produce the monomer for plastics production but also for pharmaceutical, cosmetic and detergent purposes, as food ingredient and as animal feed, thereby making best use of the various product grades. Another feature of PURAC’s fermentation process is that lactic acid enantiomers with high stereochemical purity can be obtained (PURAC, 2008a). In addition, PURAC’s recent plant in Thailand is able to process both starch from tapioca and sucrose from sugar cane depending on market economics for these two feedstocks. Lactic acid may also be produced chemically from petrochemical raw materials such as acetylene or ethylene. In this case the product is a racemic mixture, having amorphous properties with possible applications as biodegradable adhesives. The production by fermentation of biofeedstocks has, however, so far been the more successful approach due to the market demand for lactic acid for packaging purposes.
PLA from lactic acid
Two main routes have been developed to convert lactic acid to high molecular weight polymer: the indirect route via lactide, the product of which is generally referred to as poly(lactide), and direct polymerisation by polycondensation, producing poly(lactic acid). Both products are generally referred to as PLA (Södergård & Stolt, 2003). The first route, employed by NatureWorks and PURAC, is a continuous process using ring-opening polymerisation (ROP) of lactide (Gruber & O’Brien, 2002). Condensation
60
of aqueous lactic acid produces low molecular weight PLA prepolymer (< 5000 Dalton, see Figure 2-10). The prepolymer is then depolymerised by increasing the polycondensation temperature and lowering the pressure, resulting in a mixture of lactide stereoisomers. An organometallic catalyst, e.g. tin octoate, is used to enhance the rate and selectivity of the intramolecular cyclisation reaction. The molten lactide mixture is then purified by vacuum distillation. In the final step, high molecular weight PLA (>100,000 Dalton) polymer is produced by catalysed ring-opening polymerisation in the melt. Any remaining monomer is removed under vacuum and recycled to the start of the process. By controlling the ROP process chemistry it is possible to select the stereoisomer of the lactide intermediates and thereby also the properties of the resulting PLA. Usually, high purity L,L-lactide is the desired intermediate for the production of PLLA.9 In the second route, the direct polymerisation of lactic acid, as used by Mitsui Toatsu; lactic acid is converted directly to high molecular weight PLA by an organic solvent-based process with the azeotropic removal of water by distillation (Gross & Kalra, 2002). Mitsui stopped the production in 2003 and this route is not applied anymore.
O
O
O
O
H
CH3
H3C
H
C C
OHOH
H3CO
H
C C
CH3
HO
OH
O H
nn = 30-70
C C
CH3
HO
OH
O H
n
n = 700-15000
-H2O
-2H2O
(n-1)H2O
Oligomers
Lactide
Poly(lactic acid)
Lactic acidD- or L- or D,L-
Racemic mixture
C6H12O6
GlucoseBiomassHydrolysis
Fermentation
Purification
O
O
O
O
H
CH3
H3C
H
O
O
O
O
H
CH3
H3C
H
C C
OHOH
H3CO
H
C C
OHOH
H3CO
H
C C
CH3
HO
OH
O H
nn = 30-70
C C
CH3
HO
OH
O H
n
n = 700-15000
C C
CH3
HO
OH
O H
n
n = 700-15000
-H2O
-2H2O
(n-1)H2O
Oligomers
Lactide
Poly(lactic acid)
Lactic acidD- or L- or D,L-
Racemic mixture
C6H12O6
GlucoseC6H12O6
GlucoseBiomassHydrolysis
Fermentation
Purification
Figure 2-10 Production of PLA from biomass 9 Polymerisation of L,L-lactide results in the stereoisomeric form poly(L-lactide) or poly(L-lactic acid),
more correctly denoted as PLLA but is herein more simply referred to as PLA, which is the currently available commercial PLA from NatureWorks. Similarly, polymerisation of D-lactide results in PDLA.
61
Stereocomplexation
Stereocomplex formation between PLLA and PDLA occurs as long as L-lactide unit sequences and D-lactide unit sequences coexist in a system (see Figure 2-11), for example, in solution, in solid flakes from the melt, during polymerisation or during hydrolytic degradation (Tsuji, 2005). Theoretically, stereocomplex formation can start with 1) two monomers (LLA and DLA), 2) polymer and monomer (PLLA and DLA, as shown in Figure 2-11), or 3) with two polymers (PLLA and PDLA). In real life engineering, PURAC illustrated the third route - the formation of stereocomplex PLA in a solid status by melt-blending PLLA and PDLA through a transesterification process using a catalyst. The PLLA and PDLA polymers originate from separately polymerised L-lactide and D-lactide (PURAC, 2008a). The crystal structure of mirrored PDLA and PLLA stereocomplex is shown in Figure 2-12. The properties of stereocomplex PLA will be discussed in Section 2.3.2. PURAC delivers its final products for PLA plastics producers in the form of both L- and D-lactides instead of the polymer. This allows the polymer producers to combine different lactides in order to achieve the desired properties and therefore to manufacture value-added products. L- and D-lactides are also the starting materials for the stereocomplexation of PLA.
Figure 2-11 Stereocomplexation between PLLA and PDLA: enantiomeric PLA-based polymer blends (Tsuji, 2005), reprinted with permissions by Dr. Tsuji and Wiley-VCH Verlag GmbH & Co. KGaA.
Figure 2-12 Crystal structure of PLA stereocomplex (Tsuji, 2005), reprinted with permissions by Dr. Tsuji and Wiley-VCH Verlag GmbH & Co. KGaA.
62
Conversion technologies
PLA can be converted to end products using slightly modified standard industrial machinery for thermoplastics (NatureWorks LLC, 2008a) by techniques including thermoforming, injection moulding, blow moulding extrusion, foaming, film extrusion and fibre extrusion. High-value films, rigid thermoformed containers and expanded foams are the most promising bulk applications. Fibre extrusion by melt spinning is gaining importance as PLA finds applications in both textile and nonwoven industries. PLA can be re-processed by mechanical recycling (also in combination with PET and other materials) and by chemical recycling (to lactic acid).
2.3.2 Properties
The property profile of NatureWorks’ PLA (see Table 2-16) is in some aspects similar to synthetic thermoplastics (mechanical strength, elastic recovery and heat sealability), while it shares other properties with bio-based polymers (biodegradability, dyeability, barrier characteristics); finally, a number of its properties are more typical of non-polymeric materials (e.g. the deadfold/twist retention is similar to foil or paper). For this reason, PLA is sometimes described as a ‘new paradigm’ (Dorgan, 2003) for bulk applications in the polymer field. Table 2-16 Properties of NatureWorks® PLA polymers (NatureWorks LLC, 2008c) Used in the applicationa Sheet
Extrusion Injection Moulding
Oriented Film Blow moulded Bottles
Polymer type 2002D polymer
3015D resin
4032D film
4042D film
7000D Bottle
7032D bottle
Density, g/cm3 1.24 b 1.25 b 1.24c 1.24c 1.24 b 1.24b
a Refer to NatureWorks® PLA processing guide (sheet exctrusion, injection moulding, oriented film extrusion and blow moulding). b Testing method: ASTM D792; c Testing method: ASTM1505; d Testing method: ASTM D1238; e Testing method: ASTM 1003; f Testing method: ASTM D3417; g Testing method: ASTM D3418; h Testing method: ASTM D882; MD means polymer orientation in machine direction; TD means polymer orientation in transverse direction; I Testing method: ASTM D638; j Testing method: ASTM D790; k Testing method: ASTM D1434; l Testing method: ASTM E96; m data not available, not reported or not applicable.
63
Chemical Properties
The molecular weight, macromolecular structure and the degree of crystallisation of PLA vary substantially depending on reaction conditions in the polymerisation process. Of the three possible isomeric forms, poly (meso-lactide), or poly (DL-lactide), is amorphous. Amorphous grades of PLA (represented as “A-PLA” in Figure 2-13) are transparent and do not have a melting point. The other two isomeric forms, PLLA and PDLA, are “homo-crystallines”, as described by Tsuji (2005). Racemic PLA is atactic (i.e., it exhibits no stereochemical regularity of structure), highly amorphous, it does not rotate polarised light and is optically not active. Stereocomplexation of PLA is also called stereocomplex (sc) crystallisation or recemic crystallisation. Melt-blending PLLA and PDLA with a D/L ratio of 1:1 produces sc-PLA crystals with a melting temperature (Tm) of 210-240 oC, which is about 30-60 oC higher than the Tm of a common homo-crystalline PLA (see Figure 2-13 and Table 2-17). The crystal growth rate of sc-PLA is reported to be comparable to that of PA6 and PE (PURAC, 2008a). Therefore, sc-PLA is potentially suitable for melt-spun fibres and biaxially stretched films. In industrial practice, it is, however, difficult to make use of this property because the high speed of mass production (e.g. in injection moulding) implies quenching, leading to amorphous structures; in order to obtain crystalline structures it would be necessary to cool down the products much more slowly. To solve this problem, nucleating agents for PLA have been developed.
D-Lactic Unit L-Lactic Unit
Figure 2-13 PLA family: copolymers of D- and L- lactic units (with courtesy to PURAC) (PURAC, 2008b) Sukano has a commercial masterbatch comprising a nucleating agent for thermoformed PLA (Sukano, 2005). Also, talc and/or EBS (ethylene bis-stearamide) have been studied as nucleants in injection moulded PLA (Harris & Lee, 2008). NatureWorks reported on the use of talc and/or EBS as nucleating agents for thermoformed PLA (NatureWorks
64
LLC, 2006a). More recently, PURAC illustrated the potential of PDLA as a nucleating agent for injection moulded PLA. When a few percent of PDLA is added as an additive to the melt-blending of PLA, sc-PLA is formed in the melt by stereocomplex crystallisation between the PDLA and the equivalent amount of PLLA. When the melt is cooled down, the sc-PLA crystals act as nucleating agents in injection moulded commercial PLA, which is primarily poly(meso lactide) (PURAC, 2008a).
Physical Properties
The specific gravity of PLA (1.24 g/cm3) is lower than that of PET (1.34 g/cm3), but higher than HIPS (1.05 g/cm3) and also higher than many other conventional polymers which have a specific gravity in the range of 0.8 to 1.1 g/cm3 (e.g. PP is 0.92 and LDPE is 0.90). PLA is reasonably transparent and has high gloss and low haze. The optical properties of PLA are sensitive to additives and fabrication effects (Gruber & O’Brien, 2002); in particular, since a lower degree of crystallinity leads to higher transparency, highly crystalline PLA has poor optical properties, unless transparency can be preserved by minimizing crystallite size, as can be done with clarifiers in PP, for example.
Mechanical Properties
PLA has good mechanical properties, performing well compared to standard thermoplastics. The hardness, stiffness, impact strength and elasticity of PLA, important for applications such as beverage flasks, are similar to values for PET. PLA has low impact strength, comparable to non-plasticised PVC. Oriented PLA film can hold a crease or fold or retain a twist, properties inherent to paper and foil but usually lacking in plastic films. These properties, in combination with PLA’s high flexular modulus and high clarity, are comparable with those of cellophane films (Gruber & O’Brien, 2002). Tsuji and Ikada (1999) reported that stereocomplexation can improve the tensile properties of PLA film which was prepared by solvent casting. The blended films, made by stereocomplexation of PLLA and PDLA (D/L ratio = 1:1), were reported to have better tensile properties (tensile strength, Young’s modulus and elongation at break) at an average molecular weight of 100,000-1,000,000 g/mol, compared to both non-blended PLLA and PDLA films. The improved tensile property was caused by the formation of stereocomplex macro-gel during solvent evaporation (Tsuji & Ikada, 1999).
Thermal Properties
In general, L-lactide is an ideal monomer for producing polymers and co-polymers. The majority of NatureWorks’ grades contains >4% of D-lactic acid, which originates from the meso-lactide co-monomer. After conversion to lactide and polymerization, this type of PLA has a relatively low glass transition temperature (~ 55-60 °C, see Table 2-17) and degrades quickly above this temperature at high moisture conditions. Due to its low vicat softening point, PLA containers are not suitable for being filled at elevated temperatures (similar to PET). PLA’s low softening point also poses a problem for warehousing of products and use in automobiles. On the other hand, PLA’s low heat
65
deflection temperature (HDT) and high heat seal strength lead to good performance in film sealing. According to NatureWorks, the melting point of their PLA grades ranges from 120-170 °C. D-lactide enables adaptable polymer architecture, including stereocomplex technology, to improve PLA’s heat resistance (see Table 2-17). Stereocomplex PLA is semi-crystalline; it has a much higher heat deflection temperature (HDT 160-200 oC) than amorphous PLA (Table 2-17). For instance, BiofrontTM, developed by Teijin and Mazda in 2007, is a PLA fibre manufactured by stereocomplex technology. BiofrontTM has a melting point of 210oC (Teijin, 2007). Table 2-17 Thermal properties of amorphous versus crystalline and stereocomplex PLA (with courtesy to PURAC (2008b) Amorphous PLA Crystalline PLA Stereocomplex PLA
PLA has high odour and flavour barrier properties. It also has high resistance to grease and oil, thus finding application in the packaging of viscous oily liquids. It is also suitable for packaging of dry products and short shelf-life products. It is not suitable for the packaging of carbonated beverages and other liquids due to its poor O2-, CO2- and water vapour barrier (see Table 2-16). In comparison to starch polymers, PLA is superior in terms of moisture barrier, whereas the gas barrier is inferior (Petersen et al., 1999). In comparison to PP, PLA pellets are much more hygroscopic (water-absorbing) and therefore must be handled carefully. PLA films, however, are not hygroscopic (Treofan, 2003). The low water barrier can be of interest for some applications; e.g., in clothing where high water transmission (high wick) for fabrics (Gruber & O’Brien, 2002) is a desirable property. The hydrolytic stability conditions close to some laundering, dyeing and finishing processes are borderline (Woodings, 2000). As for polyesters in general, PLA exhibits good chemical resistance to aliphatic molecules such as mineral oils and terpenes. The resistance to solvents, acids and bases is average to poor. Having a linear aliphatic structure, PLA has good UV resistance. This is in contrast to aromatic polymers such as PET, which are highly sensitive to UV. Since PLA is a polar material it has a high critical surface energy and is thus easy to print, metallise and dye. Its printability is similar to PET and better than PE and PP (PURAC, 2008c). It is possible to print PLA using natural dyes and pigments which are heavy metal free and thus eligible for the DIN norm compostable logo. PLA is largely resistant to attack by microorganisms in soil or sewage at ambient temperature. The polymer must first be hydrolysed at elevated temperatures (>58 °C) to reduce the molecular weight before biodegradation can commence. Thus, PLA will not
66
degrade in typical home composting, while it does break down in a typical industrial composting facility. Stereocomplex PLA is more resistant to biodegradation. Under typical use and storage conditions PLA is quite stable. Additives which retard hydrolysis may be used for further stabilization (Brandrup et al., 1999).
Properties of copolymers, blends and composites
To obtain PLA with improved properties, lactic acid or lactide may be copolymerised with other cyclic monomers such as ε-caprolactone or glycolide. Reaction conditions are similar to those of the ROP process (Gruber & O’Brien, 2002). Another approach is the preparation of physical polymer blends (also referred to as alloys) of PLA and other (bio-based and/or biodegradable) polymers. Blending PLA with the petrochemically sourced polyester EcoFlex®, a copolyester of terephthalic acid, adipic acid and butanediol, produces an aromatic-aliphatic biodegradable copolyester which is marketed by BASF under the tradename Ecovio®. Ecovio is a blend of 45 wt-% PLA and 55 wt-% EcoFlex, which exhibits better impact and heat resistance than neat PLA. Ecovio can be further mixed with other biodegradable polymers such as polycaprolactone (PCL), polyhydroxyalkanoates (PHA) or polybutylene succinates (PBS) (BASF, 2008c). Another option is to use PLA as a copolymer. This allows to increase the bio-content of a product, while maintaining the key characteristics of main polymer (which may be a petrochemical polymer). Blends of PLA and bio-based polymers like starch or polyhydroxyalkanoates (PHAs) have also attracted a lot of attention. Commercial products of starch-PLA blends have enjoyed a fast market growth in the past few years. Examples are Cereplast HybridTM from Cereplast (Cereplast, 2008a) and Biolice® from Limagrain (Massacrier, 2008). Also PLA/PHA blends are promising and have been the subject of investigation (Noda et al., 2004). Copolymers (such as PLA/PCL) and blends (such as PLA/PHA, PLA/starch, PLA/PGA) have improved performance with respect to degradation rate, permeability characteristics, and thermal and mechanical properties. Overall processability is thus improved and the range of possible applications for PLA is broadened. Blending of PLA with natural fibres such as flax and kenaf leads to interesting composite materials (Bax & Mussig, 2008, Oksman et al., 2003) with high rigidity and heat resistance. Blends of PLA and natural fibres have increased durability and heat resistance and have a lower cost-to-weight ratio compared to unblended PLA. The development of nanotechnology offers new opportunities to improve PLA’s properties. For example, the usage of PLA nanocomposite can improve the gas barrier of PLA films (PURAC, 2008c). Finally, also nanocomposites of PLA are being investigated – both with pre-formed nanoparticles (Petersson & Oksman, 2006) and with in-situ formation of the nanoparticles (Paul et al., 2003). The probably most successful approach to nanocomposites is by mixing the nanoparticles with lactide monomer in order to get
67
excellent dispersion in the low viscosity regime. Subsequently, the lactide can be polymerized, e.g. by reactive extrusion. Such approaches are under investigation and have been published as well, e.g. by Solarski et al. (2007) for a PLA composite of Cloisite 30B (montmorillonite-based organoclay) or of hydrotalcite (anionic clay) (Schomaker & De Vos, 2006).
Additives
Additives differentiate a plastic material from the virgin polymer and are used to impart properties such as resistance against oxidation, hydrolysis and discoloration during melt processing, improved flow characteristics, easy release from the mould, resistance to fire, UV stability, strength and flexibility and colour. In the case of PLA, required additives include anti-statics (to combat electrostaticity of PLA foil); biodegradable organic pigments, inks and coatings; and biodegradable mould detaching agents. Some of these additives are not yet available or require further development to meet performance criteria (Treofan, 2003). Several companies are coming out with additives to improve properties like HDT and impact strength. Examples are DuPont Biomax Strong, Sukano, DIC and Rohm& Haas. PURAC’s PDLA is the only product that can increase the melting point of PLA from 170 to 230 °C and can be used as a nucleating agent to increase HDT to over 120 °C.
2.3.3 Technical substitution potential
Table 2-18 shows the substitution potential for PLA, according to interviewed representatives from two bulk producers - NatureWorks and PURAC. The two companies agree on the potential for PLA or PLA components to partially replace LDPE, HDPE, PP, PA and PET, as well as seeing possibilities for PLA to substitute for PMMA and PUR. No possibility is seen for substitution for PBT and POM. There was no clear consensus on the other polymers. Little or no substitution potential exists for PVC, PC and POM. PVC has already lost its importance in packaging, while it is still an important polymer for the building sector and electrical devices. POM has extreme abrasion resistance for moving parts. PLA compares favourably to PE/HD & LD in terms of its aroma barrier and grease resistance; it is also stiffer, has a higher modulus, but is more expensive. PLA compares unfavourably in terms of its water barrier. A reasonable amount of substitution seems possible. In the nonwovens sector, PLA fibre could replace PET (also PP) to some extent. PLA thin films could also replace PP films in some applications. PLA has a low abrasion resistance compared to PA, which is also fibrous and highly crystalline. This limits substitution possibilities.
68
Compared to PS crystal clear, PLA is less transparent while elongation & breakage are comparable. HI-PS is very tough, so only impact-modified PLA could compete. PMMA has super clarity and transparency combined with good weatherability – important features in some applications which PLA cannot match. PLA has lower vapour barrier properties than PET. This can be a useful property for packaging, e.g., for fog-free packaging of warm bread. PLA does not reach the heat and impact resistance of PET, but the heat resistance is still reasonable. The melting point of PLA is too low for it to challenge aromatic polyesters in mainstream textiles; however PLA can be easily blended with PET. When costs for PLA and PET reach parity, at least partial substitution in fibres and packaging should take place. Again, upgrading PLA to stereocomplex PLA with PDLA dramatically widens the substitution potential of PLA. With a melting point above 200°C, ironing and dyeing under “PET-like” conditions become feasible. PBT is highly crystalline and is used in automotive electrical applications. No substitution by PLA is envisaged at present, but this might change in the future with more sophisticated bio-based macromolecular chemistry and physics. ABS is also very tough. Comparable impact strength for PLA can be achieved with an engineered blend. According to PLA film producer (Treofan, 2003), PLA film can replace cellophane in some applications. Table 2-18 Technical substitution potential for PLA according to interviews with experts from NatureWorks and PURAC. ++ full substitution + partial substitution - no substitution
PVC PE-HD
PE-LD
PP GP-PS
PMMA PA PET
PBT PC POM PUR HI-PS
ABS non-poly
NatureWorks - + + + - +/- + + - - - +/- - - -
PURAC +/- + + + +/- +/- + +/- - +/- - +/- + + +
GP-PS: general purpose polystyrene; HI-PS: high impact polystyrene
2.3.4 Applications today and tomorrow
Since the first large-scale PLA production facility become reality in 2002, PLA has gradually gained market importance. Examples of major end products are extruded sheet for thermoformed products, biaxially oriented film, blow moulded bottles, injection-moulded products and fibres for apparel and nonwovens. PLA has been used for a wide range of application areas, such as packaging (cups, bottles, films, trays), textiles (shirts, furniture), nonwovens (diapers), electronics (mobile phone housing), agriculture (usually blended with TPS) and cutlery. The more recent development of heat-resistant PLA will allow to further extend the application of PLA, such as for heat-resistant textiles which can be washed at high
69
temperature (Teijin, 2007) and warm-drink cups. PLA blends and (nano)composite products have also have also received increasing attention. Table 2-19 shows the outcome of interviews on current and future market shares of PLA. To summarise, today NatureWorks’ PLA is primarily used in packaging and the textile sector. In the future, NatureWorks sees the market potential not only textile and packaging, but also in transportation and E&E sectors. PURAC sees the future market of its PLA mainly in textiles, buildings and the transportation sector; packaging and E&E have a relatively lower share. Table 2-19 Main applications for PLA – share of interviewed companies, total production by market sector Sector % of total
production 2007
% of total production in 2020
NatureWorks NatureWorks PURAC
Packaging 70 % 20% 10%
Building 20%
Agriculture 1 %
Transportation 20% 20%
Furniture
Electric appliances and electronics (E&E) 1 % 10% 10%
Houseware
Textile (fibres and fabrics) 28 % 50% 40%
Other (analytics)
Total 100 % 100% 100%
PLA is now offered by NatureWorks at a price of $1.20 per lb (approx. €1.9 per kg), which makes it PLA an attractive option for packaging and other applications. PLAs used for packaging have good transparency, good mechanical properties and suitable moisture permeability. PLAs can be also used for the bottle-packaging of milk, water and juices for short shelf life and refrigerated conditions. The recent development of heat resistant PLA overcame the disadvantage of the traditional PLA and offers a broad range of applications of warm-food packagings as well as warm water-washable textiles. In the electronics sector, there are several successful examples of PLA use. For example, Fujitsu is making injection moulded computer keys and computer housing made from PC/PLA blends. Sony started to use 85% PLA and 15% aliphatics (injection moulded) for a walkman casing. One recent development which should enable wider application of PLA in electronics products is NEC’s process for imparting flame resistance to PLA without the use of halogen or phosphorous compounds that are toxic when burned. The product is reported to have heat resistance, mouldability and strength comparable to fibre-reinforced polycarbonate used in desktop-type electronic products (Greenbiz, 2004). Various phone companies have launched mobile phones with PLA, for instance Nokia, Samsung and NEC. In 2006, NEC and UNITIKA announced a joint development of
70
PLA composites, consisting of PLA reinforced with kenaf fibre. NTT DoCoMo Inc. is using this new bio-based plastics in the entire housing of the new FOMATM N701iECO mobile phone, which has been launched on the Japanese market in 2006. Mass production of these bio-based plastics composites is expected by the end of March 2009 (Eldridge, 2007a). In 2007 NEC announced that it developed a new PLA composite – PLA reinforced with carbon fibre; the company claims that the new PLA composite tackles heat release issues in electronic devices (Eldridge, 2007a). The carbon fibre reinforced in PLA resin can achieve high heat diffusion. NEC says that with 10% carbon fibre, the heat diffusion ability of the PLA composite is comparable to stainless steel; and with 30% carbon fibre, heat diffusion is double that of stainless steel (Eldridge, 2007a). This new material has good heat conductivity in the plane direction of the PLA resin board, which according to NEC is a characteristic that is difficult to achieve with conventional metal boards (Eldridge, 2007a). In the transport sector, Toyota has operated a 1500 ton pilot plant for several years. This plant was sold to Teijin in 2007. Toyota has been using a composite of kenaf fibre and PLA for moulded parts (e.g. spare tyre cover). The success of future R&D, e.g. on PLA nanocomposites with montmorillonite clay for improved temperature resistance will determine in combination with costs the success of PLA in the automotive sector. Mazda is collaborating with Teijin on the production of a heat-resistant PLA for automobile textiles (Teijin, 2007). Teijin has developed heat-resistant PLA fibres based on stereocomplex technology. Heat-resistant interior parts based on a combination of starch and stereocomplex co-polymer technology were developed in a collaboration between Mazda, PURAC and Nishikawa Rubber of Japan. PLA fibres (e.g. IngeoTM) were firstly launched in January 2003 by NatureWorks. PLA fibres can be used in various textile and nonwoven applications. They have been used in the furniture sector in applications in which flame resistance and UV resistance are important, such as hospitals, industry and home furnishings. PLA products can be found in fashion, furnishing as well as fibre fill applications. The 2007/2008 textile market saw draperies, T-shirts, womenwears, socks, and even wedding dresses made from PLA. In the non-woven sector, PLA is used to produce wipes, baby diapers and personal hygiene products. Further potential large-scale applications of PLA fabrics in weedblock textiles, exhibition carpet flooring and multi-use shopping bags (Tighe, 2008). Promising applications in the fibre sector include blends of PLA with wool and cotton, which are comparable and in some respects superior to the well-established PET blends (Gruber & O’Brien, 2002). Also under discussion is the concept of high melting PLA/Lyocell (regenerated cellulose) blends replacing the extremely successful blend of polyester/cotton (Woodings, 2000). The potential for foamed PLA to be used as insulation material in building applications is rising. The Dutch company Synbra recently announced that it will commence its own PLA production for expanded PLA foam, which will be produced from the solid PURAC lactides and use PLA polymerization technology developed by PURAC and Sulzer.
71
Synbra consider foamed PLA to be a bio-based alternative for expanded polystyrene foam (EPS). Applications of such foams are in building, construction and packaging industry (for instance fish-boxes) (PURAC, 2008d). Potential applications in agriculture include incorporation of a timed-release fertiliser in PLA sheets or moulded forms and biodegradable plant clips. Pure PLA is not suitable for mulch films because these should degrade at 25 ºC, whereas PLA needs to be processed in an industrial composting facility that reaches a temperature of 60 ºC, in order to ensure that PLA breaks down.
2.3.5 Current and emerging producers
NatureWorks LLC is the first large-scale PLA producer in the world and has been producing PLA since 2002 in its facility in Blair, NE, USA. The PLA plant has a name plate capacity of 150,000 t.p.a., that will be achieved in 2009 (Vink, 2008). At the end of 2008 NatureWorks switched to their new fermentation and purification technology. The PLA products are marketed under the brand names NatureWorks® and Ingeo™. The total capital investment to date amounts to US $300 million for the plant and US $450 million for R&D, process development and technical support (www.natureworksllc.com). NatureWorks collaborates with numerous customers from North America, Europe and Asia Pacific. In Europe, 33 companies have licenses for manufacturing products from NatureWorks® PLA. These companies include brand owners, equipment manufacturers, foodservice distributors, foodservice operators, packaging distributors, plastic processors, resin compounders and retailers (NatureWorks LLC, 2008b). For its current process, NatureWorks uses corn (maize) as the feedstock due to its low price, wide availability in the U.S. and its high starch content. With regard to expansion plans, NatureWorks made the statement in 2006 that “nothing official was on the drawing board” (Verespej, 2006), while there are also voices according to which a second plant is being considered (Edward C. Gregor & Associates LLC, 2008). If NatureWorks builds a second plant in the short term, it will again use a starch crop as feedstock: this could be maize and/or cassava or rice, depending on the location; sugar beet could be an option for Europe but it is probably too expensive. Within the next 5 to 10 years NatureWorks intends to build a third plant, which should then use cheap biomass as the primary feedstock, e.g. lignocellulosics from corn stover (ICIS news, 2008, Vink, 2008). PURAC (Gorinchem, Netherlands) is by far the largest producers of natural lactic acid, and lactates in the world. In November 2007, PURAC started up a lactic acid plant in Thailand which has a capacity of 100,000 t p.a. Currently, the lactic acid produced will be entirely used for applications in food, industrial, pharmaceutical and chemical markets. PURAC is also planning to invest in a lactide plant with the capacity of 75,000 t.p.a. (this is equivalent to about 100,000 t.p.a. lactic acid production). The lactide plant is planned to be integrated with the lactic acid plant in Thailand. The lactic acid plant can be expanded relatively quickly to a capacity of 200,000 t.p.a. In Europe, PURAC started up a demonstration plant for lactide in Spain in August 2008 with a capacity of several
72
thousands of tonnes per annum. This facility produces both L-lactide and D-lactide which are the raw materials to manufacture heat-resistant PLA via stereocomplex technology. The raw materials of PURAC’s lactide plant in Thailand are both tapioca starch and cane sugar, which are abundant local biomass resources. The plant operates according to a conventional fermentation process which also produces large amount of gypsum (CaSO4
•2H2O) as co-product (see Section 2.3.1). The gypsum produced in PURAC’s Thai company is sold to a local company and it replaces natural gypsum. In September 2008, PURAC and Sulzer announced the joint development of polymerisation and devolatilisation technology to produce foamed PLA supplied by PURAC’s lactides. The first plant which will use this technology will be operated by the Dutch company Snybra. The foamed PLA product BioFoam® is said to be a suitable replacement of expanded polystyrene (EPS) foam as insulation material in construction or as foamed packaging. Synbra’s new plant is scheduled to start up in 2009 with an annual capacity of 5,000 tonnes. Synbra expects to expand its future capacity to 50,000 t.p.a. (PURAC, 2008d). Apart from its joint effort with Cargill, Teijin (Tokyo, Japan) has developed PLA products specialised in heat-resistant applications with Musashino. These heat-resistant fibres have been developed based on the stereocomplex technology, i.e. stereocomplex formation between PLLA and PDLA. In November 2007, Teijin announced BIOFRONTTM car seat fabrics made from heat-resistant PLA (in collaboration with Mazda Motor). With a melting point of 210oC, BIOFRONT has similar thermal properties as PET (Teijin, 2007). In mid-2008, a pilot facility of 200 t.p.a was completed in Iwakuni (GCC, 2008, Teijin, 2007). Teijin expects that the heat-resistant PLA can also be used in films and E&E applications. In August 2008, Teijin acquired Toyota Motor’s PLA pilot plant, which had been stopped in March 2008 by Toyota. The acquisition increases Teijin’s PLA production capacity from 200 to 1,200 t.p.a. (GCC, 2008). Teijin plans to begin with mass production of PLA at a capacity of 10,000 t.p.a. in fiscal year 2010 (GCC, 2008). Within the European Union, other companies with an interest in large volume production of PLA include the Belgian company Galactic, a producer of lactic acid and lactic acid derivatives. In September 2007, a joint venture was announced by Galactic and Total Petrochemicals to develop production processes and a pilot plant for PLA. The PLA pilot plant will be located in Belgium and will have a capacity of 1,500 t.p.a. The two partners aim to complete the plant in 2009 (Eldridge, 2007b). According to Total Petrochemicals this is a research programme; the decision about the production at industrial scale will be made based on the results of the research, which will take four to five years (Eldridge, 2007b). The joint venture company will be called Futerro and will be supported by the Total Petrochemicals Research Centre in Feluy. Funds to support the project have been made available under a support programme from the Walloon Region, where the Galactic plant is located. The lactic acid required for the project will be supplied by Galactic (Eldridge, 2007b).
73
In September 2008, Pyramid Bioplastics announced to establish a PLA plant, based on Uhde Inventa-Fischer’s polymerisation technology, with a capacity of 60,000 t.p.a. in the second half of 2009 in Guben, a city on the German-Polish border in eastern Brandenburg. Tate & Lyle (London, UK) acquired Hycail’s PLA technology in April 2006. The company sees PLA as a “viable part” of their biomaterial platform in the future (Tate & Lyle, 2007). No mass production plans have been announced so far. In Asia, several pilot-scale PLA projects are ongoing. Zhejiang HiSun Chemical Co., Ltd. (Taizhou, Zhejiang, China), a pharmaceutical and chemical manufacturer, started up PLA production with an annual capacity of 5,000 tonnes in March 2008, after seven years of research and demonstration work collaborated with Changchun Institute of Applied Chemistry, a subsidiary of the Chinese Academy of Sciences (CAS, 2008). This is the first large-scale PLA production line in China and the PLA resins are “as good as, and some with even better properties” than NatureWorks’ PLA, said the announcement (CAS, 2008). From 1996 until 2002 Mitsui Chemicals (Tokyo, Japan) operated a semi-commercial production plant for PLA (500 t.p.a.) via the direct polycondensation route (product name: LACEA). No further intentions about future production plans have been released in the past few years. Toyobo Biologics has a PLA pilot project with an annual capacity of 200 tonnes (product name: Bioecol) (Isao, 2008). Shanghai Tong-Jie-Liang Biomaterials Co., Ltd. (Shanghai, China) currently produces PLA resin at a pilot scale of 100 tonnes per year, claiming that the cost of their PLA is around RMB 10,000 per tonne (ca. 1.00 €/kg), which is close to the costs of synthetic plastics (CCP, 2007). Some pilot-scale projects have been stopped in the past years. Shimadzu Corporation formerly produced small commercial quantities of PLA via the ROP route (several hundred t.p.a. in 1997) but has since ceased production and sold the technology to Toyota. Toyota Motor Corporation installed a pilot plant (1,000 t.p.a) in 2004 and aimed at PLA products used in automobiles (e.g., floor mats). The project was stopped in March 2008. In August 2008 the plant was sold to Teijin. Hycail (Noordhorn, Netherlands) used to produce PLA at a few hundred tonnes per year. It ceased the production and sold the pilot plant to Tate & Lyle in April 2006 (Tate & Lyle, 2007). T&L shut down the plant.
2.3.6 Expected developments in cost structure and selling price
Selling price
NatureWorks LLC, currently the only large volume producer of PLA, supplies large volume customers at a price of $1.20 per lb (ca. €1.90 per kg). NatureWorks views PLA as a specialty polymer moving toward commodity polymer prices. This price range is roughly supported by statements of Inventa Fischer, who have estimated the production costs at 1.30 -1.60 €2007/kg PLA.
74
Cost structure
The final cost of producing PLA depends primarily on the efficiency of the initial fermentation process to produce the lactic acid monomer (Petersen et al., 1999). Lactic acid currently represents around 40 to 50% of NatureWorks total costs. PURAC estimates that in their business model, about 50% of the initial investment is required for lactic acid, about 30% for lactide and about 20% for the polymer. This means that in PURAC’s business model polymer and plastics producers can start PLA manufacturing for a relatively low investment amount, starting from lactide (PURAC, 2008b).
Expected price developments
Given NatureWork’s current selling price, it remains to be seen whether the low prices as currently offered by NatureWorks can be maintained or whether the market will experience an upward price correction. The price of PDLA, which is the building block of stereocomplex PLA, is expected to be 2-5 times more expensive than today’s commercial PLA from a long-term perspective. In the future, lignocelluloses from corn stover, a cheaper biomass source, has the potential to drive down the cost of PLA. A critical bottleneck in the cost is the availability of low-cost enzymes to convert cellulose and lignocellulose into fermentable sugars. It is expected that cost of these enzymes will be driven down further (they are already down from 30 Euro/kg to 3 Euro/kg over the last 3 years) as a consequence of large-scale cellulosic ethanol production for application as biofuel.
75
2.4 PTT from bio-based PDO Poly(trimethylene terephthalate) (PTT, Figure 2-14) is a linear aromatic polyester produced by polycondensation of 1,3-propanediol (trimethylene glycol, 3G, or PDO) with either purified terephthalic acid (PTA) or dimethyl terephthalate (DMT) (Brown et al., 2000). According to the conventional production route both monomers – the diacid and the diol component - are derived from petrochemical feedstocks. The production of bio-based PDO has been developed and commercialised by the joint venture DuPont Tate & Lyle LLC. DuPont’s Bio-PDOTM is produced by aerobic fermentation of glucose from corn starch. The yield and productivity are relatively high with the aerobic process, opening the way for bulk production of bio-based PTT. In 2006, the joint venture expanded the Bio-PDOTM production capacity to 45,000 t.p.a. (100 million lb p.a.) in Loudon, Tennessee (DuPont, 2008c). Apart from PTT, other acronyms used for the same polymer are PTMT (polytrimethylene terephthalate) and PPT (polypropylene terephthalate).
As an engineering thermoplastic, PTT has a very desirable property set, combining the rigidity, strength and heat resistance of polyethylene terephthalate (PET), with the good processability of polybutylene terephthalate (PBT). PTT may be used to produce fibres for carpets and industrial textiles where it has the good resiliency and wearability of nylon, as well as the dyeability, static resistance and chemical resistance of PET. As a spun-bond fibre for apparel, its property set includes good stretch recovery, softness and dyeability. When blended with other resins it can improve strength, flexibility, and barrier properties in moulding and extrusion applications (DuPont, 2008d). PTT was first synthesised in 1941. In the late 1960s, Shell attempted the commercialisation of petrochemical PTT but was unsuccessful due to the high cost of one of the starting materials, which was PDO produced by hydration of acrolein10. Thus, while PET and PBT became very successful commercial polymers, PTT, despite its good physical and chemical properties and numerous potential applications, was not commercialised. The commercialisation of PTT was revisited in the 1990s. This time Shell used the more cost effective process of continuous hydroformylation of ethylene oxide with newly developed catalysts. Shell’s PTT with the brandname Corterra® was commercialised in 1995. In 2001, PTT Poly Canada, a joint venture between Shell Chemical and SGF Chimie JV, was formed to produce petrochemical PTT on a scale of 95 kt.p.a. in Montreal, Canada; the plant was started up in November 2004 (Shell Chemicals, 2004).
10 Thehydration and hydrogenation of acrolein is the Degussa process which was acquired by DuPont in 1998 (DuPont, 2008h).
76
Whereas Shell concluded that the biotechnological route to PDO (at the time, via fermentation of glycerol) was unattractive (Chuah, 1996), DuPont continued research in collaboration with Genencor into metabolic engineering of an organism capable of directly producing PDO from glucose at acceptable yields and rates. In early 2003 DuPont announced that a commercially viable process had been attained and that bio-based PDO would become the platform chemical for its PTT process. In the meantime, DuPont introduced its PTT product (also known as “3GT” 11 ) under the tradename Sorona®. Both Shell and DuPont target their PTT applications on textiles, carpets, industrial fibres and engineering plastics.
2.4.1 Production
From biomass to 1,3-propandiol
Bio-based PDO is produced industrially by DuPont Tate & Lyle Joint Venture via the fermentation of glucose. There is a fermentation pathway in nature which consists two steps: naturally occurring yeasts first ferment glucose to glycerol, then microbes ferment glycerol to 1,3-propanediol. In the patented bioprocess developed by DuPont with Genencor, glucose derived from wet-milled corn is metabolised by genetically engineered microorganism E. coli 12 . This microorganism converts glucose to 1,3-propanediol in a single step (Figure 2-15). The microorganism is placed in a fermentation tank with water and glucose, along with vitamins, minerals and oxygen. After the organism ingests the glucose, it produces the three-carbon molecule 1,3-PDO (DuPont, 2007). The PDO is then separated from the fermentation broth by filtration, and concentrated by evaporation, followed by purification by distillation. 1,3-PDO appears as clear, slightly viscous liquid (DuPont, 2007).
CH2-OH
CH2-OH
HC-OH
CH2-OH
CH2-OH
HC-OH
H2C-OH
CH2
H2C-OH
OH
OHOH
HO
H
H
H
HOCH2
H
H
O
glucose
OH
OHOH
HO
H
H
H
HOCH2
H
H
O
glucose glycerol 1,3-propanediol
E.coli (GM)Enzymatic conversions
Figure 2-15 Fermentation route to PDO It is also possible to produce PDO by fermentation of glycerol (see BREW study, (Patel et al., 2005)). Glycerol (or glycerine, CH2OH-CHOH-CH2OH) is a by-product from biodiesel production. The increase in biodiesel production in recent years has led to a
11 DuPont has coined the term “3GT” as the generic name for the family of polymers of PDO (“3G”) and
terephthalic acid (“T”). By analogy, the generic name “4GT” refers to the family of polymers of BDO (1,4-butanediol or “4G”) and terephthalic acid (“T”) more generally referred to as PBT.
12 The E. coli, which has undergone 26 gene modifications (de Visser, 2003), was developed by Genencor International and DuPont. It is said to have a 500-fold increase in bio-processing productivity, compared to the natural microorganisms (Dechema, 2003).
77
dramatic drop in glycerol prices, making glycerol a potentially attractive starting material for PDO and other chemicals (e.g. epichlorohydrin and propylene glycol). Propylene glycols (including both 1,2-propanediol and 1,3-propanediol) can be synthesized through thermo-chemical conversion of glycerol (van Haveren et al., 2008). In the thermo-chemical pathway patented by Celanese in 1987, aqueous glycerol solution is converted into propylene glycols (both 1,2-propanediol and 1,3-propanediol) at 200 oC and 300 bar (forming 1,3-propanediol and 1,2-propanediol at 20% and 23% yield, respectively; (Tessie, 1987). Among the propylene glycols, only 1,3-propanediol is suitable for making a semi-crystalline condensation polymer (DuPont, 2008h).
Figure 2-16 Conversion of glycerol to propylene glycols via the thermo-chemical route according to Chamiand et al. (2004)
From bio-based 1,3-PDO to PTT
PTT can be produced either by transesterification of dimethyl terephthalate (DMT) with PDO, or by the esterification route, starting with purified terephthalic acid (PTA) and PDO (Figure 2-17). The polymerisation can be a continuous process and is similar to the production of PET (Thiele, 2001). In the first stage of polymerisation, low molecular weight polyester is produced in the presence of excess PDO, with water (in the case of PTA) or methanol (in the case of DMT) being removed. In the second stage, polycondensation, chain growth occurs by removal of PDO and remaining water/methanol. As chain termination can occur at any time (due to the presence of a monofunctional acid or hydroxyl compound), both monomers must be very pure. As the reaction proceeds, removal of traces of PDO becomes increasingly difficult. This is compensated for by having a series of reactors operating under progressively higher temperatures and lower pressures. In a final step, the highly viscous molten polymer is blended with additives in a static mixer and then palletised. Since PTT production is analogous in many ways to PET, it is generally possible to convert existing PET facilities (batch or continuous plants) to PTT production. The PDO unit needs to be built separately. The cost for conversion of a PET facility to PTT is between 10% to 20% of the cost of building a new plant (Norberg, 2003), equating to relatively low start-up capital. This also means that there is the possibility of a reasonably fast increase in global production volumes over the next few years, if PTT proves attractive to current PET producers. Of the two main players, DuPont has chosen the
78
approach of modifying existing PET or PBT facilities using patented retrofit technologies, while Shell constructed an entirely new facility for PTT.
Figure 2-17 Production of PTT from PDO and PTA or DMT
Other products from PDO
Bio-based 1,3-propanediol is marketed by DuPont under the tradenames SusterraTM and ZemeaTM. 1,3-PDO is a diol and can be used as antifreeze agent, heat-transfer fluids and antifreeze (SusterraTM) (DuPont, 2008e). 1,3-PDO is also suitable for applications in cosmetics and personal care products (ZemeaTM), liquid detergents, and other applications requiring highest purity and performance (DuPont, 2008f). In addition, bio-based polyols, such as DuPont’s CerenolTM can be prepared from bio-based 1,3-PDO. Cerenol is a new family of high performance engineered polyol and it can be used for personal care products, coatings, functional fluids and high performance elastomers (PUR) (DuPont, 2008b). Other polymer products based on PDO are poly(trimethylene naphthalate) (PTN) and poly(trimethylene isophthalate) (PTI) and Hytrel® RS, a partially bio-based thermoplastic polyester elastomer, which we will briefly address in Chapter 2.9.4. Moreover, PDO can be converted into polyurethane (see Section 2.10), thermosets (see Section 2.11) and potentially also further products.
2.4.2 Properties
PTT combines physical properties similar to PET (strength, stiffness, toughness and heat resistance) with processing properties of PBT (low melt and mould temperatures, rapid crystallisation, faster cycle time than PET); it is also similar to polyamide (PA 6 and 6,6) and polypropylene (PP) for fibre applications and is similar to polycarbonate (PC) for moulding applications. There is also overlap in terms of properties and processability (fibres and films) with PLA and cellophane.
79
Chemical and physical properties
In general, PTT is similar to other polyesters in molecular weight and molecular weight distribution (Hwo & Shiffler, 2000). The polyester backbone is saturated and hence inactive (Thiele, 2001). PTT is crystalline, hard, strong and extremely tough. The density of PTT is slightly lower than PET and similar to PBT. PTT has an odd number (three) of methylene units between each of the terephthalates whereas PBT and PET both have an even number of methylene units. The odd number of methylene units affects the physical and chemical structure of PTT, giving it elastic recovery beyond that of PBT and PET and reaching the range of nylon (Houck et al., 2001).
Mechanical and thermal properties
The elongation to break of PTT staple fibre is significantly larger than either PET or nylon, suggesting improved tear strength. PTT’s initial modulus, which is significantly lower than PET or nylon, corresponds to a less rigid and hence softer, more easily hydroentangled (nonwoven) fibre (Hwo & Shiffler, 2000). PTT has a melting point of 225-228°C and a glass transition that is roughly 45-75 °C; both values are lower compared to PET (Hwo et al., 1998, Kurian, 2005). Thus PTT requires correspondingly lower processing temperatures. PTT has a semi-crystalline structure. It is an opaque rigid thermoplastic useful for structural engineering applications where rigidity, strength and toughness are required (Hwo et al., 1998). The tensile strength and flexural modulus are higher for PET, followed by PTT and PBT (see Table 2-20). Biaxially oriented PTT films are significantly softer than PET films. PTT films also have higher shrink force and percent shrinkage than either PET or nylon 6, which means that PTT will require lower shrink temperature than PET for the same shrink force or percent shrinkage (Hwo et al., 1998). While the production of bio-based PTT has become a reality, tailored grades and formulations for diverse applications still need to be developed for several areas. An example of a recent development is DuPont’s Biomax® PTT, which is an injection mouldable PTT resin containing 35% Bio-PDOTM. Biomax® PTT can be used for various packaging applications. The attributes include good surface gloss, stiffness, chemical resistance and colourability (DuPont, 2008a).
Other properties
PTT films have excellent barrier properties to carbon dioxide and water vapour compared to PET and nylon films (see Table 2-21). Due to the moderate glass transition temperature, PTT fibers are dyeable with common dispersion dyes at atmospheric boil without a dye-carrier, saving energy compared to PET fibres. PTT exhibits uniform dye uptake and with selected dyes, colourfastness comparable to nylon (Houck et al., 2001), and outstanding stain resistance. It also has excellent UV resistance (Swicofil AG, 2008) and low static-charge generation; hence its suitability for carpeting. PTT fibre has been found in consumer tests to have a softer feel than polyamide and PET, which is a desirable property for apparel.
80
Table 2-20 Properties of polymers from potentially bio-based monomers and selected other polymers used in engineering thermoplastics, films and fibre applications
Data source: [1] Shell Corterra (Hwo et al., 1998); [2] Chang Chun PBT (Chang Chun, 2008); [3] ] Kurian (2005) and DuPont (2008h); [4] Swicofil Textile (Swicofil AG, 2008); [5] BASF Ecoflex (BASF, 2008b, 2008d); [6] Mitsubishi GS Pla (Mitsubishi Chemical, 2007); [7] (Schultze-Gebhardt & Herlinger, 2002); [8] Showa High Polymer product specification (Showa, 2008). Note: a Tensile properties tested according to ASTM D882 or ISO 527-1(for plastics film and sheets with thickness less than 1 mm), refers to 1.0 mil film made by Bruckner, published by Shell. b Tensile properties tested according to ASTM D638 or ISO 527-2 ( for plastics with thickness more than 1 mm). c Flexural properties tested according to ASTM D790 or ISO 178. d According to [6], the density of GS type AZ91T (film): 1.26 g/cm3; the density of type GZ95T (pellets): 1.51 g/cm3. e MD means polymer orientation in machine direction; TD means the same in transverse direction
81
Table 2-21 Comparison of vapour transmission rates of films made from PTT, PET, Nylon 6 and PTN (Hwo et al., 1998) Testing
method PTT PET Nylon 6 PTN
Carbon dioxide (cc-mil/100 in2/day) a ASTM D-1434 23.9 30.7 10.9 1.7 Water vapour (gm-mil/100 in2/day) b ASTM F-1249 1.2 1.5 10.2 0.4 a Test performed by MOCON 1.0 mil film; PTT-PET-Nylon 6 made by Bruckner; PTN made at WTC 20 mil stretched on TM long stretcher b 20 mil stretched on TM long stretcher, time = 30 sec, rate = 6.0 in/sec, ratio = 5, heat set = 30 sec
2.4.3 Technical substitution potential
Based on the property comparisons with other polymers, we conclude that PTT’s substitution potential (Table 2-22) is very high for nylon and PBT, and moderately high for PET, PC and PP. It is important to note that if the list of materials is extended to include bio-based polymers, PTT could substitute to some extent also for PLA in some markets (especially in fibre applications), possibly also for PHA, and for cellophane film and cellulose acetate film, depending on biodegradability requirements. The (theoretical) substitution potential of bio-based for petrochemical PTT is 100%, since the product should be identical assuming that the feedstock qualities and polymerisation processes are equivalent. In practice, as for all other polymer substitutions, the price will largely determine the extent to which substitution takes place. Table 2-22 Technical substitution potential for PTT ++ full substitution + partial substitution - no substitution PVC PE-
HD PE-LD
PP CC-PS
PM-MA
PA PET PBT PC POM PUR HI-PS
ABS non-poly
PTT - - - + - - ++ + ++ + - - - -
2.4.4 Applications today and tomorrow
In the first few years, the focus of application for PTT was primarily seen in the fibres sector (textiles and carpet). Recently, the range of applications has broadened remarkably, including also monofilaments, films and engineering thermoplastics. For example, DuPont is targeting with their engineering thermoplastic Sorona® EP in the automotive sector, electrical and electronics systems as well as industrial and consumer products (DuPont, 2008g). While PET will continue to be the preferred lower cost polymer for carbonated beverage bottling, PTT is expected to substitute for PET to some extent in fibre applications as well as for various packaging applications; films and other items such as X-ray film, magnetic tape (audio, video and computer) metallised film, strapping and labels (Thiele, 2001). Also novel applications for PTT are developed; for example, Solenium is a composite flooring material designed for institutional and hospital use that capitalises on PTT’s elastic regain, durability and colourfastness properties (Houck et al., 2001).
82
With regard to target areas the expectations of Shell and DuPont are quite similar. Shell has been targetting mainly the textile (carpeting) sector for Corterra® , while expecting 20% of the material to go into typical engineering-type applications, e.g. moulded housings for appliances and electronics (Morgan, 1998). Similarly DuPont has also been focusing a major part of its development efforts for Sorona® on fibres for apparel and carpets. DuPont has also recently commercialised a PTT grade for high performance engineering applications (e.g. Sorona® EP) and packaging markets. Given this broad applicability PTT may gain market share over other polymers in the next few years.
2.4.5 Current and emerging producers
At present, DuPont is the only company known to have completed the commercialisation of PDO from bio-based raw materials. To produce PDO DuPont and Tate & Lyle PLC set up a 50/50 joint venture in 2004 – DuPont Tate & Lyle Bio Products LLC which is based in Wilmington, Delaware. Their PDO plant, with the production capacity of 45,000 t.p.a. and located in Louden, Tennessee, has been in operation since 2006 (Tate & Lyle, 2006). DuPont’s continuous polymerisation PTT plant is located in Kinston, NC, USA. The capacity of the first plant was 10,000 t.p.a. (October 2000). DuPont has been increasing polymer capacity since then and recently added additional polymer capacity to satisfy the growing market needs (DuPont, 2008h). As a consequence of the large availability of glycerol along with the increase of biodiesel production, there has been a strong motivation to convert glycerol into value-added chemicals including PDO. However, there is so far no industrial facility making use of this route.
2.4.6 Expected developments in cost structure and selling price
No costs are available for the DuPont process for PDO and PTT production; therefore cost estimates will be made based on available data.
Selling price
No market prices could be found for PTT. In the past DuPont representatives expressed the intention to price Sorona® at the same level as Nylon 6 (Franklin, 2002). The price of Nylon 6 fibre (filament yarn, grade 70 Den13 FDY14) was at the range of € 1.97 -2.50 per kg (2.90-3.68 US$/kg)15 in Asia in 2006/2007; and Nylon 44 dtex16 filament yarn was € 3.47-3.67 in Europe by the end of 2007 (5.11-5.39 US$/kg) (Fibre2Fashion, 2008). On this basis one can expect a price for PTT in the range of € 2.0-3.7 depending on the fibre grade, location and market conditions at the time.
Cost structure
13 Den refers to Denier, which is defined as mass of yarn in grams for length of 9,000 meters 14 FDY stands for full drawn yarn. 15 Exchange rate: 1 Euro = 0.68 US$ 16 dtex refers to Decitex, which is defined as 1/10th of tex. Tex is defined as mass of yarn in grams per 1,000 meters length. 1 dtex = 0.9 den
83
The cost of biotechnological production of 1,3-propanediol (PDO) by fermentation of glycerol was assessed to be € 1.77 per kg PDO, based on a plant capacity of 75,000 t.p.a. (BioMatNet, 2003). During 2006-2007 the price of PTA was at a range of € 0.55-0.65 per kg (0.820-0.955 US$/kg) (Fibre2Fashion, 2008). The raw material costs for making PTT from bio-based PDO (by fermentation) and PTA are given in Table 2-23. Other raw materials apart from the two main ingredients are neglected. The price of PDO is twice as high as the price of PTA; but since a relatively small amount of PDO is required to produce 1 kg of PTT, the overall contribution of PDO to feedstock cost is roughly only 60%. The total feedstock cost is estimated at € 1.14 per kg PTT. Assuming similar cost ratios as for the production of PLA (Section 2.3.6; costs due to lactic acid are in the range of 40-65% of total), one can estimate the total direct costs for producing PTT to be in the range of € 1.75 to € 2.85 (average € 2.30) per kg. This is significantly above the lower range of Nylon 6 filament fibres (e.g. 70 Den FDY in Asia) but still below the higher range of Nylon fibre (e.g. 44 dtex in Europe). Table 2-23 Feedstocks costs for PTT production from PTA and PDO Feedstock Cost, €/kg kg feedstock per kg PTT Cost, €/kg PTT % of feedstock costs
PDO 1.77 0.37 0.65 57
PTA 0.60 0.81 0.49 43
Total - - 1.14 100
Expected price developments
As previously noted, DuPont expects the market price of PTT to track the price of Nylon 6, with a slight premium being possible if, as claimed by DuPont, the superior attributes of PTT fibre over Nylon 6 drive the demand (Norberg, 2003).
84
85
2.5 Bio-based polyamides (nylon) Nylon is a generic name for a family of long-chain polyamide thermoplastics which have recurring amide groups [-CONH-] as an integral part of the main polymer chain. The nylon fibre industry made a huge impact when it flooded the market in 1939 with the ubiquitous nylon stocking: 64 million pairs were sold, and to this day, most people still associate nylon with fibres. Although use as a fibre dominated the interest in nylon from the outset, the share of nylons as compounds that can be injection moulded and extruded or otherwise processed like engineering plastics has steadily increased; in Western Europe from 24% of total consumption in 1978, to 47 % in 1988 (Kohan, 1997), to 54% in 2003 (Fischer, 2004) and to 60% in 2006 (Rosenau, 2007). Worldwide in 2006, about 2.6 Mt polyamides are used for engineering plastics; this accounts for approximately 40% of the global polyamides production and 30% of the global engineering plastics production (Rosenau, 2007). Typical application areas for engineering plastic PA are the automotive sector, the electrical and electronic domain, packaging and construction. Important commercial polyamides include (Kohan et al., 2003):
PA 6 (polycaprolactam)-made by the polycondensation of ε-caprolactam [CH2(CH2)4NHCO];
PA 66 (polyhexamethylene adipamide) - made by condensing hexamethylenediamine [H2N(CH2)6NH2] with adipic acid [COOH(CH2)4COOH];
PA 46 (polytetramethylene adipiamide) – made by condensing tetramethylenediamine with adipic acid [COOH(CH2)4COOH];
PA 69 (polyhexamethylene azelaamide) - made by condensing hexamethylenediamine [H2N(CH2)6NH2] with azelaic acid [COOH(CH2)7COOH];
PA 610-made by condensing hexamethylenediamine with sebacic acid [COOH(CH2)8COOH];
PA 612-made from hexamethylenediamine and a 12-carbon dibasic acid;
PA11-produced by polycondensation of the monomer 11-aminoundecanoic acid [NH2CH2(CH2)9COOH];
PA12-made by the polymerization of laurolactam [CH2(CH2)10CO] or cyclododecalactam, with 11 methylene units between the linking -NH-co- groups in the polymer chain.
PA 6T/66 Hexamethyleneadipamide-hexamethyleneterephthalamide copolyamid, polymer with 1,6-hexanediamine and hexanedioic acid
PA 6T/6 ε-Caprolactam-hexamethyleneterephthalamide copolyamide, polymer with hexahydro-2H-axepine-2-one and 1,6-hexanediamine
Table 2-24 shows the bio-based or partially bio-based polyamides that are commercially available today and the potential polyamides that can be produced from bio-based raw
86
materials in the future. Commercially available bio-based polyamides are PA11 from caster oil (monomer 11-aminoundecanoic acid) and PA610 which is partially bio-based (sebacic acid from castor oil). This chapter will discuss the polyamides that are printed in bold in Table 2-24. This selection includes bio-based polyamides that are commercialised already today and some polyamides that may be produced from bio-based feedstocks in future. Table 2-24 Commercially available bio-based polyamides and potential bio-based polyamides Polyamide Monomers Raw material Commerciali-
R&D is ongoing to produce adipic acid via fermentation of sugar (Li & Frost, 1999, Niu et al., 2002). If this process will ultimately be successful at industrial scale, it will serve as a basis for the manufacture of partially bio-based PA66. Azelaic acid, one of the monomers to produce PA69, can be obtained from oleic acid, which is abundant in certain vegetable oils such as olive oil and palm berry oil. For ε-caprolactam, the monomer to produce PA6, R&D is ongoing to arrive at an industrially attractive route having lysine production by fermentation as its first step (Frost, 2005, Kimura et al., 2003, Matsuzaki et al., 2004). However, this route is not economically viable compared to the conventional route. Without insider knowledge, it is difficult to judge the extent to which bio-based routes to monomers used in the production of polyamides could become economically feasible. Therefore, this chapter attempts to give examples of potential bio-based routes and to place them in the context of conventional polyamide applications and markets.
2.5.1 Production of bio-based polyamides
Polyamides are generally synthesized from diamines and dibasic (dicarboxylic) acids, amino acids or lactams. Where two types of reactive monomer are required, the polymerization is said to be an AABB type; where one suffices, an AB type. A and B stand for the functional groups –NH2 and –COOH, respectively. The different polyamide (PA) types are identified by numbers denoting the number of carbon atoms in the monomers (diamine first for the AABB type). In commercial manufacture, polyamides are in general directly prepared from (1) dicarboxylic acid and diamines, (2) ε-aminoacids, or (3) lactams. The reaction equations are:
(1) n H2N(CH2)xNH2 + n HOOC(CH2)y-2COOH ↔ H[NH(CH2)XNHCO(CH2)y-2CO]nOH + (2n-1)H2O
87
(2) n H2N(CH2)x-1COOH ↔ H[NH(CH2)x-1CO]nOH + (n-1)H2O (3) n HN(CH2)x-1C=O + H2O ↔ H[NH(CH2)x-1CO]nOH
2.5.1.1 PA11 from castor oil
The monomer of PA11 is 11-aminoundecanoic acid. In the production of 11-aminoundecanoic acid, castor oil is transesterified with methanol to produce glycerol and methyl ricinoleate. The methyl ricinoleate then goes through a pyrolysis process (500C) and is converted into methyl 10-undecylenate and heptaldehyde. The methyl 10-undecylenate is hydrolysed, and the resultant undecyenic acid is treated with hydrogen bromide (HBr) in the presence of peroxides to yield 11-bromoundecanoic acid. This compound is then reacted with ammonia and 11-aminoundecanoic acid is obtained (Ogunniyi, 2006, UNEP, 2002).
Figure 2-18 Production of x-aminoundecanoic acid from castor oil (Ogunniyi, 2006) (reprint with permission from Elsevier) Arkema (formally ATOFINA) is the only producer of 11-aminoundecanoic acid in the world (UNEP, 2002). The production plant is located in Marseille Saint Menet (France). 11-aminoundecanoic acid is used exclusively as a monomer for the manufacture of polyamide 11 polymers at three different sites located in France (Serquigny), China (Changshu) and the USA (Birdsboro, PA) (Le, 2008).
2.5.1.2 PA 610 from caster oil
The monomers of PA610 are hexamethylenediamine and sebacic acid. Hexamethylenediamine is produced petrochemically from butadiene or propylene;
88
sebacic acid can be obtained from castor oil. Therefore approximately 60% of the carbon in PA610 is bio-based. To produce sebacic acid, castor oil is heated to a high temperature (about 180-270C) with alkali (e.g. NaOH) (Le, 2008). This treatment results in saponification of the castor oil to ricinoleic acid and glycerol. Ricinoleic acid is then cleaved to give capryl alcohol (2-octanol) and sebacic acid (see Figure 2-19). Although the sebacic acid yields are low, this route has been found to be cost competitive (Ogunniyi, 2006).
Figure 2-19 Production of sebacic acid from castor oil (Ogunniyi, 2006) (reprint with permission from Elsevier)
2.5.1.3 PA 66 from bio-based adipic acid
In the bio-based route to adipic acid (see Figure 2-20 for the conventional route and Figure 2-21 for the bioroute), E. coli bacteria first convert sugar to 3-dehydroxyshikimate, which they then convert to cis, cis-muconic acid. Cis, cis-muconic acid is then hydrogenated to adipic acid at elevated pressure. Finally the production of nylon 66 from adipic acid and diamine is performed in a conventional step polymerization by means of a carbonyl addition/elimination reaction (UR, 2003) (see Figure 2-22).
+
Benzene Cyclohexane CyclohexanolCyclohexanone
Ni-Al2O3
370-800 psi
=
O
_
OH
HO2C
CO2H
+ N2O
Co, O2
120-140 psi
Cu, NH4VO3
HNO3
+
Benzene Cyclohexane CyclohexanolCyclohexanone
Ni-Al2O3
370-800 psi
=
O
_
OH
HO2C
CO2H
+ N2O
Co, O2
120-140 psi
Cu, NH4VO3
HNO3 Figure 2-20 Conventional route to adipic acid (Heine, 2000)
89
O
OH OH
OH
OH OH
E. coli
OH
OHO
CO2H
E.coli
HO2C
CO2H
D - glucose 3 - dehydroshikimate cis,cis -muconic acid
Pt, H2
50 psi
Pt, H2
50 psiHO2C
CO 2 H
Adipic acid HO2C
CO 2 H
Adipic acid
Figure 2-21 Biotechnological production of adipic acid (Heine, 2000)
∆ + +
Figure 2-22 Nylon 66 from adipic acid and diamine: conventional step polymerization by means of the carbonyl addition/elimination reaction
2.5.1.4 PA 69 from bio-based azelaic acid
In contrast to the fermentation pathway to adipic acid from glucose, azelaic acid (nonanedioic acid), the diacid monomer of PA69, is produced by a chemical synthesis pathway from oleic acid. Oleic acid is a monounsaturated 18-carbon fatty acid which is found in most animal fats and vegetable oils (e.g., in olive oil, palm berry oil). Azelaic acid used to be prepared by oxidation of oleic acid with potassium permanganate, but it is now produced by oxidative cleavage of oleic acid with chromic acid or by ozonolysis (see Figure 2-23). The polymerisation of azelaic acid and diamine to PA69 is a conventional step polymerization. It is very similar to that for PA66; however, the process conditions differ due to different melt viscosities and melting points (Kohan et al., 2003).
-H2O
90
Ozonolysis
Natural fats and oils
Azelaic acid
Oleic acid
+ diamine
Step polymerisation
n(CH2)7
Polyamide 69= nylon 69(CH2)6 C
O
N
H
C
O
N
H
Figure 2-23 Production of azelaic acid and conventional step polymerization to PA69 (standard route incorporating the renewable feedstock oleic acid) (Höfer et al., 1997, Zahardis & Petrucci, 2007)
2.5.1.5 PA6 from bio-based caprolactam
Caprolactam, the monomer for PA6, may be produced in future by fermentation from glucose, possibly via the precursor lysine. Recently, Michigan University patented a chemical route to produce caprolactam from lysine (Frost, 2005). Nylon 6 follows from the ring opening polymerisation of caprolactam. Figure 2-24 illustrates the flow scheme of this approach (Nossin & Bruggink, 2002).
91
Ring opening polymerisation
C
O
N
H
nCH2CH2CH2 CH2CH2 CH2CH2 CH2CH2
Polycaprolactam= polyamide 6= nylon 6
GlucoseC6H12O6
GlucoseBiomass
Fermentation
Filtration
Hydrolysis
Ultrafiltration
Formation of caprolactam
Purification
Caprolactam>99.9% pure
Anaerobic digestion
Fertilizer salts
Biomass
Residual salts(back to fermentation)
NH
O
(acid or base)
(microorganism)
precursor
Figure 2-24 Biotechnological production of caprolactam and PA6 via conventional ring opening polymerisation (Nossin & Bruggink, 2002)
2.5.2 Properties
The utility of nylons is based on their combination of properties and on their susceptibility to modification. Key properties are resistance to oils and solvents; toughness; fatigue and abrasion resistance; low friction and creep; stability at elevated temperatures; fire resistance; drawability; good appearance and good processability (Kohan et al., 2003). PA11 has a low amide to methylene group ratio (1:10). This makes PA11 a more polyethylene-like material that has excellent dimensional stability, low-temperature toughness, and stress-crack resistance at the expense of a lower melting point and strength. PA11 is readily plasticized for use in flexible, chemically-resistant tubing that has high burst pressures (e.g., hydraulic hoses). Additionally, PA11 is available in
92
powder grades that may be applied by electrostatic spray or in fluidized beds for coating metallic parts (Kohan et al., 2003). Table 2-25 Material properties of unmodified nylon polymers a ASTM PA11 PA12 PA6 b PA66 b PA610 d
Density, g/cm3 1.05 b 1.02 b 1.14 1.14 1.08 Tensile strength, MPa D638 57 b 49 b 81 83 55 Ultimate elongation, % D638 120 b 150 b 200 60 <50 Flexural modulus, MPa D790 1170 b 1410 b 2700 2830 2000 Water absorption, 24h, % D570 0.25 b 0.25 b 1.6 1.5 0.3 T g (
oC) 45c 40c 65-75 65-85 - Tm (oC) 180-189c 170-179c 228 269 225 a All data refer to dried polyamide. b Data source: (Kohan et al., 2003). c The specifications of PA11 and 12 refer to Rilsan PA11 and PA12 from Arkema (Arkema, 2008a). d The specifications of PA610 refer to Toray AmilanTM CM 2001 (Toray, 2008).
PA610 shows good impact strength at low temperature, relatively low hygroscopic properties (low water absorption) and thus good dimensional stability and flex fatigue properties (BASF, 2007, Toray, 2008). PA66 has a high melting point of 269 °C, good strength and creep resistance, and excellent gas barrier properties. These qualities have led to its widespread use in automotive mechanical, electrical and electronic applications (Kohan et al., 2003). PA6 is a more amorphous polymer with a relatively low melting point of 228 °C. This is desirable for extruded film and wire and cable jacketing. However, PA6 is somewhat more sensitive to moisture and chemicals and has a limited resistance to temperature spikes (Kohan et al., 2003). PA6 and 66 are used where toughness and thermal resistance are required at moderate cost. Disadvantages are their relatively high water absorption and poor dimensional stability. To solve this problem and to lower cost, nylons are frequently glass reinforced.
2.5.3 Technical substitution potential
Bio-based nylons have theoretically 100% substitution potential for their petrochemical equivalents.
2.5.4 Applications today and tomorrow
Polyamides are used in many application areas. In Europe, the largest and fastest growing market for polyamides is in the automotive sector, which experienced an annual growth rate of 4% between 2000 and 2006 (Rosenau, 2007). In 2006, polyamides used for automotive represented about 41% of the polyamide engineering plastic market (Rosenau, 2007), as shown in Table 2-26.
93
PA11 is used in wide-ranging applications including, for example, oil drilling pipes, hydraulic hoses for cars and heavy good vehicles (HGV), electrical cable and optical fibre sheathing, medical syringes, food packaging film, sport shoe soles etc. (Arkema, 2008a). PA11 is also used for powder anticorrosion coatings which are resistant to wear and impact (Kohan et al., 2003). For natural gas transportation and distribution pipes, PA11 has been used as a replacement for HDPE pipes and metal pipes. It is reported that Arkema’s PA11 allows to use a gas pressure which is 50% higher than for HDPE, and to reduce methane emissions by a factor of 30 because of its superior barrier properties (Chemie.DE, 2006). PA11 has also been used by an oil exploration company to manufacture flexible riser pipes that extract oil from the sea bed to the surface. The polyamide is used for 300 mm diameter inner pressure sheath, an application requiring high pressure resistance, mechanical loadings, corrosive fluids as well as ageing and hydrocarbon resistance (Smith, 2007). In January 2007, Fujitsu announced that they succeeded in developing a prototype of certain notebook computer-housing components with an exceptionally high bio-content of 60-80% based on PA11. Furthermore, Fujitus is also considering using Arkema’s PA11 in small components for notebook PCs and mobile phones (Fujitsu, 2007). PA610 has a relatively low density for a polyamide with good low temperature impact strength. It also has good dimensional stability due to its low water absorption. Accordingly, it can be employed not only in classic PA6 applications, but also wherever the use of PA6 in the past has run up against limitations (BASF, 2007), especially in application areas where better hygroscopic properties are required. Table 2-26 Main applications for polyamides by market sector - Europe 2006 Applications Consumption Market share (kt) Engineering plastic Total Total Engineering plastics [1] 1,040 100% 62% Automotive industry 426 41% 25% Electrical & Electronic 260 25% 15% Packaging 145 14% 9% Construction 83 8% 5% Other 156 12% 7% Fibres [2] 650 38% Total 1,690 100%
Data source: [1] Fischer (2004); [2] CIRFS (2008e)
2.5.5 Current and emerging producers
In Table 2-27 the major producers of polyamides are listed with their products, trade names and installed capacity in Western Europe in 2007.
94
Table 2-27 Major producers of polyamides, trade names and installed capacities in Western Europe in 2007
Bio-based Partially bio-based
Petrochemical Company
PA11 PA610 PA6 PA 66 Other PA
Trade names Total capacity in 2007 in W. Europe (kt) a
Arkema c x x 12 Rilsan, Platamid, Orgasol
n/a b
BASF x x x Ultramid 260 Toray x x x Amilan n/a DSM x x 46 Akulon, Stanyl 100 to 140 DuPont x x x 612 Zytel, Minlon,
Elvamide 110
Evonik d 612, 12, 6/3/T
Vestamid, Vestosint, Trogamid
n/a
EMS-Grivory
x x 12 Grilon, Grilamid 100
Rhodia x x Technyl 120 Radici x x Radilon 175 Lanxess x x Durethan 150 Ube x x 12 Ubesta 20 a Installed capacity in Western Europe including both engineering plastics and fibres Source: Le (2008). b n/a: The production capacity is kept confidential. However, it is known that the total production is sizeable, possibly amounting to several tens of kilotonnes. c Formally AtoFina. d Formally Degussa.
Arkema (formally AtoFina) is the only producer of 11-aminoundecanoic acid in the world (UNEP, 2002) and thus is the only producer of PA11 from castor oil. The production plant is located at Marseille Saint Menet (France). The manufacturing capacity is 22,000 tons/year in Europe (UNEP, 2002). Arkema’s PA11 has the tradename Rilsan. It is produced in France (Serquigny), in China (Changshu) and in the USA (Birdsboro, PA) (Arkema, 2008a). In January 2007, Fujitsu announced to develop together with Arkema castor oil based PA11 especially for the application area of notebook and mobile phone housing components. It is reported by Fujitsu that the castor oil based PC housing component has a high bio-content of 60-80% and good impact-resistance properties even after adding high-density fillers. It was expected that the material could eventually be used in PC cases and other larger components (Fujitsu, 2007). In October 2007 BASF officially introduced their PA610 product Ultramid® Balance to the market. Fifty years ago, the bio-route PA610 was developed and produced by BASF; now it is experiencing a renaissance because of environmental concerns and high oil prices. According to BASF, PA 610 can be used in many classical PA 6 applications; it can be also used in applications for which low water absorption is required - a property on which PA 6 has its limitations.
95
The sebacic acid [COOH-(CH2)8-COOH] used by BASF is produced by the Shanghai-based company Cathay Industrial Biotech Ltd., which has been developing and producing bio-based diacide since the beginning of 2000s in China. To our knowledge, no announcements about larger investments have so far been made for adipic acid-based or lactam-based nylons. However, major producers of polyamides, e.g. DuPont and DSM are or have been involved in research into bio-based adipic acid or caprolactam monomers for polyamides.
2.5.6 Expected developments in cost structure and selling price
The US market price of PA11 was reported as € 9.82-11.30 per kg in July 2008 (PlasticsTechnology, 2008). PA11 is hence 2-3 times more expensive than PA610 (4.32-4.73 €/kg) and 4-5 times more expensive than petrochemical PA6 or petrochemical PA66 (ranging between 2.10 and 2.40 €/kg) (PlasticsTechnology, 2008).
96
97
2.6 Polyhydroxyalkanoates (PHAs) Polyhydroxyalkanoates (PHAs), constituting a class of bio-based polyesters with highly attractive qualities for thermo-processing applications, is on the edge of mass production. In 2000, the first pilot plant of PHA (PHBV) was started up by PHB Industrial in Brazil with a capacity of 50 t.p.a. In 2003 the first industrail plant for PHA (PHBV) production at the kilotonne scale was realised by Tianan Biological Material Co. Ltd. in Ningbo, China, and in 2007 the capacity was increased to 2,000 t.p.a. Recently, several mass production plans have been announced. Telles, an American company formed by Metabolix and ADM (Archer Daniels Midland), announced a large scale investment in PHA production in Clinton, Iowa. The plant is expected to start up in the second quarter of 2009 with an annual capacity of 110 million lbs (approximately 50,000 tonnes) per year (www.mirelplastics.com). Tianan also announced to increase the capacity from the current 2,000 tonnes to 10,000 tonnes per year in 2009. The Dutch chemical company DSM announced to invest in a PHA plant together with a Chinese bio-based plastics company – Tianjin Green Bio-Science Co. The company will start up the production of PHA with an annual capacity of 10,000 tonnes in 2009. The Japanese company Kaneka plans to produce 50,000 t.p.a. PHBHx in 2010 (Kaneka, 2007). In November 2007, the previous PHA frontrunner P&G sold its intellectual property of PHA to Meredian Inc. In the meantime, Meredian announced to build PHA production facilities with an annual capacity of 270,000 tonnes (600 million lbs) (Meredian, 2007). Like PLA, PHAs are aliphatic polyesters produced via fermentation of renewable feedstocks. Whereas PLA production is a two-stage process (fermentation to monomer followed by a conventional polymerisation step), PHAs are produced directly via fermentation of carbon substrate within the microorganism. The PHA accumulates as granules within the cytoplasm of cells and serves as a microbial energy reserve material (OTA, 1993). PHAs have a semicrystalline structure, the degree of crystallinity ranging from about 40% to around 80% (Abe & Doi, 1999).
C OC
O
HOn
H(CH2)x
|R
H|
Figure 2-25 PHA molecule Figure 2-25 shows the generic formula for PHAs where x is 1 (for all commercially –relevant polymers) and R can be either hydrogen or hydrocarbon chains of up to around C16 in length. A wide range of PHA homopolymers, copolymers, and terpolymers have been produced, in most cases at the laboratory scale. A few of them have attracted industrial interest and have been commercialised in the past decade. The main members of the PHA family are:
- poly(3-hydroxybutyrate), P(3HB), generic formula with R=1 (methyl); - poly(3-hydroxyvalerate), P(3HV), generic formula with R=2 (ethyl); - poly(3-hydroxyhexanoate), P(3HHx), generic formula with R=3 (propyl);
98
- poly (3-hydroxyoctanoate), P(3HO), generic formula with R=5 (pentyl); - poly(3-hydroxydecanoate), P(3HD), generic formula with R=7 (heptyl); and - the medium-chain-length poly(3HOd), generic formula with R=15.
Some exemplary molecular structures are shown in Table 2-28. Copolymers of PHAs vary in the type and proportion of monomers, and are typically random in sequence. Poly(3-hydroxybutyrate – co-3-hydroxyvalerate), P(3HB-co-3HV) is made up of a random arrangement of the monomers R=1 (methyl) and R=2 (ethyl). Poly(3-hydroxybutyrate – co-3-hydroxyhexanoate), P(3HB-co-3HHx), consists of the monomers R=1 (methyl) and R=3 (propyl). Poly(3-hydroxybutyrate-co-3-hydroxyalkanoate)s have co-polymer content varying from 3–15 mol % and chain length from C7 up to C19. Table 2-28 Structures of Polyhydroxyalkanoates (PHAs) PHA short name PHA full name x R PHB P(3HB) 1 -CH3 PHV P(3HV) 1 -CH2CH3 PHBV P(3HB-co-3HV) 1 -CH3 and -CH2CH3 PHBHx P(3HB-co-3HHx) 1 -CH3 and -CH2CH2CH3 PHBO P(3HB-co-3HO) 1 -CH3 and -(CH2)4CH3 PHBD P(3HB-co-3HD) 1 -CH3 and -C6H8CH3 PHBOd P(3HB-co-3HOd) 1 -CH3 and -(CH2)14CH3 P(3HB-co-4HB) 2 -CH3 and -H P(3HB-co-4HV) 2 -CH3 and -CH3 etc. The range of PHA structural architectures that is now accessible has opened up a wide range of possibility, encompassing rigid thermoplastics, thermoplastic elastomers, as well as suitable grades for waxes, adhesives, and binders (Metabolix, 2007a). Table 2-29 lists the major PHAs that have been the subject of ongoing investigations and commercialisation efforts in recent years. Today PHA is still in an early stage of commercialisation, although it has been an area of intensive R&D for decades (Sudesh et al., 2000). Some commercialisation projects were stopped in the past, e.g. P&G and Mosanto (see Table 2-29); several other companies have continued these efforts with the goal to bring PHA to the market.
99
Table 2-29 Commercially interesting PHAs and recent commercialisation development
Company Location Raw material PHAs Tradename Stage/Scale
Tianan China Corn sugar P(3HB-co-3HV) Enmat Industrial
Tellesa US Corn sugar PHB copolymers Mirel (announced) Industrial
Kanekab Japan Vegetable oil P(3HB-co-3HHx) Kaneka Pilot & (announced) industrial
Green Bio/DSM China Sugar (unspecified)
P(3HB-co-4HB) Green Bio Pilot, (announced) industrial
PHB Industrial Brazil Cane sugar P(3HB) P(3HB-co-3HV)
Biocycle R&D, Pilot, & (announced) industrial
Biomer Germany Sugar (sucrose) P(3HB) Biomer R&D, Pilot Mitsubishi Gas Chemical
Japan Methanol (from nature gas)
P(3HB) Biogreen R&D, Pilot
Biomatera Canada Sugar (unspecified)
P(3HB-co-3HV) Biomatera R&D, Pilot
Meredianc US Corn Sugar n/a (announced) industrial
Tepha US n/a n/a TephaFlex, TephElast R&D, Pilot
Tianzhu China n/a P(3HB-co-HHx) Tianzhu R&D, Pilot
P(3HB-co-3HO) Nodax P&Gc US -
P(3HB-co-3Hod) Nodax Stopped in 2006
Mosanto Japan - P(3HB-co-3HV) Biopol Stopped in 1998
Zeneca UK - P(3HB-co-3HV) Biopol Stopped in 1996 a Telles is a joint venture formed by Metabolix and ADM, see text. b Kaneka used to develop PHA technology together with P&G before 2006. Kaneka continues the
commercialisation of PHBHx after P&G stopped the development, see text. c P&G stopped Nodax in 2006. P&G’s PHA technologies are now possessed by Kaneka and Meredian for
commercialisation. No further details are available for which the type of PHA that Meredian is going to produce in the future, see text.
Commercialisation of P(3HB), the prototype of the PHA family, was first attempted by W. R. Grace Co. in the 1950s (OTA, 1993). In the mid-70s, Zeneca (formerly ICI) Bio Products produced several tons of a series of PHA copolymers under the trade name Biopol®. In the period 1982-88, Chemie Linz GmbH in collaboration with Petrochemia Danubia (PCD) developed P(3HB) and in 1991 commenced pilot production of 2 tonnes (Biomer, 2008). In the early 1990s Zeneca UK produced P(3HB-co-3HV) in a pilot plant by bacterial fermentation using a mixture of glucose and propionic acid. At the time, Zeneca’s pilot plant polymer was offered at US $30 per kg and material from a 5000 tons/year semi-commercial plant was projected to go down to US $8-10 per kg, still a prohibitive price for bulk applications. In 1996, Zeneca sold its Biopol business to Monsanto, who continued investigations started by Zeneca into production of PHA in genetically-modified crops; specifically, the expression of PHA-synthesizing genes in rapeseed. In parallel, Monsanto commercially produced small volumes of Biopol® P(3HB-co-3HV) by means of fermentation. In 1998, Monsanto ceased its PHA operations (Bohlmann, 2000) and in 2001 sold its Biopol assets to the U.S. biotechnology company Metabolix (Metabolix, 2001). In April 2007,
100
Metabolix and Archer Daniels Midland (ADM) formed a joint venture, Telles, to produce and market the PHA product MirelTM in the US. In parallel, Metabolix continues R&D on PHA production in genetically modified crops. Procter & Gamble (P&G) played an important role in R&D and pre-commercial development of PHAs. P&G patented recovery and processing routes for these polymers which it has licensed to the Japanese company Kaneka Corporation. Kaneka is developing the commercial process and is planning to produce 50,000 t.p.a. of P(3HB-co-3HHx) in 2010 (Kaneka, 2007). In 2006 P&G stopped the PHA business and in October 2007 Meredian Inc. purchased P&G’s PHA technology. Meredian plans to produce over 600 million pounds PHAs (approx. 270 kt) annually. The construction of the first of the four planned production facilities is expected to start in 2008 in South-eastern US (Meredian, 2007). Feedstocks currently being utilised for PHA production are high value substrates such as sucrose, vegetable oils and fatty acids (see Table 2-29). In theory, any carbon source can be utilised, including lignocellulosics from agricultural by-products. In practice, as for PLA and the other polyesters already discussed, further improvements in fermentation yields by metabolic engineering of microorganisms, together with technological advances in feedstock pretreatment (e.g. new enzymatic processes) are prerequisites for a shift to lower-value feedstocks.
2.6.1 Production of PHAs
Production by Fermentation
A generic process for PHA produced by bacterial fermentation consists of three basic steps: fermentation, isolation and purification and blending and palletising. Subsequent to inoculation and small-scale fermentation, a large fermentation vessel is filled with mineral medium and inoculated with seed ferment (containing the microbe or bacteria). The carbon source is fed at various rates until it is completely consumed and cell growth and PHA accumulation is complete. The bacteria can be fed a range of different carbon sources; e.g. E.coli fed with a range of oils (lipids, saccharides etc.) as a food source produces different compositions of P(3HB-co-HHx); R. eutropha fed with a combination of glucose and propionate produces P(3HB-co-HV) (Asrar & Gruys, 2001). The total fermentation process typically takes 38 to 48 hours. There are two common methods used for downstream extraction, namely, solvent extraction and the so-called enzyme cocktail extraction (Suriyamongkol et al., 2007). The conventional extraction method, solvent extraction, is based on the solubility of PHA in chloroform and insolubility in methanol (Kessler et al., 2001). In this method, the cells are concentrated, dried and extracted with hot methanol. PHA is dissolved in warm chloroform. The residual cell debris is removed from the chloroform solvent containing dissolved PHA by solid-liquid separation process. The PHA is then precipitated by addition of methanol and recovered by solid-liquid separation process. PHA is washed with methanol to enhance the quality and dried under vacuum and moderate temperatures
101
(in certain cases where high purity product is not needed, solvent extraction may not be required). The neat polymer is packaged for shipping. Separately the solvents are distilled and recycled. With the solvent extraction method, highly purified PHA can be obtained. However, the use of large amount of organic solvent raises environmental and health concerns for industrial production. To avoid the use of organic solvent, the enzyme cocktail extraction method was developed (Suriyamongkol et al., 2007). A cocktail of enzymes, including proteases, nucleases, lysozymes and tetergents are used to treat the bacterial cells in order to remove proteins, nucleic acids and cell walls, leaving the PHA intact (Byrom, 1987). It is unknown whether any process exists or is planned that exclusively relies on enzymatic processing. It is, however, in principle possible to combine enzymatic processing with solvent extraction (see e.g., (Patel et al., 2005), Appendix 9). The neat polymer is typically pre-formed in pellets with or without other polymer ingredients based on downstream application needs.
Production in crops
The technology is being developed to produce PHAs in specific plant tissues, such as seeds or leaves, directly by photosynthesis using carbon dioxide and water as the raw materials. According to Suriyanmongkol et al. (2007), this is potentially a cost-effective approach to produce PHA in large quantities. However, still large challenges need to be resolved for this approach in order to produce commercially viable PHA (> 15% dry weight). The prime challenge is to improve the yield of PHA in plants along with a desired monomer composition, which requires multi-gene transformation. Suriyanmongkol and colleagues concluded that one major challenge is to achieve high yields without compromising the normal growth and the development of the plant. Moreover, the production of PHA in plants is more likely to be economically feasible if there are more co-products from the plant. Apart from the difficulties in genetic engineering, the extraction of PHA from plant tissue still requires considerable research (Suriyamongkol et al., 2007). Metabolix claims to be making significant progress with metabolic engineering to produce PHAs in high yields directly in non-food, industrial crop plants (Kourtz et al., 2007, Metabolix, 2007c).
Current and future feedstocks
Currently, the type of feedstock varies greatly depending on the grade of product desired and the microorganism used in the fermentation. Suitable carbon sources for producing PHA today (classic substrates in defined media) include (Braunegg et al., 2002):
Carbohydrates: glucose, fructose, sucrose.
Alcohols: methanol, glycerol
Alkanes: hexane to dodecane
Organic acids: butyrate upwards
102
In the US, a typical raw material source for fermentation processes is corn steep liquor; in the EU beet sugar is more common; and in Brazil cane sugar is the main source. High value feedstocks such as palm kernel or soybean oil are also used with some microorganisms. If PHA by fermentation is to attain bulk commercial viability as well as to further improve its sustainability profile, production must be from cheap renewable resources, with complex growth and production media. Possibilities include:
Carbohydrates: Molasses, starch and whey hydrolysates (maltose), lactose from whey, cellulose hydrolysates (e.g. paper industry waste)
Alcohols: Wastes from biodiesel production: methanol plus glycerol, methanol
Fats and oils: lipids from plant and animal wastes
Organic acids: lactic acid from the dairy industry Theoretical yield calculations have already been performed for many possible feedstocks. The result of one such calculation (The Wheypol Process) shows that the 50 x 106 metric tonnes of whey produced annually in Europe could be used to produce 618,000 metric tonnes of P(HB-co-15%HV) (Braunegg et al., 2002).
2.6.2 Properties
Table 2-30 Comparing PHA polymers with common plastics in properties (Sudesh et al., 2000) Melting
c 190 - 1.1 62 58 Polypropylene 176 -10 1.7 38 400 LDPE 130 -30 0.2 10 620 a 3HA units: 3-hydroxydecanoate (3 mol%), 3-hydroxydedecanoate (3 mol%), 3-hydroxyoctanoate (<1 mol%), 3-hydroxy-cis-5-dodecenoate (<1 mol%) b PHAMCL is the PHA with mainly medium-chain-length monomers ranging from C6-C12. c P(3HB) UHMW stands for ultra-high molecular weight P(3HB). The properties refer to stretched films made from ultra-high molecular weight P(3HB) homopolymer. After the annealing treatment of the film the melting temperature was 190 oC (Kusaka et al., 1998).
PHAs are semicrystalline thermoplastic polyesters. They are fully biodegradable in both anaerobic and aerobic conditions (Anonymous, not dated). Without composting conditions they remain intact for years (Biomer, 2008). PHAs are also chemically digestible in hot alkaline solutions. Varying the chain length in the PHA subunit
103
(monomer) affects hydrophobicity and a number of other properties including the glass transition temperature, the melting point, and level of crystallinity (Metabolix, 2007b). PHA film is translucent and injection moulded articles from PHAs have high gloss. An overview of material properties of PHAs is given in Table 2-30. Table 2-31 lists the mechanical, thermal and chemical properties of the commercially available PHAs, which are discussed next.
Properties of P(3HB) homopolymer
P(3HB) is available with molecular weights ranging from around 1 x 104 to 3 x 106 g/mol with a polydispersity 17 of around two (Doi, 1990). The density of crystalline and amorphous P(3HB) are 1.26 and 1.18 g/cm3, respectively (Sudesh et al., 2000). P(3HB) chains form spherulites18 during crystallisation. The growth rate of P(3HB) spherulites has its maximum at around 90 oC; the overall crystallisation rate of P(3HB) is greatest at 50-60 oC (Sudesh et al., 2000). The crystallisation rate of P(3HB) is too slow for bulk materials such as films and plates, restricting its application to blend with other more easily crystallising polymers. P(3HB) has good thermoplastic properties (melting point 180°C) (see Table 2-30) and can be processed as classic thermoplastic and melt spun into fibres. It has a wide in-use temperature range (articles retain their original shape) from -30°C to 120°C. The mechanical properties like Young’s modulus and tensile strength of P(3HB) are close to those of PP (polypropylene); the elongation at break of P(3HB) is, however, substantially lower than that of PP (see Table 2-30). Therefore, P(3HB) homopolymer is a stiff and brittle material, somewhat limiting its applications. P(3HB) is free of even traces of catalysts and is toxicologically safe (Biomer, 2008). The monomer and the polymer are natural components and metabolites of human cells. Thus P(3HB) formulations can be used for products which come into contact with skin, feed or food. For instance, Enmat PHBV obtained the FDA certification for food contact (Coyne, 2008). Other properties of P(3HB) include water insolubility and relative resistance to hydrolytic degradation. This differentiates P(3HB) from most other currently available bio-based plastics which are either moisture sensitive or water soluble. Due to P(3HB)’s high crystallinity (60 to 70%) it has excellent resistance to solvents. Resistance to fats and oils is fair to good. It has good UV resistance, but poor resistance to acids and bases. The oxygen permeability is very low (half of PET, one-40th of PE), making P(3HB) a suitable material for use in packaging oxygen-sensitive products. P(3HB) has low water vapour permeability compared to other bio-based polymers but it is higher than most standard polyolefins and synthetic polyesters.
17 The polydispersity index (PDI) is a measure of the distribution of molecular mass in a given polymer sample. 18 In polymer physics, spherulites are spherical semi-crystalline regions inside non-branched linear polymers.
104
Copolymers of P(3HB) with hydroxyalkanoates (HA)
The incorporation of hydroxyalkanoate (HA) comonomers into a P(3HB) chain can greatly improve the mechanical properties of the material (Doi, 1990, Holmes, 1998). The properties of PHA copolymers depend strongly on the type, the length, and the distribution of comonomer units in the polymer chains (Noda et al., 2004). Copolymers of 3HB and HAs nowadays represent the commercially most important type of PHAs. As Table 2-31 shows especially P(3HB) with 3HV (3-hydroxyvalerate) and 3HHx (3-hydroxyhexanoate) play an important role.
Compared to P(3HB) the copolymer P(3HB-co-3HV) has lower crystallinity and improved mechanical properties (decreased stiffness and brittleness, increased tensile strength and toughness), while still being readily biodegradable. It also has a higher melt viscosity, which is a desirable property for extrusion blowing. The melting temperature of P(3HB-co-3HHx) copolymer decreases from 177 oC to 52 oC, when the fraction of (R)-3HHx is increased from 0 to 25 mol%; at the same time the glass transition temperature decreases from 4 oC to -4 oC (see Table 2-30). When the (R)-3HHx fraction is increased from 0% to 17 mol%, the tensile strength of the film decreases from 43 MPa to 20 MPa. However, the elongation at break increases from 6% to 850% (see Table 2-30), i.e. a higher (R)-3HHx fraction results in a soft and flexible material (Doi et al., 1995). Medium-chain-length (MCL) PHAs are elastomers and have a much lower melting point and glass transition temperature (Weber, 2000) (see also Table 2-30). Their molecular structure is similar to soft polypropylene. This is due to chain defects which cause crystal disruption and enhanced molecular entanglement, resulting in a highly amorphous material. For copolymers with C4 and higher branching, the mechanical properties are similar to those of high grade polyethylene. The Young’s modulus and the yield stress lie between HDPE and LDPE; both modulus and strength are reduced with increasing size of the branches (Sudesh et al., 2000). Moreover, the length of co-monomer branches improves both the toughness and ultimate elongation.
Ultra-high molecular weight P(3HB)
Apart from incorporating HA comonomers, another way of making P(3HB) homopolymer less stiff and brittle is the synthesis of ultra-high molecular weight P(3HB). This is not yet a fully developed technology but it is a potential candidate for future commercial exploitation (Sudesh et al., 2000). The average molecular weight of ultra-high molecular weight is in the range of 3 x 106 to 1.1 x 107 g/mol (Kusaka et al., 1998). Ultra-high molecular weight P(3HB) homopolymer can be produced from a recombinant E. coli harbouring PHA biosynthesis genes from R. eutropha (Kusaka et al., 1998). Stretched P(3HB) films made from this material have significantly improved material properties (see Table 2-30).
The various types of PHA can be converted to a range of finished products including films and sheets; moulded articles; fibres; elastics; laminates and coated articles; nonwoven fabrics; synthetic paper products and foams (Lunt, 2008, PHB Industrial, 2008). The suitability of PHAs for the various thermoplastic conversion technologies is summarised in Figure 2-26. At low comonomer content and low molecular weight, PHAs are suitable for injection moulding and melt blowing. At medium molecular weight, the material is suitable for melt-spun fibres. With higher comonomer content and medium molecular weight (600,000), applications include melt resins and cast films. Blown films and blow moulding require at least 10% comonomer content and high molecular weight (700,000). Above 15% comonomer, the PHAs are softer and more elastic, making them suitable for application in adhesives and elastomeric film.
5 % 1 0 % 1 5 %
B lo w n F ilm s(G a rb a g e B a g s )
B lo w n F ilm s(G a rb a g e B a g s )
B lo w M o ld in g(R ig id P a c k a g in g )
B lo w M o ld in g(R ig id P a c k a g in g )
T h e rm o fo rm in gT h e rm o fo rm in g
C a s t o rT in te re d F ilm s
(e .g . , b re a th a b le )
C a s t o rT in te re d F ilm s
(e .g . , b re a th a b le )
C o a t in g /L a m in a t io n(M e lt R e s in )
(e .g ., c o a te d p a p e r , N W )
C o a tin g /L a m in a t io n(M e lt R e s in )
(e .g ., c o a te d p a p e r , N W )
S p u n -b o n d N W
S p u n -b o n d N W
F o a m(c u p s )F o a m(c u p s )
S yn th e tic P a p e rS yn th e tic P a p e r
M e lt B low n N WM e lt B low n N W
In je c tio n M o ldIn je c tio n M o ld
T ie -L a ye rT ie -L a ye r
A d h e s iv e sA d h e s iv e s
H ig h M W (7 0 0 M )
F u n c tio n a l F ib e r
(M e lt S p u n )
F u n c tio n a l F ib e r
(M e lt S p u n )
L ow M W (5 0 0 M )
S tiff /B ritt le F le x ib le /D u c t ile S o ft /E la s t ic
C o m p o s itio n (C o m o n o m e r C o n te n t)
E la s to m e r icF ilm (G lo v e s )
H ig h M W (1 M M + )
E la s to m e r icF ilm (G lo v e s )
H ig h M W (1 M M + )
E la s to m e r icF ilm (G lo v e s )
H ig h M W (1 M M + )
Figure 2-26 Processing technologies for medium chain length PHA copolymers by composition
and molecular weight (Anonymous, not dated)
Fillers and blends
To improve stiffness and strength and also to enhance the barrier properties and increase the opacity, PHA base (co)polymer may be blended with inorganics such as CaCO3, talc and mica (Anonymous, not dated). Functional fillers include pigments and carbon black for colouring, fibres for structural reinforcement and rubber for impact strength. Bio-based polymers including thermoplastic starch, chitin and PLA may be added to control the rate of degradation and/or disintegration.
107
Blends of PHA and PLA were extensively studied by P&G in the past (Noda et al., 2004). When P(3HB-co-13 mol% 3HHx) is blended with PLA, fine dispersions of small PHA particles are created (Noda et al., 2004). If the content of ductile PHBHx in the PLA matrix is below ca. 20 wt.%, the incorporation of soft particles (PHBHx) in a hard and brittle PLA matrix greatly improves the toughness of the blend, making it similar to rubber-toughened high-impact polystyrene (HIPS). PLA blends containing more than 20 wt.% P(3HB-co-13 mol% 3HHx) did not show any comparable improvement in toughness (Noda et al., 2004). Copolymers for PHAs can also be of synthetic origin. For example, the commercial product of Enmat 6010P blown film is a blend of P(3HB-co-3HV) and petrochemical biodegradable polymer EcoFlex (polybutylene adipate-co-butylene terephthalate, PBAT). Other copolymers that have been investigated include PEO (polyethylene oxide), PVA (polyvinyl alcohol), APHA(atactic poly-3-hydroxybutyrate), PCL (poly-ε-caprolactone-co-lactide), PBSA (polybutylene succinate-co-butylene adipate) and PBSC (polybutylene succinate-co-ε-caprolactone) (Sudesh et al., 2000). Blends of PHA with thermoplastic starch (TPS) are also under development. Starch is cheaper and more readily available than PHA. By modifying the starch content, the disintegration and degradation characteristics of the blend can be controlled. Furthermore, lower processing temperature is required because of PHA’s lower melt temperature, preventing starch degradation during processing. PHA also improves the hydrolytic and UV stability of starch plastics, increases clarity and improves barrier properties. P&G’s former PHA grades (Nodax, see Table 2-29) and starch were successfully co-spun (without phase mixing of the starch and polymer melt) to make meltspun fibres, nonwoven webs and disposable articles with rapid biodegradation characteristics (e.g. diapers).
2.6.3 Technical substitution potential
Table 2-32 shows the substitution potential for PHAs, as estimated by representatives of Telles and Kaneka. The greatest potential for PHB copolymers lies with substituting for PVC, PE-HD, PE-LD and PP. To a lesser extent, substitution for PET, PBT, PUR and ABS could take place. Non-polymers, specifically wood and paper, could also be substituted in niche applications.
Table 2-32 Technical substitution potential for PHAs according to interviews with experts from Telles and Kaneka. ++ full substitution + partial substitution - no substitution
Today, commercially available PHAs can be used for injection moulding, extrusion and paper coating. The injection moulded and/or extruded PHA products cover a wide range of applications, such as cutlery, packaging (bags, boxes and foams), agriculture mulch films, personal care (razors and tooth brush handles), office supplies (pens), golf pins, toys and various household wares. PHAs can also be extruded into fibres. For instance, Biocycle offers PHA fibres that can be used for automobile carpets, dental floss and cigarette filters (PHB Industrial, 2008); Green Bio offers PHA fibres that can be used in non-woven applications (Jin, 2007). Table 2-33 provides estimates about the PHA market today and tomorrow according to two interviewed companies, namely, Telles and Kaneka. Today, packaging and agricultural film are the most important market for PHAs. In the future, the applications will become more diverse. PHAs are expected to gain market shares in buildings, textiles, E&E, transportation and houseware. Besides single-use disposable applications, producers of PHA also aim at durable products (e.g. bathroom accessories, see www.ecogenlife.com). As for PLA, producers of PHA are not only looking at the potential for substitution in conventional applications. PHA is also a promising material for many novel applications where biodegradability and – increasingly - the use of renewable feedstocks are prerequisites that conventional synthetic thermoplastic polymers cannot meet. Because of PHA’s good performance in terms of biocompatibility and absorbability in human tissue, it can be used in medical field including tissue engineering, wound healing, cardiovascular, orthopaedics and drug delivery. PHA suture, artificial esophagus and artificial blood vessels are currently offered as commercial products (Chen, 2008, Jin, 2007, Tepha, 2008). Table 2-33 Application of PHAs today and tomorrow (Kaneka, 2008, Telles, 2008)
% of market today % of market in 2020 Sector Mirel Mirel Kaneka
The current capacity and the future capacity of major PHA producers are listed in Table 2-34. The (potentially) largest producers of PHAs are the Japanese company Kaneka Co.,
109
the US companies Telles and Meredian Inc., and the Chinese companies Tianan Biological Material Co. Ltd. and Tianjin Green BioSciences Ltd., which is a joint-venture with DSM. Table 2-34 Producers of PHAs, current and future capacities Company Tradenames or
Tianan Biological Material Co. Ltd. (Ningbo, Zhejiang, China) is the first large-scale PHBV producer in the world. The first production line, which had a capacity of 1,000 t.p.a., was installed in December 2003 including three 50 m3 fermenters (Lunt, 2008). In November 2007, the company increased the annual capacity to 2,000 tonnes. It is planned that the company will further expand its capacity to 10,000 tonnes in mid 2009 and to 50,000 tonnes in mid 2011 (Lunt & Rouleaux, 2007). Tianan’s PHBV products are sold under the trade name of EnmatTM in different grades for coating (powder), injection moulding (pellets) and films. Apart from the pure PHBV products, Enmat 5010P (injection moulding grade) and 6010P (film grade) are blends of PHBV and EcoFlex. Enmat Y2000D, still being developed, has high valerate content (3HV) for increased flexibility (Lunt, 2008). The applications of Enmat PVBV include both disposable articles, e.g. golf pins, shopping bags, cutlery, caps, and durable goods, e.g. bathroom accessories. Telles (Lowell, MA, USA), formed by Metabolix Inc. (Cambridge, MA, USA) and Archer Daniels Midland Co. (Decatur, IL, USA) in 2006, produces PHAs on pilot scale under the tradename MirelTM. In 2007, Telles announced the plan to produce 50,000 t.p.a. PHAs. The plant is adjacent to ADM’s wet corn mill in Clinton, Iowa. The construction was started in 2008 and the plant is scheduled to start up in the second quarter of 2009. Telles offers Mirel PHA both as injection moulding grade (P1001 and P1002) and as paper coating grade (P2001). The potential applications of Mirel PHA polymers are a variety of single-use products (e.g. hot cups, lids, containers, closures, food containers, beverage cartons and plant pots), consumer goods (e.g. razors, brushes, applicators, mobile phones and office supplies), and films for various applications (e.g. compostable bags, agricultural films and netting) (www.mirelplastics.com).
110
The history of Metabolix’s PHA research dates back to the mid 1990s. In 2001, Metabolix acquired Biopol PHA from Monsanto. Metabolix has been active both in PHA production by fermentation and in transgenic crops (see Secion 2.6.1). Kaneka Corp. (Osaka, Japan) currently produces P(3HB-co-HHx) from vegetable oil on a small scale (100 t.p.a.). Kaneka’s previous PHA partner, P&G, stopped its involvement in PHA in 2006. Kaneka’s PHBHx polymers are offered as commercial products in the forms of both moulded foam and pellets. The company plans to increase its production capacity to 1,000 t.p.a. in 2010 and to 50,000 t.p.a. in 2020 (Kaneka, 2008). The current feedstock of Kaneka’s PHBH is palm oil; the company expects to use glucose as the future feedstock (Kaneka, 2008). Kaneka’s potential market sectors are packaging, agriculture, transportation, E&E and houseware. Tianjin Green BioSciences Ltd. Co. (Tianjin, China) has produced P(3HB-co-4HB) since 2004 under the trade name “Green Bio”. In March 2008, DSM invested US$ 20 million in Tianjin Green BioScience (TGBS). This investment will be used to build a 10,000 t.p.a. PHA production plant in Tianjin. The construction of the facility was announced to start in the second quarter of 2008 and the start-up of PHA production is expected early in 2009 (DSM, 2008). Green Bio PHA polymers can be used for food service, agriculture mulch film, nonwoven fabric, packaging, toys and houseware. The company is also targeting the biomedical implant market such as PHA suture, PHA artificial esophagueses and artificial blood vessels (Jin, 2007). Meredian Inc. (Cincinnati, OH, USA) acquired the PHA technology from P&G in October 2007 (Meredian, 2007, P&G, 2007). The first plant will be located in the Southern U.S. The company plans to produce 600 million lbs (ca. 270 kilotonnes) PHA per year. The potential applications include flexible films and fibres, rigid packaging, single-use food service and liquid packaging (www.meredianpha.com). The biotechnology company Biomer, located in Krailling, Germany produces PHAs on a small-scale commercial basis for specialty applications (Biomer, 2003). In 1993 Biomer acquired the bacteria and know-how for the fermentative production of P(3HB) from the Austrian company PCD and in 1994-5 registered the trade name Biomer® for its PHA products. Biomer does not appear to have plans to move towards large-scale production. PHB Industrial (São Paulo, Brazil) is a 50/50 joint venture of the sugar and alcohol producer Irmãos Biagi and the Balbo Group. PHB Industrial has produced PHBV on a pilot scale (50 t.p.a.) since 2000 and it is the first pilot scale production for PHA. Their PHA is P(3HB) and P(3HB-co-3HV) from sugar cane under the trade name of Biocycle®. The company plans to increase the capacity to 3,000 t.p.a. soon (www.biocycle.com.br). In Japan, Mitsubishi Gas Chemicals (MCG) has made an in-depth development study of the production of P(3HB) by fermentation of methanol (trade name Biogreen®). The methanol is obtained from natural gas. Therefore, Mitsubishi’s PHB is not bio-based.
111
2.6.6 Expected developments in cost structure and selling price
Selling price
The price of PHAs in general is presently much higher than starch plastics and other bio-based polyesters due to high raw material costs, high processing costs (particularly the purification of the fermentation broth), and small production volumes. Today the price has considerably decreased compared to five years ago. Tianan currently offers its PHBV at $4.40/kg for (orders over 50 Mt, FOB Ningbo harbour). For comparison, five years ago Biomer offered its PHB at € 20 per kg (Biomer, 2003) and Metabolix’s PHBV was estimated at € 10-12 per kg (Petersen et al., 1999).
Cost of production
At present, the raw material costs account for a much as 40% to 50% of the total production cost for PHA. Use of lower cost carbon sources, recombinant E.coli or genetically engineered plants should all lead to reductions in production cost (Jogdand, 2003, Suriyamongkol et al., 2007).
Expected price developments
Tianan expects that the price will drop to $4.00 /kg in 2010 and $3.52 /kg in 2020 along with their capacity expansions (Lunt, 2008). Kaneka expects the price of its PHBHx will drop to €3.40 /kg in 2020 (Kaneka, 2008). Akiyama et al. (2003) have estimated the production cost for the fermentative production of two types of PHAs using a detailed process simulation model. According to their calculations the annual production of 5,000 t p.a. of poly(3-hydroxybutyrate-co-5mol% 3-hydroxyhexanoate) [P(3HB-co-5mol% 3HHx), also referred to as PHBHx)] from soybean oil as the sole carbon source is estimated to cost from US $3.50 to $4.50 per kg, depending on the presumed process performance. Microbial production of poly(3-hydroxybutyrate) [P(3HB)] from glucose at a similar scale of production has been estimated to cost US $3.80-4.20 per kg.
112
113
2.7 Bio-based polyethylene (PE) The emergence of bio-based polyethylene on the market is not an entirely new phenomenon. A small but significant amount of India’s ethanol for example was in the 1970s used to derive ethylene and to produce polyethylene (PE), polyvinyl chloride (PVC) and styrene (World Bank, 1980). In the 1980s, companies like Braskem, Solvay and Dow produced, with subsidies from the Brazilian government, in total 150,000 t.p.a of ethylene; these were converted to bio-based PE and PVC (Schuts, 2008). Bio-based plastic production ceased when oil prices fell in the early 1990s and bio-based polyethylene was again replaced by petrochemical polyethylene. Given the substantially higher current oil price, the production of bio-based polyethylene has again become attractive. In 2007, two large Brazilian companies, namely Braskem (200,000 t.p.a), and the joint venture of Dow and Crystalsev (350,000 t.p.a), announced to produce bio-based polyethylene on a large-scale (Braskem, 2007, Dow, 2007b).
H
H
H
H
C C
n
Figure 2-27 Building block of polyethylene (PE)
2.7.1 Production
From 2010 onwards bio-based polyethylene will be produced in Brazil at industrial scale from bioethanol, which is made from sugar cane. Bio-based polyethylene can, however, also be derived from sugar beet, or from starch crops such as maize, wheat or other grains. The process of producing bio-based polyethylene from sugar cane (see Figure 2-28) begins with cleaning, slicing, shredding and milling the sugar cane stalks. Sugar cane juice is the main product of milling; the by-product is sugar cane fibre, which is called bagasse. Bagasse is often used as a primary fuel source in the sugar mills. Combustion of the bagasse produces sufficient heat to cover the needs of a typical sugar mill. Depending on the plant surplus heat and/or electricity can be generated which is sold to industrial users and/or to the grid. The juice extracted from sugar cane has an average sucrose content of 12 – 13% (Ockerman, 1978) and is anaerobically fermented to ethanol according to the following reaction: C6H12O6 → 2 CH3CH2OH + 2 CO2 Ethanol is distilled in order to remove water and to yield an azeotropic mixture of hydrous ethanol (at 95.5 vol.-%) (Wheals et al., 1999). Distillation generates another by-
114
product, which is called vinasse, and is generally used as a fertilizer (Wheals et al., 1999). Ethanol is then dehydrated at high temperatures over a solid catalyst to produce ethylene (Zimmermann & Walzl, 2000): CH3CH2OH → CH2=CH2 + H2O
Polyethylene is by far the most important product made of ethylene. There are different types of polyethylene (PE), with the most important being High Density Polyethylene (HDPE), Low Density Polyethylene (LDPE) and Linear Low Density Polyethylene (LLDPE). LLDPE is a copolymer of ethylene and butene, hexane or octane. Apart from these polymers, ethylene is used in large quantities to produce PVC, PET, PS and polyols for polyurethanes (PUR) (see Chapter 2.8, 2.9 and 2.10).
Figure 2-28 Schematic overview of the production of bio-based PE
2.7.2 Properties
Bio-based polyethylene has exactly the same chemical, physical and mechanical properties as petrochemical polyethylene. A list of properties for different grades of petrochemical HDPE, LDPE and LLDPE is given in Table 2-35. Dow states that their currently produced petrochemical resin Dowlex LLDPE is identical to their future bio-based resin (Dow, 2007b). Braskem also confirms that their bio-based HDPE and LDPE will have the same chemical, physical and mechanical properties as their petrochemical counterparts (Morschbacker, 2008). Braskem has announced to produce LLDPE from bio-based ethylene and bio-based butylene, which is derived from
115
biobutanol (Bakker, 2008, Braskem, 2007). No further information on the production of bio-based butylene is currently available (status: December 2008). Due to its thermoplastic properties, bio-based polyethylene is suitable for mechanical recycling. As petrochemical polyethylene, bio-based polyethylene is not biodegradable. Table 2-35 Properties of petrochemical HDPE, LDPE, and LLDPE
HDPE
(Pchem) LDPE
(Pchem) LLDPE
(Pchem) LLDPE
(Pchem) HDPE
(Pchem) LDPE
(Pchem) HDPE
(Pchem) LDPE
(Pchem)
Application Film extrusion Injection moulding Blow moulding
Polymer type Braskem HF0150a
Braskem BF0323HCd
DOWLEX™ 2045
LLDPEg
Braskem FA31h
Braskem IE59U3b
Braskem BI818e
Braskem BS002c
Braskem EG0921f
Melt flow index, (190C/2.16kg), g/10min
0.45k,l 0.32l 1.0l 0.75l 5.0k,l 7.5l 0.29l 0.9l
Density (g/cm3) 0.948m,n 0.923m 0.920m 0.919n 0.959n 0.918m 0.954m,n 0.921m
Vicat softening point, °C - 99r 108r 103r 129r 86 r 126r 95r
Melting point, , °C a) Braskem data sheet for polymer grade HF0150 b) Braskem data sheet for polymer grade IE59U3 c) Braskem data sheet for polymer grade BS002 d) Brasken data sheet for polymer grade BF-0323 HC e) Braskem data sheet for polymer grade BI-818 f) Brasekm data sheet for polymer grade EG 0921 g) Dow Technical Information DOWLEX2045 h) Braskem data sheet for polymer grade Braskem FA31 k) Melt Flow Index, g/10 min (190° C/5.0kg) l) ASTM D1238 m) ASTM D1505 n) ASTM D792 o) ASTM D638 p) ASTM D822 q) ASTM D790 r) ASTM D1525
2.7.3 Technical substitution potential
Because bio-based polyethylene has the same properties as petrochemical polyethylene it can potentially fully substitute the petrochemical production of polyethylene. For processing bio-based polyethylene, the same machinery can be used as for petrochemical PE.
116
Out of the 39.5 Mt of plastics used in Western Europe in 2006, 7.9 Mt (20%) was petrochemical LDPE/LLDPE and 5.53 Mt (14%) petrochemical HDPE (PlasticsEurope, 2007).
2.7.4 Applications today and tomorrow
Bio-based polyethylene is not yet produced in bulk but will be commercially available in 2010. Bio-based polyethylene can, just as petrochemical polyethylene, be used for a large variety of different plastic applications. In the first phase, Braskem will offer mainly bio-based PE grades for food packaging, cosmetics and personal care, automotive parts and toys (Braskem, 2007). Dow will produce bio-based polyethylene mainly for food packaging industry and for agricultural and industrial purposes (Gregorio, 2008). Figure 2-29 shows the current total demand of polyolefins (PE, PP) per market sector for Western Europe. Table 2-36 provides an overview of the main applications for which LDPE/LLDPE and HDPE are used in Germany.
57%
9%
6%
3%
25%
Packaging
Building &Construction
Automotive
Electrical appliancesand electronics (E&E)
Others
Figure 2-29 Polyolefin (PE, PP) demand in Western Europe 2006 (PlasticsEurope, 2007)
Table 2-36 Main applications for LDPE/LLDPE and HDPE, total demand by market sector in Germany (Consultic, 2004) Sector % of total LDPE/LLDPE production in 2004 % of total HDPE production in 2004
Building 8.6% 25.2%
Packaging 76.3% 53.5% Electrical appliances and electronics (E&E) 2.7% 2.7%
Automotive 2.0% 3.1%
Others 10.4% 15.5%
Total 100% 100.0%
2.7.5 Current and emerging producers
Braskem is a major producer of thermoplastic resins in Latin America and is the second largest Brazilian industrial company owned by the private sector. Braskem expects the
117
commercial production of bio-based HDPE and LDPE to commence in 2010 with an annual capacity of up to 200,000 tonnes (Morschbacker, 2008). Currently, 12 tonnes of bio-based HDPE are produced per annum at a pilot plant at Braskem’s Technology and Innovation Center (Braskem, 2008a). At the beginning of 2008 Braskem also announced the production of bio-based LLDPE (Braskem, 2007). Braskem and Brinquedos Estrela, a major Brazilian toy company, announced in mid-2008 the establishment of a long-term partnership with the aim to develop products made of bio-based polyethylene. Their first project is the development of the game ‘Sustainable Monopoly’, combining environmental education and entertainment. The game, which will come on the market in July 2008, will use bio-based HDPE for all plastic parts (Braskem, 2008a). Dow and Crystalsev announced their joint-venture in mid-2007 with a planned annual production of 350,000 tonnes of bio-based polyethylene by the year 2011 (Dow, 2007b). Dow is the second largest chemical manufacturer in the world and Crystalsev a major Brazilian ethanol producer, partially owned by Goldman Sachs. Dow and Crystalsev plan to produce bio-based LLDPE. The total of 550,000 tonnes of bio-based polyethylene that Braskem and Dow plan to produce in 2012 will represent in total about 10% of Brazil’s plastic market. The chemical companies of Solvay, Nova Chemicals and Petrobras have additionally expressed plans to enter the bio-based polyethylene market (Schneyer, 2008). Assuming that the total capacity of 550,000 tonnes of bio-based PE would be used to supply the Western European market, around 3% of the 16 Mt (assuming a growth rate of 5%) of polyethylene produced in 2010 would be bio-based. According to Jeff Bishop, an analyst at San Francisco's Beacon Equity Research, 20% of the world’s plastic production could be captured by bio-based plastics in 2020 (Schneyer, 2008). Braskem on the other hand expects bio-based plastics to take over 10% of the worldwide plastic market by the year 2020 (Schneyer, 2008).
2.7.6 Expected developments in cost structure and selling price
Until recently, the production of ethylene from biomass was not considered to be cost-competitive compared with petrochemically derived ethylene (Patel et al., 2005). However, Dow expects their bio-based PE to be competitive if oil prices range above approximately US$ 45 per barrel (Schneyer, 2008). Towards the end of 2008, the market price for Brazilian ethanol from sugar cane ranged around US$ 80/barrel19 (Alcan, 2008) compared to a crude oil price of US$ 115 per barrel.
Prices for bio-based polyethylene may be 30% higher compared to petrochemical polyethylene (Schneyer, 2008). Prices for petrochemical LDPE, for example, ranged in August 2008 around US$ 1.7 per kg (Chemical Week, 2008).
119
2.8 Polyvinyl chloride (PVC) from bio-based PE Polyvinyl chloride (PVC) is a versatile material that can be used for numerous applications. The production of films and especially bottles from PVC decreased substantially in the last decades, whereas PVC consumption of plastic profiles (e.g., for window frames) doubled from 1980 to 2004 (Baitz et al., 2004). As a consequence, PVC is nowadays primarily used in the construction and building industry. Some of the compounds formed during the production of PVC including EDC, VCM and HCl are known to be toxic. Apart from the production stage, toxic substances can be released during the use phase (especially from plasticizers used as additives for flexible PVC) and during disposal (e.g., dioxins from waste incineration of PVC). For these reasons, the PVC industry was subject to severe criticism and controversial debate especially in the 1980s and 1990s concerning impacts on the environment, health and safety. In particular packaging was identified as problematic due to the challenge of separating PVC present in post-consumer waste. The very substantial decrease of PVC used in this application area has solved many of the problems. Continuous improvements, among others through the introduction of best available technologies and the establishment of voluntary commitments by the PVC industry including emission limits and recycling rates, have also contributed to a better reputation of this industry. In December 2007, Solvay Indupa announced the production of 60,000 t.p.a of bio-based ethylene for the production of 360,000 t.p.a of PVC (Solvay, 2007b). Solvay is so far the only company that has announced the production of PVC from partly bio-based feedstock. From 1981 to 1991 Braskem produced bio-based PVC, but ceased production when oil prices fell (Schuts, 2008). The main source of adverse environmental and health related effects of PVC is the use of chlorine and additives. The use of bio-based ethylene is therefore unlikely to reduce the environmental impact of PVC with respect to its toxicity potential. It remains to be seen whether the occurrence of bio-based PVC on the market will again raise questions about the environmental friendliness of PVC and whether it will have an influence on the societal perception of this material.
2.8.1 Production
Figure 2-30 Building block of polyvinyl chloride ethylene PVC molecule
120
Polyvinyl chloride (PVC) is produced from chlorine (57 wt-%) and ethylene (43 wt-%). For the production of bio-based PVC, ethylene is derived from bioethanol (see Chapter 2.7). Chlorine is manufactured by electrolysis of a sodium chloride solution, which leads to caustic soda (sodium hydroxide) and hydrogen gas as coproducts. Out of the three commercial electrolysis processes (amalgam, diaphragm and membrane process), the membrane process is recognized as best available technology and it consumes the lowest amount of electricity. Ethylene is reacted with chlorine in the presence of iron-(III)-chloride as a catalyst to produce ethylene dichloride (EDC) (see Equation 1). EDC is further converted into vinyl chloride monomer (VCM) (see Equation 2) by pyrolysis yielding also hydrogen chloride, which is recycled into the process. VCM is converted into PVC by polymerization. The most important polymerization techniques are suspension polymerization (80%), emulsion polymerization (12%) and mass polymerization (8%) (Allsopp & Vianello, 2000). H2C=CH2 + Cl2 → Cl-CH2-CH2-Cl Equation 1
Cl-CH2-CH2-Cl → H2C=CH-Cl + HCl Equation 2
Figure 2-31 Production of PVC Pure PVC in itself is a hard, brittle material, which degrades at temperatures of around 100°C and deteriorates under the influence of heat and light. The use of additives largely improves the properties and makes it possible to tailor materials for various applications. PVC is therefore commonly mixed with stabilizers, plasticizers, lubricants, fillers and other additives. The largest groups of additives are plasticizers with a weight content of 20% to 40% (up to 60%) of the total material input (Baitz et al., 2004). Today, the most common plasticizers are phthalates, adipates and trimellitates (Baitz et al., 2004). Phthalates are organic esters, which are produced through the reaction of carboxylic acid and an alcohol.
121
2.8.2 Properties
PVC is a unique polymer because of its bulky chlorine atom that results in a strong polar nature of the PVC polymer chain and because of the syndiotactic conformation of the repeat unit, which leads to a limited level of crystallinity. This results in favourable mechanical properties including stiffness at low wall thickness, high melt viscosity at relatively low molecular mass and the possibility of adding high levels of plasticizers. There is a large difference in properties between rigid PVC (Table 2-37) and flexible PVC that has been blended with plasticizers and other additives (Table 2-38). The amount and kind of additives used determines the application. The properties of bio-based PVC can be expected to be identical with conventional petrochemical PVC. Table 2-37 Typical properties of rigid petrochemical PVC (Allsopp & Vianello, 2000) Property Test Value
Tensile strength at 23 °C, MPa BS 2782 : 301G ISO R527 55
Izod impact, ft lb/in BS 2782 : 306A ISO R180 2 (unmodified) 10 (modified) Resistance to concentrated mineral acids (at 20 °C)
Cold flex temperature, °C BS 2782 159B – 20 to – 60
Elongation at break, % BS 2782.320A 140 – 400
Ozone resistance field experience very good
Specific gravity ISO R1183 1.19 – 1.68
Tensile strength, MPa BS 2782.320A 7.5 – 30
Volume resistivity at 23 °C, W · cm BS 2782 202A 1010 – 1015
2.8.3 Technical substitution potential
PVC produced from bio-based ethylene can fully substitute PVC from conventional production. The demand for petrochemical PVC in Western Europe was 5.9 Mt in 2006 (PlasticsEurope, 2007). This is 15% of the total plastic demand of Western Europe. PVC is hence the second largest resin type after polyolefins. Annual world growth rates of PVC use until 2010 are expected to be 5.5% (PlasticsEurope, 2007).
122
2.8.4 Applications today and tomorrow
PVC is a versatile material that can be used for a wide range of different applications. Table 2-39 shows the main applications for PVC per sector today and in 2020. Building is by far the most important sector in terms of PVC demand. The main applications of PVC in the building sector are pipes, floorings and window frames (see Table 2-40). Another important sector are household appliances, which mainly comprises kitchen equipment. Packaging, electrical appliances and electronics and the automotive sector together account for only one fourth of the total PVC production. Table 2-39 Main applications for PVC (Plinke et al., 2000) Sector % of total production in
2000 % of total production
in 2020 Building 57% 54% Packaging 9% 6% Furniture 1% 2.5% Other household appliances 18% 27% Electrical appliances and electronics (E&E) 7% 5% Automotive 7% 4.5% Others 1% 1% Total 100% 100%
Table 2-40 PVC production for construction industry in Western Europe 1999 (ECVM, 2001) Application % of total production in 1999 Pipes and fittings 10% Profiles 27% Cables 9% Flooring 13%
2.8.5 Current and emerging producers
Solvay Indupa, an affiliate of Solvay, which is worldwide one of the largest producers of PVC, announced in December 2007 to produce PVC from ethylene that is partly derived from sugar cane. Until 2010, Solvay Indupa plans to invest 135 million US$ in the expansion of its vinyl production plant of Santo André in Brazil. The plant is supposed to have a capacity of 360,000 t.p.a of PVC. (Solvay, 2007b)20. Solvay Indupa aims to produce for the markets of Latin America, for which it forecasts a continuing and
20 Based on the stoichiometric composition of PVC (57 wt-% chlorine and 43 wt-% ethylene), it can be concluded that around 205,000 t.p.a of chlorine and 155,000 t.p.a of ethylene are needed to produce 360,000 t.p.a of VCM. Solvay plans to produce 60.000 t.p.a of bioethylene for the production of 360,000 t.p.a of PVC. We therefore conclude that approximately 100,000 t.p.a of petrochemical ethylene will be required in addition.
123
dynamic growth. Solvay Indupa currently produces PVC for various products such as pipes, fittings, tarpaulins, windows, wires and cables, floors, packages, medical products, footwear, etc.(www.solvayindupa.com). Solvay Indupa’s bio-based PVC will be sold on the consumer market as a specialty product mainly for packaging materials and films (Leitner, 2008).
2.8.6 Expected developments in cost structure and selling price
The price for petrochemical PVC pipe grades currently ranges between 0.85 €/kg (PlasticsTechnology, 2008) and 1 €/kg (ICIS, 2008a). The price for bio-based PVC has not yet made public by Solvay Indupa.
124
125
2.9 Other emerging bio-based thermoplastics The thermoplastic polymers discussed in the previous chapters (Chapter 2.1 to 2.8) are already produced at large-scale facilities or their industrial production has been recently announced by a chemical company. In contrast, this chapter deals with thermoplastics which - technically - could be produced already today or for which a technical breakthrough can be expected in the next few years. Polyesters Polyesters represent a large group of polymers that lend themselves rather well to full or – so far – primarily partial substitution. Apart from polylactic acid (PLA), poly(trimethylene terephthalate) (PTT) and polyhydroxyalkanoates (PHA), which are all well advanced in terms of reaching large-scale production (Chapter 2.3 and Chapter 2.4 respectively), a number of other polyesters have the potential to be produced from bio-based feedstocks. The most important of these are shown in Table 2-41, together with the constituent monomers and the trade names of their petrochemical counterparts (as far as this information was available to us). In several of the cases listed below the polymer is produced from a bio-based diol (e.g., PDO or BDO), while the diacid is either bio-based (succinic, adipic acid) or petrochemically based (PTA or DMT). Once bio-based butanediol (BDO) is available in sufficient quantities, it will be possible to produce also (partially) bio-based PBT, PBS, PBSL, PBSA, PBST and PBAT (the full names are given below in Table 2-41). Likewise, the availability of bio-based succinic acid will allow to increase the bio-based content of PBS, PBSL, PBSA and PBST (see Table 2-41). In principle, it is even possible to produce adipic acid by fermentation (offering further substitution potentials for PBSA and PBAT); according to the BREW study (Patel et al., 2005) it is, however, particularly challenging to optimize the biotechnological production of adipic acid to the extent that it saves non-renewable energy compared to the petrochemical route. PBAT, which is well-known under the tradename Ecoflex® and is currently produced by BASF from petrochemical feedstocks, is a very attractive product because it has been successfully used in many blends with bio-based polymers, with PLA possibly being the most prominent example (an Ecoflex/PLA blend has been commercialised by BASF under the name Ecovio®). BASF recently announced plans for an expansion of its Ecoflex® plant from the current 14,000 by 60,000 metric tonnes per year in 2010 (BASF, 2008a). It would hence be very advantageous if Ecoflex could be partially or – in the ideal case – fully produced from biofeedstocks or if it could be replaced by another fully bio-based but functionally equivalent compound. From next year onwards, bio-based ethylene will be produced at large scale via the dehydration of ethanol from sugarcane (Braskem, 2007, Dow, 2007b); see also Chapter 2.7). It would hence be possible to produce partially bio-based PET (polyethylene terephthalate) by esterification of bio-based ethylene glycol (derived from bio-based ethylene) and petrochemical terephthalic acid. Polyvinylacetate is another potential candidate for substituting petrochemical for bio-based ethylene (in the acetate part).
126
Polyacrylates are esters of acrylic acid with alcohols of various chain lengths including methanol, ethanol, n-butanol, 2-ethylhexanol and other alcohols. Some of these alcohols can be produced from bio-based feedstocks (e.g., methanol and ethanol) and even acrylic acid has the potential of being produced biotechnologically in the future (Patel et al., 2005). Finally, examples for polyesters made from 1,3-propanediol (PDO) are poly(trimethylene naphthalate (PTN), poly(trimethylene isophthalate (PTI) and Hytrel® RS, which is a thermoplastic polyester elastomer. The bio-based polyesters addressed above do not represent an exhaustive list but they probably are among the most relevant ones in the context of a shift towards bio-based chemical feedstocks in the next years. Later on in this report, we will deal in separate sections with a selection of the polyesters mentioned above (the selected polyesters are printed bold in Table 2-41). The detail of these sections varies greatly depending on the availability of information. Table 2-41 Polyesters from bio-based or potential bio-based monomer (polymers which will be discussed in more detail in the text below are printed in bold letters) Polymer Monomer Monomer
Chemical Name Trade Name(s) Bio-based, or potentially bio-based Petro-chemical
Poly(butylene terephthalate) PBT
various
BDO PTA/DMT
Poly(butylene succinate) PBS
Bionolle®1000 BDO Succinic ac.
Poly(butylenes succinate-co-lactate) PBSL
GS Pla® BDO Succinic acid Lactic ac.
Poly(butylene succinate adipate) PBSA
Bionolle® 3000 BDO Succinic acid Adipic ac.
Poly(butylene succinate terephthalate) PBST
Biomax® Eastar Bio®
BDO Succinic acid PTA/DMT
Poly(butylene adipate terephthalate) PBAT
Ecoflex® BDO Adipic ac. PTA/DMT
Poly(ethylene terephthalate) PET
No producer using bio-based ethylene
Ethylene PTA (purified terephthalic acid)
Polyvinylacetate PVAc No producer using bio-based ethylene and/or methanol
Vinylacetate from ethylene and/or methanol
Polyacrylates *) various e.g. methanol or ethanol
e.g. acrylic acid
Poly(trimethylene naphthalate) PTN
(Status unknown)
1,3-PDO isophthalic acid
Poly(trimethylene isophthalate) PTI
(Status unknown)
1,3-PDO Naphthalic acid
Thermoplastic polyester elastomer
Hytrel® RS 1,3-PDO e.g. diethyl propanediol
127
*) See also below, under “Methanol-based compounds”.
Other ethylene-based compounds There are more polymers which are partially ethylene-based but do not belong to the product group of polyesters. These compounds are further candidates for the use of bio-based ethylene. Important representatives are polystyrene (with a bio-based ethyl-chain replacing the petrochemical one) and EPDM rubber (ethylene propylene diene monomer rubber) next to (partially) bio-based PE and PVC which have been discussed in Chapter 2.7 and 2.8. Ethylene can also be used for the manufacture of thermosets, in particular for epoxy resins, which will be discussed in Chapter 2.11. Methanol-based compounds By gasification of biomass, syngas can be produced which can, in principle, replace syngas made from fossil feedstocks such as natural gas, heavy oil and coal. Today, a very important use of syngas is the production of methanol (exceeded only by hydrogen production for ammonia). Methanol is used in substantial amounts for the production of phenolic resins, urea formaldehyde resins and melamine formaldehyde resins (in all
three cases methanol is converted to formaldehyde which is one of the monomers) polyacrylates (acrylpolymers), e.g. for esterification of methanol and acrylic acid to
methylacrylate and, in smaller quantities, as intermediates for the manufacture of various other polymers
such as polyvinylacetate and polyurethanes. Propylene-based compounds Propylene is the second most important organic building block after ethylene. Its production from bio-based feedstocks seems to be more challenging than ethylene and many other monomers – at least the processes for the production of bio-based propylene have been lagging behind bio-based ethylene. However, Braskem announced in 2008 that it has successfully produced bio-based polypropylene at the pilot-plant scale (Braskem, 2008). So far, there is no projected date for the commercialisation of bio-based polypropylene but Braskem seems to have clear intentions in this respect (Braskem, 2008). The process route chosen by Braskem is currently kept confidential. Possiblythe most promising routes to propylene set out with gasification of biomass to syngas. This could either be liquified in the form of a “bionaphtha” for further use in steam cracking; or the syngas could be converted to methanol and then further processed by means of processes of the type of Lurgi’s Methanol-to-propylene (MTP) process or UOP’s Methanol-to-olefins process (Lurgi, 2008, UOP, 2008). Propylene production via methanol may have better chances than the steam cracking route given the available expertise from large pilot plants and concrete plans for large-scale projects based on petrochemical feedstocks (e.g. Business Wire, 2008). While these pilot plants and the first industrial plants use petrochemical methanol, it seems a small step to replace this by bio-based methanol. It is unknown to us what the prospects of other routes are, in particular of a combined biotechnological and chemical route to propylene.
128
If ultimately successful, bio-based propylene could replace all of today’s uses of petrochemical propylene, the most important being polypropylene (PP) production (PP is today the second most important polymer after polyethylene) (PlasticsEurope, 2007). Other very important uses of propylene include the production of polyacrylates (via production of acrylic acid and acrylonitrile) polyurethanes polyamides (via acrylonitrile for adiponitrile for HMDA for nylon 6,6; cumene for
cyclohexanon for caprolactam for nylon 6) and several others, e.g. polycarbonates, unsaturated polyesters/alkyd resins, phenolic
resins and epoxy resins. It must be emphasized once more that the overview provided above does not claim to represent a comprehensive list of bio-based thermoplastics. Moreover, it is important to realize that – in spite of the rather impressive number of potentially bio-based compounds – some important bio-based building blocks are still missing. We will revert to this aspect in Chapter 3.4.
2.9.1 PBT from bio-based BDO
Much of the discussion concerning poly(butylene terephthalate) (PBT) is analogous to PTT (section 2.4), apart from two major differences. First, R&D on bio-based PBT has (to the best of our knowledge) not yet led to an economically viable route; DuPont’s success with bio-based 1,3-PDO could pave the way for a commercial bioroute to BDO, but in the meantime the discussion of bio-based PBT is still purely theoretical. Second, whereas PTT (both petrochemical and bio-based) is now emerging on the market, petrochemical PBT is already well established, with demand growing strongly: in 2006 the world market volume of PBT was 900,000 tonnes; the 2006-European consumption of PBT was 270,000 (30%), which was an increase of 90,000 tonnes compared to 2003 (Eipper, 2007, Ginss, 2004). The long-term average growth rate is expected at about 6% on world average and 7% in Asia (Eipper, 2007). PBT is one of the two most important thermoplastic polyesters (the other one is PET). This section will thus be limited to a description of a possible bio-based route to BDO as a monomer platform for PBT, to the substitution potential and pricing issues for bio-based versus petrochemical PBT, and a brief assessment of market prospects for PBT in general.
Production
Poly(butylene terephthalate) (PBT) (Figure 2-32) is a linear aromatic polyester produced by transesterification and polycondensation of dimethyl terephthalate (DMT) with 1,4-butanediol (BDO). PBT can also be produced from purified terephthalic acid (PTA) and BDO. The reaction scheme is similar to PTT, except with BDO in place of PDO.
C
O
OC
O
HO(CH2 )4O (CH2)4n
O HC
O
OC
O
HO(CH2 )4O (CH2)4n
O H
Figure 2-32 PBT molecule
129
Conventional processes for the synthesis of BDO use petrochemical feedstocks, the most common being the Reppe process using acteylene and formaldehyde followed by hydrogenation of the intermediate (2-butyne-1,4-diol) to produce BDO (AzoM, 2003). An alternative bio-based process described by (Cooper & Vigon, 2001) involves three steps: corn-derived glucose is fermented to succinic acid, succinic acid is then purified by electrodialysis and it is finally reduced catalytically to BDO. A recent development, which may facilitate the industrial production of bio-based BDO in the medium term, is DSM’s and Roquette’s joint project to commercialise succinic acid from fermentation (announced in January 2008). A pilot plant is expected to be built in Lestrem in France by the end of 2009 (DSM & Roquette, 2008). PBT plants currently being built use continuous polymerisation (often making use of old converted PET batch plants). The new continuous processes produce high intrinsic viscosity PBT without further processing steps (Thiele, 2001). The material quality from the new plants is also expected to be more consistent than that of the materials produced in the old converted PET plants.
Properties
PBT is a semi-crystalline, white or off-white polyester similar in both composition and properties to PET and PTT (see Table 2-20 in the chapter on PTT). The crystallinity of PBT imparts good strength, stiffness and creep resistance to finished products. Compared to PET, PBT has somewhat lower strength and stiffness, is a little softer but has higher impact strength and very similar chemical resistance. PBT’s crystallisation temperature is in the range of 80-120 °C (as for PTT) and is hence much higher compared to PET (130-150 C) (Thiele, 2001). As it crystallises more rapidly than PET it tends to be preferred for industrial scale moulding, e.g. of electrical and automotive components (AzoM, 2003). PBT has a high continuous use temperature compared to other thermoplastics, has excellent electrical properties, and can be easily made flame retardant. It also has superior dimensional stability and good chemical resistance, particularly to organic solvents and oils (Morgan, 1998).
Technical substitution potential
As for PTT, the theoretical substitution potential of bio-based PBT for conventional PBT (assuming identical property sets) is 100%, while practical substitution depends essentially on price relativity. PBT has a similar substitution profile as PTT (see Table 2-20 in PTT chapter), except for its higher degree of substitution for PC and slightly less substitution for PA and PET. PBT can substitute for phenolic resins and related materials in thermoset applications such as automotive electrical systems and connectors (Morgan, 1998).
130
Applications today and tomorrow
The discussion of applications and future markets relates to PBT in general rather than bio-based PBT. PBT is mostly used in compounded and alloyed form (e.g., with an amorphous polymer such as polycarbonate) in high performance applications. Major end-use sectors include electrical and electronic (E&E) appliances and automobiles (Eipper, 2007). In 2006, 270,000 tonnes PBT were consumed in Europe, nearly half (48%) of which were used in automobile parts (see Figure 2-33). Examples of electronic devices made from PBT used in automobile are ABS and ASR and electrical motors. New applications in automobile include front headlamp bezels, wiper arms and accessories and sunroofs (Eipper, 2007). New compounds and flame-retardant compositions for engineering plastic applications are also expected to be developed PBT-PET or PBT-PC blends are gaining importance in the market because they offer high impact strength (Ginss, 2004, Köpnick et al., 2002). As PBT becomes available in larger amounts and at a lower price, the field of applications will widen and interest in textile spinning might even be revived.
European Market: 270 kt (2006)
Automobile (incl.E&E) 48%
Electrical and Electronic 22%
Extrusion 6%
Various other 24%
Figure 2-33 Applications of PBT in Europe 2006 (Eipper, 2007)
Current and emerging producers
As already discussed, the status of bio-based BDO and producers interested in this possibility is not known. For bio-based succinic acid, a pilot plant is being built by DSM and Roquette. Conventional PBT, however, is currently in a phase of strong growth. Table 2-42 shows the major producers of PBT. In 2006, BASF and Toray started a joint venture to produce PBT in Malaysia at a capacity of 60,000 t.p.a. (Eipper, 2007). Bayer and DuPont’s joint venture has been operating since 2004 in Germany, to produce PBT at a capacity of 80,000 t.p.a. In July 2007, the Asian producer Chang Chun installed 60,000 t.p.a.
131
capacity in Taiwan (Eipper, 2007). Lanxess started its first plant in Wuxi, China in 2006 to produce the blend of PBT and PA with a capacity of 20 kt.p.a. In 2007, BASF started up a PBT plant in Shanghai (45 kt.p.a.) so that its total capacity in Asia increased to 100 kt.p.a. (Eipper, 2007) The total global demand for PBT in 2015 is estimated at 1500,000 t.p.a., representing an average annual growth of 6% from 2006 (Eipper, 2007). In Europe, it is expected that the market will grow at 5% per year, leading to a demand of 420,000 tonne in 2015 (Eipper, 2007).
Table 2-42 Major producers of PBT (Eipper, 2007)
Company name Trade name Plant location BASF Ultradur Germany, Malaysia
Chang Chun Chan Chun PBT China, Republic of
DSM Arnite Netherlands
DuPont Crastin USA
GE Plastics Valox USA, Germany
Lanxess Pocan Germany
Mitsubishi Novaduran Japan Ticona Celanex USA
Toray Toray Japan
Win Tech Duranex Japan
Expected developments in cost structure and selling price
The cost structure of PBT manufacture is not known but may be similar to PTT. The mid-June 2008 market price of petrochemical PBT resin (all US market prices) was in the range of € 2.20 - € 2.67 per kg21 for unfilled pure resin for injection moulding and € 2.95 - € 3.25 per kg 22 for 30% glass fibre reinforcement with fire retardant (PlasticsTechnology, 2008). This clearly places PBT in scope of the engineering thermoplastics, as opposed to PET which is classified as large-volume thermoplastics, with a market price that is roughly only half of PTT (PET bottle grade is priced at € 1.21 - € 1.24 per kg 23(PlasticsTechnology, 2008). In order to be competitive, the market price for PBT from bio-based BDO will have to be in a similar range as petrochemical PBT.
2.9.2 PBS from bio-based succinic acid
Poly(butylene succinate) (PBS) (Figure 2-34) is a biodegradable synthetic aliphatic polyester with similar properties as PET. It has excellent mechanical properties and can be applied to a range of end applications via conventional melt processing techniques. Applications include mulch film, packaging film, bags and flushable hygiene products
21 1.45-1.50 US$/lb, exchange rate 1 US$ = 0.68 Euro 22 1.95-2.15 US$/lb, exchange rate 1 US$ = 0.68 Euro 23 0.80-0.82 US$/lb, exchange rate 1 US$ = 0.68 Euro
132
(Nandini, 2003). PBS is generally blended with other compounds, such as thermoplastic starch and adipate copolymers (to form PBSA) to make its use more economical.
C
O
OC
O
HO (CH2)4n
O H(CH2)2
Figure 2-34 PBS molecule
Production
PBS is currently produced by condensation polymerisation of petrochemical succinic acid and 1,4-butanediol (BDO), both of which are usually derived from maleic anhydride (Nandini, 2003). The production of bio-based 1,4-butanediol (BDO) has been described in Chapter 2.9.1. Bio-based succinic acid may be produced together with oxalic acid, fumaric acid and malic acid by anaerobic fermentation using various types of bacteria and molds. Succinic acid can also be converted to butanediol via maleic anhydride (Nandini, 2003). Succinate concentration as high as 110 g/l have been achieved from glucose by the rumen organism Actinobacillus succinogenes (Liu, 2000). Succinic acid can also be produced by Anarobiospirillum succiniciproducens using glucose or even lactose, sucrose, maltose, and fructose as carbon sources. Mitsubishi Chemical and Ajinimoto are reported to be developing a bioroute to succinic acid.
Properties
PBS is a white crystalline thermoplastic with a density between 1.2-1.3 g/cm3 (comparable to PLA), a melting point that is much higher than PLA and lower than P(3HB-co-3V) and a very low glass transition temperature. It has generally excellent mechanical properties and processability. Like other aliphatic polyesters, it is thermally stable up to approximately 90-120 ºC (Chang Chun, 2008) (aromatic polyesters are much less thermally stable). PBS has good dyeing characteristics and is biodegradable. PBS can be processed by injection moulding, extrusion moulding or blown moulding using conventional polyolefin equipment. New grades of PBS copolymers have recently been produced with a high recrystallisation rate and high melt tension, suitable for preparing stretched blown films and highly expanded foams.
Technical substitution potential
PBS can substitute for PET but also for PP. Mitsubishi claims that PBS can replace polyolefins (PE, PP) and polystyrene in some applications; additionally it can replace PLA in several applications (Nandini, 2003). According to Showa HighPolymer the substitution potential is highest for PE-LD, PE-HD and PP.
133
Applications today and tomorrow
PBS finds applications in mulch film, packaging, bags, flushable hygiene products and as a non-migrating plasticiser for PVC. Showa HighPolymer expects strong growth in agricultural mulch film and foamed cushioning and specifies food packaging and engineering material as other future growth areas for their Bionolle® product (Showa, 2003). Table 2-43 shows the market breakdown of PBS in 2003 and 2020 according to Showa HighPolymer. Mitsubishi is targeting packaging, fibres and mulch film as core markets (Mitsubishi Chemical, 2006). Also automotive applications seem to be a target area for PBS (see below). Showa HighPolymer also produces a grade of Bionolle® which has a long chain branch, high melt tension and high recrystallisation rate and is suitable for the manufacture of stretched blown bottles and highly expanded foams (Liu, 2000).
Table 2-43 Main applications for PBS and PBSA – share of interviewed company’s1 total production by market sector (scope: global)2
Sector % of total production
in 2003 % of total production
in 2020 Packaging3 25 57.5
Building 5 7.5
Agriculture 50 15
Transportation 10 10
Furniture 4 5
Electrical appliances and electronics (E&E) 2 5
Houseware 4 5
Others -
Total 100 100 1 Showa HighPolymer (2003); 2 Breakdown of 2003 market (t.p.a.): EU-15: 20; Japan: 1445; other: 35; 3 Includes compost bag (10% in 2003, 7.5% in 2020).
Current and emerging producers
The joint research by Mitsubishi Chemical and Ajinimoto for fermentation-based succinic acid was completed in March 2007. Currently, the development has moved from laboratory stage to small-scale testing phase (Ajinomoto, 2007). As already mentioned in Section 2.9.1, DSM and Roquette announced a joint programme in January 2008, to to produce succinic acid by fermentation. A demonstration plant will be built in Lestrem in France by the end of 2009 (DSM & Roquette, 2008). At a later stage, the availability of industrially produced succinic acid could serve as starting point for the production of bio-based PBS (and possibly also other polymers using this monomer).
134
To our knowledge, all other industrial activities related to PBS make use of petrochemical feedstocks. This is the case also for Showa HighPolymer, which produces Bionolle® PBS and PBSA at a total capacity of 10,000 t.p.a. (Drachman, 2007). One of the leading chemical companies in China, Zhejiang Hangzhou Xinfu Pharmaceutical Co Ltd, recently completed the installation and testing of a production line for polybutylene succinate (PBS) with a capacity of 3,000 t.p.a. (Xinfu Pharm, 2007). This plant most likely uses petrochemical feedstocks, too. The company plans to increase the capacity to 20 kt p.a. in the future (Xinfu Pharm, 2007). Another Chinese company, Anqing Hexing Chemical Co., Ltd., produces PBS from petrochemical succinic acid since 2007. The current (2007) capacity is 5 kt p.a. The company expects to increase the capacity to 10 kt p.a. in 2010 and 100 kt p.a. in 2020 (Hexing Chemical, 2007). BASF has announced plans to extend its plant for the biodegradable plastic Ecoflex® (polybutyleneadipate terephthalate, PBAT) at the company’s Ludwigshafen site. The extension will raise the production capacity from currently 14,000 metric tonnes to 60,000 metric tonnes per year. Production at the expanded plant will commence in the third quarter of 2010 (BASF, 2008a). Mitsubishi Chemical Corporation developed a biodegradable plastic with the trade name GS Pla®, i.e. polybutylenes succinate-co-lactate (PBSL). Currently GS Pla uses petrochemical sourced raw materials; the goal is to produce a “Green Sustainable Plastic” using succinic acid produced by bacterial fermentation of corn and 1,4-butanediol (Mitsubishi Chemical, 2006).
Expected developments in cost structure and selling price
Showa HighPolymer sells Bionolle® (i.e., petrochemical PBS) for € 3.50 per kilo and expects this price to go down only marginally to € 3.00 per kilo (Showa, 2003). It is expected that PBS with a bio-based component will be competitively priced with Showa HighPolymer’s product.
2.9.3 Bio-based polyethylene terephthalate (PET)
Polyethylene terephthalate (PET) was first commercialized in the 1940s. In the first decades after its commercialization PET was used primarily for the production of synthetic fibres and for film applications. In the mid 1970s PET bottles were introduced to the market. This market segment has since then developed above average and is still continuing to grow. Bio-based PET has not yet been announced by any producer so far. However, PET has the potential to be partly produced from bio-based feedstock and is therefore discussed in this chapter.
135
Production
Polyethylene terephthalate (PET) is a thermoplastic polymer resin of the polyester family. PET can either be produced from dimethylterephthalate (DMT) or purified terephthalic acid (PTA), and ethylene glycol.
Figure 2-35 PET molecule One of the routes to produce PET is taking place via a transesterfication reaction of DMT and ethylene glycol, which is followed by a polycondensation reaction (Brügging et al., 2000). The other route used to produce PET is via direct esterification of PTA with ethylene glycol, which is nowadays the preferred process for PET production (Brügging et al., 2000). Direct esterification here is followed by polycondensation, which proceeds analogously to the DMT-ethylene glycol process. Both DMT and PTA are derived from oxidized p-xylene. For the production of DMT, terephthalic acid is reacted with methanol, whereas terephthalic acid is purified to yield PTA (Boustead, 2005). Both DMT and PTA are produced from petrochemical feedstocks but can potentially also be derived from bio-based feedstocks (see Chapter 3.4). Ethylene glycol is formed via direct oxidation of ethylene followed by thermal hydrolysis (Rebsdat, 2000). Given the recent announcement of a couple of producers to produce ethylene from biomass (see Chapter 2.8), the bio-based production of ethylene glycol is technically possible and its industrial production may be just a matter of time, especially under the condition of high oil prices. Ethylene glycol can also be derived from sorbitol based on hydrogenolysis (Werpy & Petersen, 2004). PTA for the production of PET could potentially be made using bio-based xylene produced by depolymerization of lignin. As an alternative, petrochemical PTA may be replaced by bio-based PTA made from 2.5-furandicarboxylic acid (FDCA). A third option is to directly replace TPA by FDCA. These options are explained in somewhat more detail in Chapter 3.4.
Properties
PET can be processed by injection molding, blow molding and extrusion into a wide range of different applications. Bio-based PET (if available) would be chemically identical with petrochemical PET and its properties (see Table 2-44) would therefore be identical. Bio-based PET would hence not be biodegradable.
HO-CH2-CH2-O-C- -C-O-CH2-CH2-OH
O O
n
136
Table 2-44 Properties of petrochemical PET standard grade Application PET petrochemical: Standard grade
Cristallite melting point ,°C 220-225 (differential thermal analyses) a (Brügging et al., 2000) b Testing method: DIN 53455 c Testing method: DIN 53457 d Testing method: ASTM D 570
Technical substitution potential
Since bio-based PET would have the same properties as petrochemical PET, it could – in principle – fully substitute the current conventional production.
Application today and tomorrow
PET is currently used for the production of synthetic fibres and packaging applications. Typical packaging applications for PET include bottles for different purposes including drinks, oil and detergent, jars and tubs, trays for pre-cooked meals and film packaging.
About 35 Mt of PET are globally used for fibres production, which is 65% of the total PET production (Glenz, 2004). The remaining 35% are used for packaging applications including bottles (8 Mt) and films (2 Mt) (Glenz, 2004). Of the 2.8 Mt of PET used for packaging purposes in Western Europe in 2004, 76% were bottles, 11% containers and 13% films (Glenz, 2004). Table 2-45 shows the share of PET applications in Germany for different sectors, excluding PET fibre production.
Table 2-45 Share of PET production by market sector in Germany, excluding PET fibre production (Consultic, 2004)
Sector % of total production
2004
Building 0.0%
Packaging 91.0%
Electrical appliances and electronics (E&E) 3.4%
Automotive 0.0%
Others 5.6%
Total 100.0% In the last decade, PET production has been increasing drastically which is mainly due to the market success of PET bottles. Between 1997 and 2004 the use of PET for packaging applications increased in Western Europe by 14% p.a (see Figure 2-36). For the next five
137
years, the growth of the global PET market is expected to slow down to 7% per annum with especially China showing the largest increase (ICIS, 2008c). The largest producers of PET in Western Europe are currently Voridian (affiliate of Eastman), Mossi & Ghisolfi (Italy) and Equipolymers (joint venture of DuPont and Sabanci in Turkey). In total, these companies represent over 75% of the total PET production capacity of Western Europe (Glenz, 2004).
1.10 1.201.45
1.80
2.132.37
2.582.80
1997 1998 1999 2000 2001 2002 2003 2004
Year
Us
e in
mill
ion
to
nn
es
Figure 2-36 Use of PET applications in Western Europe (Glenz, 2004)
Current and emerging producers
There is currently no producer of bio-based PET.
Expected developments in cost structure and selling price
The price for petrochemical PET bottle grades currently ranges between 1.10 €/kg (PlasticsTechnology, 2008) and 1.50 €/kg (ICIS, 2008a).
Polyethylene isosorbide terephthalate (PEIT) is a polymer with a higher glass transition temperature compared to PET. Isosorbide is polymerized together with terephthalic acid and ethylene glycol to form PEIT. The use of isosorbide offers enhanced material properties compared to conventional PET and can therefore broaden the range of applications, especially for the production of hot-fill containers.
Production
The production of polyethylene isosorbide terephthalate (PEIT) involves the monomer components terephthalic acid, ethylene glycol and isosorbide. The production of
138
terephthalic acid and ethylene glycol – including their bio-based equivalents – has been described in Chapter 2.9.3. Isosorbide partially substitutes ethylene glycol. Isosorbide (1,4:3,6-dianhydro-D-glucitol) is obtained from sorbitol via acid catalyzed cyclic dehydration of sorbitol. Sorbitol, in turn, is produced by catalytic hydrogenation of glucose (from starch) or sucrose (from sugar beet or sugar cane) (Vogel, 2003). Sorbitol is currently produced by a number of companies and is mainly used in the food industry. Sorbitol is an important (potential) building block for commodity chemicals such as propylene glycol, ethylene glycol, glycerol, lactic acid, 1,4-sorbitan and 2,5-anhydrosugars (Werpy & Petersen, 2004). Isosorbide can be obtained in large amounts and at reasonable prices (Zhu et al., 2008). In order to increase isosorbide yields, efforts are currently made to improve process conditions and dehydration catalysts (Carde, 2001, Werpy & Petersen, 2004).
Properties
Polyethylene isosorbide terephthalate (PEIT) has a higher glass transition temperature (Tg) than conventional polyethylene terephthalate (PET). The glass transition temperature can be raised, depending on the isosorbide content, to above 100°C (90 - 160°C) (Rupp-Dahlem & Magyar, 2002, Storbeck & Ballauff, 1996). PEIT has a higher strength and rigidity than PET and shows improved resistance to UV radiation (Roquette, 2004a). Isosorbide is biodegradable. PEIT is not biodegradable.
Current and emerging producers
In April 2007 Roquette Frères announced the establishment of an isosorbide plant in Lestrem (France) (BioHub, 2007). This is worldwide the largest plant for isosorbide and has a production capacity of more than 1000 tonnes of the isosorbide grade Polysorb® per year (Roquette, 2004b, Rupp-Dahlem, 2008). Roquettes Frères is one of Europe’s largest starch and starch-derivatives companies and is known for its production of sorbitol and polyols in general (Roquette, 2008). Recently Roquettes Frères acquired exclusive world rights to a patent of DuPont for high purity isorbides used for the production of polymers (BioHub, 2007). The production of isosorbide and PEIT is part of a six-year R&D programme called BioHub approved by the French Industrial Innovation Agency (AII) and authorized by the European Commission in 2006 (BioHub, 2007). Companies and research laboratories from a number of European member states are working together. The aim of the BioHub programme is to develop a range of bio-based chemical products including solvents, plasticizers, polymers and biocomplexing agents and chemical intermediates that can substitute petrochemicals (ICIS, 2007).
139
Applications
PEIT serves a market for thermoplastics where a higher temperature performance is required. This includes, among others, bottles and rigid containers for hot-fill applications (Roquette, 2004b). The use of isosorbide is reported to show advantages as a building block not only in PET but also as comonomer for other polyesters, polyethers, polyurethanes and polycarbonates (Malhotra et al., 2007). Isosorbide-derivatives such as isosorbide diesters, have been developed by Roquettes Frères to be used as plasticizers in PVC (for replacement of phthalates); and dimethyl isosorbides can be used as solvents and fluxing agents (BioHub, 2007, Rupp-Dahlem, 2007).
Expected developments in cost structure and selling price
The production of isosorbide from renewable feedstock is estimated to be competitive with petrochemical polymer building blocks (Malhotra et al., 2007).
2.9.5 Further polyesters based on PDO
There are many other polyesters that can be made by polycondensation of PDO and an acid, such as isophthalic acid or naphthalic acid. These can be combined with further comonomers such as isophthalic acid or 1,4-butanediol. Examples are poly(trimethylene naphthalate) (PTN) and poly(trimethylene isophthalate) (PTI) (Hwo et al., 1998). These PDO-based polyesters can be used as engineering plastics and for the manufacture of films (Hwo et al., 1998). PDO can also be used for the synthesis of thermoplastic polyester elastomers. In 2006, DuPont announced Hytrel® RS, which is a new product based on PDO (DuPont, 2008b). Hytrel® RS is a bio-based version of DuPont Hytrel®, which is a thermoplastic, petrochemical copolyetherester elastomer. Hytrel® RS, using CerenolTM for the soft segment in the elastomer, contains 20-37% bio-based material (by weight). CerenolTM, also called PO3G, is a polyol produced by direct polymerisation of bio-based 1,3 propanediol. It is used to replace the petrochemical polytrimethylene ether glycol (PTMEG, the soft segment of DuPont Hytrel®). Hytrel® RS is a high performance elastomer and will be commercially available in 2008 (DuPont, 2008b).
140
141
2.10 Polyurethane (PUR) from bio-based polyols Polyurethanes (PURs), the family of polymers which have recurring urethane [-NH-CO-O] groups in the main chain, were introduced commercially in 1954. They are extremely versatile plastics, available in a variety of forms ranging from flexible or rigid foams to elastomers, coatings, adhesives and sealants. PURs occupy an important position in the world market of high performance synthetic polymers. PURs have a world production of 14 Mt (in 2006) (Petrovic, 2008) and are the sixth most widely sold plastic in the world, after HDPE, LDPE, PP, PVC and LLDPE, accounting for approximately 6% of total consumption. PURs are prepared by reacting two components: a polyol and an isocyanate. So far the isocyanate component has been exclusively derived from petrochemical feedstock; however, the polyol component can be produced from renewable resources such as soybean oil, castor oil, sunflower oil, and rapeseed oil. Depending on the chosen building blocks and their origin, the renewable content of commercially available bio-based polyols varies between 30-100%. Consequently, the renewable content of PURs based on different formulations also varies substantially among different products and applications, with a range of 8-70% (see Table 2-46). Table 2-46 Renewable content of commercial available bio-based polyols and PURs Renewable source for polyols Bio-content in polyols Bio-content in PUR Sucrose (polysaccharides) [1] ≤30% <8% (rigid foam)
Sunflower oil [2] n/a ≥25% (flexible foam) Corn sugar (polysaccharides) [3] 100% n/a [1] Sherman (2007); [2] various sources from polyol or PUR producers; [3] Dupont (Sunkara & Ng, 2006). a CASE = coatings, adhesives, sealants and elastomers
2.10.1 Production of PUR
Production of fossil fuel-based PUR
PURs are produced by the polyaddition reaction of an isocyanate, which may be di- or polyfunctional, with a diol or polyol (an alcohol with more than two reactive hydroxyl groups per molecule), resulting in the formation of linear, branched, or cross-linked polymers (Figure 2-37). Other low molecular weight reagents such as chain extenders or cross-linking agents (also containing two or more reactive groups) may be added during the polyaddition process, as well as additives such as catalysts, blowing agents, surfactants, and fillers.
142
Figure 2-37 PUR production from a polyol and an isocyanate (Cottontail, 2007) (picture published under GNU Free Documentation License) In the PUR system, the isocyanate component can be aromatic or aliphatic. More than 90% of PURs are produced from aromatic isocyanate (Friederichs, 2005). Commonly used aromatic isocyanates are toluene diisocyanate (TDI) [CH3C6H3(NCO)2] and methylene diphenyl isocyanate (MDI) [OCNC6H4CH2C6H4NCO]; commonly used aliphatic isocyanates are hexamethylene diisocyanate (HDI) and polymeric isocyanates (PMDI) (Friederichs, 2005). The isocyanates used for foam applications must be aromatic. TDI and MDI may be prepared from low cost diamines, which constitute 95% of total consumed isocyanates (Vilar, 2002). It is possible to produce aliphatic diisocyanates from dimerised fatty acid which is bio-based; and such commercial products can be found in the market (e.g. Cogins, product DDI 1410). However, these PUR systems can only be used as coatings and are not suitable for foam applications (Petrovic, 2008). Polyols can be polyether polyols or polyester polyols. As shown in Table 2-47, nearly 75% of the polyols used for PUR are polyether polyols. Polyether polyols are produced by adding cyclic ethers, especially propylene oxide (PO) and ethylene oxide (EO), to poly-functionalise the ’starter’ materials: R-OH + n CH2CHR’O R-O(CH2CHR’O)n H (Starter) (alkylene oxide ) (polyether polyol) Table 2-47 World consumption of polyols and isocyanates for PUR production, in thousands of tonnes per year (Vilar, 2002)1 Year 2000 2002 2004
Polyether polyol 3,450 3,590 3620
Polyester polyol 1,080 1,240 1380
MDI 2,260 2,660 2930
TDI 1,300 1,410 1500
ADI 120 150 170
Total 8210 9050 9600 Figures for polyethers and polyester polyols also include all the chain extenders and other additives used in the formulation of the different PUR systems.
Typical industrial starters are ethylene glycol (EG), 1,2-propanediol (PG), bisphenol A (BPA), trimethylolpropane (TMP), glycerol (GLY), pentaerythritol, sorbitol, sucrose, water, ethylenediamine (EDA) and diaminotoluene (TDA) (Friederichs, 2005). Long-chain polyether polyols usually have an OH number below 100 mg KOH/g, functionalities between 2 and 3, and molecular weights of no less than 2,000 g/mol. Long-chain polyether polyols are mainly used for flexible foams. Short-chain polyether polyols usually have an OH number of 200 mg KOH/g or more, functionalities of up to 6,
143
and molecular weights of no more than 1,000 g/mol. Short-chain polyether polyols are mainly used for rigid foams. The properties and uses of polyether polyols are shown in Table 2-48. Table 2-48 Properties and uses of polyether polyols (Friederichs, 2005, Petrovic, 2008) Starter Alkylene
oxide Function-ality
Molecular weight (g/mol)
OH number (mg KOH/g)
Chain length
Use
PG PO/EO 2 4,000 28 Long Flexible foam PG PO 2 2,000 56 Long Elastomers TMP PO/EO 3 4,800 35 Long Flexible moulded foam PG/TMP PO 2.8 3,750 42 Long Flexible slabstock foam TMP PO 3 305 550 Short Rigid foam TDA PO/EO 4 475 470 Short Rigid foam Sucrose/PG PO 5.8 856 380 Short Rigid foam
Polyester polyols are produced by polycondensation of glycol polyols with dicarboxylic acids or their anhydrides. Commonly used glycols are ethylene glycol (EG), diethylene glycol, 1,2-propanediol (PG), 1,4-butanediol and trimethylolpropane (TMP). Commonly used dicarboxylic acids or anhydrides are succinic acid, adipic acid, phthalic anhydride and terephthalic acid (Friederichs, 2005). PURs produced from polyester polyols are mainly used for elastomers, paints and coatings (Friederichs, 2005).
PUR from bio-based polyol
While so far the isocyanate component has been produced from petrochemical feedstock, there are a number of possibilities for the polyol to be produced from a renewable source. A summary of bio-based polyols is shown in Table 2-49. There are three approaches to produce polyols from bio-based resources: 1) producing polyether polyol from bio-based resources; 2) producing polyester polyol from bio-based resources; and 3) producing oleochemical polyols from vegetable oils. 1) Bio-based polyether polyols Bio-based polyether polyol is not new. Sucrose and sorbitol have long been available for short-chain polyether polyols used for rigid foams. The bio-based content of such polyols is relatively low (up to 30%) (Sherman, 2007). In addition, bio-based 1,3-propanediol (see Section 2.4), which is produced by the fermentation of corn sugar, can be used to produce polytrimethylene ether glycol - a polyether polyol that can potentially be used for the soft segment in elastomers and spandex fibres (Sunkara & Ng, 2006). 2) Bio-based polyester polyols Polyester polyols may be partially bio-based; for example, the dicarboxylic acids component could be a fermentation product such as succinic acid or adipic acid, and it is also potentially possible to produce ethylene oxide (EO) and 1,2-propanediol (propylene glycol, PG) by bio-based routes. EO can be obtained from bio-based ethylene, which is
144
produced from bio-ethanol (see details in Section 2.7 Bio-based PE). It is potentially possible to produce PG from glycerol, which is a by-product of biodiesel production (see details in Section 2.4 Bio-based PTT). As an alternative, PG could be produced from bio-based propylene (see Section 2.9) via proplylene oxide (this is the conventional process which is nowadays applied using petrochemical PG). Bio-based polyester polyols are not yet economically viable (Petrovic, 2008). Table 2-49 Bio-based polyols for PUR production Polyether polyol - Sorbitol, sucrose, water
- Polytrimethylene ether glycol from bio-based 1,3-propanediol - 1,2-propanediol from bio-based glycerol (which is a by-
product of biodiesel) Polyester polyol Dicarboxylic acids:
3) Vegetable oil-based polyols The commercially available vegetable oil-based polyols can be produced from, for example, soybean oil, castor oil, sunflower oil and rapeseed oil. Vegetable oils are triacylglycerols, and five dominating fatty acids can be distinguished in vegetable oils, namely palmitic acid, stearic acid, oleic acid, linoleic acid and linolenic acid. Castor oil is special because it contains about 90% ricinoleic acid (12-hydroxyoleic acid) (Figure 2-38). Soybean oil triacylglycerols have about 35 different combinations of five major fatty acids.
RCH2
O
O C
RCH2
O
O C
RCH2
O
O C
Ricinoleic acid
Castor oil R =
Vernolic acid
Euphorbia oil R =
OH
Fatty acid triglyceride
Oleic acid
Rapeseed oil R =
O
Figure 2-38 Common plant oils (polyols and polyol precursors) (Clark, 2001) Vegetable oil-based polyols must meet several requirements in order to compete with petrochemical polyols. For example, for flexible foams the desired functionality of
145
polyols is around 3 and the molecular weights around 3,000-6,000 (the corresponding OH numbers are 56 to 28 mg KOH/g, respectively; see also Table 2-48). Vegetable oils have relatively low molecular weights (e.g. Mw of soybean oil is around 870-874); they are not easily transformed into triols of the desired molecular weights; and most importantly, the OH groups are usually introduced at the position of double bonds and not at terminal position as in petrochemical polyols (Petrovic, 2008). These days, commercial soybean oil-based polyols are already used for flexible foams. However, these polyols have to be blended at low concentrations with petrochemical polyols in order to overcome the drawbacks mentioned above. For flexible foams, no commercial polyols based on 100% vegetable oil are available presently (Petrovic, 2008). There are four methods to prepare polyols from vegetable oils:
i) Oxidation and epoxidation, ii) Esterification,
iii) Hydroformylation, and iv) Ozonolysis.
i) Oxidation and epoxidation of vegetable oil By sequential epoxidation (i.e. the action of hydrogen peroxide on double bonds to incorporate reactive oxygen in the molecular structure) and ring opening with alcohols, or by inorganic acids or by hydrogenation (Petrovic, 2008), an appropriate degree of hydroxylation may be incorporated into polyols derived from, for example, rapeseed oil (Figure 2-39). Polymers derived from rapeseed oil have higher thermal stability and reduced degradability than their castor oil-derived counterparts. However, there is still the problem of high cost involved in the chemical manipulation steps. Whereas rapeseed requires two chemical conversion steps, Euphorbia lagascae oil has a reasonably high level of functionalisation and requires only one chemical manipulation – the ring opening step, which is less costly than the two-step conversion. This makes euphorbia potentially much more attractive than rapeseed or linseed, assuming that the final material properties are comparable (Clark, 2001). By varying a large number of conditions, a range of feedstock based on these plant-derived polyols with different degrees of flexibility and hydroxyl content may be prepared and reacted with different isocyanides (TDI and MDI) to produce PURs, including rigid foams for packaging/pipe insulation, other rigid PURs and flexible elastomers (Clark, 2001).
RCH2
O
O C
RCH2
O
O C
RCH2
O
O C Epoxidised R =
Fatty acid triglyceride Hydroxylated R =
H3PO4 H2O2, 100°C
Rapeseed oil R =
OHHO
Catalyst, H3PO4 H2O2, <60°C
O
Figure 2-39 Epoxidation and ring opening of plant oil to obtain a polyol (Clark, 2001)
146
ii) Transesterification of vegetable oil Castor oil, derived from the bean of the castor plant, contains 87-90% ricinoleic acid (12-hydroxyoleic acid), which is a fatty acid triglyceride (Figure 2-38). High purity castor oil may be used as a polyol to produce PUR coatings, adhesives, and casting compounds (CASE) (Vilar, 2002). As shown in Figure 2-40, castor oil can be transesterified with a polyhydroxylated compound such as glycerine to obtain higher hydroxyl functionality (more –OH groups for a given molecular weight). In this way, the range of uses for castor oil in PUR systems is broadened; for example, this allows more applications in rigid foams.
CH2 OH
CH2 OH
CH
CH2 OH
RCH2
O
O C
CH2
O
OH
CH2 OH
RCH2
O
O C
RCH2
O
O C
RCH2
O
O C
RCH2
O
O C
RCH2
O
O C OH ++
Figure 2-40 Transesterification of castor oil with glycerine to produce a mixture of polyols with higher functionality (Vilar, 2002) iii) Hydroformylation of vegetable oil In the hydroformylation step, vegetable oils react with syngas (CO and H2) in the presence of rhodium or cobalt carbonyls as catalysts. This reaction introduces aldehyde groups, which are then converted to hydroxyls by hydrogenation. In this route, an extra carbon is introduced at every double bond. Thus, these polyols have longer network chains than the polyols prepared by epoxidation. Long-chain polyols give PURs soft and elastic properties. Such PURs can also be used for reaction injection moulding (RIM) (Petrovic, 2008). According to Petrovic (2008), conversion of hydroformylation of soybean oil is highly efficient with rhodium as a catalyst (almost 100%) and less efficient (about 60%) with cobalt. However, rhodium is so expensive that an economically feasible process is not possible without a total recycling of the catalyst. iv) Ozonolysis of vegetable oil Ozonolysis of vegetable oil directly yields polyols with OH groups at the terminal position. The results of ozonolysis of soybean oil are triols, triglyceride diols and some monols. Laboratory-prepared soybean polyol showed an average functionality of 2.52 and an OH number of 228 mg KOH/g (Petrovic et al., 2005).
2.10.2 Properties
The physical and chemical properties of PURs vary over a wide range, depending on the constituent monomers and reaction conditions. Properties of the various forms of PURs are discussed in relation to the application areas in Section 2.10.4.
147
In comparison with polyether polyols-based PURs, the polyester-based PURs are more resistant to oil, grease, solvents and oxidation. They have better properties related to tension and tear strength, flex fatigue, abrasion, adhesion and dimensional stability. On the other hand, polyester-based PURs are more sensitive to hydrolysis and microbiological attack. The attractive mechanical properties of polyester-based PURs can be explained by the greater compatibility between polar polyester flexible segments and polar rigid segments, which results in better distributed small crystalline rigid blocks (Vilar, 2002). The use of longer chain polyols in the production of polyester polyols results in PURs with greater flexibility and hydrolytic stability, and reduced polarity and glass transition temperature (Vilar, 2002). Although most PURs are thermosets, some grades of PUR elastomers are thermoplastic (TPU) in nature and can be injection moulded, extruded, calendered and blow moulded (Avar & Wussow, 2005).
2.10.3 Technical substitution potential
For a bio-based PUR to substitute its conventional petrochemical-sourced equivalent, the bio-based product must be seen as a good product in its own right; in other words, it has to meet all processability and in-use requirements. As an example of how public perception can influence the course of substitution (and market acceptance of the product), consumers often associate bio-based with biodegradable. This is generally not the case for PURs, although some biomass-sourced components (e.g. plant-derived polyols containing carboxyl groups) do result in more easily biodegraded products. This may lead to the false impression that a PUR with a bio-based component is less durable than the 100% petrochemical-derived equivalent. As new applications for PUR are still emerging with the material substituting for other materials, and performance improvements are being achieved in automotive seating, furniture and footwear due to re-modelling of PUR morphology (Mapelston, 2003), it may be concluded that there is also some potential for bio-based PURs to substitute other materials.
2.10.4 Applications today and tomorrow
Based on different formulations, PURs cover a wide range of stiffness, hardness and density. The applications can be categorised into three broad aspects (Brady, 2008): - Flexible foams. Long-chain polyols, which typically have an OH number below 100
KOH/g and molecular weights of 2,000-8,000 g/mol, are the basis of flexible foams (Adam et al., 2005, Friederichs, 2005). Flexible PUR foams are widely used in automotive seating, sofas and mattresses to provide comfortableness. It is by far the biggest application category of PUR (Figure 2-41).
- Rigid foams. Highly branched polyols with low molecular mass (<1,000 g/mol) and short chains (>200 mg KOH/g) are the basis of rigid foams (Adam et al., 2005, Friederichs, 2005). Rigid foams are used for insulation and various other applications in construction and refrigeration.
148
- Coatings, adhesives, sealants and elastomers, known collectively as the CASE market.
Flexible foam (mattresses and furniture) 29%
Rigid foam (construction and
refrigeration insulation) 26%
Moulded foam (automobile and furniture) 11%
Coating 7%
Adhesives and sealant 6%
Elastomers 6%
Other ( e.g. TPU/shoes,
RIM*, fibres) 15%
*RIM: reactive injection moulding
Figure 2-41 Application of PUR by market sectors in 2003, worldwide PUR consumption 10 Mt (Bertram, 2004) Some of the many possible options for monomers and chain extenders from renewable feedstocks are given in Table 2-50. Note that the volumes of these formulations were not available, so it is somewhat difficult to judge whether the different feedstocks represent a minor or a major contribution to the total PUR market. With regard to current application areas for PURs, it should be noted that by combining different raw materials such as polyols, isocyanates and additives, it is possible to obtain countless varieties of foam products, as well as a multitude of other (non-foam) materials. Today, PURs such as flexible and rigid foams, coatings, elastomers and fibers comprise about 20 kg of the bulk of passenger cars (Vilar, 2002). Although the fields of PUR applications are diverse, several key segments may be identified (Figure 2-41). Table 2-50 PUR formulations with a bio-based component and main applications 1,2,3,4,5 Type 1: Oleochemical polyols, and hydroxyl-functionalised derivatives thereof. Type 2: Other polyols with one or more bio-based components. Type 3: Other bio-based PURs.
Class of raw material Type of PUR formulation & main applications
2 pack systems, aqueous drying industrial coatings; casting resins, rubber and fibre binders, adhesives. Derivatives have superior hydrolytic stability against alkali and acids, high chemical resistance against corrosives, improved mechanical properties.
149
Type 1: High molecular weight diacids and polyester derivatives
Aqueous PUR dispersions, laminating, adhesives
Type 1: High molecular weight diols
Aqueous PUR dispersions, casting, adhesives, thermoplastic polyurethanes (TPUs), building blocks for soft segments in TPUs
Type 1: Derivatives of other plant-based substances
Plant components act as ‘hard’ segments (higher crosslinking density)
Type 2: Low molecular weight diacids and polyester derivatives
Used in the synthesis of the ‘hard’ segment in thermoplastic polyester-urethanes. Biodegradability enhancer.
Type 2: Low molecular weight diols
Polytrimethylene ether glycol from bio-based 1,3-PDO can be used for thermoplastic polyurethane (TPU) in the application areas of cast elastomers and spandex fibres. Chain extender in the synthesis of the ‘hard’ segment. Some types (e.g. glycerol) introduce a small, defined degree of branching
Type 3: Natural Fibres
PUR resin sprayed onto preforms of natural fibres for low-density door panels for cars.
1 Höfer (2003); 2 Sherman (2007); 3 Liu (2000); 4 Vilar (2002); 5 Sunkara & Ng (2006)
2.10.5 Current and emerging producers
A list of major producers of bio-based polyols and/or PURs is shown in Table 2-51. Today the production capacity of bio-based PURs is roughly estimated at 13 kt, which is less than 10% of the total PUR production24. We expect the capacity will increase to at least about 20 kt in 201225. Table 2-51 Raw material, trade names and major producers of bio-based polyols and PUR
Bio-based raw material
Commercialised product
Trade name
Application of PUR Company Capacity
p.a. Source
Polyol BiOHTM Flexible foams Cargill ~10 kt c [1] [2] Polyol RenuvaTM Flexible foams and CASEa Dow n/a [1] [3]
Polyol SoyOyl® Flexible and rigid foams,
PUR spray foam, elastomers
Urethane Soy System
23-34 kt [1] [4]
Polyol Agrol® PUR Bio-based®
CASE, moulded foams Bio-based
Technologies n/a
[9]
Soybean oil
PUR Baydur® Rigid and flexible foamsb Bayer n/a [1] [4]
24 Capacities are roughly added up based on the column “Capacity” in Table 2-51, assuming that polyols contribute about 35% of the weight of PUR: in 2004/2005, the world PUR production was 13.7 Mt and the production of polyols used for PUR was about 4.8 Mt. Thus 4.8/13.7 = 35%. 25 It is difficult to project the capacities for the future because most companies are cautious of releasing their capacity expansion plans. The only announced target is from Merquinsa, who aims to ship one-third (1/3) of its TPU product based on renewable resources in 2-4 years (Moore & Deligio, 2008). Given the current capacity of Merquinsa’s TPU, which is 20 kt p.a., it is estimated that in 2012, the bio-based TPU will increase to 20 kt * 1/3 = 7 kt.p.a. Therefore the total future bio-based PUR is estimated at (13+7) = 20 kt.p.a. for 2012.
150
Rapeseed oil Polyol Rigid foams / refrigerator
insulation IFS Chemicals ~ 1kt d [6]
Sunflower oil PUR RUBEX
NAWARO® Flexible foams /
mattresses Metzeler Schaum
n/a [7]
Corn starch Polyol CerenolTM Elastomers and spandex
fibre DuPont
n/a [8]
unknown PUR (TPU) Pearlbond®
ECO CASE/electronics/footwear Merquinsa 7 kt e [11]
a CASE: Coatings, Adhesives, Sealants and Elastomers. b For Bayer’s flexible PUR foams, SoyOyl polyols from Urethane Soy System are used (Deligio, 2007). c Estimation based on [1]. d Estimation based on [6]. e Projected data for the next 2-4 years by the company (Moore & Deligio, 2008). [1] Deligio (2007); [2] Brady (2008); [3] Bio-based plastics Magazine (2008); [4] Sherman (2007); [5] Sherman (2007), Vertellus (2008); [6] Tunbridge (2007); [7] Metzeler (2008); [8] Sunkara & Ng (2006); [9] Bio-based plastics Magazine (2008); [10] Bio-based plastics Magazine (2007b); [11] www.merquinsa.com
Europe
Bayer Material Science (Leverkusen, Germany) recently announced their commercial PUR product Baydur 730S, which is said to be produced from Urethane Soy System’s soybean polyol SoyOyl®. This soy-based PUR is used for flexible foam systems. The first commercial application will be seat-cushion and seat-back foam for the 2008 Ford Mustang (Deligio, 2007). In addition, Bayer claims to undertake its own work on renewable polyols. In September 2007 at the Utech event, Bayer announced its own bio-based polyols for rigid foams, with 40-70% bio-content, high functionality (2-5) and molecular weights of 140-280 g/mol; these rigid foams may be used for building and refrigeration insulations (Sherman, 2007). In Europe, the major appliance manufacturer Liebherr has employed a PUR foam formulation made with Bayer’s bio-based polyol in the insulation of refrigerators (Sherman, 2007). According to Bayer, other potential applications include metal-faced panels, water heaters, pipe insulation, spray foam insulation and coolers. Bayer is planning to start the full production of these bio-based polyols, depending on the market demand. An important feature of thesepolyols is their ability to be manufactured in existing polyol production lines without equipment modification. Elastogran GmbH (Lemförde, Germany, a company of the BASF group) recently announced a castor oil-based polyol called Lupranol® BALANCE 50. According to Elastogran, this polyol has a functionality of 3 and can directly replace conventional polyther polyols without changes to the formulation of PUR flexible foams (Bioplastics Magazine, 2008). An important feature of Lupranol polyol is that it employs a new class of catalysts, double-metal cyanide (DMC) catalysts (BASF patent), in the production. DMC catalysts are said to be far more reactive than potassium hydroxide; their use prevents saponification of the oil, so that no odour-intense by-products are formed (such as the ring of ricinoleic acid) (Bioplastics Magazine, 2008). In May 2007, IFS Chemicals (Roydon, Norfolk, UK) announced its commercial rapeseed oil-derived polyols. The polyol is manufactured from unrefined rapeseed oil from crops grown by local farmers in East Anglia. The plant has a capacity of 6 t/day, although the company said it works at only 50% of its capability (2007) (Tunbridge, 2007). IFS’s polyol is designed for the basis of rigid PUR foams, which are used as insulation materials in construction and refrigeration (IFS, 2007). IFS has had the
151
technology to convert natural oil into polyols for some 10 years, but in the past there was little interest from other UK companies; IFS has supplied polyol manufacturing units to India, Malaysia and Brazil, and these units are located close to the locally available renewable resources such as sunflower, coconut and soybean oils, respectively (Tunbridge, 2007). Metzeler Schaum GmbH of Memmingen, Germany is a producer of flexible PUR foam for mattresses. Over the past few years the company has developed a slabstock foam product which incorporates a bio-based feedstock: the Rubex Nawaro® mattress, which is produced with a polyol derived from sunflower oil. Merquinsa In October 2007, the Spanish PUR company Merquinsa announced their commercial renewable-sourced thermoplastics urethane (TPU) – Pearlthane® and Pearlbond® Eco, which are made from 40-95% (by weight) renewable resources such as vegetable oil and fatty acids (Merquinsa, 2007). The specific type or types of renewable feedstock have not been revealed. The TPUs can be used as adhesives, coatings and injection specialties, especially for electronics and footwear. The performance of these bio-based TPUs is claimed to be equal to or in some cases even better than petrochemical TPUs (Moore & Deligio, 2008). Merquinsa aims to produce one third of their products from bio-based resources within 2-4 years (Moore & Deligio, 2008).
USA
Urethane Soy System’s (Volga, San Diego, USA) bio-polyol SoyOyl® is produced from soybeans from their own farms. Unlike most other bio-polyols, SoyOyl has 100% renewable-content (USS, 2008). In 2007, USS’s capacity for soy-based polyol is 50-75 million lb per year (23-34 kt p.a.). It sells 350 million lb (158 kt) of soybean oil annually (Deligio, 2007). SoyOyl is primarily used for flexible foam. At the Utech event in September 2007, USS announced a new application of SoyOyl, namely that it can be used as the basis of spray foam PUR (Sherman, 2007). The company has ongoing R&D for rigid foams, elastomers, composites and prepolymer technologies. In December 2006 Cargill (Wayzata, Minnesota, USA) officially introduced its soybean oil-based polyol - BiOH (Cargill, 2006). According to Cargill, the first generation of BiOH is used for flexible foams; the second generation polyols could lead to rigid PUR systems (Deligio, 2007). The first production site for Cargill’s BiOH is in São Paolo, Brazil. In September 2007, Cargill announced the expansion of the São Paolo polyol production (Cargill, 2007b). In July 2008, Cargill announced to invest some $22 million to build the first full-scale BiOH plant in Chicago in order to meet growing demand in North America and Europe (Cargill, 2008b). According to Modern Plastics, Cargill would not offer a specific capacity figure; however, the company claimed that they could supply tens of millions of pounds (Deligio, 2007). The market for BiOH includes cars, furniture and carpet. PUR produced from BiOH polyol is used in seat cushions for the Ford 2009 Escape. The PUR foam is produced by Woodbridge under the tradename BioFoamTM (Cargill, 2008a).
152
Dow Chemical’s (Midland, Michigan, USA) R&D on soy-based polyol dates back to the early 1990s. In 2000, Dow acquired a Union Carbide technology for soy-based polyol. In September 2007, Dow announced its commercial soybean oil-based polyol RenuvaTM (Dow, 2007a). The technology that Dow acquired from Union Carbide is the oxo process in the hydroformulation, which reduces auto-oxidation or odour of vegetable oil. Dow claims to be the largest producer of polyether polyol in the world with more than 20 PUR manufacturing and system-house sites and $5 billion in annual sales (Deligio, 2007). The first generation of Dow’s PUR foam from bio-based polyol, containing 20% bio-content (Deligio, 2007), will target flexible foam applications and CASE. In June 2007, Dupont launched its bio-based polyol CerenolTM, which is a polyether polyol produced from polycondensation of bio-based 1,3-propanediol (Bio-PDOTM) (not natural oil-based, see section 2.10.1). The bio-based 1,3-PDO is produced from fermentation of corn starch (see section 2.4.1). According to DuPont, Cerenol is 100% bio-based and biodegradable (Sunkara & Ng, 2006). Cerenol polyols have a typical molecular weight of 500-3,000 g/mol, a hydroxyl number between 224 and 37 and a melting point of 10-22 oC. Cerenol is not only suitable for thermoplastic polyurethane (TPU) including cast elasotmers and spandex fibre, but also for polyether ester moulding resins (Sunkara & Ng, 2006). Vertellus Performance Materials (Indianapolis, Indiana, USA) produces castor oil-derived polyols designed for PUR coating systems with the trade name Polycin® D, T, M and GR series, with a molecular weight ranging from 370 to 3,500 g/mol and a hydroxyl content from 400 down to 35 (Vertellus, 2008). The GR series is derived only from the building blocks of castor oil and results in a wide range of physical properties. The Polycin DTM series polyols (D for diols, T for triols, and M for multi-functional polyols) are based on ricinoleic acid combined with glycerine. The company claimed that Polycin is the only natural oil-based polyol today that is produced directly from a plant source and that has a consistent chemical composition (90% ricinoleic acid) (Sherman, 2007). Bio-based Technologies (Rogers, Arkansas, USA), a company formed in 2003, is specialised in agro-based polyols (Agrol®) for the production of PURs (Bio-based®). Agrol polyols have several grades with a wide range of properties. The typical hydroxyl values are from 340 down to 70 mg KOH/kg and the typical molecular weight is between 560 and 2,070 g/mol (Biobased Technologies, 2008). The polyols can be used in CASE (all grades except for Agrol 7.0), flexible foam (Agrol 5.6), rigid foam (Agrol 7.0 and Diamond) and spray foam (Agrol 5.6 and Diamond). Bio-based® PURs are spray foam PUR systems primarily used building insulations (Biobased Technologies, 2008).
153
2.10.6 Expected developments in cost structure and selling price
Selling price
The market price for petrochemical PURs is in the range of €2.80–3.85 per kg for ester-types and €3.70-4.46 for ether types (July 2008 North American Market prices) (PlasticsTechnology, 2008). According to IFS, their rapeseed oil-derived polyols are priced exactly the same as their conventional oil-based equivalents (Tunbridge, 2007). Cargill made a similar statement for BiOH (Cargill, 2007d). According to PTO, the latest market prices of isocyanates in North America are between €1.80 and 2.20 per kg (July 2008), depending on MDI or TDI (Martin, 2006). Soybean-based polyol prices were reported to be between €1.60 and 1.70 per kg in North America by the end of 2005 (see “flexible polyol” and “rigid polyol” in Figure 2-42, exchange rate 1 US$ = 0.8 Euro).
Figure 2-42 Soybean-based polyols and intermediate prices 2000 – December 2005, North America Market (Martin, 2006)
154
155
2.11 Bio-based thermosets Contrary to thermoplastics, thermosets are characterized by a highly cross-linked structure of the polymer chains. As a consequence, thermosets cannot be remelted as thermoplastics and they are generally insoluble. Thermosets were the first fully synthetic plastics according to Schönthaler (2000). As early as 1910, thermoset resins were manufactured from petrochemical phenol and formaldehyde according to the patents of L. H. Baekeland;26 this material – phenol formaldehyde resin (PF) – became widely known under the name Bakelite. In the late 1920s, urea formaldehyde resin (UF) came on the market, followed by melamine formaldehyde resin (MF) at the end of the 1930s (UF and MF resins together form the category of amino resins (Schönthaler, 2000)). Unsaturated polyesters (UP), especially in the form of fibreglass composites, were first manufactured at large scale in the 1940s (for application in the marine industry). Finally, epoxy resins are a relatively new material which has been produced since the mid 1950s (Pham & Marks, 2005). Table 2-52 Overview of the most important thermosets made from petrochemical feedstock
Abbrev. Full name of thermoset Monomer 1 Monomer 2
PF Phenol formaldehyde resin Phenol Formaldehyde UF Urea formaldehyde resin Urea Formaldehyde MF Melamine formaldehyde resin Melamine Formaldehyde UP Unsaturated polyester Unsaturated dibasic acid Diol EP Epoxy resin Bisphenol Epichlorohydrin PI Polyimides*) Aromatic dianhydride Diamine *) including polyimides formed by addition reactions and partly also those formed by polycondensation; excluding
thermoplastic polyimides
Of all polymers produced, approximately 14% are thermosets (without PUR; 18% including PUR), while the lion’s share are thermoplastics (82% including elastomers but excluding PUR (PlasticsEurope, 2007). This is one important reason why R&D has firstly and primarily addressed bio-based thermoplastics. Thermosets have so far received less attention. However, alkyd resins, which emerged on the market in the late 1920s, have always had a substantial bio-based content (this is the reason why we do not dedicate a separate chapter to alkyd resins). Alkyd resins are made by condensation polymerization of three types of monomers, i.e. polyols, organic acids and fatty acids or triglyceride oils (the syllables of the two main components, alcohol and acid were combined to form the term alkyd). Fatty acids are produced from vegetable oil. The common polyols are synthetic glycol or glycerol (Jones, 2003), although recently there is the trend that glycerol is produced from bio-based raw material (from the by-product of biodiesel production). Petrochemically derived phthalic acid and maleic acid (including their anhydrides) are the most commonly used organic acids for economic reasons (Jones, 2003, Meier et al., 2007). Alkyd resins are classified according to their oil content. So-called short oil alkyd
26 In 1993 Bakelite was designated an ACS National Historical Chemical Landmark in recognition of its significance as the world's first synthetic plastic (ASC, 2007).
156
resins contain below 40% of oil, medium oil resins contain 40% to 60% and long oil alkyds consist of more than 60% oil. The major part of alkyd resin production is used for coatings of industrial goods (including vehicles, wood products and other consumer products) and infrastructure (traffic control striping, bridges etc.). Other applications are printing inks, adhesives, flooring and polyester resins (Güner et al., 2006, Jones, 2003). There is a variety of modified alkyds (e.g., styrenated alkyds, acrylated alkyds and urethane alkyds) which have their specific applications. According to Jones (2003), a typical long oil alkyd is made of 60% soybean fatty acids (C18), 21.5% polyol (petaerythritol) and 25.4% phthalic anhydride (the total adds up to 106.9%, with 6.9% being water that is released during condensation polymerization). If the polyols used are produced from bio-based glycerol instead of petrochemical feedstocks, the total bio-based share of alkyd resins can reach approximately 80%. Alkyd resin technology is very diverse and “well over one hundred raw materials are used in commercial alkyd manufacture” (Jones, 2003). The production of alkyd resins in the U.S.A. declined by one fourth to one third between 1960 and 1980 and global production is now on the order of 1 million t p.a. According to data from the Dutch Paint and Printing Association (VVVF), about 400 kt alkyd resins were produced in Western Europe in 2004 (VVVF, 2005). These are still sizable production volumes. It would be of interest to assess whether the new circumstances (high oil price, availability of polyols and other bio-based feedstock and renewed interest in bio-based chemistry) would allow a comeback of alkyd resins – similar to bio-based ethylene which was considered “dead” for some decades. Another type of thermosets with very interesting recent developments are the epoxy resins, where a a major shift towards bio-based feedstocks is occurring (for epoxy resins based on epichlorohydrin). This will be discussed below in more detail in Section 2.11.1. Until very recently, such a development would certainly not have been expected. This feedstock shift has become possible by making use of the large-scale availability of glycerol from biodiesel facilities and converting this feedstock. A very diverse area is the epoxidization of vegetable oil, where large unexploited potentials may still exist for the manufacture of bio-based thermosets (Section 2.11.2). First steps ate also being made in the area propanediol-based thermosets (Section 2.11.3 and 2.11.4). Moreover, individual petrochemical building blocks used for the manufacture of the conventional thermosets listed in Table 2-52 may be gradually replaced by chemically identical bio-based ones; examples are methanol for formaldehyde that is used in PF, MF and UF resins acetone for bisphenol A production used in epoxy resins and propylene (e.g., for propylene glycol used in UP and alkyd resins; for cumene used to
synthesize bisphenol A for the synthesis of epoxy resins; for cumene used to produce
157
phenol for the synthesis of PF resins; and for epichlorohydrin via allylchloride, with this latter route competing, however, with the route presented in Section 2.9.1).
Further opportunities are related to the large-scale production of versatile bio-based monomers such as ethylene, succinic acid and lactic acid (for example, lactic acid can be converted to Pollit, which is a telechelic PLA (Åkesson et al., 2006)). In the longer term, also aromatics such as benzene and styrene and other compounds could be replaced by bio-based equivalents. We will not discuss these options but must bear in mind that they offer additional potentials (see also Chapter 3.4). To summarize, it is almost certain that the opportunities of producing bio-based thermosets will be gradually made use of. However given the complexity of thermoset production it seems practically impossible to foresee what the future structure of thermoset manufacture will look like.
2.11.1 Epoxy resins
Today, approximately 75% of all epoxy resins (or: “epoxies”) are derived from diglycidyl ether of bisphenol A (DGEBA). Since the remaining 25% is composed of a multitude of diverse epoxy resins, we limit ourselves to DGEBA, which we discuss in the next paragraphs.
Production
Diglycidyl ether of bisphenol A (DGEBA) is derived from bisphenol A and epichlorohydrin (Pham & Marks, 2005). Given the outstanding importance of DGEBA among the epoxy resins, epichlorohydrin is the most important material for the production of epoxy resins next to bisphenol A.27 Epichlorohydrin is an epoxide. The conventional, petrochemical process of producing epichlorohydrin is the chlorohydrination of allyl chloride, which in turn is made by chlorination of propylene. Until recently, epichlorohydrin has also been used to produce glycerol (glycerine) but the large availability of bio-based glycerol as a by-product of biodiesel production has made this production process superfluous. The synthesis of epichlorohydrin or dichloropropanol from glycerol were described in the literature and patents in the1920s-1930s by reacting glycerol with hydrochloric acid in the presence of acetic acid or other catalyst (Britton & Heindel, 1939, Conant & Quayle, 1922, Gibson, 1931, Gilman, 1941, Richey, 1991, Rider & Hill, 1930)28. In 2005, Solvay patented the epichlorohydrin production from glycerol via 1,3-dichloropropanol (see Figure 2-43). In 2007, Solvay started operating a 10 kt plant for the production of epichlorohydrin based on the patent in France (Solvay, 2007a). In 2007, both Solvay and Dow Epoxy announced major investments in Asia, adding up to a total annual capacity of 200 kt (see below). These processes follow the reaction path shown in Figure 2-44.
27 For bisphenol A, see Chapter 3.4. 28 It was not found in the literature that the glycerol-derived epichlorohydrin was ever used to produce epoxy resin before the pilot production from Solvay and Dow in 2006-2007. Epoxy resin was introduced on a large scale in the 1950s, using petrochemical derivatives as the feedstock (Pham & Marks, 2005).
Figure 2-43 Conversion of glycerol into epichlorohydrin according to the Solvay EpicerolTM process
Figure 2-44 Production of DGEBA from epichlorohydrin and bisphenol A
(all images are obtained from Wikipedia. The structures of epichlorohydrin and bisphenol A were released into public domain; the image of epoxy resin prepolymer is created by Cacycle (2006), published under the GNU Free Documentation License)
Bio-based DGEBA is chemically identical with petrochemical DGEBA and there is hence no difference in product properties. Bio-based DGEBA can therefore fully substitute petrochemical DGEBA. The molar mass of DEEBA is dominated by bisphenol A. Epichlorohydrin accounts for approximately 20% of the molecular weight of DGEBA.
Applications today and tomorrow
Epichlorohydrin is primarily used for the production of epoxy resins. It also finds use in the synthesis of certain types of rubbers (CO: polychloromethyloxiran; ECO: oxiran – chloromethyl oxiran (epichlorohydrin) copolymer; GECO. epichlorohydrin – ethylene oxide – allyl glycidyl ether terpolymer; GCO. epichlorohydrin – allyl glycidyl ether copolymer) (Threadingham et al., 2004). Epichlorohydrin is also reported to be used as a solvent for cellulose, resins and paints and it has found use as an insect fumigant. Epoxy resins are primarily used for protective coatings, for electrical and structural applications. The global market for epoxy resins has been estimated at approximately 1.15 Mt in 2000 of which Europe accounted for nearly 0.4 Mt (Pham & Marks, 2005).
Current and emerging producers
In March 2007, Dow Epoxy (a business group of Dow) announced that they would build a 150 kt p.a. glycerine-to-epichlorohydrin (GTE) plant and 100 kt p.a. liquid epoxy resins (LER) in Shanghai, China (Tzang, 2007). The planned start-up of both plants is the 2009-2010 timeframe. In April 2007 Solvay started up its first glycerine-to-epichlorohydrin (GTE) plant in Tavaux in France. The nameplate capacity of the plant is 10 kt p.a. The
+ NaOH +
+ NaCl
HCl catalyst
H2O
Base
159
glycerine is derived from rapeseed oil. In September 2007, Solvay announced to build a 100 kt p.a. glycerine-to-epichlorohydrin (GTE) plant on the Map Ta Phut industrial estate in the eastern province of Rayong in Thailand and that the plant should be operational at the end of 2009 (Solvay, 2007c). The production capacity scheduled by Solvay and Dow (200 kt p.a.) translates to approximately 600 kt of epoxy resins, which is a very sizable share of the world-wide production of epoxy resins (1.15 Mt in 2000).
Expected developments in cost structure and selling price
No prices and costs are available at this stage.
2.11.2 Epoxidized vegetable oils
Production
Epoxides are produced by the addition of oxygen to alkenes. The epoxidation is performed by reaction with percarboxylic acids, hydrogen peroxide, hydroperoxides halohydrins, oxygen and by other methods including chemo-enzymatic methods (Meier et al., 2007, Sienel et al., 2000). As explained in Section 2.9.1, epichlorohydrin is an epoxide of major importance, due to its use for the manufacture of epoxy resins. It also possible to epoxidize vegetable oils. This is done by adding oxygen to the alkene groups present in unsaturated fatty acids of the vegetable oil. In a subsequent step, the epoxidized vegetable oil is converted to a thermoset by crosslinking (curing). Important representatives of epoxidized vegetable oils are: Epoxidized soybean oil (ESBO) is reported to be the second largest epoxide
following epichlorohydrin (Sienel et al., 2000). It is prepared commercially by (in situ) epoxidation with percarboxylic acids (with or without a solvent).29
Epoxidised linseed oil (ELSO) is produced commercially by epoxidation with
formic acid and hydrogen peroxide (Diehlmann & Kreisel, 2000a, Diehlmann, 2000b); this type of material can be cross-linked by UV (ultraviolet) curing.
Also other vegetable oils are suitable for epoxidation, e.g. castor oil (Meier et al., 2007) and Vernonia galamensis, which belongs to the sunflower family and is rich in a useful epoxy fatty acid called vernolic acid (Carlson & Chang, 1985).
Applications today and tomorrow
Epoxidized soybean and epoxides of other vegetable oils such as epoxidised linseed oil are used as plasticizers and as stabilizers for PVC and as lacquers and other coatings. This wide range of applications – including even casting – was pointed out by Rösch and Mülhaupt (1993). They showed that the use of various dicarboxylic acid anhydrides in the presence of cure catalysts such as tertiary amines, imidazoles, or aluminum 29 Remarkable improvements in mechanical properties have been reported for clay nanocomposites of epoxidized soybean oil (ESO), which were prepared with triethylenetetramine (TETA) as a curing agent (Liu & Erhan, 2008, Liu et al., 2005).
160
acetylacetonate allow to produce a broad range of crosslinked polyesters with diverse mechanical and thermal properties; this offers the possibility of use in widely differing applications. Synergies with other bio-based and petrochemical materials also exist; for example, Gustafsson and Börjesson (2007) recommend to introduce epoxides from renewable raw material in UV waxes (i.e. waxes suitable for UV curing) used for (wood) coatings.
Current and emerging producers
Arkema produces four types of epoxidized vegetable oil under the tradename Vikoflex (Arkema, 2008b). For two of these, the type of vegetable oil is reported being soybean oil (in the case of Vikoflex 7170) and linseed oil (Vikoflex 7190). There is no publicly available information about the type(s) of vegetable oil used. The primary application area of Vicoflex are plasticizers for flexible PVC. The capacity of Arkema’s production of epoxidized vegetable oil has not been published (Bell, 2006). A further producer of epoxidized soybean oil is Cara Plastics/University of Delaware (Fowler et al., 2008). Given the advantages of Vernonia oil as raw material for epoxies (Carlson & Chang, 1985, Dierig & Thompson, 1993) and the existence of several patents it is likely that there is industrial production of this type of expoxy (however, the companies active in this area are not known to authors of this report). Lacquers based on epoxidised linseed oil are produced by the German company Dreisol under the tradename SUNCOAT (Dreisol, 2008). The company “Biocomposites and more” (B.A.M.; formerly known as PREFORM Polymerwerkstoffe GmbH) offer a vegetable oil-based epoxide with the tradename PTP® (Müssig et al., 2006). This resin is reported to be produced from linseed oil and polycarboxylic acid anhydrides (Fowler et al., 2008).
2.11.3 Thermosets based on propylene glycol (1,2 propanediol)
Unsaturated polyesters are produced by polycondensation of unsaturated and saturated dicarboxylic acids with diols (Krämer, 2000). Petrochemical propylene glycol (also referred to as 1,2-propanediol) is by far the most widely used diol for standard unsaturated polyester resins. Vice versa, the manufacture of unsaturated polyester is the single largest use of propylene glycol. As unsaturated acid components, maleic anhydride and fumaric acid are primarily used. As saturated dicarboxylic acid, phthalic acid is used in all standard unsaturated resins (adipic acid and other compounds for special grades). While all these compounds are of petrochemical origin so far, Ashland and Cargill announced in May 2007 a new joint venture to develop bio-based chemicals, among
161
which the first will be a plant for the production of propylene glycol from glycerol. The plant is foreseen to have a capacity of 65,000 t.p.a. in a so far unknown location in Europe (Cargill, 2007a). No concrete information is currently available on the type of the process and the composition of the products. If Celanese’s patent mentioned in Chapter 2.4 is used, then 1,2-propanediol (propylene glycol) and 1,3-propanediol (PDO) will be produced simultaneously in comparable amounts.
2.11.4 Thermosets based on PDO (1,3 propanediol)
1,3-propanediol (PDO) is being commercially produced by DuPont by fermentation (PDO is used for manufacturing PTT, see Chapter 2.4) and further sources of PDO may become available in the next few years (see Section 2.4.4 and Chapter 2.4). Using this 1,3-propanediol, Ashland has been offering since spring 2008 two bio-based unsaturated polyester resins under the name ENVIREZ®. It is unknown which saturated acids and which unsaturated acids are used for esterification of PDO. Ashland characterizes ENVIREZ L 86300 resin as thixotropic, heat resistant and suitable for spray-up or hand lay-up composite fabrication processes (Ashland, 2008). ENVIREZ 86400 INF is reported to have similar properties but is specifically formulated to maximize wet-out in the infusion process (Ashland, 2008). At least one of the two resin types seems to be tailored to the construction sector.30
2.11.5 Other products
Apart from epoxidized vegetable oils there are other opportunities for using vegetable oils for the production of thermosets (Åkesson et al., 2006, Meier et al., 2007). These include a variety of acrylates, maleates, cinnamates and acrylamides): acrylated epoxidized soybean oil (AESO) monomethyl maleate esters of epoxidized soybean oil (MESO) cinnamate esters of epoxidized soybean oil (ESOCA). maleinized soybean oil (SOMA) and acrylamide derivatives of plant oil triglycerides (e.g., by reaction of plant oil
triglycerides with acrylonitrile) Some of these products have been tested as matrix materials for composites with natural fibres. Acrylated epoxidized soybean oil (AESO) is produced by Cognis (tradename Tribest) and by UCB (trade name Ebecryl). AESO can, for example, be used as UV-curable coating (Fowler et al., 2008, Jones, 2003). An overview of the commercial production of other thermosets does not exist so far.
30 On Ashland’s website introducing ENVIREZ it reads: “Additionally, building and construction products fabricated using ENVIREZ resins may contribute to LEED (Leadership in Energy and Environmental Design) point credits as part of Material and Resource Credit 6 for using a rapidly-renewable resource under the U.S. Green Building Council’s guidelines” (Ashland, 2008).
162
163
3. Scenarios for markets of bio-based plastics
3.1 Production volumes and technology level today
The use of bio-based feedstocks in the chemical sectors is not a novelty. As explained in Chapter 2, starch and cellulose have been used for decades in large volumes. Also alkyd resins and some polyamides have been produced from natural resources at industrial scale. The current worldwide production of mature bio-based products (without paper and board) adds up to approximately 20 Mt (including 15 Mt non-food starch 31 , 4 Mt cellulosic and 1 Mt alkyd resins). In comparison, the production capacity of emerging bio-based plastics in 2007 is estimated only at 360 kt, i.e. <2% of the mature bio-based products (without paper and board) (see Figure 1-2). Furthermore, industry has proven in the past to be able to supply and to process very large amounts of biomass. This comparison does not allow to draw any conclusions about whether the amount of biomass required to replace all petrochemical polymers by bio-based ones would be available and whether such a change would lower the overall environmental footprint. But the comparison does demonstrate that the production of bio-based products at very large scale is not unprecedented and that related challenges, for example concerning logistics, can be mastered. The comparison hence indicates that the expansion of the volume of new bio-based polymers by two or three orders of magnitude may be manageable. The recent developments in new bio-based plastics are spectacular from a technological point of view. As shown in Chapter 2, first-of-its-kind plants are being developed and set up for numerous types of plastics. Hence, we are at the very beginning of the S-shaped learning curve. Some of the plant capacities are still rather small, when compared to petrochemical plants (e.g., the capacity of Tianan’s PHA plant is 2 kt) but others are very sizable (e.g., Braskem’s bio-based PE plant will be 200 kt, which is close to the capacity of a typical petrochemical based PE plant). With growing demand for bio-based plastics it is probably just a matter of time until turn-key plants with larger capacity will be commercially available for much more bio-based plastics, thereby allowing substantially accelerated growth (steep section of the learning curve). From a geographic perspective, the leading position of the US and Europe in the years 2003 has changed to a more balanced regional distribution in 2007. The US still has the leading position in the emerging bio-based plastics industry. However, the US share of production capacity of bio-based plastics in the world decreased from 84% in 2003 to 33% in 2007 (Figure 3-1). Europe, the second most important region for bio-based
31 Not including starch use for fuel ethanol. In 2007 the European non-food starch consumption was 3.7 Mt (without starch use for fuel ethanol, which is estimated at 1.87 million tones in 2007, see Chapter 2.1), most of which (70%) was used for the production of paper & board (AAF, 2009). Since the European paper & board production was approximately 25% of the world production (in 2004) (FAO, 2008), we estimate that the European non-food starch consumption (without starch for ethanol) is also about 25% of the world. Therefore, the world non-food starch consumption can be calculated at 3.7/25% = 15 Mt. Fuel ethanol starch is excluded.
164
plastics, increased its share from 15% in 2003 to 36% in 2007. As shown in Figure 3-1, the Asia Pacific region has become the third leading player over the past five years; and South America is emerging as a new player, with important investments not yet being represented in Figure 3-1.
2003: 0.10 million tonnes
USA 84%
Asia-Pacific 1%
Europe 15%
2007: 0.36 million tonnes
S.America 1%
USA 33%
Asia-Pacific
29%
Europe 36%
Figure 3-1 Capacity of emerging bio-based plastics by regions, 2003 and 2007
To summarize world-wide production, the total of bio-based polymers is composed of • 360 kt of emerging bio-based plastics (value for 2007) • 4,000 kt of cellulosics • approx. 15,000 kt tonnes of non-food, non-fuel and non-plastic starch products • approx. 1,000 kt of alkyd resins. This adds up to 20 Mt. The total production of all polymers (including – primarily petrochemical – thermoplastics, thermosets, PUR and elastomers) for all purposes (including synthetic fibre production) is estimated at approximately 300 Mt (PlasticsEurope, 2008b). Of this total, 20 Mt of bio-based polymers are equivalent to somewhat 7%. We now make an analogous comparison for polymer products excluding non-plastics. This includes approximately 75% of all cellulosics (including fibres), i.e. approximately 3 Mt and 0.36 Mt of emerging bio-based plastics, i.e. a total of 3.36 Mt of bio-based plastics and fibres (the alkyd resins are used primarily in non-plastic applications and this is also true for most of the conventional uses of non-food starch). The world-wide production of (primarily petrochemical) plastics is estimated at approximately 245 Mt (PlasticsEurope, 2008b). Bio-based plastics hence represent approximately 1.4 % (=3.36/245) of the total production of plastics. The total volume of bio-based non-plastics (without bioethanol for fuel purposes) is approximately 17.6 Mt (including 15.6 Mt non-food starch products, 1 Mt non-fibre cellulosics and 1 Mt alkyd resins) The share of bio-based polymers is hence five times larger for non-plastics compared to plastic products (17.6/3.44 ≈ 5). This once more underlines the importance of well-established bio-based products in the non-plastics area.
165
3.2 Technology development stage
Figure 3-2 illustrates the stage of development for the various bio-based plastics. It is remarkable that each technology development stage is represented by several important products. Moreover, both fully and partly bio-based plastics are present in each technology development stage. Not surprisingly, more materials are in the R&D and pilot plant stage than in large-scale commercial production. The presentation is strongly simplified, disguising some important details. For example, starch plastics are categorized as rather mature materials and this is certainly correct for most commercialized grades. However, novel types such as acetylated starch and other types of chemically modified starch are in an early stage of development (not represented in Figure 3-2). Another example is the category “R&D” which has been chosen for products that have not yet reached the pilot plant stage; also here, the size of the technological challenge is quite diverse: For example, no major technical hurdles need to be expected for the production of
PBS because the biotechnological production of succinic acid has been technically proven and Roquette and DSM have announced to produce 100 t p.a from 2010 onwards; the esterification of succinic acid with butanol to form PBS has already been demonstrated on large scale using petrochemical precursors. All in all, the production of PBS should therefore not pose any major technological challenges. Compared to PBS, the production of (partially) bio-based PET is even less demanding.
In contrast, the production of PA6 and PA66 requires many complicated process steps and also the possible routes leading to bio-based PP contain steps for which limited experience is available and scale-up could be rather demanding.
At the same time, it must be mentioned that none of the products assigned to the technology stage “R&D” is subject to major technology development risks 32 ; the challenge is therefore rather to develop a process that is superior in economic terms or with regard to product properties rather than the mastering the hurdle of technical viability. Compared to the products shown in Figure 3-2 it is much more challenging to manufacture certain aromatic compounds (e.g. bisphenol A), which we will discuss in Chapter 3.4.
32 PA6 and PP could be considered an exception but substantial technological progress seems to have been made in the recent past.
166
R&D Pilot plant(<1,000 kt)
Large scale(≥1,000 kt and < 1 million t)
Mature(≥ 1 million t)
Starch plastics
Cellulosics
Bio-based PA 6
PLA
PHA
PTT
PBT
PBS
PBS/A
Bio-based PE
PA 11
Bio-based PVC
Bio-based PUR
Bio-based epoxy resin
Alkyd resins
PA 6.10
Heat resistant PLA
Bio-based succinic acid
PEIT
PET
Bio-based PA 6.6
Bio-based PP
Bio-based
Partially bio-based
Bio-based
Partially bio-based
Figure 3-2 Development stage of main emerging bio-based material types
167
3.3 Maximum technical substitution potential
Some polymers can be applied for very diverse applications and certain applications require specifically tailored materials. In spite of this complexity, the “application matrix” of polymers turns out to be relatively simple because 85% to 90% of today’s total plastics are standard plastics and each of them has its preferred application. As shown in Figure 3-3, the vast majority of the polymers used in packaging are polyolefins, followed by PET. PVC dominates in building and construction. Together, these two application areas represent 64% of total plastics use (43% of packaging and 21% for building & construction, see percentages on the far right of Figure 3-3). Only five types of polymers (LDPE/LLDPE, HDPE, PP, PVC and PET) cover approximately two thirds of the total demand in all applications.
Figure 3-3 Plastics consumption by end use application in Europe for 2007 (Simon & Schnieders, 2009) (courtesy PlasticsEurope) This makes it manageable to estimate to which extent bio-based polymers could replace petrochemical polymers on technical grounds, i.e. to quantify the maximum technical substitution potential. To this end, we compiled the technical substitution potential on a material-by-material basis using information from interviews with industry experts. This has been done both for plastics (Table 3-1) and fibres (Table 3-2). Very high substitution percentages (70% to 100%) are achieved when petrochemical polymers are replaced by chemically identical bio-based polymers (e.g. for PBT, PBS, PET and PE). In all other cases the substitution percentages are lower due to only partial replacement of petrochemical with renewable plastics. If we add up the percentages in Table 3-1 (top part), we find that depending on the type of plastics, between 20% and 100% of the current volume could in theory be replaced by bio-based alternatives; in many cases the substitution percentages are very high up to
168
100%. Multiplying these percentages by the tonnages produced (lower table), volume estimates are obtained both by bio-based polymer category (rows) and by petrochemical polymer (columns). The overall maximum substitution potential for plastics is 42 Mt, corresponding to 84% of the total current polymer consumption in Western Europe for plastic applications. As shown in Table 3-2 (fibres), the overall maximum substitution potential for fibres is estimated at 2.2 Mt, corresponding to 49% of the total current fibre production in Western Europe. For all plastics including fibres in Western Europe, the maximum technical substitution potential of bio-based plastics (including fibres) in place of petrochemical plastics is thus estimated at 48 Mt, or 82% of total plastics (including fibres). Worldwide, the total maximum technical substitution potential of bio-based plastics and fibres replacing their petrochemical counterparts is estimated at 240 Mt, or 90% of the total consumption of plastics and fibres in 2007 (see Table 3-4 for plastics application and Table 3-5 for fibre application). Table 3-1 Technical substitution potential of bio-based polymers (plastics) in Western Europe (plastic applications excluding fibres and non-plastics)
Sum volumes 8,415 5,940 9,405 6,435 1,663 3,465 2,911 604 646 67 180 39 205 278 1,448 0 41,701 84 Note: 1) PS (all types) and EPS 2) ABS/SAN 3) Partially bio-based polymer 4) For PE, PP, PVC, PS, PET and PA, consumption data are for 2006 (PlasticsEurope, 2008b); For ABS, PBT, PMMA
and other polyacrylates, consumption data are for 2003 (Kunststoffe 2004/10); For Epoxy resin and synthetic rubber, consumption data are for 2000 (Pham & Marks, 2005).
Table 3-2 Technical substitution potential bio-based fibres in Western Europe (without natural bio-based fibres such as cotton)
37,100 30,700 44,900 35,280 7,731 15,498 12,039 1,911 7,455 630 954 266 660 863 8,711 0 204,698 90 Note: See abbreviations in Table 1. 1) PS (all types) and EPS 2) ABS/SAN, including also other styrene copolymers. 3) Partially bio-based polymer For PE, PP, PVC, PS, PUR, ABS, PA, PC and PBT, data are for 2007 based on the projection of Kunststoffe (2007). The PET data is also projected for 2007 but based on the data for 2006 from PlasticsEurope (Simon & Schnieders, 2007) and annual growth projection according to Kunststoffe (2007). For PMMA, the consumption data is for 2006 (Kunststoffe, 2007); no projection for 2007 is available. For other polyacrylates, data are for 2003 (Kunststoffe, 2004). For epoxy resin and synthetic rubber, consumption data are for 2000 (Pham & Marks, 2005, Threadingham & Obrecht, 2004).
170
Table 3-4 Worldwide technical substitution potential of bio-based man-made fibres in the world (both staple fibres and filament)
Note: See abbreviations in Table 1. 1) JCFA (2008).
It will not be possible to exploit this technical substitution potential in the short to medium term. The main reasons are economic barriers (especially production costs and capital availability), technical challenges in scale-up, the short-term availability of bio-based feedstocks and the need for the plastics conversion sector to adapt to the new plastics. Nevertheless this exercise shows that, from a technical point of view, there are very large opportunities for the replacement of petrochemical by bio-based plastics. In the very long term (2030 onwards), the technical substitution potential can be expected to be even higher, due to the replacement of further monomers by chemically identical or functionally equivalent compounds (see Chapter 3.4).
171
3.4 Further substitution potentials for the longer term
In spite of the impressive number of commercialized and emerging bio-based compounds, some important building blocks are not readily available from bio-based feedstocks. The single most important group of plastics precursors, for which bio-based alternatives are still missing, are aromatic compounds. As Figure 3-4 shows, benzene, toluene and xylene (BTX) account for approximately 15% of the total current feedstock use by the organic chemical industry and the major part of this BTX is nowadays converted to plastics. In principle, lignin which is available in vast quantities in “woody” biomass (wood, straw, stover and other “biowaste”), offers ample opportunities to satisfy these needs. However, lignin is structurally very complex and diverse, making the production of aromatic compounds from this source a major challenge. Bozell et al. (2007) discuss the available options for depolymerizing lignin in their screening study on potential lignin-derived chemicals. While some important technological breakthroughs have already been achieved, in most cases still major improvements on yields and selectivities are required in order to reach economic viability. According to the analysis those technical solutions which would complement best today’s needs of aromatic compounds for plastics manufacturing will be feasible in the longer term. This concerns in first instance the production of BTX and phenol, from which a myriad of chemicals can be produced by application of current conventional technology, among them, for example, cyclohexane, styrene, caprolactam, cumene and methylene diphenylene isocyanate
(MDI) from benzene toluene diisocyanate from toluene and terephthalic acid from xylene and bisphenol A from phenol (see Figure 3-4).33 These compounds can be produced from lignin by aggressive (i.e. non-selective) depolymerization in the form of C-C and C-O bond rupture. Bozell et al. (2007) expect the development of these processes to be successful only in the long term but most likely sooner than highly selective types of depolymerization. Such highly selective processes would have the advantage of offering a source for monomeric lignin molecules of the types represented by Figure 3-5. However, the technological challenges involved are substantial and the products would face the difficulty that suitable markets and applications would need to be developed.
33 Bisphenol A is produced from phenol and acetone. Bio-based acetone could, for example, be produced i) biotechnologically via the ABE process (ABE stands for acetone, butanol and ethanol) or ii) via the Hock process from bio-based propylene and bio-based benzene.
172
All BTX Other uses
Benzene
Toluene
Xylene
Polystyrene
Polyamide
PolycarbonateEpoxy resins
Phenolic resins
PolyurethanesSynthetic rubber
Other plastics
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Organic chemicals BTX supply BTX use
All other feedstocks
for bulk chemicals
othe
rfo
r pl
astic
s
Figure 3-4 Use of benzene, toluene and xylene (BTX) for the production of plastics (estimated based on Weiss et al., (2007) and Patel et al., (1999))
Figure 3-5 Highly selective depolymerization of lignin to products that preserve the lignin monomer structure (Bozell et al., 2007), reprinted with permission from PNNL As byproducts of lignin processing, compounds with low molecular weight will also be formed, e.g., formic acid, acetic acid, aliphatics and olefins (Bozell et al., 2007). These compounds represent another potential feedstock for the production of bio-based plastics next to other chemicals. The use of lignin is not the only source for producing aromatic compounds and functionally equivalent products. As maybe the most important example, terephthalic acid could potentially be replaced by 2,5-furan dicarboxylic acid (FDCA) (Taarning et al., 2008). FDCA can be obtained by selective catalytic oxidation of hydroxymethylfurfural (HMF; Figure 3-6). In turn, HMF can be produced by acid-catalyzed dehydration of fructose (Kröger et al., 2000, Patel et al., 2005, Román-Leshkov et al., 2006, Taarning et al., 2008) The production and use of FDCA needs the development of an effective and selective oxidation and dehydration technology from sugars, which is yet not well understood.
173
Instead of the direct use of FDCA as monomer for plastics manufacture it is also possible to synthesize terephthalic acid by reacting 2,5-furandicarboxylate with ethylene in the presence of a solvent to produce a bicyclic ether and then dehydrating the bicyclic ether (US Patent 7385081, not dated). Another literature source explains the production of bio-based terephthalic acid by the conversion of limonene to p-cymene using zeolites and the subsequent oxidation to terephthalic acid (Rauter et al., 2003). This technology needs, however, further development and does not offer an economically viable production route to bulk aromatic chemicals for the short to mid term.
Fructose HMF FDCA Figure 3-6 Production of 2,5-furan dicarboxylic acid (FDCA) from fructose via HMF Bozell et al. (2007) also discuss the possibilities of taking advantage of the polymer properties of lignin. The opportunities identified by them for the medium term are the use for the manufacture of carbon fibres, resins, polymer modifiers and adhesives. Especially carbon fibres and resins could develop into much larger markets for bio-based plastics than today, e.g. if lightweight vehicles become commercially successful. The starting point of this section was the current use of aromatics and the assumption that these should be replaced by bio-based alternatives. This may not be necessary and neither realistic because other plastics can substitute at least to some extent those made from aromatics (e.g., polystyrene can be replaced to some extent by PLA and by starch plastics). Nevertheless this chapter shows there are ample opportunities for further substitution by bio-based compounds, if the required investments in R&D are made. Together with the more readily available options discussed in earlier chapters of this report, this would allow to cover in the long term essentially the entire demand for plastics by bio-based ones.
+ H+
- 3 H2O
[O], cat
174
175
3.5 Determining factors for the speed of implementation
If the technology for a new bio-based plastic has been proven in a first plant, there are still several factors determining whether the speed of implementation will be high or low in the subsequent years. A selection of important success factors is listed in Box 3-1. Ideally, each of the success factors should be quantified for all of the technology options in comparison with their petrochemical counterparts. The factors should then be assessed in an integrated model, which should at least cover the economic aspects. Unfortunately this is generally not possible because the required data related to the processes are mostly confidential. Other parameters, such as the prices of fossil fuels and of bio-based feedstocks depend on numerous “external” factors which are very hard to capture in such a model (unless various, separate assumptions are made in the form of scenarios). It is therefore necessary to base the projections on more simple approaches which we will present and apply in the next section. Box 3-1 Important success factors for the implementation of bio-based plastics
Financial
Prices of fossil fuels, especially oil
Price level of biofeedstocks (agricultural products) such as starch, sugar and vegetable oils
Investment risks (especially for first-of-its-kind plants but to a lower extent also for the second
and third plant)
Fiscal policy measures (e.g. to support processes with minimal greenhouse gas emissions)
Economic competitiveness compared to other locations (for Europe especially the Middle
East)
Availability of capital, interest rate
Technology
Reliability of new technology, acceptable downtimes
Speed of technology development
Patent situation, e.g. accessibility of new technology via licenses possible or not
Personnel
Availability of trained personnel
Interaction with other sectors and other plants
Collaboration with companies from the agroindustry chain (joint ventures and other forms of
intense collaboration are required)
Availability of raw materials
Usefulness of co-products, integration into site Regulation
Fiscal policy measures (already mentioned above under category “Financial”)
176
Non-fiscal policy measures (e.g., voluntary agreements or labelling)
Public procurement Market pull
Demand for bio-based products by retailers and producers of consumer goods
Attitude of final consumers and other stakeholders (acceptance or rejection)
Existence of operational old plants versus growth of the chemical industry (determines the rate
at which new technology can be implemented)
177
3.6 Market projections for bio-based polymers
In view of the outcome of the preceding section, we used the expectations of the producers of bio-based polymers as starting point for the projection of production volumes. The approach taken consists of the following steps: I) The companies’ current production and expected market development was collected
by means of a questionnaire. The questionnaire was sent to all the member companies of the association European Bioplastics, and seven out of about 50 companies replied. In our questionnaire, we requested the companies to provide projections for their capacity expansion. The companies’ views were collected in the first half of 2008 and once more in March 2009 in order to account for the effect of the economic crisis.
Our questions primarily focussed on the period 2007 – 2020. The information given is obviously less reliable if it concerns plans in the distant future. The announcements for 2009-2013 are based on concrete plans and in the meantime, first steps have been taken by the companies in order to realize these plans; in contrast, the statements made for the year 2020 have more the character of a vision.
Some companies did not respond the questionnaire. The information was then obtained either through personal communication or via company announcements that were available in public domain.
To conclude, the projections prepared in this step are based on company announcements. The result of Step I was compared to the technical market potentials of bio-based polymers (see above Section 2.2).
II) In the questionnaire, we also asked companies to provide their expectations of the growth rate of the bio-based plastics sector as a whole for the next 10-20 years. We then used the average growth rate to derive the projection for 2020, which represents the industry’s expectations.
III) Three scenarios (BAU, HIGH and LOW) were constructed in this step taking into account the companies’ announcements and their expectations but also considering technical barriers, the estimated market size for bulk applications, cost competitiveness and the raw material availability for the production of bio-based plastics until 2020.
IV) Finally, the outcome of Step I and III was compared to the projections prepared in the earlier study by Crank et al. (2005).
We present the results separately for the world (Section 3.6.1) and for Europe, which we define as the European Union (with 27 member states), plus Switzerland, Norway and Iceland (Section 3.6.2).
178
3.6.1 Projections for bio-based plastics worldwide
Projection based on company announcements
As shown in Figure 3-7, the worldwide capacity of bio-based plastics according to company announcements (Step I) will increase from 0.36 Mt in 2007 to 2.32 Mt in 2013 and to 3.45 Mt in 2020. This is equivalent to average annual growth rates of 36% between 2007 and 2013 and 6% between 2013 and 2020. Very substantial capacity additions totalling more than one Mt have been announced for the period 2009 to 2013. The announced capacities in 2020 are (in order of volumes, Figure 3-7 and Table 3-5): 1.30 Mt starch plastics, 0.83 Mt PLA, 0.61 Mt bio-based ethylene, 0.44 Mt PHA, 0.21 Mt bio-based epichlorohydrin and 0.06 Mt other bio-based plastics such as bio-based PTT, PA 11, PA 610 and bio-based PUR.
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
2003 2007 2009(projection)
2013(projection)
2020(projection)
Ca
pa
city
(mill
ion
to
nn
es
pe
r y
ea
r) Other
Bio-based monomers
PHA
Bio-based Ethylene
PLA
Starch plastics
Note: Category “other” includes cellulose films, PTT from bio-based 1,3-PDO, bio-based polyamide and PUR from bio-based polyols; category “Bio-based monomers” includes primarily bio-based epichlorohydrin.
Figure 3-7 World-wide capacity of bio-based plastics until 2020 based on company announcements (the most recent data used for making this graph were received in March 2009; the reported values refer to the capacities at the end of each year) In comparison with the historical development, the capacity increase for starch plastics and for PHA seems very high (see Table 2-2). Compared to the projections for starch plastics the projected volumes for PLA seem quite modest. The projected amounts of bio-based ethylene are larger than for starch plastics in the period 2009-2013 but no growth has been announced for the period 2013-2020.
179
Table 3-5 World-wide shares of bio-based plastics by types and major players in 2020 according to company announcements (the most recent data used for making this graph were received in March 2009) Type of bio-based plastics
Share of global bio-based plastics capacity in 2020
Production capacity of the major global players in 2020
Other 2% Innovia: 20 kt (cellulose films) a; DuPont: 10 kt (PTT) c; Arkema: several thousands tonnes of PA 11b
Total 100% a Data are collected from the questionnaire/survey b Data are collected from personal communications c Data are collected from publicly available company announcements d Including PLA volumes at PURAC partners
During the preparation of this study, the world economy has experienced a dramatic downturn, with very serious decreases in demand. As a consequence, crude oil prices dropped from 130 $/barrel in July 2008 to 30$/barrel in December 2008. Most interviewed companies are still optimistic about their long-term plans (we re-contacted the major players in March 2009). Some companies have, however, delayed their expansion plans. For instance, Dow announced to delay its bio-PE project to 2012 (Chemical Week, 2009) and Telles postponed the start-up of its 50 kt PHA plant from end 2008 to the second quarter of 2009 (Telles, 2009). However, it is not clear whether these delays are the consequence of the global economic crisis or whether they have other reasons. Based on the company announcements the capacity breakdown can be presented by regions over time. Comparing Figure 3-8 with Figure 3-1, the leadership of the USA and Europe in the years 2003 and 2007 is lost in favour of a more balanced regional distribution by the year 2020. The category of starch plastics contains both biodegradable plastics and nondegradable plastics (see Chapter 2.1). The former are typically blends of thermoplastic starch and biodegradable petrochemical compounds; the most important blend belonging to the latter seems to be polypropylene-starch blends, as offered by Cereplast. Out of an estimated total of 1,300 kt of starch plastics by 2020 40% consist of nondegradable starch plastics (Cereplast’s products), while 60% are degradable. Applying this percentage to all starch plastics and categorizing also the other bio-based plastics leads to the overview shown in Table 3-6. The final row of Table 3-6 indicates that the split of biodegradable to
180
nondegradable materials for the total of all bio-based plastics could be also 60:40. The success of nondegradable starch plastics still remains to be proven but this simple comparison shows that they could become very important.
2020: 3.46 million tonnes
S.America 18%
Asia-Pacific
12%USA 24%
Europe 26%
Unspecified 19%
Note: “Unspecified” represents for the capacity expansion envisioned by the companies interviewed. In other words, there
are no concrete plans yet to set up these capacities.
Figure 3-8 Breakdown of worldwide capacity of bio-based plastics by region in 2020 according to company announcements (the most recent data used for making this graph were received in March 2009) Table 3-6 Categorization of bio-based plastics into the categories ”Biodegradable” and “Nondegradable” (based on a simple 60:40 assumption for starch plastics, see text), according to company announcements the most recent data used for making this graph were received in March 2009), worldwide production by 2020
Figure 3-9 illustrates the technical substitution potential of bio-based plastics. As described in Section 2.2, today’s potential market is 240 Mt based on the maximum technical substitution of bio-based plastics. The world capacity of bio-based plastics in 2007, i.e. 360 kt, was only 0.15% of this technical potential (Figure 3-9); and even the
181
projected capacity in 2020, which is based on company announcements, represents only approximately 1.5% of today’s technical potential market. However, it must be emphasized that the market potential in Figure 3-9 is solely based on the maximum technical substitution. Other factors, such as economic feasibility and resource availability, also importantly influence the market potential of bio-based plastics.
0%
10%70%
80%
90%
100%
Plastics (including thermoplastics and thermosets)Synthetic fibres (including staple and filament)Capacity of bio-based plastics (including plastics and fibres)Potential capacity of bio-based plastics on a technical basis
268,000 kt
240,000 kt
360 kt3,450 kt
World plasticsconsumption
2007 1)
Max. technical subsitution
potential of bio-based plastics 1)
World bio-based plastics
capacity in 2007 2)
World bio-based plastics
capacity in 2020 2)
1) See data in Table 3 and Table 4. The overall maximum technical substitution potential
of bio-based plastics (including fibres) is 89% (the blue line in the graph). 2) See data in Figure 5. The projection in 2020 is based on company announcement.
Figure 3-9 Comparing the world-wide projections with the market potential, based on the maximum technical substitution potentials
Projections based on company expectations for bio-based plastics market as a whole
The company survey we conducted also included the question about the development of the bio-based plastics sector as a whole (Step II). According to this survey the bio-based plastics industry will grow on average by 19% per year between 2007 and 2020. The resulting projection in 2020 (3.44 Mt) is basically identical with the projection for 2020 from Step I), which is based on company announcements (3.45 Mt).
236,500 kt technical potential
182
PROBIP 2009 scenarios
Since the projections based on the company announcements do not seem fully consistent across the various types of bio-based plastics, independent projections have been prepared in this study. We built three scenarios for the period until 2020 (Step III): business-as-usual (BAU), HIGH and LOW growth scenarios. These scenarios were built based on four major influencing factors for the future development of bio-based plastics; these are technical barriers, the suitability of the materials for bulk applications, cost competitiveness and raw material availability. Factors such as policy and macroeconomic developments have been excluded. The expected effect of the influencing factors can be found in Table 3-7. 1. Technical barriers With technical barriers we refer to technical challenges that still need to be mastered before the large-scale production is feasible. For bio-based PE, PA 11 and cellulose films, the technologies are relatively mature and therefore relatively little technical challenges will be encountered (for example, large-scale plants for the dehydration of ethanol to ethylene were operated for decades in Brazil and India before they were closed down in the early 1990s). For starch plastics and PLA, efforts have been made in the past to overcome the key challenges in production. For PLA, important remaining challenges include downstream processing of lactic acid, alternative raw materials, plastic processing and material property improvements. In more detail, the challenges are for downstream processing: PURAC and NatureWorks currently use sulphuric acid
for the downstream process of lactic acid purification (see Section 2.2.1); this method leads to large amounts of gypsum as the by-product. In order to overcome this drawback low pH fermentation in combination with electrodialysis, adsorption with ion exchange resins, solvent extraction, membrane separation, crystallisation and distillation have been studied (see Section 2.3.1), need to be mastered.
for feedstock supply: while today, starch and sugar crops are the sole feedstocks, NatureWorks plans to produce PLA from cellulosic feedstock in the next 5-10 years (ICIS news, 2008). However, the technology of converting cellulosic feedstock into fermentable sugar at high yields and low costs and still needs to be developed.
For starch plastics, some material types such as starch acetate may require extra development (see Section 2.1). However, the processing of native starch blend-extruded with other compounds is nowadays well understood. For PHA, the first-in-kind large-scale plant (50 kt.p.a.) is currently being built. The time and effort required to overcome the technical challenges, the market price and the material properties will strongly determine the market uptake of PHA. Being the first large-scale plant of its type, the risks are still relatively high. The first-in-kind large-scale glycerol-to-epichlorohydrin plants are being built by Solvay (100 kt. p.a.) and Dow Epoxy (150 kt. p.a.), under their own patented and/or proprietary technologies. Thus, we assume that the major technical barriers of this technology have
183
been overcome. However, since this is the first time that glycerol-derived epichlorohydrin will be produced on a large scale (for subsequent conversion to epoxy resin), the successful launch of these two plants in the next 2-3 years is decisive for the future development of bio-based epichlorohydrin. For bio-based plastics which are still at the lab and/or pilot stage, the technical barriers are the most important issue. For example, bio-based PA 6, PA 66 are still at the laboratory stage; and bio-based PP and succinic acid are still at the pilot stage. Technical barriers include not only the conversion technologies and downstream processing technology, but also the availability of technology. Some technologies (e.g. lactic acid technology) are only mastered by a few companies and therefore the future development of the related polymers and plastics (e.g. PLA) strongly depends on the decisions of these know-how companies including their licensing policies. Moreover, the patent position and the success in patent litigation plays a role. 2. Bulk applications The expansion of bio-based plastics also strongly depends on the success of using these materials in bulk applications. The potential bulk application is not a problem for bio-based plastics that are chemically identical with their petrochemical counterparts. This is the case for bio-based PE and bio-based epoxy resin, for which therefore high technical substitution rates have been assumed (see Section 3.3). For starch plastics and PLA, efforts have been made and will be continue to be made to widen the applications areas, not only for biodegradable applications (e.g. single use bags and cutlery) but also for durable goods (e.g. in the automotive sector, for electrical and electronic appliances and for thermal insulation of buildings). For PHA, there are many proposals for bulk applications. The demand for products made from PHA will depend on the future development of material properties and market prices. For high performance bio-based polymers and plastics, such as PTT from bio-based 1,3-PDO, PA 11, PA 610, there are only few technological barriers but it is not expected that these plastics will be applied for bulk applications in the future because they aim at the high-end markets with limited demand. 3. Production cost vs. petrochemical counterparts For bio-based epoxy resin and bio-based PUR, the low cost of renewable feedstock has been the main driver for large-scale production (see Section 2.10 and 2.11.1); therefore, these bio-based plastics have been designed from the outset to be cost competitive with their petrochemical counterparts. However, many other bio-based plastics are currently more expensive than their petrochemical counterparts and therefore cost reduction is an important target. For some bio-based plastics cost reductions have been achieved by using cheaper feedstocks (e.g. starch blend by Cereplast), by scaling up the production (e.g. PLA by NatureWorks), or both; many other bio-based plastics are still not ready to directly compete with their petrochemical counterparts in terms of the production costs. 4. Raw material supply security
184
For bio-based plastics the risk of insufficient supply with raw materials is caused primarily by the competition with food, feed and bio-fuels. Since the biomass demand for the production of bio-based plastics will remain relatively small compared to the biomass demand for food, feed and bio-fuel, the raw material availability will generally be no bottleneck at least for the next two decades. Starch and bioethanol are freely traded on the market. Even if the share of these commodities used for the production of bio-based plastics were increased only modestly, the volumes of bio-based plastics would rise substantially. The raw material used for cellulose films and fibres is mostly wood and therefore does not compete with food and feed. In the future, it is likely that PLA will be sourced from cellulose, too (as explained above NatureWorks plans to produce PLA from lignocellulosic feedstocks in the next 5-10 years; (ICIS news, 2008). Similarly, second generation bio-ethanol, which is based on lignocellulose, can be the future starting material to produce bio-based PE. Many studies have shown the techno-economic feasibility of producing bio-ethanol from lignocellulosic feedstocks (Hermann et al., 2007, Huang et al., 2009, Lynd, 1996, Piccolo & Bezzo, 2009, Wheals et al., 1999). Compared to starch and sugar crops, lignocellulosic feedstock is cheap, abundant and is not directly compete with food. However, the fermentation technology requires more complicated processing to break down cellulose into sugar monomers which can be converted by microorganism. If lignocellulosics can successfully be used for the production of PLA and bioethanol and its chemical derivatives, then it will be possible to use this raw material to make also other plastics that are produced by application of biotechnology. 5. Other factors Other factors, including policy and macroeconomic developments are not considered in the projection. In the previous PROBIP study (Crank et al., 2005), the distinction was made between the existence and the absence of policies and measures. We decided not to make this distinction in this study because globally no structural and large scale-policies and measures have been introduced to promote bio-based polymers so far. The higher complexity of the production process for making plastics as compared to bio-ethanol anyway makes it much more difficult to introduce policies for bio-based plastics. During the preparation of this study, the world is experiencing the worst economic crisis after the WW II. For an emerging sector like bio-based plastics, this has major impacts on capital availability and on demand. The dependency on the world macroeconomic development is complex and is subject to high uncertainty. Therefore, we exclude the influence of macroeconomic development from our scenario analyses.
185
Table 3-7 Influencing factors and expected growth in the three scenarios for bio-based plastics until 2020 Legend in the table: ++ Bio-based plastics are not restricted by the factor. + The main obstacles have been overcome. +/- Bio-based plastics are influenced both positively and negatively by the factor. - Bio-based plastics are to some extend restricted by the factor. -- Bio-based plastics are strongly restricted by the factor. N.A.I.Y. Not an issue yet. Speed of growth Very fast > Fast > Steady > Modest > Slow > Very slow
Starch plastics + +/- +/- + Steady Fast Modest Cellulose films ++ - - ++ Modest Steady Slow Well-
developed PA11 ++ -- +/- + Slow
Slow to Modest
Slow
PLA + +/- +/- + Steady Fast Modest
PTT + - - + Slow Slow to Modest
Slow First-in-kind in operation
Bio-based PE ++ ++ - + Steady Fast Modest PHA - +/- - + Modest Steady Slow
First-in-kind being built Bio-based
Epoxy resin + ++ +/- + Steady Fast Modest
Bio-based PUR +/- ++ +/- + Modest Steady Slow Succinic acid -- + -- N.A.I.Y Very slow Slow Very slow
Bio-based PA6, PA 66
-- ++ -- N.A.I.Y Very slow Slow Very slow Pilot
Bio-based PP - ++ -- N.A.I.Y Very slow Slow Very slow
186
Table 3-7 shows the assumptions for the scenarios for the large-scale production of bio-based plastics. Four categories are distinguished based on the commercialisation stages, namely, well-developed, first-in-kind in operation, first-in-kind being built and pilot stage. We identify starch plastics, PLA, bio-based PE and bio-based epoxy resin as the four most important plastics for the future growth of the bio-based plastics sector. For starch plastics and PLA, cost reductions and the demand related to the production of bulk applications ensure a steady and fast growth. For bio-based PE, the production cost will be the key factor for the future expansion. The growth of bio-based epoxy resin is mainly determined by the availability of bio-based glycerol and by the production costs. The BAU scenario assumes a steady growth of the four key plastics and a modest growth for cellulose films, PHA and bio-based PUR. The remaining plastics will have little influence on the overall growth of the bio-based plastics industry. The BAU projection results in a global production capacity of approximately 3 Mt in 2020, which is somewhat more modest than the company announcements (3.45 Mt) and the company expectations (3.44 Mt). The HIGH scenario shows a fast growing bio-based plastics sector. The four key plastics (i.e. starch plastics, PLA, bio-based PE and bio-based epoxy resin) are expected to grow strongly, while a steady growth rate is foreseen for cellulose films, PHA and bio-based PUR. PA 11 and PTT will not enjoy substantial growth because of their limited use for bulk applications. Bio-based succinic acid, bio-based PA6 and PA66 and bio-based PP will leave the pilot stage and will enter the early stage of commercialisation; by 2020, they still represent a negligible amount of the total product volume. The HIGH scenario projects that the global production will reach 4.40 Mt by 2020, approximately 30% higher than the projections based on company announcements (3.45 Mt) and the companies’ expectations (3.44 Mt). The LOW scenario describes a relatively pessimistic future. The four key plastics will grow relatively slowly and the growth from the remaining plastics will be insignificant. Little progress will be made for bio-based succinic acid, bio-based PA 6 and 66, and bio-based PP. The LOW scenario projects that only 1.47 Mt capacity will be installed by 2020. This is approximately 60% lower than the projections based on company announcements (3.45 Mt) and the companies’ expectations (3.44 Mt).
Comparison with earlier projections
The various projections discussed above are shown in both Figure 3-10 and Table 3-8. It can be seen that for 2020, both the projections based on company announcements (3.45 Mt) and the companies’ expectations for the bio-based plastics sector (3.44 Mt) are very close to the former projection with policies and measures (PM) published by Crank et al. (2005) (4.17 Mt). We can conclude that the long-term projections coincide rather well with the projections published in 2005. The surge in oil prices in the first three quarters of 2008 could be seen as indirect, powerful factor promoting the investment in bio-based polymers. As the developments in
187
the third quarter of 2008 and the first quarter of 2009 have shown, the oil price is unpredictable at least for the time being. However, the high oil and gas prices during most of 2008 may have triggered a paradigm change in thinking about sustainability and might have convinced those waiting for “the right moment” to invest in bio-based plastics.
2000 2005 2010 2015 2020
1,00
0 m
etric
tonn
es p
er y
ear
0
1000
2000
3000
4000
5000
2003-2007 Installed capacity
Based on company announcementsBased on bio-based plastics industry expectation
PROBIP 2009 BAU scenario
PROBIP 2009 LOW scenario
PROBIP 2009 HIGH Scenario
Crank et al (2005): w/o PM
Crank et al (2005): with PM
Figure 3-10 Projection of the worldwide production capacity of bio-based plastics until 2020 Table 3-8 World-wide production capacity of bio-based plastics until 2020 – comparison of old and new projections
3.6.2 Projections for bio-based plastics in Europe
Based on company announcements, the European capacity of bio-based plastics is projected to rise from 0.14 Mt in 2007 to 0.44 Mt in 2013 and 1.65 Mt in 2020 (Figure 3-11). This is equivalent to average annual growth rates of 16% p.a. between 2007 and 2020. The growth in Europe is expected to evolve more steadily (about 50 kt p.a.) compared to the world-wide situation. As a further difference to the projections for the world, the production of bio-based plastics in Europe is dominated by starch plastics for
188
the entire period until 2020, with PLA coming into play after 2013. In 2007, 10 kt of cellulose films were produced in Europe and the volume is expected to increase to (at least) 20 kt until 2020 but these quantities are too small to become visible in Figure 3-11. The capacity additions for starch plastics are very substantial if compared to the historical development. Unlike the world-wide production in the future, which is expected to become more diverse regarding the types of polymers/monomers (e.g. more capacity announcements are seen for PHA, bio-based PE, and bio-based monomers), the bio-based plastics production in Europe seems to be a solo show of starch plastics (90%), except for one company’s vision of a large-scale PLA plant in Europe (see Table 3-9).
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
2003 2007 2013(projection)
2020(projection)
An
nu
al
Ca
pa
cit
y (
mil
lio
n t
on
ne
s)
Cellulose films
Bio-based monomers
PLA
Starch plastics
Figure 3-11 European capacity development of bio-based plastics until 2020 according to company announcements Table 3-9 Shares of bio-based plastics by types in Europe 2020 based on company announcements Type of bio-based plastics
Share of global bio-based plastics capacity in 2020
Production capacity major players in Europe in 2020
PLA 8% Pyramid 60 kt; PURAC, TOTAL-Galactic: Pilot scales
Cellulose films 2% Innovia: 20 kt Bio-based monomers 1% Solvay: 10 kt (ECH) Total 100% In 2007 the total installed capacity for bio-based plastics in Europe was 140 kt, which is below the projection according to the former projection published by Crank et al. (2005)
189
(approximately 300-600 kt in 2007). Figure 3-12 shows that the total capacity projected for Europe for 2013 (approximately 330 kt) is also below the expectations of the former projection both without and with policies and measures for 2010 (500 kt and 1,000 kt respectively). For 2020, the total projected volume based on company announcements (915 kt) lies within the range of the former study (875 kt without P&M and 1,750 kt with P&M). The bio-based plastics industry has much higher expectation for the production in Europe in 2020 than the projection based the company announcements. Based on our survey, the average annual growth rate is expected to be 21% for the period of 2007-2020, which leads to a total production capacity of approximately 1,650 kt in 2020. In this study we project that under the business-as-usual scenario (BAU), the total capacity for Europe for 2020 will be 770 kt, which is below the former projection (875-1,750 kt) and the projections based company announcements (915 kt) and the companies’ expectations (1,650 kt). The new projection is less ambitious than the previous PROBIP projection, due to the lower growth rate for the period 2003-2007 (approx. 50% p.a.). In the LOW and the HIGH scenarios the production capacity will amount to 380 kt and 1,150 kt in 2020, respectively (see Table 3-10 and Figure 3-12).
2000 2005 2010 2015 2020
1,00
0 m
etric
tonn
es p
er y
ear
0
400
800
1200
1600
2000
Based on company announcements
Based on Bioplasticsindustry expectation
PROBIP 2009 BAU Scenario
RPOBIP 2009 LOW scenario
PROBIP 2009 HIGH Scenario
Crank et al. (2005) without PM
Crank et al.(2005) with PM
2003-2007 Installed capacity
Figure 3-12 Projection of the European production capacity of bio-based plastics until 2020 Table 3-10 European production capacity of bio-based plastics until 2020 – comparison of old and new projections
3.6.3 Discussion of the credibility of the projections and comparison with other studies
As explained earlier, the projections presented in Section 3.6.1 and Section 3.6.2 are largely based on information originating from companies. This may lead to projections that are too optimistic. High uncertainty regarding the production volumes is obviously implicit in an emerging industry. It has been addressed in the “Preliminary remarks” at the beginning of this report and will be taken into account in the concluding chapters of this report (Chapter 4). On the other hand, it must be recalled here that the projections discussed above are based on information for commercialised and emerging bio-based plastics. Other bio-based plastics which are currently in an earlier phase of R&D are not taken into account even though some of them might be produced on a respectable scale towards the end of the projection period of this report (year 2020). This concerns, for example, bio-based polypropylene and other plastics made from propylene. Further important opportunities have been discussed in Section 3.4. Large incremental steps can also be made by continued expansion of some of the chemicals discussed earlier; for example, the capacity addition of 610 kt ethylene until 2013, which is part of the global projections (see Figure 3-8), is based on only three plants (being set up by Braskem, Solvay and Dow-Crystalsev); together, these three plants exceed by far the total expected capacity of bio-based plastics in Europe in 2013 (see Figure 3-11, 329 kt in 2013). In theory, comparably sized plants could also be set up in Europe, allowing major leaps in capacity (see also related discussion at the end of this section). When considering the principal feasibility of reaching production volumes of bio-based plastics in the order of three to four Mt worldwide by 2020 (with the minimum and maximum trajectories reaching approximately 1.5 Mt and approximately 4.4 Mt, see Figure 3-10), it is helpful to remember the production volume of mature bio-based polymers. In Section 3.1 we estimated the current total production volume of this product group (which is composed of cellulosics, non-plastic starch polymers and alkyd resins) at 20 Mt. This is clearly more than the most optimistic projections for (new) bio-based plastics by 2020, hence indicating that the challenges in logistics and supply can be mastered. This seems even more feasible when making the comparison with the current volume of the paper and board industry (approx. 365 Mt worldwide, see Figure 1-2). The projections presented can also be discussed from the perspective of per-capita-production: as shown in Table 3-11 there is an enormous difference in scale between bio-based and petrochemical plastics: Today, in Europe 0.27 kg of bio-based plastics are produced per capita per year, while the yearly per-capita production of petrochemical plastics is around 103 kg. The per-capita values for 2020 show that the quantities are reasonable (and “imaginable”) even in the “HIGH” case provided that bio-based plastics make their way into products of everyday life (compare Table 3-1 and Table 3-2).
191
Table 3-11 Total production of bio-based plastics in the scenarios “BAU”, LOW” and “HIGH” in Europe
EU + NORD + CH [1] Bio-based plastics PROBIP 2009 Pchem. plastics
2020 1.80 1.51 0.75 2.26 140 Note: [1] Percentages in brackets represent shares of bio-based plastics relative to petrochemical plastics ; [2] NORD includes Norway and Iceland; CH = Switzerland; [3] Data extracted from VKE (Baumgartner, 2004); [4] PlasticEurope (PlasticsEurope, 2008a); [5] Projection until 2010 based on PlasticsEurope (Simon & Schnieders, 2007); projection between 2010-2020 based on own estimate, assuming 2% per year growth rate between 2010 and 2020
There seem to be only very few other studies that provide market projections for bio-based plastics. The only two we are aware of are the market study on bio-products and biofuels prepared by ADEME (2007) and the BREW study (Patel et al., 2005). We will discuss both of them:
The ADEME study distinguishes four scenarios for the market of bio-polymers in France in the years 2015 and 2030. In Scenario 1, the market share of bio-polymers is only 1.5% in 2030 while it is 50% in Scenario 4. Scenario 3 is referred to as “optimistic but certainly realistic”; the ADEME publication (Synthèse) contains more detailed information on this scenario than on any other scenario. We will therefore focus on Scenario 3, which assumes a market share of bio-polymers of approximately 12% in 2015 and 24% in 2030. The absolute quantities have been calculated by assuming a total growth of the entire polymer sector (primarily petrochemical polymers) from 6.7 Mt in 2005 to 7.7 Mt in 2015 (+15%) and to 9.2 Mt in 2030 (20% growth between 2015 and 2030). This leads to estimates of the bio-polymer market in France of 0.9 Mt in 2015 and 2.2 Mt in 2030.
Using the same assumptions for Europe the total plastics demand would increase from 39.5 Mt in 2006 to approximately 45 Mt in 2015 and to 54 Mt in 2030. Assuming the market shares of ADEME’s Scenario 3, the quantities of bio-polymers would be 5.3 Mt in 2015 and 13.0 Mt in 2030. These volumes are by far higher than the values we projected on the basis of company information (1-2 Mt by 2020). ADEME’s projections are also higher than our “HIGH” growth projections (compare Figure 3-12).
The BREW study (Patel et al., 2005) is limited to biotechnologically produced chemicals and it distinguishes three rather extreme scenarios for Europe until 2050. The scenario analysis is based on a techno-economic analysis for which different assumptions were made about the oil price, the bio-feedstock price, technology development and chemical industry growth. The market success of the bio-based, biotechnologically produced compounds ranges vastly from next-to-zero implementation to very substantial. In the most favourable scenario (high oil prices,
192
low bio-feedstock prices, quick technology development and high chemical industry growth) 30% of all industrial organic chemicals (including polymers and their precursors) are replaced by 2030. The most important contributors are ethylene (with a replacement percentage of nearly 50%), PLA (replaces 90% of the PET market and 50% of the PS market), PTT (fully replaces petrochemical PTT and nylon 6) and PHA (replaces 25% of the HDPE market). The BREW study excludes products for which there is no alternative production via biotechnology; in particular, it excludes cellulosics and starch plastics. It is therefore not comprehensive and the scope differs from both this study and the ADEME study. Moreover, the BREW study is rather an analysis of the market potentials, while not accounting for impediments due to the lack of capital, the economic competitiveness compared to other world regions, the patent situation and the availability of personnel (to mention the most important). If we nevertheless make a comparison, we find that the HIGH scenario according to the BREW study is more optimistic than the ADEME’s scenario 3 and may be comparable to ADEME’s most optimistic scenario.
Another way of evaluating the feasibility of implementing the bulk production of bio-based plastics is to draw comparisons with bioethanol production. The use of bioethanol as a fuel saves non-renewable energy resources and avoids greenhouse gas emissions but it has been criticized for the limited size of these savings (DFT, 2008). If, instead, bioethanol were used as a chemical feedstock (thereby replacing steam cracking of fossil hydrocarbons), it would offer much more meaningful savings of non-renewable energy use and greenhouse gas emissions (Patel, 2008). It is therefore thinkable that, at a given point in time, a substantial share of bioethanol will be used for ethylene and polyethylene production. The worldwide production of bioethanol amounted to 39 Mt in 2006. If one third of this total were used for chemicals, it would allow to produce 7.9 Mt of ethylene and practically the same amount of polyethylene. This alone is more than our “HIGH” growth scenario according to Figure 3-10. Furthermore, it should be considered that bioethanol production has been rapidly increasing. In December 2007, the U.S. government set a goal of producing 36 billion gallons of renewable fuels, which would meet 25% of the nation's gasoline demands by 2022. If the rest of the world kept their bioethanol production at 2006 levels, the global bioethanol production would grow to approximately 125 million t of ethanol by 2022. Assuming again the use of one third for polyethylene production, this would be equivalent to a polyethylene production of 25 Mt or 40% of today's global polyethylene production.
193
4. Discussion and conclusions
Bio-based plastics represent an emerging, very dynamic field with a very positive development potential for the future. In this chapter the main facts and critical issues are summarized and discussed and conclusions are drawn:
Certain bio-based polymers have been used in large quantities for many decades. Mature, large-scale applications of bio-based polymers are the use of starch as sizing agents in paper making and the use of cellulose for the manufacture of man-made cellulose fibres. Today, the combined volume of these non-food non-plastics applications of starch and man-made cellulose fibres is 55 times larger than the total volume of the new bio-based polymers (approx. 20 Mt versus approx. 0.36 Mt in 2007). The new bio-based polymers may reach this level in 20-30 years from now. The use of starch for paper production only amounts to 2.6 Mt and is hence still seven-folds larger than today’s worldwide production of bio-based plastics.
The historical use of starch and cellulose for non-food purposes demonstrates that bio-based plastics and chemicals are not a fiction and they are neither unprecedented. Instead, they have been an industrial reality at the million-tonne-scale for many decades. This fact is reassuring because it indicates that it is technically manageable to produce bio-based plastics on a scale at which they substitute bulk petrochemical plastics and in meaningful quantities.
The total current world-wide production capacity of bio-based plastics amounts to 0.36 Mt (2007). The most important products in terms of production volumes are PLA (0.15 Mt) and starch plastics (0.15 Mt). By 2013, the world-wide capacity of bio-based plastics could increase to 2.3 Mt and by 2020 to 3.5 Mt. Based on the company announcements it can be expected that the most important representatives by 2020 will be starch plastics (1.3 Mt), PLA (0.8 Mt), bio-based PE (0.6 Mt), and PHA (0.4 Mt).
While the interest bio-based plastics in the 1980s and 1990s was triggered by the problem of limited waste management capacities and was therefore closely connected to the feature of biodegradability, there has been much more attention for durable bio-based plastics in the last few years. Several durable bio-based plastics, with varying bio-based content, have been or will soon be commercialized (starch-polyolefin blends, PTT, PEIT, PE, PP, PVC, PUR, polyamides, alkyd resins, epoxy resins, thermosetting polyesters) and even more are currently being developed (partly in the same and partly in other product categories). Large chemical companies tend to choose monomers and polymers that can be integrated easily in their existing structures. To a large extent, these will be the same compounds as known from the petrochemical industry, e.g. ethylene and propylene. The growth prospects of these
194
bio-based durable plastics in the next decades are much larger than for bio-based biodegradable plastics. Nevertheless, bio-based biodegradable plastics are likely to continue growing and they will strengthen their own position in the market. On the other hand they have so far not proven to be a viable alternative for a major part of the durable petrochemical polymers, partly because this would require major changes in the waste management infrastructure which is outside the scope of the bio-based plastics manufacturers.
In terms of size, both small and medium enterprises (SMEs) and large companies are active in the area of bio-based plastics. In most cases the SMEs were the pioneers - they made the first steps in technology development, production and commercialization. These SMEs have partly grown to a remarkable size in the last ten years. Important examples of SMEs that have established themselves in the area of bio-based plastics many years ago are Novamont, Biotec and Rodenburg Biopolymers. Among the SMEs that have emerged more recently are Cereplast, Tianan, PHB Industrial and PaperFoam. On the other side of the scale are some very large chemical companies which have started up projects in the bio-based plastics area as own activity. Key examples are Braskem’s and Dow’s projects on bio-based ethylene which so far represent a relatively very small share compared to their oil and gas-based production. Another business model is the alliance of a large chemical company with a large company in the bioindustry, as is the case for the collaboration of DSM and Roquette for the production of bio-based succinic acid. A further example in the past was the joint activity of Cargill and Dow for PLA production (this was followed by an interim period of sole ownership by Cargill and since 2007, the company has been owned by Cargill and Teijin). Yet another option is that large bioindustry companies set up own activities, either on their own (e.g. Roquette’s isosorbide production for PEIT) or in collaboration with SMEs (e.g. ADM’s joint venture with Metabolix).
If ultimately successful, the reconstruction of the chemical industry using bio-based feedstocks will have a major impact and can be seen as Third Industrial Revolution. After the successful preparation of the ground by SMEs the sector has now entered the second phase of business start-ups (“Gründerzeit”) in bio-based plastics. Larger petrochemical firms still have the opportunity to rapidly gain and convert knowhow by smart acquisitions. The R&D and investment decisions made in the next phase will be decisive. If done successfully, frontrunners can gain a competitive advantage that can last for decades. This window of opportunity may not be open for long. Laggards may still prosper in the medium term and even in the long term if they can ensure direct access to cheap fossil resources, especially oil and gas. Plastics and chemicals based on coal are also a technically viable option but they have major disadvantages in environmental terms, e.g. because the related greenhouse gas emissions are clearly larger than for oil and gas-based processes. This can be partly compensated for by carbon storage and capture (CCS) which will, however, raise the production cost and is no solution for the very long term. Laggards which are not in the favourable
195
position of having access to cheap oil and gas are likely to loose out and to disappear in the second half of this century or even before. This could happen to many of the oil and chemical multinationals unless they adapt quickly to the altered circumstances.
Bioresources are used for food, as animal feed, for biofuels (bioethanol) and for materials (wood and other construction materials next to plastics and chemicals). There is not enough sustainably produced biomass available to cover all these needs of the increasingly wealthy world population. Wise decisions need to be made which consider the environmental gains and damage of the various options. Key decision criteria are first the net environmental gains per hectare of land use and second the existence of other promising means of satisfying a given need. The use of bioresources for food production comes undoubtedly first and must not be compromised by any means. In our view, bio-based plastics should be preferred over biofuels because promising mobility concepts based on renewable power (electricity) do exist and will become more and more viable and attractive in future, while the carbon embodied in bio-based plastics (and organic chemicals) cannot be replaced by anything else; here, biomass is the only long-term sustainable option. Moreover, the body of available analyses shows higher net environmental gains per hectare of land for bio-based plastics as compared to biofuels (Patel, 2008). Bio-based plastics do not always score better than power and heat generated from biomass but, again, the issue of viable alternatives speaks for bio-based plastics. This does not mean that biofuels will have no future. Given their high power density they are probably irreplaceable in air transport and for long-distance road transportation. Each sector will exert as much pressure to ensure the maximum possible amount of biomass for their ends. Ultimately, next to technological progress also changes in the industrial structure and lifestyle changes will be inevitable. This concerns also bio-based plastics, for which there are limits to growth as they exist for mobility – both with and without the use of biofuels.
The progress made in bio-based plastics in the past ten years is very impressive. A large number of companies is now involved in this area, producing a wide range of products (including also auxiliary compounds, e.g. Sukano PLA MasterBatches). Also in research and development major activities are ongoing, contributing to the increased attractiveness of chemical sciences and chemical technology for a new generation of scientists and engineers. All in all, these developments have converted bio-based plastics from a small niche, which was of interest only to a few specialists, into a broadly supported development. Being at the beginning of the S-curve, the very substantial growth of bio-based plastics does not yet translate into large quantities if compared to petrochemical plastics. Even by 2020, the European production of bio-based plastics is projected not to exceed 2 kg per capita, while petrochemical plastics may amount to 166 kg per capita (the current values are 0.27 and 103 kg per capita respectively, see Table 3-11 in Chapter 3). This is disappointing in terms of avoided environmental impacts in the short to medium term but on the other hand it brings about two major advantages: First, the land use required for bio-based plastics will be
196
limited, not exceeding 1,000 hectares of land in 2020 (this is less than 0.0003% of the arable land in Europe or 0.00006% world-wide). As a consequence no interference with food supply needs to be feared for the short to medium term. Second, first-in-kind production of bio-based plastics in large industrial plants should be seen as a large-scale experimental phase in which the strengths and weaknesses of the various bio-based plastics and their production routes become apparent. The experience gained must then be taken into account when the production reaches the steep phase of the S-curve. It will hence take more than two decades from now until meaningful benefits such as CO2 emission reduction will be achieved at the macro level. On the other hand, the advantages of the slow substitution of petrochemical plastics are that technological lock-in can be more easily avoided and that an optimized portfolio of processes can be implemented ensuring maximum environmental benefits at lowest possible costs and minimum social backlash.
To conclude, several factors clearly speak for bio-based plastics. These are the limited and therefore uncertain supply with fossil fuels (especially oil and gas), the related economic aspects, environmental considerations (especially savings of non-renewable energy and greenhouse gas abatement), innovation offering new opportunities (technical, employment etc.) and rejuvenation in all steps from chemical research to the final product and waste management. Challenges that need to be successfully addressed in the next years and decades are the lower material performance of some bio-based polymers, their relatively high cost for production and processing and the need to minimize agricultural land use and forests, thereby also avoiding competition with food production and adverse effects on biodiversity and other environmental impacts.
197
Literature AAF (2009) The Markets of starch industry in Europe. Association des Amidonniers et
Féculiers, Website of Association des Amidonniers et Féculiers, http://www.aac-eu.org/html/markets.html accessed on 7 Jan 2009
Abe, H., Doi, Y. (1999) Structural effects on enzymatic degradabilities for poly[(R)-3-hydroxybutyric acid] and its copolymers. International Journal of Biological Macromolecules 25 185-192
Abu-Rous, M., Schuster, K.C. (2006) Technical fibre formation: processes, fibre structure, fibre properties EPNOE summer school 2006, Lenzing, Austria
Adam, N., Avar, G., Meyer-Ahrens, S. (2005) 7. Foams, in Chapter "Polyurethanes". In: Ullmann's Encyclopaedia of Industrial Chemistry. 7th edition, online version 2007. Wiley-VCH Verlag GmbH & Co. KGaA. DOI: 10.1002/14356007.a21_665.pub2
ADEME (2007) MARCHE ACTUEL DES BIOPRODUITS INDUSTRIELS ET DES BIOCARBURANTS & VOLUTIONS PREVISIBLES A ECHEANCE 2015 / 2030, L'Agence de l'Environnement et de la Maîtrise de l'Energie (ADEME). Etude réalisée pour le compte de l’ADEME par le cabinet, Avril 2007
Ajinomoto (2007) Ajinomoto Group Environmental Report 2007, http://www.ajinomoto.com/environment/report/pdf/2007/037-040e.pdf Downloaded on 5 Jan 2008
Åkesson, D., Skrifvars, M., Seppälä, J.V., Walkenström, P. (2006) Preparation of natural fibre composites from bio-based thermoset resins. Proceedings of the 27th Risø International Symposium on Materials Science: Polymer Composite Materials for Wind Power Turbines. Risø National Laboratory, Roskilde, Denmark. More information: http://risoe-staged.risoe.dk/Risoe_dk/Home/Conferences/symp27/~/media/Risoe_dk/Conferences/AFMsymp27/Documents/40_2006_Aakesson.ashx (accessed on 23 December 2008)
Akiyama, M., Tsuge, T., Doi, Y. (2003) Environmental life cycle comparison of polyhydroxyalkanoates produced from renewable carbon resources by bacterial fermentation. Polymer Degradation and Stability 80 183-194
Albrecht, W. (2004) Regenerated Cellulose in Chapter "Cellulose". In: Ullmann's Encyclopaedia of Industrial Chemistry 2007, 7th Edition. Wiley-VCH Verlag GmbH & Co. KGaA. DOI: 10.1002/14356007.a05_375.pub2
Alcan (2008) Alcan Packaging - Environment & Sustainability, Alcan website. , http://www.globalpharma.alcanpackaging.com/environment-sustainability_en.html Accessed on 10 July 2008
Allsopp, M.W., Vianello, G. (2000) Poly(Vinyl Chloride). Ullmann’s encyclopedia of industrial chemistry, 7th Ed. Wiley-VCH.
198
Anonymous (not dated) Nodax - combines the performance of plastics with environmental sustainability, Downloaded from http://reprap.org/pub/Main/PHA/Nodax30.ppt on 15 Aug 2008
Arkema (2008a) Rilsan® PA 11: Created from a Renewable Source http://www.arkema.com/sites/group/en/products/detailed_sheets/technical_polymers/rilsan_11/literature.page Accessed on 23 July 2008
Arkema (2008b) Vikoflex® Epoxidized Vegetable Oil. Arkema Inc., Philadephia, PA, U.S.A: Production information Vikoflex®, http://www.arkema-inc.com/index.cfm?pag=16
ASC (2007) National Historic Chemnical Landmarks - New Products. American Chemical Society, Washington DC, U.S.A., http://acswebcontent.acs.org/landmarks/newproducts_t.html#bakelite
Ashland (2008) Ashland introduces new ENVIREZ resins for general laminating and infusion processes. Ashland Inc. Press room: 22 April 2008, http://www.ashland.com/press_room/news_detail.asp?s=1604
Bachinger, J. (2006) Cellulose Fibre - with special focus on market development of Viscose staple. The Fibres & Raw Materials Conference. September 2006, Hong Kong
Baitz, M., Kreißig, J., Byrne, E., Makishi, C., Kupfer, T., Frees, N., Bey, N., Söes Hansen, M., Hansen, A., Bosch, T., Borghi, V., Watson, J., Miranda, M. (2004) Life Cycle Assessment of PVC and of principal competing materials, PE Europe GmbH (Germany), Institut für Kunststoffkunde und Kunststoffprüfung (IKP) (Germany, Instituttet for Produktudvikling (IPU), DTU (Denmark), RANDA GROUP (Spain). Commissioned by the European Commission.
Bakker, J. (2008) Innovation Awards 2008 - In with a chance. ICIS Chemical Business, 4 August 2008, Issue 17, http://www.dowcorning.com/content/publishedlit/2008_ICIS_shortlist.pdf
Banse, M., Nowicki, P., van Meijl, H. (2008) Why are current world food prices so high. LEI Wageningen UR, Wageningen, July 2008, http://biopact.com/2008/06/wageningen-ur-biofuels-not-to-blame-for.html, accessed on 26 January 2009.
BASF (2007) BASF News Release 16 October 2007: Polyamide from renewable raw material. www.corporate.basf.com/en/press Accessed on 23 July 2008
199
BASF (2008a) BASF announces major bioplastics production expansion. BASF News Release, 17 April 2008, http://www.corporate.basf.com/en/presse/mitteilungen/pm.htm?pmid=3068&words=EcoVio&id=3rQczCSNKbcp-ca Assessed on 16 June 2008
BASF (2008b) Ecoflex brochure, http://www.plasticsportal.net/wa/plasticsEU~en_GB/function/conversions:/publish/common/content/campaigns/Ecoflex_presentation/english/index.htm Accessed on 9 July 2008
BASF (2008c) Product Brochure of Ecovio(r). Ecovio(r) - lasts as long as you need it: Extremely tear-resistant and biodegradable. http://www.plasticsportal.net/wa/plasticsEU~en_GB/portal/show/content/products/biodegradable_plastics/ecovio Accessed on 13 June 2008
BASF (2008d) Product Information Jun 2008 - Ecoflex F BX 7011, http://iwww.plasticsportal.com/products/dspdf.php?type=iso¶m=Ecoflex+F+BX+7011 Accessed on 7 July 2008
Baumgartner, F. (2004) Kunststofferzeuger bleiben auf Wachstumspfad. Kunststoffe 10/2004 48-82
Bax, B., Mussig, J. (2008) Impact and tensile properties of PLA/Cordenka and PLA/flax composites. Composites Science and Technology 68: 7-8 1601-1607 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-42249085579&partnerID=40&rel=R8.0.0
Bell, J. (2006) Arkema Inc. Announces Production Increases in Epoxidized Oils. Arkema Inc. Press release: 24 October 2006, http://www.arkema-inc.com/index.cfm?pag=343&PRR_ID=686
BenBrahim, A. (2002) Degrade and Deliver. Royal Society of Chemistry, Chembytes e-zine, London, UK, http://www.chemsoc.org/chembytes/ezine/2002/benbrahim_apr02.htm Accessed on 11 September 2003
Bertram, F. (2004) Polyurethanes. Kunststoffe 10/2004 138-144 Biobased Technologies (2008) Website of Biobased Technologies LLC.
http://biobasedpolyol.com/ Accessed on 30 July 2008 BioHub (2007) ROQUETTE: New Industrial Production Of Isosorbide - An Isosorbide
development favorable to BioHub® program., http://www.biohub.fr/delia-CMS/indexEN/
BioMatNet (2003) QLK5-1999-01298 BIOFOAM: Bio-source based recyclable poly (ester-co-amide)s and poly (ester-co-urethane)s for industrial foam applications. http://www.nf-2000.org/secure/FP5/S1183.htm. Accessed 19 Jul 2003.
Biomer (2003) Personal communication with Urs Haenggi of Biomer, Krailling, Germany on 30 June 2003.
Biomer (2008) Website of Biomer, Krailling, Germany, http://www.biomer.de/IndexE.html Accessed on 17 July 2008
BIOP (2008) Personal communication with Mr. Fritz de Jong, Chief Executive Officer BIOP Polymer Technologies AG, on BIOPAR and BIOPAREN products. on 10 December 2007, 05 March 2008 and 28 February 2009.
200
BIOP (2009) Personal communication with Mr. Fritz de Jong, Chief Executive Officer BIOP Polymer Technologies AG, on BIOPAR and BIOPAREN products. on 10 December 2007, 05 March 2008 and 28 February 2009.
Biopack (2007) Eastern promise: China is a growing market for dozens of packaging products, but are bioplastics among them? 17 April 2007. Biopack News 2: 5
Bioplastics Magazine (2007a) China's Livan to build plants in Hungary for 20 million EUR. Bioplastics Magazine 2, 03/2007
Biotec (2003) Biologische Naturverpackungen GmbH & Co. KG, Emmerich, Germany. http://www.biotec.de/engl/index_engl.htm Accessed on 20 August 2003
Biotec (2006) Technical information: Test product BIOPLAST TPS (R), obtained from Biotec website: www.biotec.de.
Biotec (2007) Website of BIOTEC GmbH & Co. KG, http://www.biotec.de/ 27 November 2007
Biotec (2008) Personal communication with Mr. Harald Schmidt, CEO Biotec GmbH, through the questionnaire on 10 March 2008
Bodin, A., Bäckdahl, H., Fink, H., Gustafsson, L., Risberg, B., Gatenholm, P. (2007) Influence of cultivation conditions on mechanical and morphological properties of bacterial cellulose tubes. Biotechnology and Bioengineering 97: 2 425-434 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-34249791793&partnerID=40&rel=R8.0.0
Bohlmann, G., Yoshida, Y. (2000) CEH Marketing Research Report Biodegradable Polymers. Chemical Economics Handbook, SRI International
Boustead, I. (2005) Eco-profiles of the European Plastics Industry - Polyethylene Terephthalate (PET) (Amorphous grade), PlasticsEurope, Brussels, Belgium
Bozell, J.J., Holladay, J.E., Johnson, D., White, J.F. (2007) Top Value Added Chemicals from Biomass - Volume II: Results of Screening for Potential Candidates from Biorefinery Lignin. . Report No. PNNL-16983., Prepared by the Pacific Northwest National Laboratory (PNNL) and the National Renewable Energy Laboratory (NREL), October 2007, http://www.pnl.gov/main/publications/external/technical_reports/PNNL-16983.pdf
Brady, B. (2008) From farmer to foamer. Bioplastics Magazine 3: 01/2008 10-11 Brandrup, J., Immergut, E.H., Grulke, E.A. (1999) Polymer Handbook. p 163., 4th
Edition. John Wiley and Sons, New York. Braskem (2007) Braskem has the first certified green polyethylene in the world. Braskem
Press release: 21 June 2007, http://www.braskem.com.br/site/portal_braskem/en/sala_de_imprensa/sala_de_imprensa_detalhes_6062.aspx
Braskem (2008a) Braskem and Estrela sign partnership around green plastic. Braskem, Press release: 4 June 2008, http://www.braskem.com.br/site/portal_braskem/en/sala_de_imprensa/sala_de_imprensa_detalhes_7531.aspx
201
Braunegg, G., Bona, R., Koller, M., Wallner, E. (2002) Sustainable Polymeric Materials from Renewable Resources and Agro-Industrial Waste. Expert Group Meeting on Environmentally Degradable Plastics and Sustainable Development. Institute of Biotechnology, Graz University of Technology, Austria. 5-6 September 2002, Trieste, Italy
Britton, E.C., Heindel, R.L. (1939) Preparation of glycerol dichlorohydrin. US Patent 2144612.
Brown, H., Casey, P., Donahue, M. (2000) Poly(Trimethylene Terephthalate) Polymer for Fibers (1 July 2000). Shell Chemical Company Westhollow Technology Centre, Houston, Texas, http://www.technica.net/NF/NF1/eptt.htm. Accessed 24 Sep 2003.
Brügging, W., Rüter, J., Kaminsky, W. (2000) Thermoplastic polyesters. Ullmann’s encyclopedia of industrial chemistry, 7th Ed. Wiley-VCH.
Buchner, N., Weisser, H., Vogelpohl, H., Baner, A.L., Brandsch, R., Piringer, O. (2003) Foods, Chapter 4 Food Packaging, Ullmann's Encyclopaedia of Industrial Chemistry, 7th edition, online version 2007. Wiley-VCH Verlag GmbH & Co. KGaA.
Byrom, D. (1987) Polymer synthesis by microorganisms: technology and economics. Trends in Biotechnology 5: 9 246-250 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-0023416746&partnerID=40&rel=R8.0.0
Cacycle (2006) Chemical structure of epoxy prepolymer ChemDraw. Wikipedia, published under GNU free documentation License (GFDL) and Creative Common License
Callihan, C., Clemme, J. (1979) In: Rose, A. (ed) Microbial Biomass. Academic Press, New York, p 271.
Carde, T. (2001) New Continuous Isosorbide Production from Sorbitol: Office of Industrial Technologies (OIT) Agriculture Project Fact Sheet. National Renewable Energy Laboratory, Golden, CO (US), http://www.scienceaccelerator.gov/dsa/resultNavFrameset.html?ssid=140c5ae7%3A11c9dbb34b1%3A5ea0&requestType=USER&displayMode=RANK&startPosition=0&resultItem=14&resultCount=35&resultId=139268569&ranked=true&index=14&mode=RESULT
Cargill (2006) Cargill introduces BiOH Brand Polyols. Cargill news release on 11 December 2006.
Cargill (2007a) Ashland and Cargill to combine talents for bio-based chemical joint venture Cargill News Release, 8 May 2007, Accessed on from: http://www.cargill.com/news/news_releases/2007/070508_ashlandjv.htm Accessed on 27 June 2008
Cargill (2007b) Cargill's BiOH Business Expands to Third Continent with Latin American Manufacturing Site. Cargill news release on 18 September 2007.
Cargill (2007d) SPE's Plastics Environmental Division Announces 2007 Environmental Award Winners. Cargill news release on 5 March 2007.
202
Cargill (2008a) BiOH website, http://www.bioh.com/ Accessed on 30 July 2008 Cargill (2008b) Cargill's builds first full-scale BiOH polyols manufacturing plant. Cargill
news release on 8 July 2008. Carlson, K., Chang, S. (1985) Chemical epoxidation of a natural unsaturated epoxy seed
oil fromVernonia galamensis and a look at epoxy oil markets. Journal of the American Oil Chemists' Society 62: 5 934-939 http://dx.doi.org/10.1007/BF02541763
CAS (2008) 18 March 2008 - Chinese Academy of Sciences (CAS) news. Changchun Institute of Applied Chemistry: Large-scale PLA resin in China (in Chinese). http://www.cas.ac.cn/html/Dir/2008/03/18/15/60/48.htm Accessed on 1 September 2008
CCP (2007) China Chemical Reporter, December 26, 2007 - Present Development status and projection of biodegradable plastics. http://www.entrepreneur.com/tradejournals/article/print/173189520.html Access on 1 September 2008
Celanese (2008) Celanese Acetate Products, Celanese Corporation, http://www.celanese.com Accessed on 11 June 2008
Cereplast (2008a) Personal communication by emails with Frederic Scheer, President and CEO Cereplast Inc. Jan - Mar 2008.
Cereplast (2008b) Website of Cereplast, Product introduction of Cereplast Biopropylene TM: http://www.cereplast.com/cmspage.php?pgid=73.
Cereplast (2008c) Website of Cereplast, Product introduction of Cereplast Compostable TM: http://www.cereplast.com/cmspage.php?pgid=69.
Chahal, S.P., Starr, J.N. (2006) Lactic Acid. In Ullmann's Encyclopaedia of Industrial Chemicals. 7th edition, online version 2007. Wiley-VCH Verlag GmbH & Co. KGaA
Chaminand, J., Djakovithc, L., Gallezot, P., Marion, P., Pinel, C., Rosier, C. (2004) Glycerol hydrogenolysis on heterogeneous catalysts. Green Chemistry 6 359-361
Chang Chun (2008) Chang Chun PBT Catalogue, Changchun Group Website: http://www.ccp.com.tw/english/index.htm Accessed on 8 July 2008
Chemical Week (2008) cw price report. Chemical Week (serial online). 04 August, 2008:27, 27. Available from: Academic Search Elite, Ipswich, MA. Accessed September 16, 2008.
Chemical Week (2009) Dow Delays Brazil Sugarcane-Based PE Project. Feb 12, 2009. Chemical Week
Chemie.DE (2006) Rilsan® PA11 Bio-plastic for Gas Pipe Receives Award from French Ministry of Industry. Chemie.DE news Centre 25 July 2006. http://www.chemie.de/news/e/pdf/news_chemie.de_56582.pdf
Chen, G.-Q. (2008) Recent Biodegradable Plastics Development in China, Dept of Biological Sciences and Biotechnology, Tsinghua University, Beijing. www.ics.trieste.it/Portal/ActivityDocument.aspx?id=5397 Accessed on 18 August 2008
Chuah, H.H. (1996) CORTERRA Poly(trimethylene terephthalate) - New Polymeric Fiber for Carpets. The Textile Institute Tifcon '96. Shell Chemical Company, Houston, Texas, USA. 6 November 1996, Blackpool/UK. More information:
Ciechańska, D. (2008) Personal communication with Dr. Danuta Ciechańska, Institute of Biopolymers and Chemical Fibres (Łódź, Polandon). on 2 August 2008.
Ciechańska, D., Nousiainen, P. (2005) Cellulosic fibres and fabric processing. In: Blackburn, R.S. (ed) Biodegradable and Sustainablefibres. Woodhead Publishing in Textiles, p 111-156.
Ciechańska, D., Struszczyk, H., Kazimierczak, J., Guzińska, K., M.Pawlak, E.Kozłowska, Matusiak, G., Dutkiewicz, M. (2002) New Electro-Acoustic Transducers Based on Modified Bacterial Cellulose. Fibres & Textiles in Eastern Europe 10: 1(36) 27-30
Ciechańska, D., Wawro, D., Stęplewski, W., Kazimierczak, J., Struszczyk, H. (2005) Formation of fibre from bio-modified cellulose pulp. Fibres & Textiles in Eastern Europe 13: 6(54) 19-23
CIRFS (2008a) Acetate. International Rayon and Synthetic Fibres Committee, http://www.cirfs.org/frames_03_04.htm Accessed on 09 June 2008
CIRFS (2008b) Lyocell. International Rayon and Synthetic Fibres Committee, http://www.cirfs.org/frames_03_06.htm Accessed on 09 June 2008
CIRFS (2008c) Modal. International Rayon and Synthetic Fibres Committee, http://www.cirfs.org/frames_03_03.htm Accessed on 09 June 2008
CIRFS (2008d) Viscose. International Rayon and Synthetic Fibres Committee, http://www.cirfs.org/frames_03_02.htm Accessed on 09 June 2008
CIRFS (2008e) Western Europe Fibre Production. Website of CIRFS (Comité International de la Rayonne et des Fibres Synthétiques, or in English The International Rayon and Synthetic Fibres Committee). http://www.cirfs.org/frames_04.htm Accessed on 24 July 2008
Clark, A. (2001) Low-cost synthesis and evaluation of polymers prepared from oilseed rape and Euphorbia Lagas-cae oils. Report No. OS47, University of Warwick, HGCA Project Report, March 2001, Warwick, UK
Consultic (2004) Plastics Production, Consumption and Recycling Data for Germany 2003, Consultic Marketing and Industrieberatung produced for PlasticsEurope Deutschland Grossostheim, Germany
Cooper, J.S., Vigon, B. (2001) Life Cycle Engineering Guidelines. Report No. EPA/600/R-01/101, Balette Columbus Laboartories (Columbus, Ohio), November 2001, Cincinatti, Ohio
Cottontail, P. (2007) Image: Polyurethanepolymer.png. Published on 26 May 2007. Wikipedia, published under GNU Free Documentation License, Public Domain
Coyne, K. (2008) PHA approved for food contact plastics Plastics Industry News 30 July 2008 (www.PRW.com)
CPIV (2008) EU Glass Production. CPIV (Standing Comittee of the European Glass Industries), http://www.cpivglass.be/
Crank, M., Patel, M.K., Marscheider-Weidemann, F., Schleich, J., Hüsing, B., Angerer, G. (2005) Techno-economic feasibility of large-scale production of bio-based
204
polymers in Europe. Report No. EUR No: 22103 EN, Catalogue (OPOCE): LF-NA-22103-EN-C, http://www.jrc.es/home/pages/detail.cfm?prs=1343
CTS (2003) CTS Machinery, Keysborough, Australia, http://www.ctsmachinery.com.au/glossary/default.asp?letter=&page=9 Accessed on 23 September 2003
Datta, R., Tsai, S.-P., Bonsignore, P., Moon, S.-H., Frank, J.R. (1995) Technological and economic potential of poly(lactic acid) and lactic acid derivatives. FEMS Microbiol Rev 16: 2-3 221-231
Day, R.H., Shaw, D.G., Ignell, S.E. (1988) Quantitative distribution and characteristics of neustonic plastic in the North Pacific Ocean, Final Report to US Department of Commerce, National Marine Fisheries Service, Auke Bay Laboratory. Auke Bay, Alaska. U.S.
de Visser, R. (2003) R. de Visser of PRI, Wageningen UR: ‘Taxonomy of Risks and Risk Assessment’. Presentation. on Sep 9, 2003. Utrecht, NL
Dechema (2003) Trendreport No.12: Biotechnology. ACHEMA 2003. 27th International Exhibition-Congress on Chemical Engineering, Environmental Protection and Biotechnology. Website Dechema e.V. 19 - 24 May 2003., Frankfurt-am-Main, Germany. More information: http://aurum2.dechema.de/achema2003/new/presse/tb12e.htm. Accessed 25 Sep 2003.
Degli Innocenti, F. (2008) Personal communication with Dr. Francesco Degli Innocenti, Ecology of Products and Environmental Communication Manager, NOVAMONT S.p.A. on 1 April 2008, 6 August 2008.
Degli Innocenti, F., Bastioli, B. (2002) Starch-based biodegradable polymeric materials and plastics-history of a decade of activity. Presentation at UNIDO. 5-6 Sep 2002, Trieste. More information: http://www.ics.trieste.it/Portal/ActivityDocument.aspx?id=318
Deimling, S., Goymann, M., Baitz, M., Rehl, T. (2007) Auswertung von Studien zur ökologischen Betrachtung von nachwachsenden Rohstoffen bei einer stofflichen Nutzung, Funded by Fachagentur nachwachsende Rohstoffe e.V., Project No. (FKZ 114-50.10.0236/06-E). Prepared by PE International, Leinfelden – Echterdingen, Germany
Deligio, T. (2007) The greening of an industry: Soybeans make for green PUR. Modern Plastics 1 Nov. 2007
DFT (2008) Carbon and sustainability reporting within the renewable transport fuel obligation, Requirements and Guidance: Government recommendation to the Office of the Renewable Fuels Agency, Department for Transport, Great Minster House. www.dft.gov.uk, January 2008, London. http://www.dft.gov.uk/pgr/roads/environment/rtfo/govrecrfa.pdf Accessed on 11 September 2008
Didde, R. (2008) Oceaan vol plastic troep. de Volksgrant, 26. Juli 2008 Diehlmann, A., Kreisel, G. (2000a) Ökologische Bilanzierung ausgewählter
Lackrohstoffe: Vergleich von Bindemitteln auf nativer und petrochemischer Basis,
205
TUC (Institute for Technical Chemistry and Environmental Chemistry), Jena University, Germany, pp.95
Diehlmann, A., Kreisel, G. (2000b) Ökologische Bilanz von UV-härtenden Lacken auf Leinölbasis. ITUC (Institute for Technical Chemistry and Environmental Chemistry), Jena University, Germany. Farbe&Lack 106, 12/2000, 101-105
Dierig, D., Thompson, A.E. (1993) Vernonia and lesquerella potential for commercialization. New Crops, Proceedings of the Second National Symposium on New Crops 362-367 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-0011383994&partnerID=40&rel=R8.2.0
Doi, Y. (1990) Microbial polyesters. VCH Publishers, New York. Doi, Y., Kitamura, S., Abe, H. (1995) Microbial synthesis and characterisation of poly(3-
hydroxybutyrate-co-3-hydroxyhexanoate). Macromolecules 25: 1-3 169-176 Dorgan, G. (2003) Polylactides: Plastics from Corn EPA Science Forum on Emerging
Dow (2007a) Breakthrough Technology from Dow Polyurethanes Promotes Sustainable Chemistry and Excellent Product Performance. Dow News Release 25 September 2007. http://news.dow.com/dow_news/prodbus/2007/20070925a.htm
Dow (2007b) Dow and Crystalsev announce plans to make polyethylene from sugar cane in Brazil - Renewable resource used in production process will significantly reduce carbon footprint. The Dow Chemical Company: Press release: 19 July 2007, http://news.dow.com/dow_news/prodbus/2007/20070719a.htm
Dow (2007c) Dow News Centre: Dow Epoxy advances grycerine-to-epichlorohydrin and Liquid Epoxy Resins projects by Choosing Shanghai Site. Shanghai, China - March 26 2007.
Drachman, P. (2007) Developments in Biodegradable Plastics for Packaging - Industry Insight. Intertech Pira 2007.
Dreisol (2008) Suncoat - UV lacquer based on regrowing raw materials. Dreisol GmbH & Co. KG - Systeme für den Oberflächenschutz, Oldendorf, Germany http://www.dreisol.de/englisch/content_frame.php
DSM (2008) DSM invests in development of bio-based materials in China. DSM Press Release on 5 March 2008. http://www.dsm.com/en_US/html/media/press_releases/10_08_dsm_invests_development_bio_based_materials_china.htm
DSM & Roquette (2008) Press Release - DSM and ROQUETTE jointly develop bio-based intermediate for 'freen' performance materials. 18 January 2008
DuPont (2007) DuPont Renewable Sourced Materials website, Science/Process - Fermentation: A New Take on Old Technology, http://www2.dupont.com/Renewably_Sourced_Materials/en_US/proc-buildingblocks.html Accessed on 25 June 2008
DuPont (2008a) Biomax® PTT 1100 Delivers Sustainable Benefits to the Packaging Industry. DuPont News,
206
http://www2.dupont.com/Biomax/en_US/news_events/article20080424.html Accessed on 23 June 2008
DuPont (2008b) DuPont Website: Hytrel® RS Thermoplastic Elastomers, http://www2.dupont.com/Renewably_Sourced_Materials/en_US/hytrel.html Accessed on 23 June 2008
DuPont (2008c) DuPont website: Renewable Resources & Sorona®, http://www2.dupont.com/Sorona/en_US/home/bio_pdo_home.html Accessed on 23 June 2008
DuPont (2008d) DuPont website: Sorona® Polymers, http://www2.dupont.com/Renewably_Sourced_Materials/en_US/sorona.html# Accessed on 19 June 2008
DuPont (2008e) DuPont website: Susterra™ Propanediol (DuPont Tate & Lyle BioProducts, LLC), http://www2.dupont.com/Renewably_Sourced_Materials/en_US/susterra.html Accessed on 23 June 2008
DuPont (2008f) DuPont website: Zemea™ Propanediol (DuPont Tate & Lyle BioProducts, LLC) http://www2.dupont.com/Renewably_Sourced_Materials/en_US/zemea.html# Accessed on 23 June 2008
DuPont (2008g) DuPont™ Sorona® EP Thermoplastic Polymer, http://www2.dupont.com/Plastics/en_US/assets/downloads/product/sorona/Sorona_EP_Brochure10_07.pdf Accessed on 19 June 2008
DuPont (2008h) Personal communication with Dr. Joseph V. Kurian, Technology & Business Development Manager of DuPont Performance Materials on 12 October 2008 by e-mail.
EAA (2008) Primary and recycled aluminium 1980-2006. EAA (The European Aluminium Association), Brussels, Belgium, http://www.eaa.net/en/statistics/primary-aluminium/
Eastman (2008) Tenite Cellulosics, http://www.eastman.com/Brands/Tenite/ Accessed on 10 June 2008
EC (2007) Communication from the Commission to the Council, the European Parliament, the European Economic and Social Committee and the
Committee of the Regions - A lead market initiative for Europe Commission of the European Communities, COM(2007) 860 final, 21.12.2007, Brussels,
Belgium ECVM (2001) PVC in building and construction, The European Council of Vinyl
Manufacturers (ECVM), Brussels, Belgium Edward C. Gregor & Associates LLC (2008) NatureWorks, LLC,
http://www.egregor.com/clients/cargilldow.html Accessed on 10 July 2008 EFS (2006) The History of Textiles: Textile fibre usage and production, Education For
Sustainability (EFS), 4 December Textile online, http://www.e4s.org.uk/textilesonline/content/6library/fr_library.htm
eFunda (2003) Engineering Fundamentals. Polymer material properties. Cellulosics, http://www.efunda.com/materials/polymers/properties/polymer_datasheet.cfm?MajorID=cellulose&MinorID=1 Accessed on 23 September 2003
Eipper, A. (2007) Polybutylene Terephthalate (PBT). Kunststoffe 10/2007
207
Eldridge, D. (2007a) NEC develops bioplastic composite for electronic applications European Plastics News and Plastics & Rubber Weekly magazines, http://www.prw.com/homePBP_NADetail_UP.aspx?ID_Site=818&ID_Article=16666&mode=1&curpage=0&keyword=NEC&x=0&y=0 Accessed on 10 April 2007
Eldridge, D. (2007b) Total to build PLA pilot plant European Plastics News and Plastics & Rubber Weekly magazines, http://www.prw.com/homePBP_NADetail_UP.aspx?ID_Site=818&ID_Article=23721&mode=1&curpage=0 Accessed on 25 September 2007
ETAP (2006) Environmental Technologies Action Plan (European Commission): Biodegradable alternatives to plastics for farming use: Biolice and BioCoAgri, July 2006, http://ec.europa.eu/environment/etap
Facco, S. (2007) Biodegradable Plastics in Packaging Application. Intertech Pira. July 2007, Munich
FAO (2008) ForesSTAT. FAO (Food and Agriculture Organisation of The United Nations), http://faostat.fao.org/
Fibre2Fashion (2008) Market Watch Report, 01 Jan 2008. http://www.fibre2fashion.com/textile-market-watch/ Accessed on 12 June 2008
Fiebach, K., Grimm, D. (2000) Resins, Natural. Ullmann’s encyclopedia of industrial chemistry, 7th Ed. Wiley-VCH.
Fischer, M. (2004) Polyamide (PA). Kunststoffe 10/2004: 94 90-95 Flaris, V., Bagrodia, S. (2007) Advanced Material from novel bio-based hybrid resins.
Autoplast 2007. 12-13 December 2007, Mumbai, India., Downloadable from http://www.cereplast.com/pdfs/SPE_India_Conference_2007R%20_4_.pdf
FO Litcht (2008) The impactc of biofuels on global grain and oilseed markets. FO Licht's World Ethanol & Biofuels Report, April 08, 2008
Foodstarch (2008) Dictionary of food starch terms /crosslinked starch, Website of the National Starch and Chemical Company: http://eu.foodinnovation.com/dictionary/c.asp, accessed on 4 June 2008
Fowler, P.A., Tverezovskiy, V.V., Elias, R.M., Chappell, C.G., Fitchett, C.S., Laughton, N.G., Seefeld, J.F. (2008) Vegetable Oil: starting material for a new bio-resin system. COST Action E49 Conference "Management and Control of VOC Emissions from Wood-based Panels".
Franklin (2002) A Brief Overview of the Nylon 6 Market in North America., Franklin International, LLC, May 2002, Broomall, PA., http://www.polymerplace.com/articles/update%20nylon6.pdf
Friederichs, W. (2005) Introduction, Basic Reaction, Starting Materials, Structure and Morphology, and Production of Polyurethane in Chapter "Polyurethanes". In: Ullmann's Encyclopaedia of Industrial Chemistry. 7th edition, online version 2007. Wiley-VCH Verlag GmbH & Co. KGaA. DOI: 10.1002/14356007.a21_665.pub2
Frost, J.W. (2005) Synthesis of Caprolactam from Lysine. PATENT COOPERATION TREATY APPLICATION WO2005123669
Fujitsu (2007) Fujitsu news release on 4 January 2007: Fujitsu Develops New Bio-Based Polymer from Castor Oil. Fujitsu website. .
208
http://www.specialchem4coatings.com/news-trends/displaynews.aspx?id=6510 Accessed on 21 July 2008
GCC (2008) Teijin Ups Bioplastics Output Capacity With Purchase from Toyota. Green Car Congress (GCC) published online on 23 August 2008. Originally from Nikkei News.
Geuskens, M. (2008) Personal (telephone) communication with Mr. Michel Gueskens from Rodenburg B.V. on 11 July 2008. Utrecht, NL
Gibson, G.P. (1931) The preparation, properties, and uses of glycerol derivatives. Part III. The chlorohydrins. Journal of the Society of Chemical Industry 50: 48 970-975 http://dx.doi.org/10.1002/jctb.5000504803
Gilman, H. (1941) Organic Syntheses, p.294. Collective Vol. 1. John Wiley & Sons, Inc., New York.
Ginss, C. (2004) PBT-Compounds. Kunststoffe 10/2004 114-116 Glenz, W. (2004) Polyethylenterephthalat (PET) Kunststoffe 10/2004, p 76-78 Gorce-Joire, N. (2006) Biolice Press release on 9 June 2006. Limagrain Céréales
Ingrédients, Paris - Vendredi Greenbiz (2004) NEC Develops Flame-Resistant Bioplastic. Jan 27, 2004.
www.greenbiz.com. Gregorio, M. (2008) Personal communication with Mr. Mauro Gregorio of Dow
Chemical on 17 July 2008 Gross, R., Kalra, B. (2002) Biodegradable polymers for the environment. Science 297:
Steinbüchel, A. (eds) Biopolymers- polyesters III applications and commercial products. Vol 4. Weinheim: Wiley-VCH p235-249. ISBN 3-527-30225-5
Grundmann, A. (2008) Personal communication with Andreas Grundman of Uhde Inventa-Fischer GmbH, Berlin, Germany. 8 August 2008.
Guan, J., Fang, Q., Hanna, M.A. (2004) Functional Properties of Extruded Starch Acetate Blends. Journal of Polymers and the Environment 12: 2 57-63 http://dx.doi.org/10.1023/B:JOOE.0000010051.46648.0e
Guan, J., Hanna, M.A. (2004) Functional properties of extruded foam composites of starch acetate and corn cob fiber. Industrial Crops and Products 19: 3 255-269 http://www.sciencedirect.com/science/article/B6T77-4B6CTMM-1/2/b052cd9ab6ec46db1f709e08eb4fd332
Guan, J., Hanna, M.A. (2006) Physical, mechanical, and macromolecular properties of starch acetate during extrusion foaming transformation. Industrial and Engineering Chemistry Research 45: 11 3991-4000 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-33745737770&partnerID=40&rel=R7.0.0
Gustafsson, L.M., Börjesson, P. (2007) Life cycle assessment in green chemistry: A comparison of various industrial wood surface coatings. International Journal of Life Cycle Assessment 12: 3 151-159 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-34249780129&partnerID=40&rel=R8.2.0
209
Hanjiang (2007) Introduction of Yangzhou Hanjiang Jiamei Macromolecular Mateiral Plant (in Chinese). Exhibition Section in Green Olympics Conference in Beijing, 27-28 October 2007.
Hanna, M.A. (2008) Personal communication with Prof. Dr. Milford A. Hanna, Director of INdustrial Agricultural Products and Kenneth E. Morrison Professor, University of Nebraska Lincoln, NE, USA, on 10 March 2008. on
Harms, H. (2006) Carbohydrates in the context of the "wood biorefinery". EPNOE workshop for industry. 23-24 March 2006, Sophia-Antipolis
Harris, A.M., Lee, E.C. (2008) Improving mechanical performance of injection molded PLA by controlling crystallinity. Journal of Applied Polymer Science 107: 4 2246-2255 http://dx.doi.org/10.1002/app.27261
Heine, L. (2000) Plastics and the Environment: Environmental Issues and Current Controversies. Zero Waste Alliance, International Sustainable Development Foundation. www.zerowaste.org
Heinze, T., Schwikal, K., Barthel, S. (2005) Ionic liquids as reaction medium in cellulose functionalization. Macromolecular Bioscience 5: 6 520-525 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-21644471985&partnerID=40&rel=R8.0.0
Hermann, B.G., Blok, K., Patel, M.K. (2007) Producing bio-based bulk chemicals using industrial biotechnology saves energy and combats climate change. Environmental Science and Technology 41: 22 7915-7921 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-36248991352&partnerID=40&rel=R8.0.0
Hexing Chemical (2007) Personal communication and Introduction of Anqing Hexing Chemical Co., Ltd. (in Chinese). Exhibition Section in Green Olympics Conference in Beijing, 27-28 October 2007.
Höfer, R., Daute, P., Grützmacher, R., Westfechtel, A. (1997) Oleochemical polyols — A new raw material source for polyurethane coatings and floorings. Journal of Coatings Technology 69: 6 65-72 http://dx.doi.org/10.1007/BF02696155
Holmes, P.A. (1998) Biologically produced (R)-3-hydroxyalkanoate polymers and copolymers. In: Bassett, D.C. (ed) Developments in crystalline polymers. Vol 2. Elsevier, London, p 1-65.
Hood, S. (2003) Extrusion of starch and Starchy products, http://www.engr.usask.ca/classes/FDSC/898/
Houck, M., Huff, R., Lowe, P., Menold, R. (2001) Poly(Trimethylene terephthalate): A “New” Type of Polyester Fibre. Forensic Science Communications 3: 3
Huang, H.J., Ramaswamy, S., Al-Dajani, W., Tschirner, U., Cairncross, R.A. (2009) Effect of biomass species and plant size on cellulosic ethanol: A comparative process and economic analysis. Biomass and Bioenergy 33: 2 234-246 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-59049108399&partnerID=40
Huisman, J.W. (2007) Personal communication with Mr. Jan Wietzer Huisman, Interim Manager of PaperFoam b.v. on 18 September 2007. Barneveld, the Netherlands
Hunter, E., Paulin, C.G., Richards, R.B. (1946) Improvements in or relating to the manufacture of ethylene, patent application GB 587378.
210
Hwo, C., Forschner, T., Lowtan, R., Gwyn, D., Cristea, B. (1998) Poly(trimethylene phthalates or naphthalate) and copolymers: New opportunities in film and packaging applications. Shell Chemicals. Future-Pak® 98 Conference. 10-12 November 1998, Chicago, USA, http://www.shellchemicals.com/chemicals/pdf/pdo/SC2769R.pdf?section=our_products
Hwo, C., Shiffler, D.A. (2000) Nonwovens from poly(trimethylene terephthalate) staple. Shell Chemicals., http://www.shellchemicals.com/chemicals/pdf/corterra/0053.pdf Accessed on 24 June 2008
Hycail (2003) Personal communication with Chris Claesen of Hycail B.V. on 23 June 2003. Noordhorn, the Netherlands.
ICIS (2007) The root to all things green. ISIC news, 05 March 2007, http://www.icis.com/Articles/2007/03/02/4501204/the-root-to-all-things-green.html
ICIS (2008a) Polyvinyl Chloride price report: ICIS pricing for Polyvinyl Chloride (Europe) on 11th January 2008, http://www.icispricing.com/il_shared/Samples/SubPage66.asp
ICIS (2008c) Polyethylene Terephthalate (PET) Uses and Market Data, http://www.icis.com/v2/chemicals/9076426/polyethylene-terephthalate/uses.html
ICIS news (2008) NatureWorks to use cellulosic feedstock in 5-10 years. London, 11 December 2008
IFS (2007) IFS Chemicals helps international environmental protection with new rapeseed oil polyol plant. IFS Chemicals news release on 1 April 2007. http://www.ifs-group.com/s9a1n17p1/IFS-Chemicals-helps-international-environmental-protection-with-new-rapeseed-oil-polyol-plant.html Accessed on 31 July 2008
IISI (2008) Statistics archive -Steel production. IISI (Internation Iron and Steel Institute), http://www.worldsteel.org/?action=stats_search&keuze=steel
Ilcorn (2003) New tire made from corn may mean 'good year' for growers. Illinois Corn Growers Association, Illinois, the US., http://217.148.32.203/cs1.asp accessed on 4 July 2003
INFORRM (2003) Case study Solanyl - mouldable bioplastic pellets. Industry network for Renewable Resources and Materials, http://217.148.32.203/cs1.asp Accessed on 4 July 2003
Isao, I. (2008) Personal communication with Mr. Isao Inomata of JapanBioPlastics Association, Tokyo, Japan. 20 August 2008.
IVE (2007) Man-made fibres 2006: world-production of man-made fibres. Website of IVE, visited on 6 December 2007. Industrievereingung Chemiefaser e.V., http://www.ivc-ev.de/
JCFA (2008) Worldwide Chemical Fibre Production in 2007, Japan Chemical Fibres Association (JCFA), 9 May 2008, http://www.jcfa.gr.jp/english/what_data/worldwide-production2007.pdf Accessed on 27 Jan 2009
Jin, M. (2007) Biodegradable plasstic PHA and their application. International conference on Green Materials and Green Olympics. 27-28 October 2007, Beijing
211
Jogdand, S.N. (2003) Personal webpage of S.N.Jogdand on Bioplastics: http://members.rediff.com/jogsn/index.htm Accessed on 20 Aug 2008.
Joglekar, H.G., Rahman, I., Babu, S., Kulkarni, B.D., Joshi, A. (2006) Comparative assessment of downstream processing options for lactic acid. Sep Purif Technol 52 1-17
Kalambur, S., Rizvi, S.S.H. (2006) An overview of starch-based plastic blends from reactive extrusion. Journal of plastic film and sheeting 22: 39 http://jpf.sagepub.com/cgi/content/abstract/22/1/39 DOI:10.1177/8756087906062729
Kamm, A., Schüller, K.H. (2002) Electric Insulation, In Ullmann's Encyclopaedia of Industrial Chemistry, 7th edition, online version 2007. Wiley-VCH Verlag GmbH & Co. KGaA.
Kaneka (2007) Personal communication (via questionnaire) with Mr. Yasuhiro Miki from Kaneka Corporation 21 December 2007. on Osaka, Japan
Kaneka (2008) Personal communication with Yasuhiro Miki of Kaneka Corporation, Osaka, Japan. 3 January 2008.
Kessler, B., Weusthuis, R., Witholt, B., Eggink, G. (2001) Production of microbial polyesters: fermentation and downstream processes. Advances in biochemical engineering/biotechnology 71 159-182 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-0035226847&partnerID=40&rel=R8.0.0
Kimura, E., Asakura, Y., Uehara, A., Inoue, S., Kawahara, Y., Yoshihara, Y., Nakamatsu, T. (2003) Methods for producing L-lysine and L-glutamic acid by fermentation. EUROPEAN PATENT EP1293560 http://v3.espacenet.com/textdoc?DB=EPODOC&IDX=EP1293560&F=0
Kohan, M.I. (1997) Polyamides. in Ullmann’s Encyclopaedia of Industrial Chemistry, Fifth Edition. Wiley-VCH
Kohan, M.I., Mestemacher, S.A., Pagilagan, R.U., Redmond, K. (2003) Polyamides in Ullmann's encyclopaedia of Industrial Chemistry 7th edition. online version 2007. Wiley-VCH Verlag GmbH & Co. KGaA.DOI: 10.1002/14356007.a21_179.pub2
Koizumi, S., Yue, Z., Tomita, Y., Kondo, T., Iwase, H., Yamaguchi, D., Hashimoto, T. (2008) Bacterium organizes hierarchical amorphous structure in microbial cellulose. European Physical Journal E 26: 1-2 137-142 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-44449098044&partnerID=40&rel=R8.0.0
Kongruang, S. (2007) Bacterial Cellulose Production by Acetobacter xylinum Strains from Agricultural Waste Products. Applied Biochemistry and Biotechnology 1-12 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-37449004191&partnerID=40&rel=R8.0.0
Köpnick, H., Schmidt, M., Brügging, W., Rüter, J., Kaminsky, W. (2002) Polyesters. In: Ullmann's Encyclopaedia of Industrial Chemistry 2007 online version, 7th edition. Wiley-VCH Verlag GmbH & Co. KGaA
212
Kosan, B., Michels, C., Meister, F. (2008) Dissolution and forming of cellulose with ionic liquids. Cellulose 15: 1 59-66 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-38049089406&partnerID=40&rel=R8.0.0
Kourtz, L., Dillon, K., Daughtry, S., Peoples, O., Snell, K. (2007) Chemically inducible expression of the PHB biosynthetic pathway in Arabidopsis. Transgenic Research 16: 6 759-769 http://dx.doi.org/10.1007/s11248-007-9067-1
Krämer, H. (2000) Polyester Resins, Unsaturated. Ullmann’s encyclopedia of industrial chemistry, 7th Ed. Wiley-VCH.
Krässig, H., Schurz, J., Steadman, R.G., Schliefer, K., Albrecht, W., Mohring, M., Schlosser, H. (2004) Cellulose, in Ullmann's Encyclopaedia of Industrial Chemistry, 7th version 2007. Wiley-VCH Verlag GmbH & Co. KGaA. DOI: 10.1002/14356007.a05_375.pub2
Kröger, M., Prüße, U., Vorlop, K.-D. (2000) A new approach for the production of 2,5-furandicarboxylic acid by in situ oxidation of 5-hydroxymethylfurfural startingfrom fructose.
Kunststoffe (2004) Special: World Market of Plastics. Kunststoffe 10/2004 47-150 Kunststoffe (2007) Special: World Market of Plastics. Kunststoffe 10/2007 19-116 Kurian, J.V. (2005) Sorona® Polymer: Present Status and Future Perspectives. In:
Mohanty, A.K., Misra, M., Drzal, L.T. (eds) Natural Fibres, Biopolymers and Biocomposites. CRC Press ISBN 9780849317415, 084931741X
Kusaka, S., Iwata, T., Doi, Y. (1998) Microbial synthesis and properties of ultra-high-molecular-weight poly[(R)-3-hydroxybutyrate]. J Macromol Sci Pure Appl Chem A 35: 2 319-335
La Canna, X. (2008) Floating rubbish dump 'bigger than US'. NEWS.com.au - News Digital Media, Sydney, Australia, http://www.news.com.au/story/0,23599,23156399-2,00.html
Le, G. (2008) Personal Communication with Dr. Guillaume Le, Manager of Research Group of Arkema by email on 29 July 2008. on Utrecht, NL
Legg, W. (2008) Is the promotion of biofuels contributing towards the sustainable use of resources? Conference on Biotechnology for Sustainable Development - Green chemicals and materials, biorefinery, bioenergy, clean water. Hosted by the National Chemical Laboratory (NCL), Pune, India, 7 - 9 January 2008.
Leitner, H. (2008) Personal communication. on Lemstra, P.J. (2005) Introduction - synthetic vs. natural polymers. European Polymer
Federation (EPF) Workshop on “Bioplastics: Crossing the border between Synthetic and Natural Polymers”. Paris, France, May 30-31, 2005
Lenzing AG (2006) Sustainability in the Lenzing Group. Lenzing, Lenzing, http://www.lenzing.com/sites/nh/english/e_index.html
Li, K., Frost, J.W. (1999) Microbial synthesis of 3-dehydroshikimic acid: A comparative analysis of D-xylose, L-arabinose, and D-glucose carbon sources. Biotechnology Progress 15: 5 876-883 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-0033198744&partnerID=40&rel=R8.0.0
Limagrain (2006) Dossier De Presse. Conference de Presse. Paris - Vendredi 9 June 2006 Limagrain (2007) Biolice website: http://www.biolice.com/english/portal.html 29
November 2007
213
Liu, Y. (2000) New Biodegradable Polymers from Renewable Resources, Dept. Polymer Technology (KTH). Thesis, unpublished., Stockholm, Sweden
Liu, Z., Erhan, S.Z. (2008) "Green" composites and nanocomposites from soybean oil. Materials Science and Engineering A 483-484: 1-2 C 708-711 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-41849116721&partnerID=40&rel=R8.2.0
Liu, Z., Erhan, S.Z., Xu, J. (2005) Preparation, characterization and mechanical properties of epoxidized soybean oil/clay nanocomposites. Polymer 46: 23 10119-10127 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-26844456115&partnerID=40&rel=R8.2.0
Lynd, L.R. (1996) Overview and evaluation of fuel ethanol from cellulosic biomass: Technology, economics, the environment, and policy. Annual Review of Energy and the Environment 21: 1 403-465 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-0030378473&partnerID=40&rel=R8.0.0
Malhotra, S.V., Kumar, V., East, A., Jaffe, M. (2007) Applications of Corn-Based Chemistry. The Bridge - National Academy of Engineering of the National Academies, Volume 37: Number 4 pp.17-24 http://www.nae.edu/nae/bridgecom.nsf/weblinks/MKEZ-79RS62?OpenDocument
Mapelston, P. (2003) Polyurethanes: Suppliers Trim Capacity and Innovate to sustain margins. Canon Communications LLC. Los Angeles, U.S.A. . Modern Plastics: May 7, 2003
Martin, J. (2006) New Value-Added Products from Soybeans. Annual General Meeting of Soy20/20 Project. Soy 20/20. September 2006. More information: http://www.soy2020.ca/presentations.php Accessed on 31 July 2008
Massacrier, L. (2008) Personal communication with Mr. Laurent Massacrier, Biomaterials Technical Manager of Limagrain Cereales Ingredients at InterPak 2008 on 24 April 2008. on Düsseldorf, Germany
Matsuzaki, Y., Nakamura, J., Hashiguchi, K. (2004) Method for producing L-arginine or L-lysine by fermentation. EUROPEAN PATENT APPLICATION EP1460128
214
Meier, M.A.R., Metzger, J.O., Schubert, U.S. (2007) Plant oil renewable resources as green alternatives in polymer science. Chem. Soc. Rev. 36 1788-1802
Meredian (2007) Meredian Press release: Meredian Inc. Announces acquisition of PHA technology from Procter & Gamble. October 4, 2007. www.meredianpha.com.
Merquinsa (2007) merquinsa Press Release October 18 2007: MERQUINSA Announceds at K2007 World-First TPU from renewable sources. www.merquinsa.com.
Metabolix (2001) Metabolix news release 16 May 2001: Metabolix purchases biopol assets from Monsanto., http://www.metabolix.com/publications/pressreleases/PRbiopol.html Accessed on 17 July 2008
Metabolix (2007a) Bioplastics: Markets and Application. Metabolix website., http://www.metabolix.com/natures%20plastic/markets.html Accessed on 17 July 2008
Metabolix (2007b) Bioplastsics: Mirel Structure and Properties. Metabolix website., http://www.metabolix.com/natures%20plastic/properties.html Accessed on 17 July 2008
Metabolix (2007c) Biotechnology Foundation: Overview. Metabolix website., http://www.metabolix.com/biotechnology%20foundation/biotechnologyfoundation.html Accessed on 17 July 2008
Metzeler (2008) NAWARO The environmental aware future at Metzeler. Metzeler website. http://www.metzeler-schaum.de/metzeler2004/products/spezialschaumstoffe/nawaro_en.php Accessed on 29 July 2008
Mitsubishi Chemical (2006) Introduction of Green Sustainable Plastic "GS Pla" (in Japanese), Mitsubishi Chemical Corporation website: http://www.film-sheet.com/topics/28.html Accessed on 8 July 2008
Mitsubishi Chemical (2007) Properties of "GS Pla" (in Japanese), Mitsubishi Chemical Corporation website: http://www.film-sheet.com/topics/pdf/20070426_01.pdf Accessed on 8 July 2008
Monte, N., Gahle, C. (2008) Globale Marktsituation der Biokunststoffe. Biowerkstoff-Report Juni/Juli 2008
Moore, C. (2003) Across the Pacific Ocean, plastics, plastics, everywhere. Natural History Magazine, New York, U.S., http://www.naturalhistorymag.com/1103/1103_feature.html
Moore, C.J., Moore, S.L., Leecaster, M.K., Weisberg, S.B. (2001) A Comparison of Plastic and Plankton in the North Pacific Central Gyre. Marine Pollution Bulletin 42: 12 1297-1300 http://www.sciencedirect.com/science/article/B6V6N-44KKSGD-9/2/f2289e270a17eb0c89f5d16278f5a0c6
Moore, S., Deligio, T. (2008) Suppliers say: Bioresins taking bloom. Modern Plastics.06 March 2008 Accessed on 12 December 2008 from http://mpw.plasticstoday.com/?q=articles/14466
Morgan, M. (1998) Polyesters branch out. European Plastics News. Dec: 26-28. Morschbacker, A. (2008) Personal comunication with Antonio Morschbacker,
Biopolymers Technology, Braskem SA, Brazil, on 7 July 2008.
215
Mühlbauer, U. (2007) Uhde Inventa-Fischer- PLA: Production process and economics. 1st PLA Bottle Conference. 12-13 September 2007, Hamburg, Germany
Müssig, J., Schmehl, M., Buttlar, H.-B.v., Schönfeld, U., Arndt, K. (2006) Exterior components based on renewable resources produced with SMC technology—Considering a bus component as example. Industrial Crops and Products 24 123-145
Nandini (2003) Spotlight on speciality chemical - polybutylene succinate. Nandini Chemical Journal (online journal) 6-8 http://www.nandinichemical.com/online_journal/may03.htm. Accessed on 4 July 2008.
Narayan, R., Krishnan, M., Dubois, P. (1999) Aliphatic polyester-grafted starch-like polysaccharides by ring-opening polymerisation. Polymer 40: 11 3091-3100
NatureWorks LLC (2006a) Improving Biodegradable Plastics Manufactured from Corn. Report No. 94-01-0173, ATP (Advanced Technology Program): Advanced Materials and Chemicals. http://statusreports.atp.nist.gov/reports/94-01-0173.htm Accessed on 25 September 2008
NatureWorks LLC (2007) Press release: December 4, 2007 - Cargill, Teijin joint venture for NatureWorks, http://www.natureworksllc.com/news-and-events/press-releases/2007/12-04-07-jv-finalized.aspx Accessed on 13 June 2008
NatureWorks LLC (2008a) FAQs on NatureWorks website: What is the processabilityof NatureWorks(r) PLA resin, http://natureworks.custhelp.com/cgi-bin/natureworks.cfg/php/enduser/std_alp.php?p_sid=4xTk3cii&p_accessibility=0 Assessed on 13 June 2008
NatureWorks LLC (2008b) NatureWorks Polymer: Overview of partner types, http://www.natureworksllc.com/how-to-buy/natureworks-pla.aspx Accessed on 17 June 2008
NatureWorks LLC (2008c) NatureWorks® Biopolymer Technical Data Sheets, http://www.natureworksllc.com/product-and-applications/natureworks-biopolymer/technical-resources/natureworks-polymer-technical-data-sheets.aspx Accessed on 13 June 2008
NatureWorks LLC (2009) NatureWorks Press Release - March 12, 2009 - Natureworks assesses second Ingeo (TM) manufacturing location, http://www.natureworksllc.com/news-and-events/press-releases/2009/03-12-09-manufacturing-location2.aspx Accessed on 16 March 2009
Niu, W., Draths, K.M., Frost, J.W. (2002) Benzene-free synthesis of adipic acid. Biotechnology Progress 18: 2 201-211 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-0036010273&partnerID=40&rel=R8.0.0
Noda, I., Satkowski, M.M., Dowrey, A.E., Marcott, C. (2004) Polymer alloys of nodax copolymers and poly(lactic acid). Macromolecular Bioscience 4: 3 269-275 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-4544325730&partnerID=40&rel=R8.0.0
Nolan-ITU (2002) Environment Australia. Biodegradable Plastics- Development and Environmental Impacts, Nolan-ITU, East Kew, Victoria
216
Norberg, K. (2003) DuPont Revs Up Global Marketing Push For Sorona ‘Smart” Polymer. , http://www.dupont.com/sorona/news/InternationalFiberJournal.pdf. Accessed on 14 Oct 2003.
Nossin, P., Bruggink, A. (2002) A fermentative route to caprolactam (DSM Feasibility Study). Poster. NCCIII. March 4-6 2002, Noordwijkerhout, NL
Novamont (2003a) Personal communication with Catia Bastioli of Novamont S.p.A., Novara, Italy. 15 May 2003.
Novamont (2003b) Personal communication with Francesco Degli Innocenti of Novamont S.p.A., Novara, Italy. 24 Oct 2003.
Novamont (2007) www.novamont.com 29 November 2007 Nuramat, A., Eli, W. (2007) Solvent effect in synthesis of azelaic acid. Speciality
Ockerman, H.W. (1978) Source Book of Food Scientists. AVI Publishing Co., Westport, Conneticut.
Ogunniyi, D.S. (2006) Castor oil: A vital industrial raw material. Bioresource Technology 97: 9 1086-1091 http://www.sciencedirect.com/science/article/B6V24-4G7NSTG-3/1/08d15a306f4734f460477c519b954c96
OIT (2001) Clean fractionation for the production of cellulose plastics (project fact sheet). Report No. DOE/GO-102001-1457, Office of Industrial Technolgies (OIT), Energy efficiency and renewable energy, US Department of Energy, Sep 2001, Washington D.C., USA
Oksman, K., Skrifvars, M., Selin, J.F. (2003) Natural fibres as reinforcement in polylactic acid (PLA) composites. Composites Science and Technology 63: 9 1317-1324 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-0038544189&partnerID=40&rel=R8.0.0
OTA (1993) Biopolymers: Making materials nature's way - background paper. Report No. OTA-BP-E-102, U.S. Congress, Office of Technology Assessment, Washington D.C., US Government Printing Office
P&G (2003) Personal communication with Norma McDonald, Isoa Noda and Karuna Narasimhan of the Procter and Gamble Company, OH, USA. on 4 June 2003.
P&G (2007) Meredian Inc. Announces Acquisition of PHA Technology from Procter & Gamble. P&G news release on 4 October 2007, http://www.pginvestor.com/phoenix.zhtml?c=104574&p=irol-newsArticle&ID=1059152&highlight= Accessed on 17 July 2008
Packaging-Gateway (2006) News Release: 30 March 2006 - Launch of First Metallised Natureflex, http://www.packaging-gateway.com/contractors/materials/ubcfilmsplc/press8.html Accessed on 29 July 2008
PaperFoam (2007) PaperFoam B.V. website: www.paperfoam.nl 29 November 2007 Patel, M., Crank, M., Dornburg, V., Hermann, B., Roes, L., Hysing, B., van Overbeek, L.,
Terragni, F., Recchia, E. (2005) Medium and Long-Term Opportunities and Risks of the Biotechnological Production of Bulk Chemicals from Renewable
217
Resources - The BREW Project, Prepared Under the European Commission's GROWTH Programme (DG Research)
Patel, M., Jochem, E., Marscheider-Weidemann, F., Radgen, P., Thienen, N.v. (1999) C-
STRÖME, Abschätzung der Material-, Energie- und CO2-Ströme für Modellsysteme im Zusammenhang mit dem nichtenergetischen Verbrauch, orientiert am Lebensweg - Stand und Szenarienbetrrachtung., Fraunhofer-Institut für Systemtechnik und Innovationsforchung (FhG-ISI), October 1999, Karlsruhe
Patel, M.K. (2008) Understanding bio-economics. European Plastics News March 2008 28-29
Paul, M.-A., Alexandre, M., Degée, P., Calberg, C. (2003) Exfoliated polylactide/Clay nanocomposites by in-situ coordination-insertion polymerisation. Macromol. Rapid Commun. 24 561-566
Petersen, K., Nielsen, P.V., Bertelsen, G., Lawther, M., Olsen, M.B., Nilsson, N.H., Mortensen, G. (1999) Potential of bio-based materials for food packaging. Trends in Food Science and Technology 10 52-68
Petersson, L., Oksman, K. (2006) Biopolymer based nanocomposites: comparing layered silicates and microcrystalline cellulose as nanoreinforcement. Composites Science and Technology 66 2187-2196
Petrovic, Z.S., Zhang, W., Javni, I. (2005) Structure and properties of polyurethanes prepared from triglyceride polyols by ozonolysis. Biomacromolecules 6 713-719
PHB Industrial (2003) Product and Process Technology of Poly(3-hydroxybutyrate) - PHB obtained from sugar cane. PHB Industrial S/A, San Paolo, Brazil. Presented at ICSUnido, Triest, Italy July 2003.
PHB Industrial (2008) Biocycle website: www.biocycle.com.br Accessed on 14 August 2008
Piccolo, C., Bezzo, F. (2009) A techno-economic comparison between two technologies for bioethanol production from lignocellulose. Biomass and Bioenergy 33: 3 478-491 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-60749108676&partnerID=40
PlasticsEurope (2007) Business data and charts 2006. Prepared by the PlasticsEurope Market Research Grroup (PEMRG), C.-J. Simon and F. Schnieders. Brussels
PlasticsEurope (2008a) The Compelling Facts About Plastics 2007. www.plasticseurope.org, published in October 2008
PlasticsEurope (2008b) The Compelling Facts About Plastics: An analysis of plastics production, demand and recovery for 2006 in Europe, PlasticsEurope (Association of Plastics Manufacturers), January 2008, Brussels. http://www.plasticseurope.org/content/default.asp?PageID=485
PlasticsTechnology (2008) Resin Pricing - July 2008: market prices effective Mid-June, http://www.ptonline.com/articles/200807rprice.html Accessed on 3 July 2008
218
Plinke, E., Wenk, N., Wolff, G., Castiglione, D., Palmark, M. (2000) Mechanical Recycling of PVC Wastes, Study for DG XI of the European Commission in co-operation with Plastic Consult (Italy) and COWI (Denmark), Basel, Milan, Lyngby
PURAC (2008a) Improving heat-resistance of PLA using poly(D-lactide) by Sicco de Vos. Bioplastics Magazine 3: 02/08 21-25
PURAC (2008b) Lactides: the missing link for PLA (Hans van der Pol). 1st PLA World Congress. 9-10 September 2008, Munchen
PURAC (2008c) Personal communication with Ruud Reichert and Hans van der Pol from PURAC, on 30 March, 31 July and 30 September 2008, Utrecht University. on Utrecht, the Netherlands
PURAC (2008d) PURAC press release: 8 September 2008. New polymerization technology for PLA, http://www.purac.com/purac_com/c49526431b4127bf72873a9131b65672.php Accessed on 26 September 2008
Rauter, A.P., Palma, F.B., Justino, J., Araújo, M.E., Pina dos Santos, S.E. (2003) Natural Products in the New Millennium: Prospects and Industrial Application. Kluwer Academic Publishers, Dordrecht, The Netherlands.
Rebsdat, S. (2000) Ethylene Glycol. Ullmann’s encyclopedia of industrial chemistry, 7th Ed. Wiley-VCH.
Ren, J. (2007) Manufacture, Modification and Development of PLA. 2007 International Conference on Green Materials & Green Olympics. p.193-205. 27-28 October 2007, Beijing
Rensselaer (1997) Cellulose. Website of Rensselaer Polythechnic Institute, Troy, NY, USA. Howard P. Isermann Dept. Chemical Engineering., http://www.plasticstechnoogy.com/articles/200310rprice.html Accessed on 15 October 2003
Reuters (2008) Reuters News 17 April 2008 -Tornier and Tepha Announce Human Usage of Sutures Derived from New Class of Resorbable Polymers, http://www.reuters.com/article/pressRelease/idUS144270+17-Apr-2008+BW20080417?sp=true
Richey, W.F. (1991) Chlorohydrins. In: Kirk-Othmer Encyclopedia of Chemical Technology, 5th Edition. Vol 6. John Wiley & Sons, Inc., p 149.
Rider, T.H., Hill, A.J. (1930) Studies of glycidol.i.preparation from glycerol monochlorohydrin. Journal of American Chemistry Society 52: 4 1521-1527
RIVM (2008) History Database of the Global Environment: Primary and secondary aluminium production table 1960-1990. RIVM (The Netherlands Environmental Assessment Agency), http://www.mnp.nl/en/themasites/hyde/productiondata/metals/index.html
Roberts, M., Etherington, D. (2003) Bookbinding and the Conservation of Books: A dictionary of descriptive terminology /Cellulose
Rodenburg (2003) Personal communication with Remy Jongboom, Jules Harings and Jaap van Heemst of Rodenburg Biopolymers, Oosterbout, the Netherlands. 27 May 2003.
219
Román-Leshkov, Y., Chheda, J.N., Dumesic, J.A. (2006) Phase Modifiers Promote Efficient Production of Hydroxymethylfurfural from Fructose. Science 312 1933-1937
Roquette (2004a) A new bio-based monomer for high-performing polymers. Roquette Frères: Communique : POLYSORB® ISOSORBIDE - 06 September 2004, http://www.roquette.com/eng/details.asp?table=actualites&ID=456
Roquette (2004b) A new vegetal-based carbohydrate for polymers. Roquette Frères: Communique : POLYSORB® ISOSORBIDE - 26 September 2004, http://www.roquette.com/eng/details.asp?table=actualites&ID=458
Roquette (2008). Website: Roquette Frères, http://www.roquette.com/eng/welcome.htm Rösch, J., Mülhaupt, R. (1993) Polymers from renewable resoureces: polyester resins and
blends based upon anhydride-cured epoxidized soybean oil. Polymer Bulletin 31: 6 679-685 http://dx.doi.org/10.1007/BF00300127
Rosenau, B. (2007) Polyamides (PA). Kunststoffe International 10/2007 Rupp-Dahlem, C. (2007) Biorefinery concept from cereals Renewable Raw Materials for
Industry - Contribution to Sustainable Chemistry - Symposium 2007, Brussels, Belgium
Rupp-Dahlem, C. (2008) Personal communication with Christophe Rupp-Dahlem, director Biohub program at Roquette Frères on
Rupp-Dahlem, C., Magyar, D.J. (2002) Isosorbide - A New Bio-Based Monomer Enhances the Value of Polymers. Presentation within the frame of GREENTECH 2002, 25 April 2002 - Rupp-Dahlem, C. (Roquette, France), Magyar, D. J. (DuPont, France), Amsterdam, The Netherlands
Schmidt, H. (2008) Personal communication with Mr. Harald Schmidt of Biotec GmbH & Co.KG on 10 March 2008.
Schmidtbauer, J. (2008) Personal communications with Mr. Josef Schmidtbauer, Director Global Fibre Technology, Lenzing AG. on October 2006 - July 2008.
Schmitz, P., Janocha, S. (2002) Films. In Ullmann's Encyclopaedia of Industrial Chemistry, 7th edition, online version 2007. Wiley-VCH Verlag GmbH & Co. KGaA.
Schneyer, J. (2008) Brazil's 'Organic' Plastics As oil prices soar, the country is aiming to become a global hub for plastics made from plant-based materials, including sugar cane. Green Biz: Press release: 24 June 2008, http://www.businessweek.com/bwdaily/dnflash/content/jun2008/db20080623_295592_page_2.htm
Schomaker, E., De Vos, S.C. (2006) Polymer-containing composition, its preparation and use. Patent WO/2006/000550.
Schönthaler, W. (2000) Thermosets. Ullmann’s encyclopedia of industrial chemistry, 7th Ed. Wiley-VCH.
Simon, C.-J. (2008) Personal Communication. on Simon, C.-J., Schnieders, F. (2007) Business Data and Charts 2006 by PlasticsEurope
Market Research Group (PEMRG). November 2007 Simon, C.-J., Schnieders, F. (2009) Business Data and Charts 2007 by PlasticsEurope
Market Research Group (PEMRG). Status September 2008, http://www.plasticseurope.org/Content/Default.asp?PageID=989 Accessed on 16 Feb 2009
Smith, C. (2007) Bioplastic used in record oilfield project. PRW.com - Plastic Industry News 10 April 2007.
Södergård, A., Stolt, M. (2003) Properties of lactic acid based polymers and their correlation with composition. Prog. Polym. Sci. 27 1123-1163
Solarski, S., Mahjoubi, F., Ferreira, M., Devaux, E., Bachelet, P., Bourbigot, S., Delobel, R., Coszach, P., Murariu, M., Da silva Ferreira, A., Alexandre, M., Degee, P., Dubois, P. (2007) (Plasticized) Polylactide/clay nanocomposite textile: thermal, mechanical, shrinkage and fire properties. J. Mater Sci. 42 5105-5117
Solvay (2007a) Solvay Press Release: Solvay's green chemistry technology for the manufacturing of epichlorohydrin is operational in Tavaux (France). April 5, 2007. http://www.solvaypress.com/static/wma/pdf/1/0/0/3/4/070404_Tavaux_EN.pdf
Solvay (2007b) Solvay press release: Solvay Indupa will produce bioethanol-based vinyl in Brazil & considers state-of-the-art power generation in Argentina. 14 December 2007.
Solvay (2007c) Solvay Press Release: Solvay to build world-class Epicerol Plant in Thailand. September 6, 2007. http://www.solvaychemicals.us/static/wma/pdf/1/2/4/2/3/EpicerolMapTaPhut.pdf Accessed on 29 August 2008
SPI (2003) Society of the Plastics Industry, Washington D.C., http://www.socplas.org/industry/defs.htm Accessed on 01 October 2003
Stevens, E.S. (2002) Green Plastics - An Introduction to the New Science of Biodegradable Plastics. Princeton, NJ: Princeton University Press
Stickelmeyer, J. (1969) History of plastic films. In: Park, W.R.R. (ed) Plastics film technology. Van Nostrand Reinhold Comopany, New York, p 3-9.
Storbeck, R., Ballauff, M. (1996) Synthesis and thermal analysis of copolyesters deriving from 1,4:3,6-dianhydrosorbitol, ethylene glycol, and terephthalic acid. Journal of
Struszczyk, H., Ciechanska, D., Wawro, D. (2002) Comparison of Alternative Technologies for regenerated cellulosic fibres production to viscose method. Report No. Cost Action 628, Institute of chemical Fibres, April 2002, Lodz, Poland. http://www.texma.org/cost-action_628/strusz2.pdf Accessed on 13 Nov 2003
Struszczyk, H., Ciechanska, D., Wawro, D., Urbanowski, A., Guzinska, K., Wrzesniewska-tosik, K. (2006) Method for the manufacture of fibres, film and other products from modified soluble cellulose. EP1228098
Struszczyk, H., Wawro, D., Starostka, P., Mikolajczyk, W., Urbannowski, A. (1999) Process for producing modified cellulose pulp.
Struszczyk, H., Wawro, D., Urbanowski, A., Mikolajczyk, W., Starostka, P. (2003) Process for producing fibres, film, casings and other products from modified soluble cellose. EP1317573
Sudesh, K., Abe, H., Doi, Y. (2000) Synthesis, structure and properties of polyhydroxyalkanoates: biological polyesters. Progress in Polymer Science 25: 10 1503-1555 http://www.sciencedirect.com/science/article/B6TX2-41SKBJ4-3/1/405cb4e85434d118e40cd08848194cbf
Sukano (2005) SUKANO Newsletter no. 11, June 2005: SUKANO PLA Masterbatches. Downloaded from http://www.sukano.com/downloads/newsletter/english/11_Sukano_Newsletter_English_2005.pdf.
Sunkara, H., Ng, H. (2006) DuPont Cerenol (TM): A new family of high Performance Bio-based Polymers. DuPont 19 October 2006
Suriyamongkol, P., Weselake, R., Narine, S., Moloney, M., Shah, S. (2007) Biotechnological approaches for the production of polyhydroxyalkanoates in microorganisms and plants - A review. Biotechnology Advances 25: 2 148-175 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-33846413623&partnerID=40&rel=R8.0.0
Swatloski, R.P., Spear, S.K., Holbrey, J.D., Rogers, R.D. (2002) Dissolution of cellose with ionic liquids. Journal of the American Chemical Society 124: 18 4974-4975 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-0037042296&partnerID=40&rel=R8.0.0
Sweetman, A. (2007) Personal communication with Mr. Andy Sweetman of Innovia Films Ltd. 7 December 2007.
Swicofil AG (2008) Polytrimethylene Terephthalate, PTT, http://www.swicofil.com/products/228polytrimethylene_terephthalate_ptt.html Accessed on 24 June 2008
Taarning, E., Nielsen, I.S., Egeblad, K., Madsen, R., Christensen, C.H. (2008) Chemicals from Renewables: Aerobic Oxidation of Furfural and Hydroxymethylfurfural over Gold Catalysts. ChemSusChem 1 75-78
Tate & Lyle (2006) DuPont Tate & Lyle Bio Products Begin Bio-PDO™ Production in Tennessee Tate & Lyle Press Release, 27 Nov 2006, Accessed on from: http://www.tateandlyle.presscentre.com/Content/Detail.asp?ReleaseID=89&NewsAreaID=2
222
Tate & Lyle (2007) Tate & Lyle Industrial ingredients (Tate & Lyle press release), http://www.tateandlyle.presscentre.com/imagelibrary/downloadMedia.asp?MediaDetailsID=222 Accessed on 27 August 2008
Teijin (2007) Teijin Launches BIOFRONT Heat-Resistant Bio Plastic. Teijin Limited News Release, 12 September 2007, http://www.teijin.co.jp/english/news/2007/ebd070912.html Accessed on 3 October 2007
Telles (2007) Data Sheets of Mirel P1001 Injection Molding Grade, Mirel P1002 Injection Molding Grade and Mirel P2001 Extrusion Coating Grade. Published on October 2007 on the Website of mirelplastics.com, http://www.mirelplastics.com/discover/data.html Accessed on 17 July 2008
Telles (2008) Personal communication with Mr. Diether Hesse of Telles-Mirel, Lowell, MA, USA, 14 Juanuary 2008.
Telles (2009) A history of Mirel Bioplastics. http://www.mirelplastics.com/about/index.html Accessed on 1 March 2009
Tepha (2008) Tepha website: http://www.tepha.com/ accessed on 18 August 2008. Tessie, M.C. (1987) Production of propanediols. US Patent application 4,642,394 to
Celanese Corporation. Thiele, U. (2001) The Polyester Resin Family PET, PBT, PTT, PEN and Modified
Polyester - Latest Stage of Development. . Global Conference on New Plastic Materials and Processing Technology. Schotland Business Research, INC. . 23. 24- Oct. 2001, Düsseldorf. More information: http://www.polyester-technology.com/ Accessed on 3 July 2008
Thoen, J., Busch, R. (2006) Industrial chemicals from biomass - industrial concepts. In: Kamm, B., Gruber, P.R., and Kamm, M. (ed) Biorefineries - industrial processes and products: Status Quo and Future Directions. Vol 2. Wiley-VCH, Weinheim, Germany 13: 978-3-527-31027-2
Threadingham, D., Obrecht, W. (2004) Chapter 1 Introduction in Synthetic Rubber in Ullmann's encyclopaedia of Industrial Chemistry 7th edition, 2007 online version. DOI: 10.1002/14356007.a23_239.pub4. In. Wiley-VCH Verlag GmbH & Co. KGaA.
Threadingham, D., Obrecht, W., Lambert, J.-P., Happ, M., Oppenheimer-Stix, C., Dunn, J., Krüger, R., Brandt, H.-D., Nentwig, W., Rooney, N., LaFlair, R.T., Wolf, U.U., Duffy, J., Puskas, J.E., Wilson, G.J., Meisenheimer, H., Steiger, R., Marbach, A., Diedrich, K.M., Ackermann, J., Wrobel, D., Hoffmann, U., Thomas, H.D., Engehausen, R., Pask, S.D., Buding, H., Ostrowicki, A., Stollfuss, B., Kaszas, G., Drewitt, M., Glander, S., Wieder, W., Wachholz, G. (2004) Rubber, 3. Synthetic. Ullmann’s encyclopedia of industrial chemistry, 7th Ed. Wiley-VCH.
Tighe, E. (2008) Ingeo (TM) Fibre - Revolutionaises the Nonwoven Sector. Bioplastics Magazine 3: 04/2008
Titech (2001) Website of Tokyo Institute of Technology, Tokyo, Japan. Chemical Resources Laboratory, Laboratory of Resources Recycling, SHODA&ANO
223
Laboratory., http://www.res.titech.ac.jp/~junkan/english/cellulose/ Modified 15 Mar 2001; Accesssed 23 September 2003
Toray (2008) Basic Physical Properties Toray Nylon Resin Amilan CM 2001. Toray website., http://www.toray.co.jp/english/plastics/products/nylon/cm2001.html Accessed on 24 July 2008
Treofan (2003) Personal Communication with Dieter Scheidecker of Treofan Group, Trespaphan GmbH & Co. KG. on 18 Nov, 2003. Raunheim, Germany.
Tsuji, H. (2005) Poly(lactide) stereocomplexes: Formation, structure, properties, degradation, and applications. Macromolecular Bioscience 5: 7 569-597 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-22544451597&partnerID=40&rel=R8.2.0
Tsuji, H., Ikada, Y. (1999) Stereocomplex formation between enantiomeric poly(lactic acid)s. XI. Mechanical properties and morphology of solution-cast films. Polymer 40: 24 6699-6708 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-0032776205&partnerID=40&rel=R8.2.0
Tunbridge, T. (2007) UK firm hopes to grow profits with sustainable polyol. Plastics Industry News 16/05/2007
Tzang, J. (2007) Dow Epoxy Advances Glycerine-To-Epichlorohydrin and Liquid Epoxy Resins Projects by Choosing Shanghai Site - Innovative Technology Provides Significant Environmental and Cost Advantages. The Dow Chemical Company, Press release: 26 March 2007, http://news.dow.com/dow_news/prodbus/2007/20070326b.htm
U.S. Census Bureau (2008) World Population Information. http://www.census.gov/main/www/contacts.html
UNEP (2002) OECD SIDS Initial Assessment Report For SIAM 15, 11-aminoundecanoic acid, UNEP, 22-25 October 2002, Boston, Massachusetts, http://www.inchem.org/documents/sids/sids/2432997.pdf
UNICI (2002) Industrial Commodity Statistics Yearbook 2002. Industry and Energy Section, Statistics Division, Department of Economic and Social Affairs, United Nations Secretariat.
UNSD (2008) Industry Commodity Production Statistics Database 1995-2005. UNSD (United Nations Statistics Division), http://data.un.org/Browse.aspx?d=ICS
UOP (2008) UOP/HYDRO MTO Process Methanol to Olefins Conversion. UOP LLC, Des Plaines, IL, U.S.A., http://www.uop.com/objects/26%20MTO%20process.pdf
UR (2003) Polyamides Website of the University of Rochester, Department of Chemical Engineering. http://www.che.rochester.edu/Courses/CHE286/polyamides.htm.
US Patent 7385081 (not dated) Terephthalic acid composition and process for the production thereof. Freepatentsonline, http://www.freepatentsonline.com/7385081.html, accessed on 28 December 2008
USDA (1996) Ethanol production down, but packaging and adhesives uses are up, US Department Agriculture, Washington D.C. http://www/ers.usda.gov/publications/ius6/ius6b.pdf, accessed on 17 September 2003
224
USDA (2006) The Foreign Agriculture Service's Production, Supply and Distribution (PSD) online databse. United States Department of Agriculture, http://www.fas.usda.gov/psdonline/psdReport.aspx
USGS (2008) Cement - Statistics and Information, http://minerals.er.usgs.gov/minerals/pubs/commodity/cement/
USS (2008) Website of Urethane Soy Systems: www.soyol.com Accessed on 30 July 2008
van Haveren, J., Scott, E.L., Sanders, J. (2008) Bulk chemicals from biomass. Biofuels, Bioproducts and Biorefining 2: 1 41-57 http://dx.doi.org/10.1002/bbb.43
Verespej (2006) Bioresins gaining ground over skeptics Plastics News.com, Chicago, Illinois, Accessed on from: http://www.plasticsnews.com/china/english/environment/headlines2.html?id=1154034360 Accessed on 10 July 2008
Vertellus (2008) Website of Vertellus: www.vertellus.com. Vilar, W. (2002) Chemistry and Technology of Polyurethanes. Third updated edition. .
Vilar Consultoria Técnica Ltda., Rio de Janeiro, Brazil. Vink, E. (2008) Personal communication with Erwin Vink, Environmental Affairs
Manager from NatureWorks LLC on 24 April 2008 at InterPak2008 Exhibition. on Dusseldorf, Germany
Vink, E. (2009) Personal communication with Erwin Vink, Environmental Affairs Manager from NatureWorks LLC on 24 April 2008 and on 10 March 2009. on Dusseldorf, Germany
Vogel, R. (2003) Sorbitol. Ullmann’s encyclopedia of industrial chemistry, 7th Ed. Wiley-VCH.
Voragen, F. (2007) Leven zonder Koolhydraten? (Power Point Presentation). Carbohydrate Competence Center (CCC), Groningen, The Netherlands
VVVF (2005) Statistics 2004. VVVF: Vereniging van Verf- en drukfabrikanten (Dutch Paint and Printing Association), Den Haag, The Netherlands
Weber, R. (2000) Bio-based packaging materials for the food industry: status and perspectives. KVL Department of Dairy and Food Science, Frederiksberg, Denmark. ISBN: 87-90504-07-0
Weiss, M., Neelis, M., Patel, M. (2007) Estimating CO2 Emissions from the Non-Energy Use of Fossil Fuels in Germany, Prepared for the German Federal Environmental Agency (Umweltbundesamt - UBA), Final Report, April 2007, Berlin, Germany
Werpy, T., Petersen, G. (2004) Top Value Added Chemicals From Biomass Volume I: Results of Screening for Potential Candidates from Sugars and Synthesis Gas, Pacific Northwest National Laboratory (PNNL), Richland, Washington, U.S. and National Renewable Energy Laboratory (NREL), Golden, Colorado, U.S. http://www.osti.gov/bridge
Wheals, A.E., Basso, L.C., Alves, D.M.G., Amorim, H.V. (1999) Fuel ethanol after 25 years. Trends in Biotechnology 17: 12 482-487 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-0033485570&partnerID=40&rel=R8.0.0
Whiteley, K.S., Heggs, T.G., Koch, H., Mawer, R.L., Immel, W. (2000) Polyolefins in Ullmann's Encyclopaedia of Industrial Chemistry, 7th edition, online version 2007. DOI: 10.1002/14356007.a21_487. Wiley-VCH Verlag GmbH & Co. KGaA
225
Widdecke, H., Otten, A., Marek, A., Apelt, S. (2008) Bioplastics 07/08: Process parameters and technical characteristics, A global overview, bioplastics24.com, Institute for Recycling (IfR), Fraunhofer ICT - Project Group Sustainable Mobility, CTC Clean Tech Consulting GmbH & Fachhochschule Braunschweig/Wolfenbüttel, ISSN 1863-7302
Wilke, D. (1999) Chemicals from biotechnology: Molecular plant genetics will challenge the chemical and fermentation industry. J Appl Microbiol Biotechnol 52 135-145
Wood, A. (2003) Cargill Eyes New Bio-Based 'Platform' Chemicals. Chemical Week 165: 44 12-12
Woodings, C. (1999) Whither Cellulosics, Calvin Woodings Consulting Ltd. (CWC), June 1999, Warwickshire, UK. http://www.nonwoven.co.uk/reports/Whither%20Cellulosics%202.html Accessed on 12 June 2008
Woodings, C. (2000) Crop-based polymers for non-wovens. Paper presented at the Insight Conference. Calvin Woodings Consulting. November 2000, Toronto. More information: http://www.nonwoven.co.uk/CRWINSIGHT2000.htm.
World Bank (1980) Alcohol production from biomass: potential and prospects in the developing countries, World Bank, Washington, U.S.
World Bank (2008) G8 Hokkaido-Toyako Summit – Double Jeopardy: Responding to high food and fuel prices, http://siteresources.worldbank.org/NEWS/MiscContent/21828409/G8-HL-summit-paper.pdf
Xinfu Pharm (2007) Green Plastics PBS. Introduction of Zhejiang Hangzhou Xinfu Pharmaceutical Co., Ltd. (in Chinese). Exhibition Section in Green Olympics Conference in Beijing, 27-28 October 2007.
Zahardis, J., Petrucci, G.A. (2007) The oleic acid-ozone heterogeneous reaction system: Products, kinetics, secondary chemistry, and atmospheric implications of a model system - A review. Atmospheric Chemistry and Physics 7: 5 1237-1274 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-33847686286&partnerID=40&rel=R8.0.0
Zhu, Y., Durand, M., Molinier, V., Aubry, J.M. (2008) Isosorbide as a novel polar head derived from renewable resources. Application to the design of short-chain amphiphiles with hydrotropic properties. Green Chemistry 10: 5 532-540 http://www.scopus.com/scopus/inward/record.url?eid=2-s2.0-43049125153&partnerID=40&rel=R8.2.0
Zimmermann, H., Walzl, R. (2000) Ethylene. Ullmann’s encyclopedia of industrial chemistry, 7th Ed. Wiley-VCH.
226
Appendix: List of abbreviations 1,3-PDO 1,3-propanediol a year ABS acrylonitrile butadiene styrene BAU Business-as-usual BDO butanediol BTX bezene, toluene and xylene d day DMT dimethyltryptamine ECH epichlorohydrin EPDM ethylene propylene diene M-class rubber EPS expanded polystyrene FAO Food and Agriculture Organisation FDCA 2,5-furan dicarboxylic acid eq. equivalents g grams GHG greenhouse gas emissions GM Genetic modification, genetically modified GPPS general purpose polystyrene ha hectare HDPE high density polyethylene HIPS high impact polystyerene kg kilogramme kt kilo metric tonne (=1,000 kg) l liter LDPE low density polyethylene LLDPE linear low density polyethylene MD Machine Direction (test method for elongation, tensile strength) Mt Mega metric tonne (106 tonnes = 1 million metric tonnes) m3 cubic metre MSWI municipal solid waste incineration plant PM Policies and Measures PA polyamide (nylon) p.a. per annum PBAT polybutylene adipate-co-butylene terephthalate PBS polybutyrate succinate PBSA polybutyrate succinate-co-adipate\ PBSAT polybutylene succinate-co-adipate terephthalate PBSL polybutyrate succinate-co-lactade PBT polybutyrate terephthalate PC polycabonate PCBS poly(l-cystine bisamide-g-sulfadiazine) PCL polycaprolactone PE polyethylene
227
PEIT polyetheylene-co-isosorbite terephthalate PET polyethylene terephthalate PG propylene glycol, 1,2-propanediol PHA polyhydroxyalkanoates PHB polyhydroxybutyrate PLA polylactide, polylactic acid PTA terephtalate acid PTMAT polytetramethylene adipate terephthalate PTT polytrimethylene terephthalate PP polypropylene PS polystyrene PTI polytrimethylene isophthalate PTN polytrimethylene naphthalate PUR polyurethane PVAc polyvinyl acetate PVC polyvinyl chloride PVOH polyvinyl alcohol RRM Renewable raw material R&D Research and Development t metric tonnes Tg (GTT) Glass Transition Temperature Tm Crystalline Melt Temperature TD Transverse direction (test method for elongation, tensile strength) t.p.a. metric tonnes per annum TPS thermoplastic starch TPU thermoplastic urethane UOP Universal Oil Products USDA United States Department of Agriculture