24
Productivity Improvement Session-01 Prepared By: K.Sasikumar
| Date post: | 21-Jul-2016 |
| Category: |
Documents |
| Upload: | saksi76gmailcom |
| View: | 33 times |
| Download: | 3 times |
Productivity Improvement
Session-01
Prepared By: K.Sasikumar
o Low Productivity
o Longer Production Lead time (=Through put time +
Wait time)
o Too much work in progress
o Higher Idle time
o Poor flexibility on style changeover
Main Issues:
Earlier days: * Industries were getting bulk orders * There is no need to worry about changing
layout at least for a month or for two weeks
But nowadays: * Small order quantities and complex
designs, * Has to produce multiple styles even within
a day
Fundamentals
The garment industries: • Run as family business• Lacking skilled personnel • Lacking in capital • Poor technologies • Low productivity • Less flexibility (Rigid to change)
In the outlook: They are happy as long as they are sustaining their businessBut, In the ground : They have no confidence about the futureMajor problem:
• Failure to meet delivery time• Huge WIP• Bottle necks• Poor quality
In developing countries….
With the time , It starts:
Decreasing order size and Increasing number of styles
The Challenge :
Order changes Production layout: Hold minimum WIP &
flexible enough change the layout
Fashion changes Work force: Capable enough to cope with
change
In developing countries…. continued
Now “global market demand & niche market”Need arose “This needs higher flexibility in volume and style change over”
Development of lean manufacturing system It was able to respond much more rapidly to changes in demand by quickly
switching production from one model to another
This will serve our purpose of :I. Flexibility II. Reducing production lead timeIII. Reducing the inventory IV. Increasing productivity V. Training operators for multiple worksVI. Reducing rework
In developing countries…. continued
“During Second world war, the economic condition of Japan was heavily destroyed”What they did:
I.Produced a small batch of productsII.Reduced their inventories
The difficulty they faced: Changing tools in production lines frequently
How they cope with situation Multipurpose tooling systems Trained their employees to multi-skill Worked on less Machinery with High Efficient Workforce All employees are more open to the improvement process and
everyone started giving their input to the company.
History of Lean
Then they found: To meet customer demand on time
I. Have to eliminate non value added work from the process
II. Have to minimize the work in progress inventoryIII. Have to create flexibility of style changeoverIV. Have to reduce rework percentageV. Have to create a pool of multi-skilled operators
who can respond quickly for changing style
History of Lean……Continued
Definition “It is a comprehensive set of techniques which when
combined allows you to reduce and eliminate the wastes. This will make the company leaner, more flexible and more responsive by reducing waste.”
Main cause:“focused its operating system on responding to demand via individual optimization from end to end”
Reason of application of tools and techniques: “Eliminate the source of losses”
Lean Manufacturing System
It will cut down into half : Human effort in the company Manufacturing space Investment in tools Engineering hours to develop a new
product Time consumption
Benefit of Lean Manufacturing System
Can meet customer demand on time Can minimize the work in progress inventory Can create flexibility of style changeover Can reduce rework percentage Can create a pool of multi-skilled operators
The profitability depends on the utilization of its resources to meet the customer requirement • Material moving rapidly • Man working constantly by adding value to the product • Machine running in a more productive manner
Advantage of using Lean Manu. System
Principle 1: Accurately specify value from customer perspective for both products and services
Principle 2: Identify the value stream for products and services and remove non-value adding waste along the value stream
Principle 3:Make the product and services flow without interruption across the value stream.
Principle 4: Authorize production of products and services based on the pull by thecustomer.
Principle 5: Strive for perfection by constantly removing layers of waste.
The major five principles of Lean
Definition:Management that strives to eliminate sources of manufacturing waste by producing the right part in the right place at the right time.
JIT is applied to achieve the following goals: 1. Zero defects 2. Zero setup time 3. Zero inventories 4. Zero handling 5. Zero breakdowns 6. Zero lead time and 7. Lot size of one.
Just in Time
Toyota manufacturing system developed after World War II, which aims to increase production efficiency by the elimination of waste. -By Taiichi Ohno, Toyota, Japan
Waste Reduction <---------- Efficiency Improvement
Analysis of wastage: Overproduction Waiting time Transportation problems Inefficient processing More work in progress inventory Defective products
Toyota Production System
1. Overproduction 2. Waiting 3. Unnecessary Transport 4. Over processing 5. Excess Raw Material 6. Unnecessary Movement 7. Defects 8. Unused Employee Creativity
Kind of Wastes
1. Should have one-piece or very small lot of flow2. The equipment should be right-sized and very specific
for the garment operations.3. Is usually arranged in a C or U shape so the incoming
raw materials and outgoing finished goods are easily monitored.
4. Should have cross-trained people within the cell for flexibility of operation.
5. Generally, the cell is arranged in C or U shape and covers less space than the long assembly lines.
Effective Manufacturing Practice
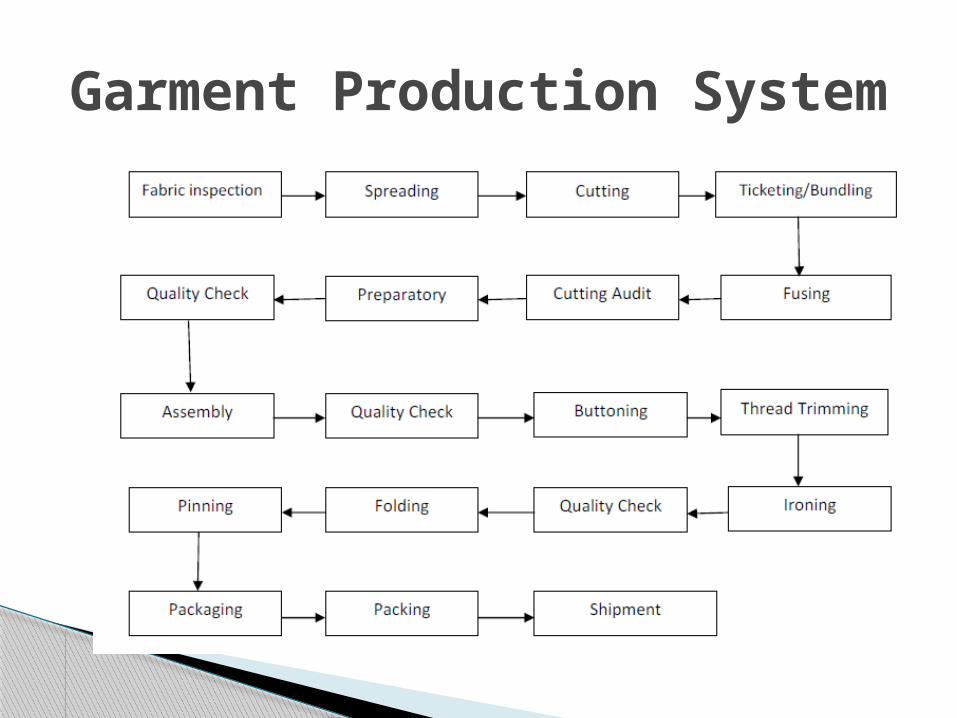
Garment Production System
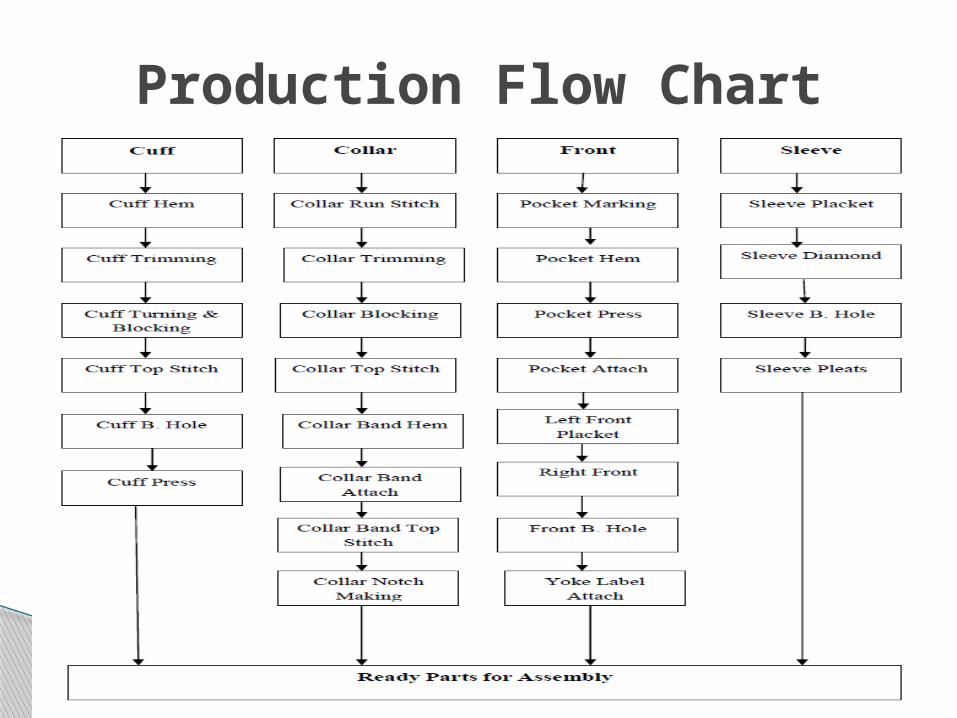
Production Flow Chart
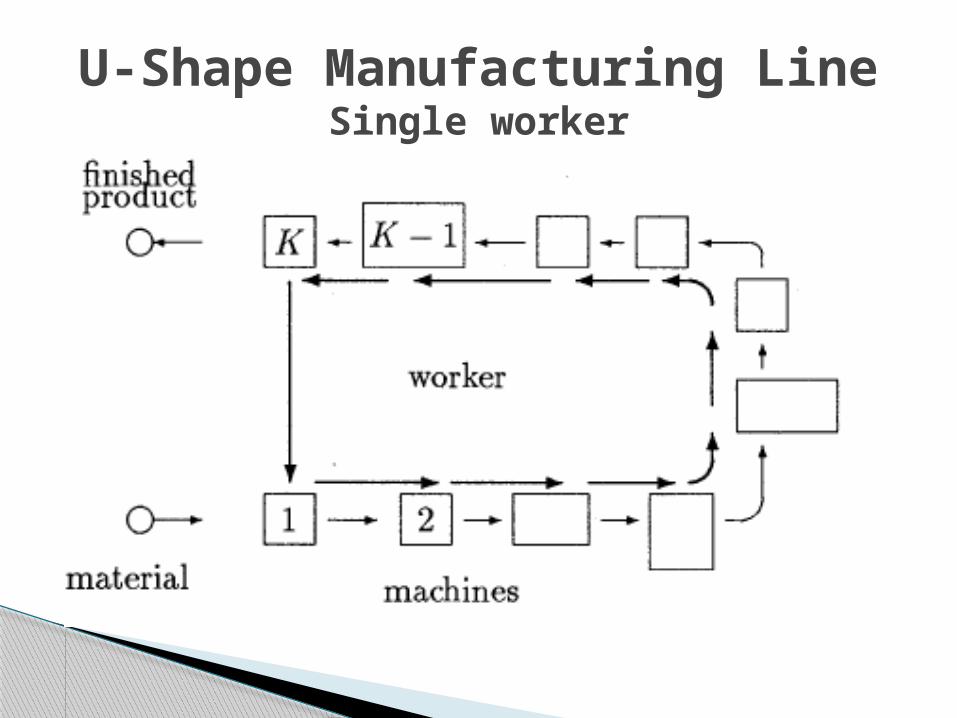
U-Shape Manufacturing LineSingle worker
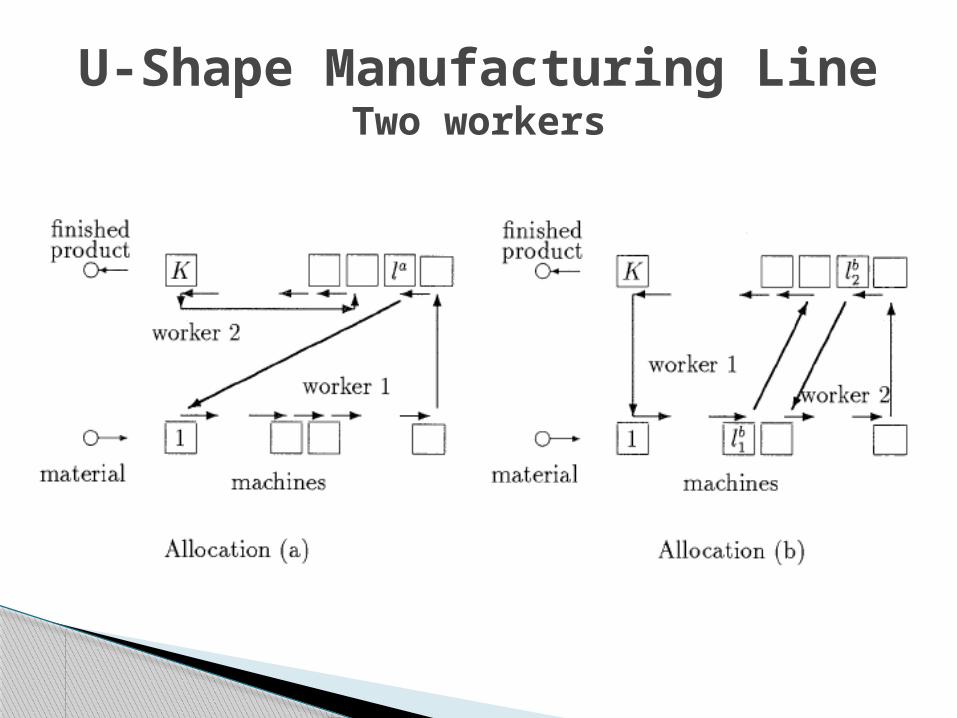
U-Shape Manufacturing LineTwo workers
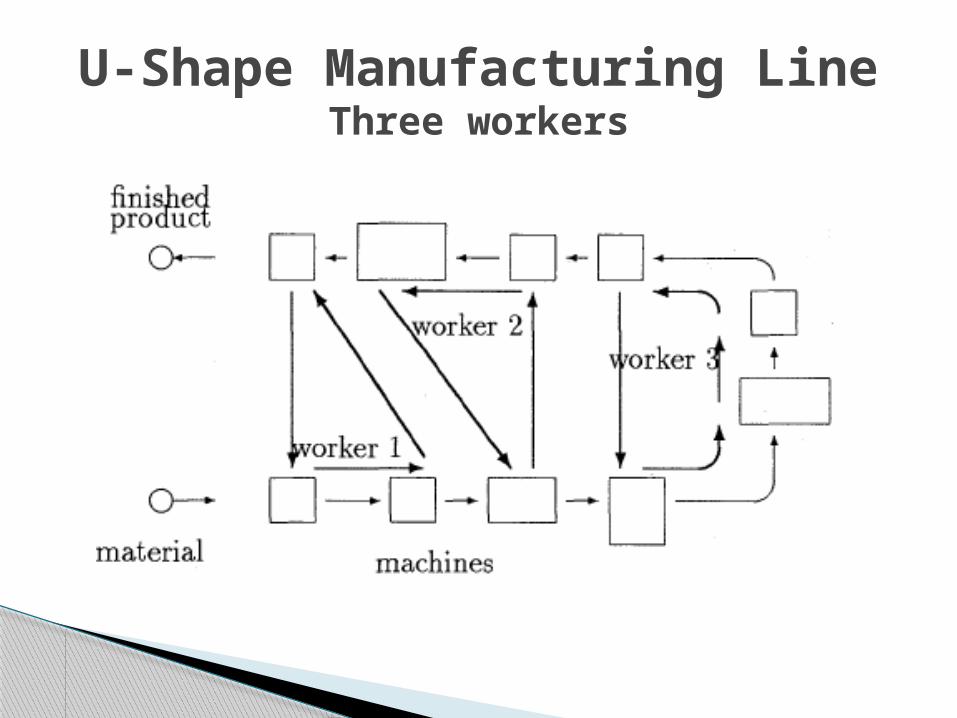
U-Shape Manufacturing LineThree workers
1. Reduced work in process inventory Because the work cell is set up to provide a balanced flow from machine to machine.
2. Reduced direct labor cost Because of improved communication between employees, better
material flow, and improved scheduling. 3. High employee participation is achieved Due to added responsibility of product quality monitored by themselves
rather than separate quality persons. 4. Increased use of equipment and machinery: Because of better scheduling and faster material flow. 5. Improve the flexibility Allows the company higher degrees of flexibility to accommodate
changes in customer demand. 6. Promotes continuous improvement as problems are exposed to surface due to low WIP and better
communication. 7. Reduces throughput time
Increases velocity for customer orders from order receipt through production and shipment.
8. Enhances the employee’s skills Train them on multi-skilled operations.
Benefits of Manufacturing over longer assembly lines
i) Volume of productionii) The skill and expertise of man poweriii) Delivery dates for productsiv) Materials specificationsv) Accuracy requirements of products
Key factors of process planning
1. Better utilization of equipments2. Higher productivity3. Greater efficiency4. Better quality5. Reduced production cost & hence lower unit
price6. Use of standardized methods
Specialization

















