20
Projectizing an Operating Nuclear Facility November 11, 2009 Kim Hauer Director of Strategic Programs Savannah River Remediation LLC URS Washington Division SRR-LWP-2009-00015
| Date post: | 14-Dec-2015 |
| Category: |
Documents |
| Upload: | darrius-seamons |
| View: | 217 times |
| Download: | 3 times |
Projectizing an Operating Nuclear Facility
November 11, 2009
Kim HauerDirector of Strategic ProgramsSavannah River Remediation LLCURS Washington Division
SRR-LWP-2009-00015
2
Savannah River Site, located in South Carolina, was constructed in the early 1950s
• Built to provide strategic materials for U.S. Department of Defense• 310 square miles of federally protected land• Produced nuclear material for national defense, research, medical and
space programs• Dispositioning legacy waste generated from nuclear operations
Savannah River Remediation, a subsidiary of the URS Corporation, has managed liquid waste operations at the Savannah River Site since July 1, 2009
Savannah River Site
3
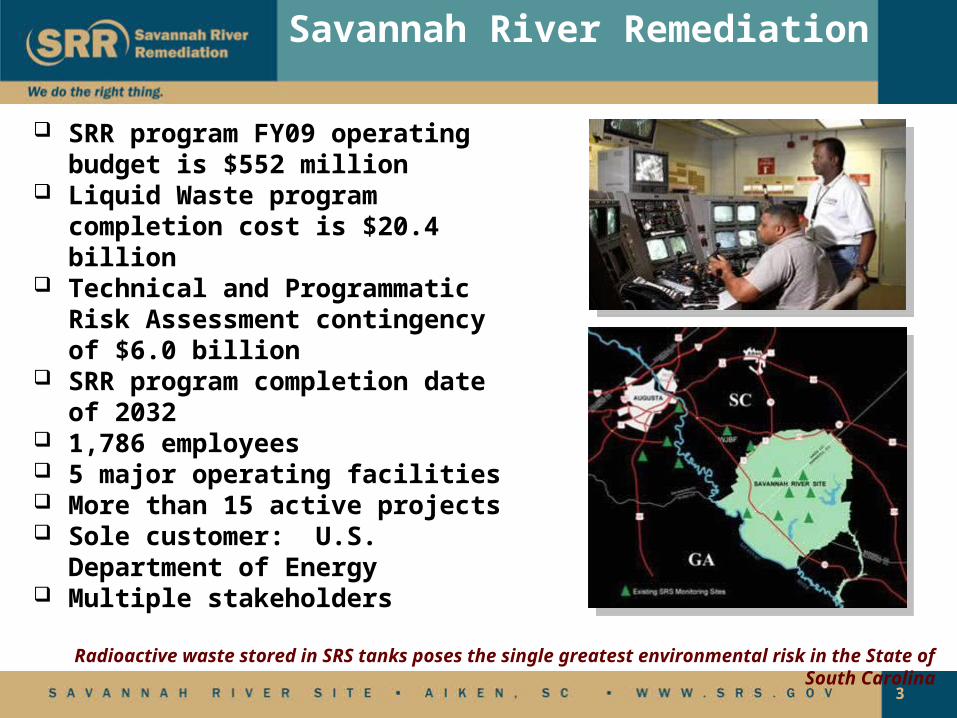
SRR program FY09 operating budget is $552 million
Liquid Waste program completion cost is $20.4 billion
Technical and Programmatic Risk Assessment contingency of $6.0 billion
SRR program completion date of 2032 1,786 employees 5 major operating facilities More than 15 active projects Sole customer: U.S. Department of
Energy Multiple stakeholders
Radioactive waste stored in SRS tanks poses the single greatest environmental risk in the State of South Carolina
Savannah River Remediation
4
Establish a “zero injury” expectation Implement safety programs
• Behavior-Based Safety (BBS)• Voluntary Protection Program (VPP)• Human Performance Improvement (HPI)• Time Out• Take 5 for Safety
Monitor employee performance Reward safety excellence
A Safe Project Culture
5
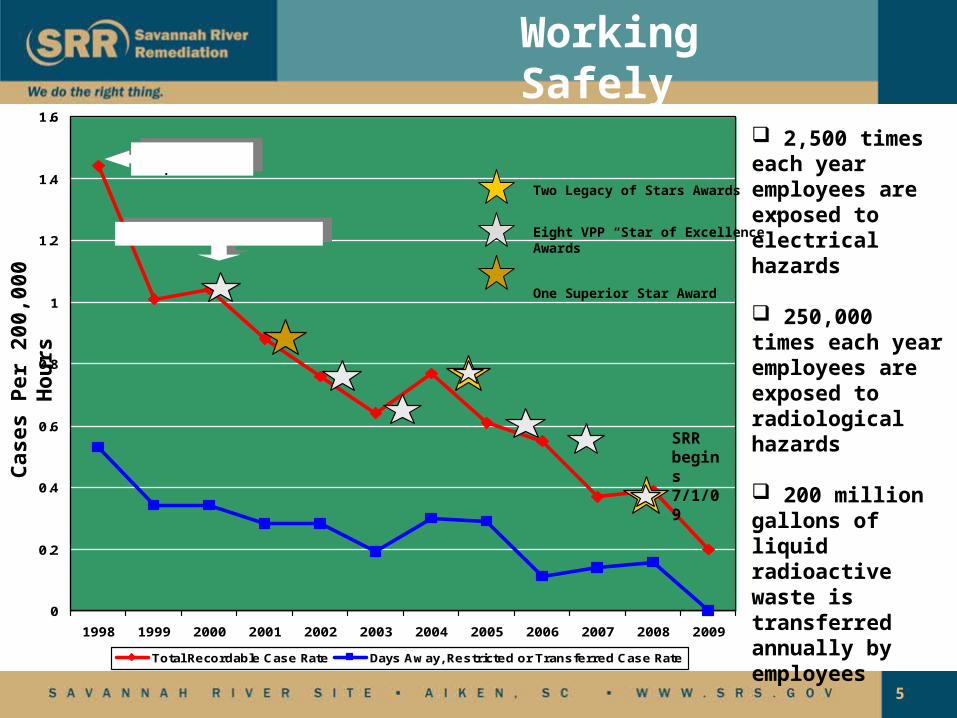
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009
Total Recordable Case Rate Days Away, Restricted or Transferred Case Rate
BBS Implemented
Achieved "VPP STAR" Status
Cas
es P
er 2
00,0
00 H
ou
rs
Two Legacy of Stars Awards
Eight VPP “Star of Excellence” Awards
One Superior Star Award
2,500 times each year employees are exposed to electrical hazards
250,000 times each year employees are exposed to radiological hazards
200 million gallons of liquid radioactive waste is transferred annually by employees
SRR begins 7/1/09
Working Safely
6
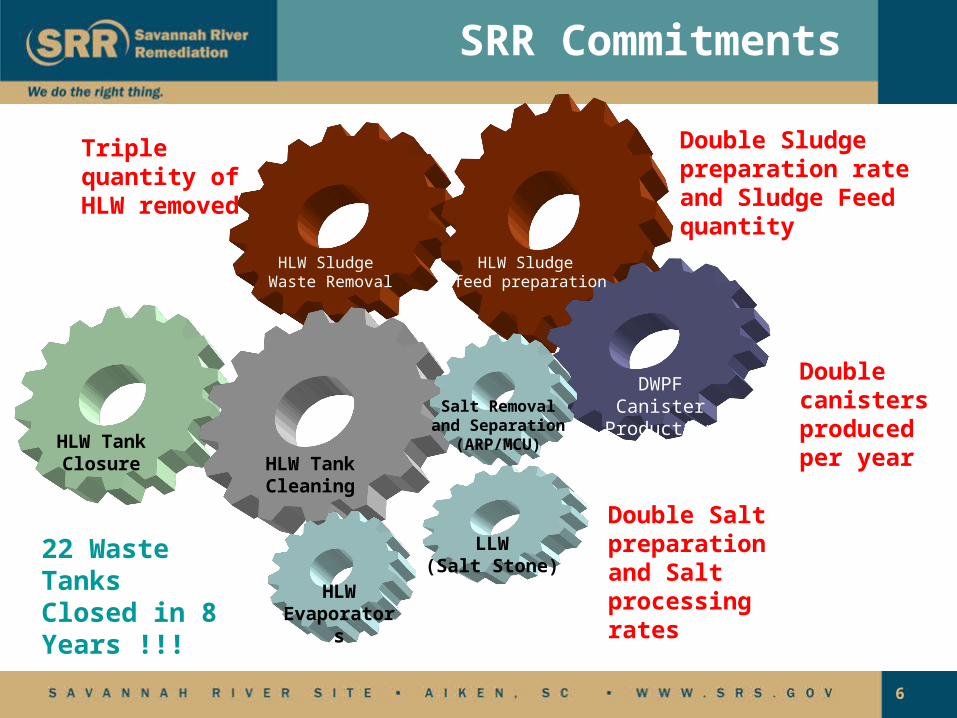
SRR Commitments
HLW TankCleaning
LLW(Salt Stone)
Salt Separation(ARP/MCU)
HLW Sludge Waste Removal
DWPFCanister
Production
HLW Sludge feed preparation
HLW TankClosure
Salt Removaland Separation
(ARP/MCU)
22 Waste Tanks Closed in 8 Years !!!
Triple quantity of HLW removed
Double Sludgepreparation rate and Sludge Feed quantity
HLW Evaporators
Double canistersproducedper year
Double Salt preparation and Salt processing rates
7
Pendulum-like budget swings• $30-50 million annual budget swings
Multiple regulators• Five regulators, all with differing expectations
Environmental risk• Single largest environmental risk in the
southeastern United States Degrading equipment and infrastructure
• Over 50-year-old equipment and plant infrastructure
Competitive market• Ultra-competitive business market with an
aging workforce Highly political environment
• Highly intense political environment subject to stakeholder and media scrutiny
Program Challenges
8
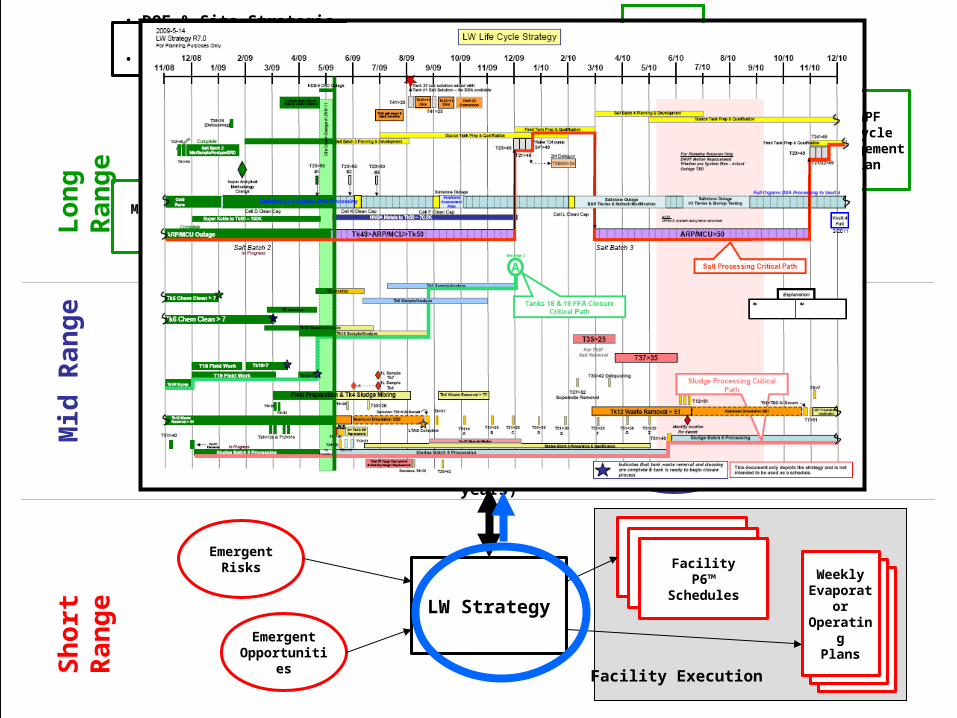
Lon
g
Ran
ge
Mid
Ran
ge
Sh
ort
R
an
ge
EmergentRisks
Facility Execution
Tank Closure
Sequencing
Plan
Salt Sequencin
g Plan
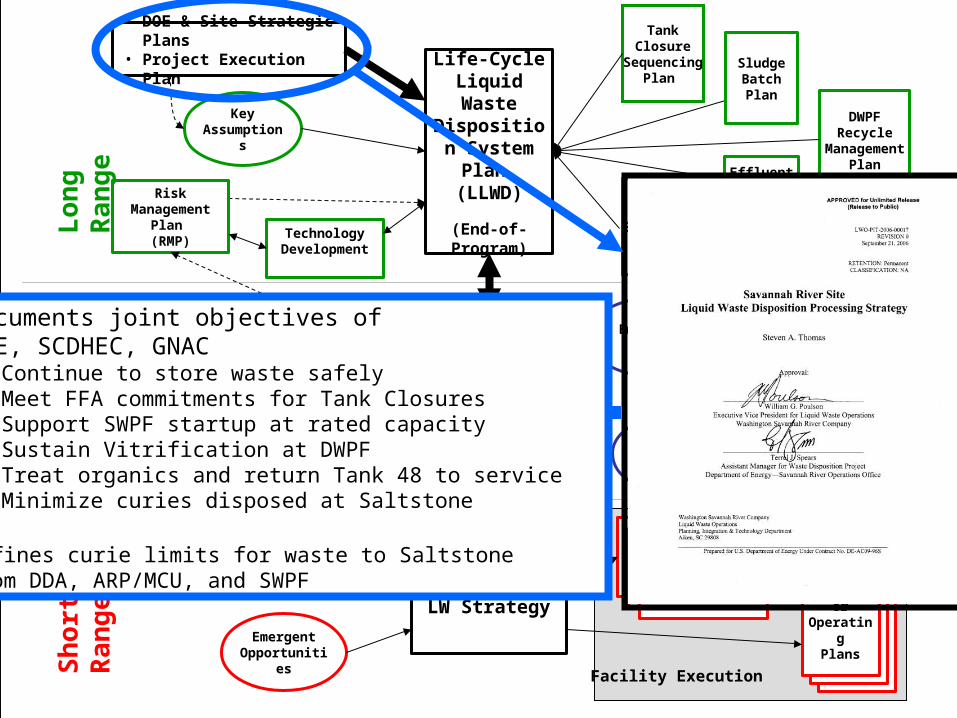
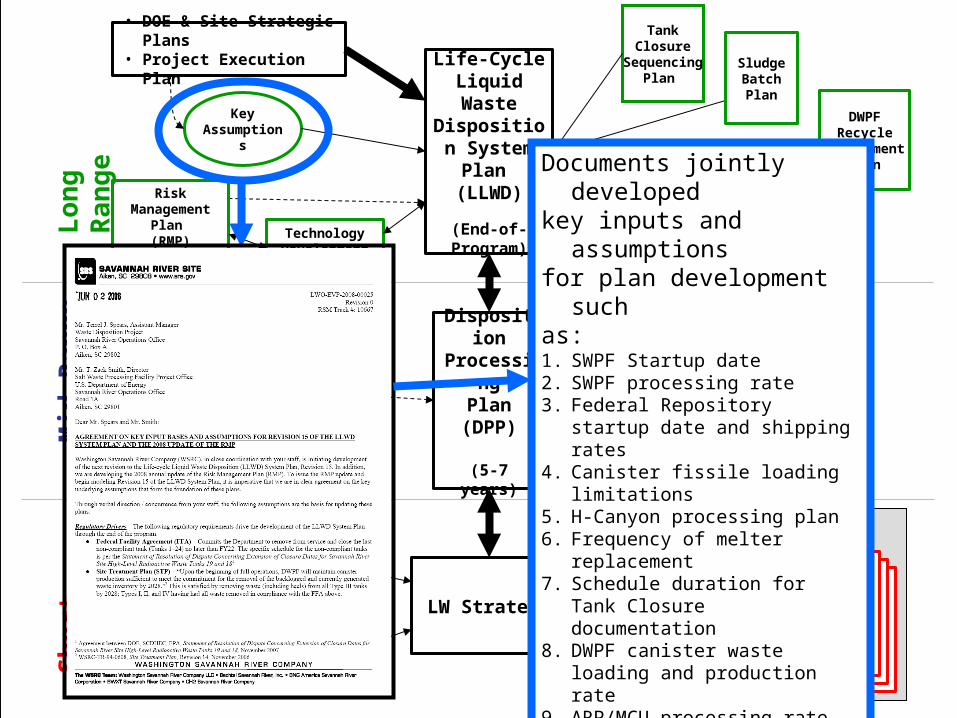
Life-Cycle Liquid Waste
Disposition System
Plan (LLWD)
(End-of-Program)
• DOE & Site Strategic Plans
• Project Execution Plan
Risk Management
Plan (RMP)
Disposition
Processing
Plan(DPP)
(5-7 years)
Project Risk
Assessments
EmergentOpportuniti
es
LW Strategy
EmergentRisks
EmergentOpportuniti
es
FacilityP3
Schedules
FacilityP3
Schedules
FacilityP6™
Schedules
WeeklyEvaporat
orOperatin
gPlans
Key Assumptio
ns
Sludge Batch Plan
DWPF Recycle
Management PlanEffluent
Treatment
Project PlanTechnology
Development
Documents joint objectives of DOE, SCDHEC, GNAC1. Continue to store waste safely2. Meet FFA commitments for Tank Closures3. Support SWPF startup at rated capacity4. Sustain Vitrification at DWPF5. Treat organics and return Tank 48 to service6. Minimize curies disposed at Saltstone
Defines curie limits for waste to Saltstone from DDA, ARP/MCU, and SWPF
9
Lon
g
Ran
ge
Mid
Ran
ge
Sh
ort
R
an
ge
EmergentRisks
Facility Execution
Tank Closure
Sequencing
Plan
Salt Sequencin
g Plan
Life-Cycle Liquid Waste
Disposition System
Plan (LLWD)
(End-of-Program)
• DOE & Site Strategic Plans
• Project Execution Plan
Risk Management
Plan (RMP)
Disposition
Processing
Plan(DPP)
(5-7 years)
Project Risk
Assessments
EmergentOpportuniti
es
LW Strategy
EmergentRisks
EmergentOpportuniti
es
FacilityP3
Schedules
FacilityP3
Schedules
FacilityP6™
Schedules
WeeklyEvaporat
orOperatin
gPlans
Key Assumptio
ns
Sludge Batch Plan
DWPF Recycle
Management PlanEffluent
Treatment
Project PlanTechnology
Development
Documents jointly developedkey inputs and assumptionsfor plan development suchas:1. SWPF Startup date2. SWPF processing rate3. Federal Repository startup date
and shipping rates4. Canister fissile loading limitations5. H-Canyon processing plan6. Frequency of melter replacement7. Schedule duration for Tank
Closure documentation8. DWPF canister waste loading and
production rate9. ARP/MCU processing rate10. Tank 48 return to general service
date

10
Lon
g
Ran
ge
Mid
Ran
ge
Sh
ort
R
an
ge
EmergentRisks
Facility Execution
Tank Closure
Sequencing
Plan
Salt Sequencin
g Plan
Life-Cycle Liquid Waste
Disposition System
Plan (LLWD)
(End-of-Program)
• DOE & Site Strategic Plans
• Project Execution Plan
Risk Management
Plan (RMP)
Disposition
Processing
Plan(DPP)
(5-7 years)
Project Risk
Assessments
EmergentOpportuniti
es
LW Strategy
EmergentRisks
EmergentOpportuniti
es
FacilityP3
Schedules
FacilityP3
Schedules
FacilityP6™
Schedules
WeeklyEvaporat
orOperatin
gPlans
Key Assumptio
ns
Sludge Batch Plan
DWPF Recycle
Management PlanEffluent
Treatment
Project PlanTechnology
Development
11
Lon
g
Ran
ge
Mid
Ran
ge
Sh
ort
R
an
ge
EmergentRisks
Facility Execution
Tank Closure
Sequencing
Plan
Salt Sequencin
g Plan
Life-Cycle Liquid Waste
Disposition System
Plan (LLWD)
(End-of-Program)
• DOE & Site Strategic Plans
• Project Execution Plan
Risk Management
Plan (RMP)
Disposition
Processing
Plan(DPP)
(5-7 years)
Project Risk
Assessments
EmergentOpportuniti
es
LW Strategy
EmergentRisks
EmergentOpportuniti
es
FacilityP3
Schedules
FacilityP3
Schedules
FacilityP6™
Schedules
WeeklyEvaporat
orOperatin
gPlans
Key Assumptio
ns
Sludge Batch Plan
DWPF Recycle
Management PlanEffluent
Treatment
Project PlanTechnology
Development
12
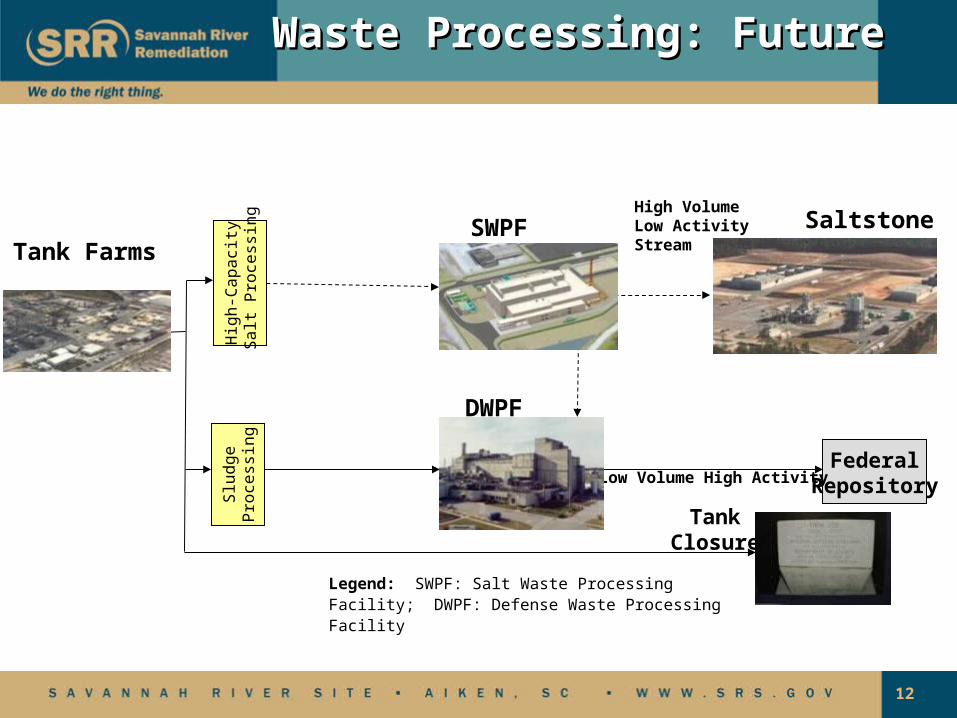
Legend: SWPF: Salt Waste Processing Facility; DWPF: Defense Waste Processing Facility
FederalRepository
TankClosure
Hig
h-C
ap
aci
ty S
alt
Pro
cess
ing
Slu
dg
eP
roce
ssin
g
Waste Processing: FutureWaste Processing: Future
SaltstoneSWPF
DWPF
Tank Farms
High VolumeLow ActivityStream
Low Volume High Activity
13
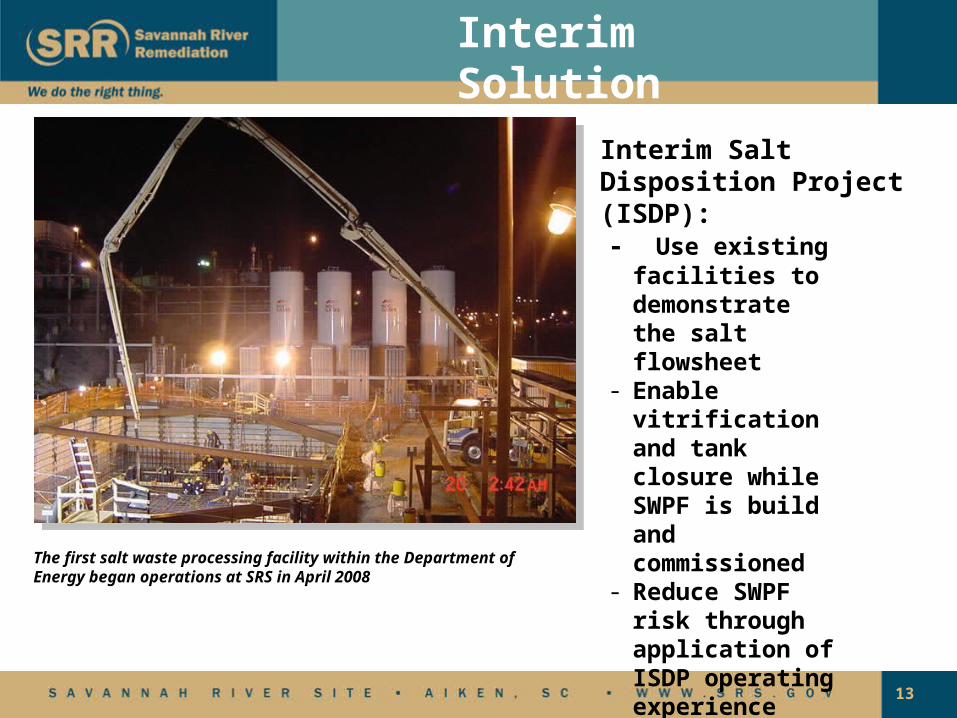
The first salt waste processing facility within the Department of Energy began operations at SRS in April 2008
- Use existing facilities to demonstrate the salt flowsheet
- Enable vitrification and tank closure while SWPF is build and commissioned
- Reduce SWPF risk through application of ISDP operating experience
Interim Solution
Interim Salt Disposition Project (ISDP):
14
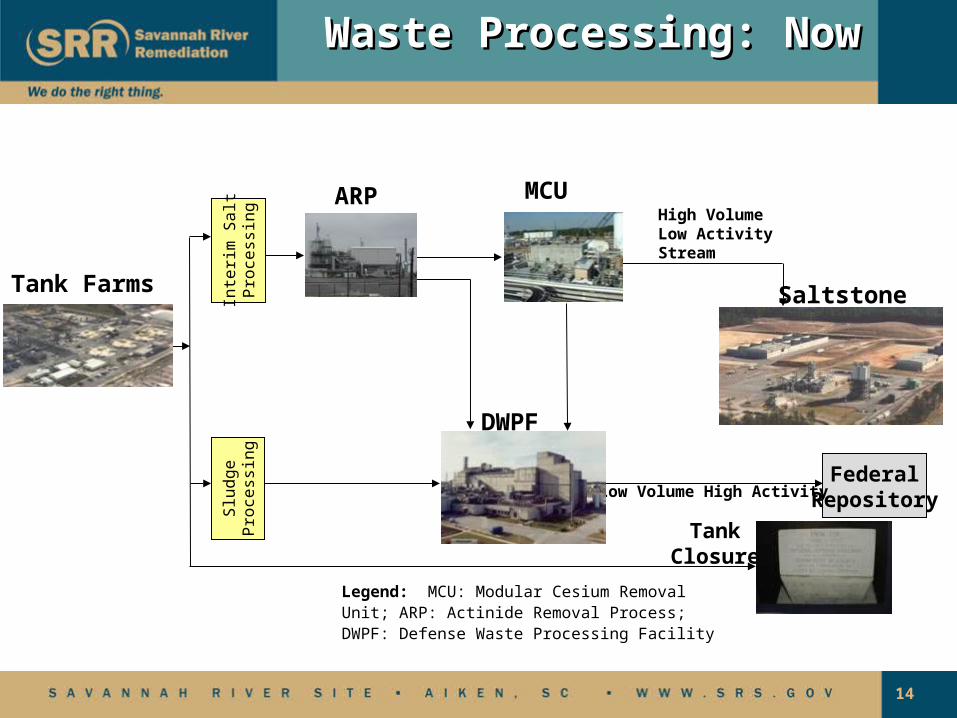
Legend: MCU: Modular Cesium Removal Unit; ARP: Actinide Removal Process; DWPF: Defense Waste Processing Facility
FederalRepository
TankClosure
MCU In
terim
Sa
ltP
roce
ssin
gS
lud
ge
Pro
cess
ing
Waste Processing: Waste Processing: NowNow
Tank Farms
Saltstone
ARP
DWPF
High VolumeLow ActivityStream
Low Volume High Activity
15
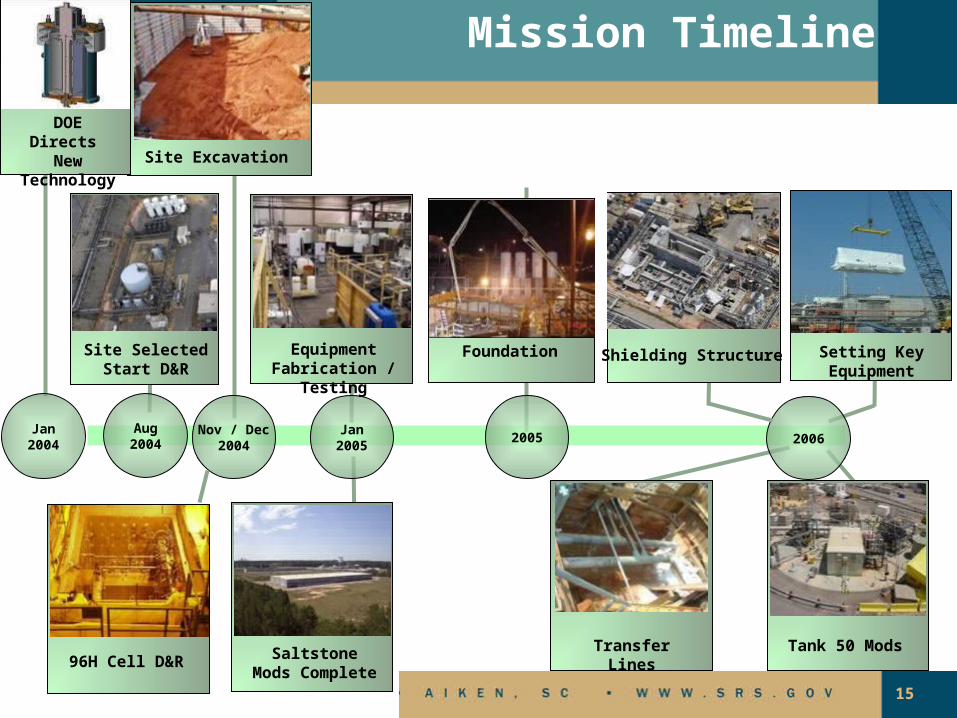
Jan2005
2005Nov / Dec
2004 2006Aug2004
Site SelectedStart D&R
Mission Timeline
Foundation
Site Excavation
Jan2004
DOE Directs New
Technology
Shielding Structure Setting KeyEquipment
EquipmentFabrication / Testing
Saltstone Mods Complete
Transfer Lines96H Cell D&R
Tank 50 Mods
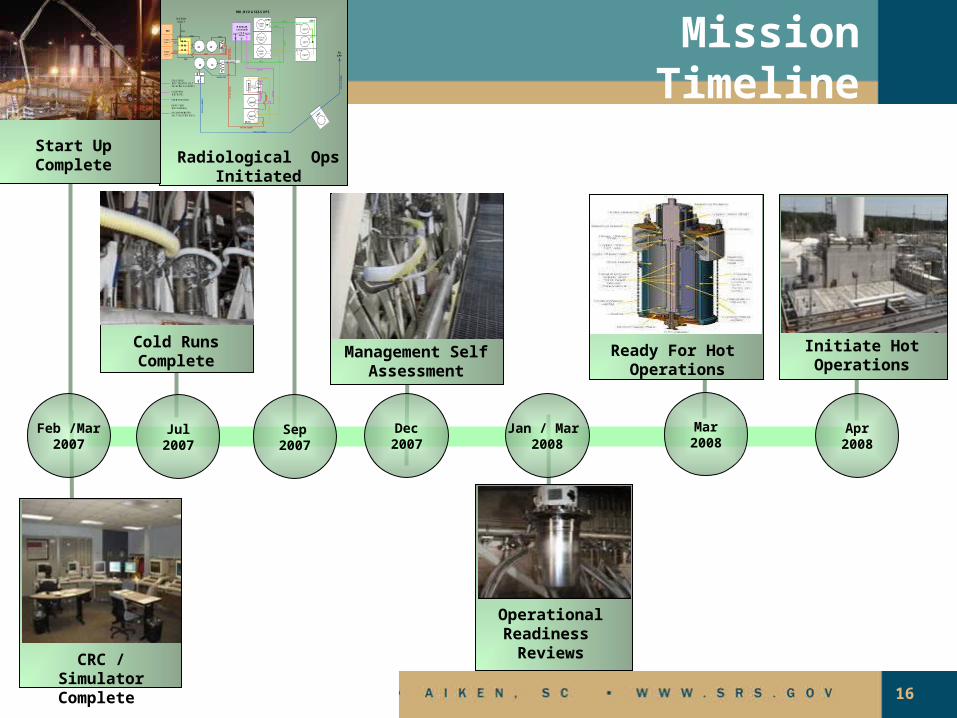
16
Management Self Assessment
Ready For Hot Operations
Mission Timeline
Dec2007
Apr2008
Initiate Hot Operations
Jul2007
Cold Runs Complete
Sep2007
Radiological Ops Initiated
16054/SDP1
48 49
5150
TOSPF
RECYCLETANK
96H, MCU & 512-S OPS
512-S FEED (MST TREATED SALT SOLUTION & SLUDGE)
96H
TO/FROMHDB-7
1152
1151
3056
656A
1663/RCZ38
SSP2-3-4 (1905A)
SS
P2-
3-4
(190
5A)
PC
P34
1 (1
253
A)
1660
1252A705
1105
CSSX FEED(FILTRATE)
STRIP EFFLUENT
SDP1
RCZ37
PCP341 (1253A)
SD
P1
DWPF FEED(MST/SLUDGE)
304 (8)
SDP25
PCP4
PC
P4
PCP9
DECONTAMINATEDSALT SOLUTION (DSS)
SLUDGETANK
LPPP
SDP1
301 (14)
5
6
5
5
5
4
PRECIPTANK
SRAT
4
30 56
30
2
FT24
FT27
BACKPULSETANK
32
26
27
LWPT
LWHT
29
PC
P54
PC
P57
PCP57
RC
Z37
PC
P34
1 (1
253
A)
STRIKETANK 2
STRIKETANK 1
512-S
SS
P2-
3-4
(190
5A)
FILT
ER
DSS STRIP FEED
M ODULARCSSX UNIT
PRFT
SEFT
221-S
EFFL.
Feb /Mar2007
Start Up Complete
Mar2008
Jan / Mar 2008
Operational Readiness
ReviewsCRC / SimulatorComplete
17
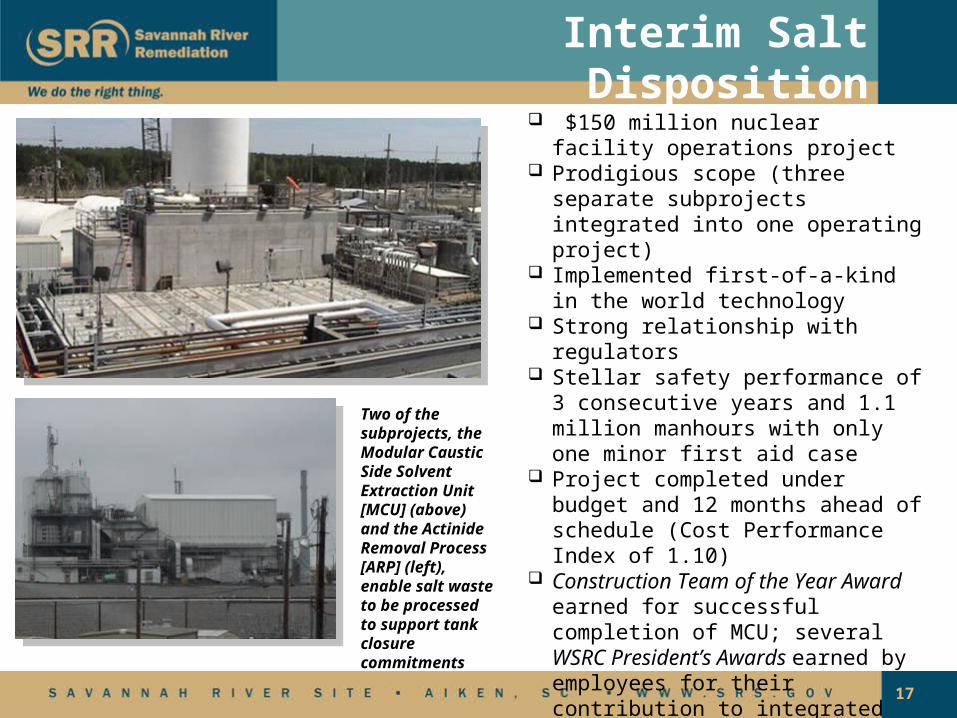
Interim Salt Disposition
$150 million nuclear facility operations project Prodigious scope (three separate subprojects
integrated into one operating project) Implemented first-of-a-kind in the world
technology Strong relationship with regulators Stellar safety performance of 3 consecutive
years and 1.1 million manhours with only one minor first aid case
Project completed under budget and 12 months ahead of schedule (Cost Performance Index of 1.10)
Construction Team of the Year Award earned for successful completion of MCU; several WSRC President’s Awards earned by employees for their contribution to integrated project’s design, construction and testing activities
Safely operated the process though hundreds of hours of operations with real waste
Providing valuable lessons learned information for SWPF
Two of the subprojects, the Modular Caustic Side Solvent Extraction Unit [MCU] (above) and the Actinide Removal Process [ARP] (left), enable salt waste to be processed to support tank closure commitments
18
Maintain safety priority and focus throughout all phases of a project.
“Design to Build, Build to Test, Test to Assess, Assess to Operate” Include early involvement / integration of critical groups
and SME’s in projects and at subcontractors facility: Safety, RCO, IH, Ops, Maintenance, Engineering, Procedures,
Training, Testing…. Provides early identification of issues Constructability reviews Bi-weekly DA/Engineering and Construction Interface meetings
Extensive use of 3D model and IPIC’s Technology (design phase through operational phase) significantly improves safety/ALARA and reduces risk
Closely monitor flow-down of quality requirements to sub-tier suppliers.
Lessons Learned
19
Lessons Learned
Use of a process simulator provides increased proficiency, testing and safety benefits
Use of a “War Room” concept to manage start-up through hot operations activities enables prompt response and priority to safety
Use of a “Management Control Plan” defines the management oversight expectations and controls to be used to ensure safe and effective start-up and operations emphasis on five strategic areas: Equipment operability, Operator knowledge
and performance, Procedure viability, Management oversight, Final management review and authorization.

20
Take-Aways
• Achieve organizational alignment through project management discipline
• Set, communicate, and consistently reinforce common core behavioral expectations
• Identify and exploit opportunities to achieve early programme progress

















