The Copar Quality Master Process Control maximizes product quality and consistency by continually monitoring specific parts of the corrugator. Target goal settings are saved for each paper grade combination, and are automatically recalled the next time the grade is run. Preheater/preconditioner wrap arms and the heating section automatically adjust to maintain target paper temperatures as production speed changes. Starch gaps adjust automatically with highly customizable speed curves. P.O.P (Production Optimized Process) automatically adjusts the doublebacker speed for efficient heat utilization. Warp Wacker lasers at the stacker measure across the entire machine width, and automatically correct board warp. Center-lined Operations Process Control Increased Production The Quality Master will help your operators produce stronger board, with a better printing surface by continually monitoring and adjusting wrap arms and heating section temperatures. Target (goal) temperature values are entered for each grade. The Quality Master automatically adjusts the machine to maintain the target values. Strong bonding can be made consistent by continually monitoring and adjusting the starch gap. Customizable curves automatically change the amount of applied starch as the machine changes speed. Goals are saved per grade combination. The next time the grade combination is run, the Quality Master will automatically adjust the machine to the saved settings. P.O.P. (Production Optimized Process) increases corrugator output while simultaneously producing a better quality sheet. A quality, flat sheet will run faster with fewer jam-ups, on high speed converting equipment. P.O.P. optimizes a machine’s speed by using available heat more efficiently. If enabled, the doublebacker speed automatically increases when center lined goals are met, but extra heat is available at the wrap arms or the heating section. Consistency The Quality Master helps produce a quality, consistent sheet by automatically adjusting when production speed changes and by compensating for differences in roll temperature and moisture. The easiest way to ensure center-lined goals are met, is through automation. Corrugator performance becomes more repeatable by removing variance from operator to operator and from shift to shift. By standardizing and automating wet and dry end processes, a more consistent product will be produced. Quality Master Corrugator Process Control 5744 W. 77th Street, Burbank, IL, USA 708-496-1859 [email protected]
Transcript
The Copar Quality Master Process Control maximizes product quality and consistency by continually monitoring specific parts of the corrugator. Target goal settings are saved for each paper grade combination, and are automatically recalled the next time the grade is run.
Preheater/preconditioner wrap arms and the heating section automatically adjust to maintain target paper temperatures as production speed changes.
Starch gaps adjust automatically with highly customizable speed curves.
P.O.P (Production Optimized Process) automatically adjusts the doublebacker speed for efficient heat utilization.
Warp Wacker lasers at the stacker measure across the entire machine width, and automatically correct board warp.
Center-lined Operations
Process Control
Increased Production
The Quality Master will help your operators
produce stronger board, with a better printing
surface by continually monitoring and adjusting
wrap arms and heating section temperatures.
Target (goal) temperature values are entered for
each grade. The Quality Master automatically
adjusts the machine to maintain the target values.
Strong bonding can be made consistent by
continually monitoring and adjusting the starch
gap. Customizable curves automatically change
the amount of applied starch as the machine
changes speed.
Goals are saved per grade combination. The next
time the grade combination is run, the Quality
Master will automatically adjust the machine to the
saved settings.
P.O.P. (Production Optimized Process) increases
corrugator output while simultaneously producing
a better quality sheet. A quality, flat sheet will run
faster with fewer jam-ups, on high speed
converting equipment.
P.O.P. optimizes a machine’s speed by using
available heat more efficiently. If enabled, the
doublebacker speed automatically increases when
center lined goals are met, but extra heat is
available at the wrap arms or the heating section.
Consistency
The Quality Master helps produce a quality,
consistent sheet by automatically adjusting when
production speed changes and by compensating
for differences in roll temperature and moisture.
The easiest way to ensure center-lined goals are
met, is through automation. Corrugator
performance becomes more repeatable by
removing variance from operator to operator and
from shift to shift.
By standardizing and automating wet and dry end
processes, a more consistent product will be
produced.
Qual ity Master Corrugator Process Control
5744 W. 77th Street, Burbank, IL, USA 708-496-1859 [email protected]
Improved Accuracy Over the Entire Temperature Range
The infrared sensor has been upgraded for more accurate temperature measurements.
The electronics are separated from the sensor head, which makes the sensor less prone to machine vibrations. Previous sensors had fixed calibrations that could drift with machine vibration over time.
High Thermal Stability
The new digital technology can tolerate ambient temperatures as high as 248° F (120° C).
Greater Mounting Flexibility
A reduced 15:1 spot size ratio allows the sensor to be mounted in locations with limited space available. A smaller spot size ratio allows the sensor to be mounted further away from the paper if required, when access is limited.
Field Calibration is Possible
An optional USB PC port can be provided to allow parameter modification in the field.
Durability
Infrared Temperature Measurements with Improved Durability
Brackets, Mounting Hardware, DC Wires and Cables are Provided Included vs. Not Included Not all process control systems include these items, and rely on the installer
to make decisions in the field. The Copar Quality Master includes all required items that have been designed and tested time and again for a reliable installation, and to ensure consistency from plant to plant. While some on-site customization may be required, Copar takes strides to provide everything that will be needed.
Chromate / Zinc Plating Steel brackets are manufactured at Copar and then are zinc plated.
Chromate coating is then applied to provide a professional appearance, excellent corrosion resistance, and to ensure many years of service.
Teflon/PVC Insulated Wires and Cables All provided cables are made with a Teflon/PVC combination insulated jacket.
This combination provides extra protection of the conductor and is also easier to pull through the wire way during installation.
Operator Stations
23” 1080p Resistive Touchscreens are designed for industrial
applications
NEMA Type 4X sealed enclosures
Battery Backup and internal GFCI outlet is included for
protection
Each remote operates independently and duplicates all
operator functions of the Master Station (not a repeater
screen)
Remote touchscreens are compact for flexible mounting options
Additional Remote Stations can be easily installed for operator
convenience
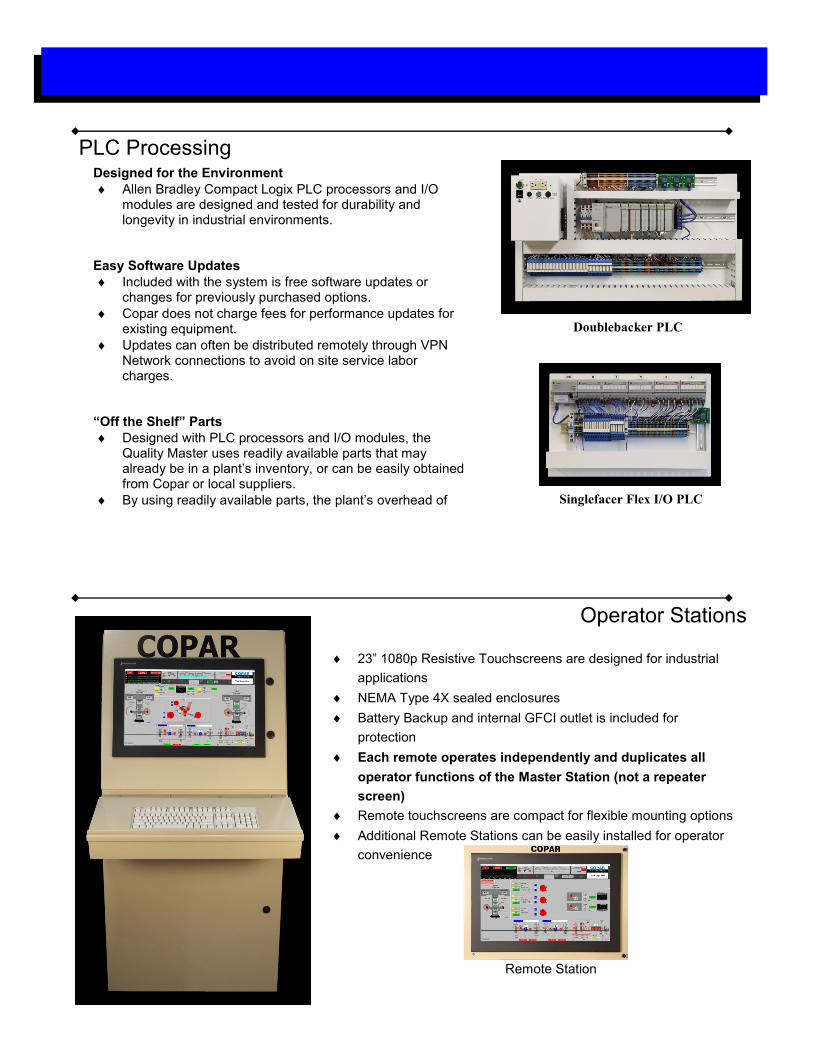
PLC Processing Designed for the Environment
Allen Bradley Compact Logix PLC processors and I/O modules are designed and tested for durability and longevity in industrial environments.
Easy Software Updates
Included with the system is free software updates or changes for previously purchased options.
Copar does not charge fees for performance updates for existing equipment.
Updates can often be distributed remotely through VPN Network connections to avoid on site service labor charges.
“Off the Shelf” Parts
Designed with PLC processors and I/O modules, the Quality Master uses readily available parts that may already be in a plant’s inventory, or can be easily obtained from Copar or local suppliers.
By using readily available parts, the plant’s overhead of
Doublebacker PLC
Singlefacer Flex I/O PLC
Remote Station
Minimize Warp with
Laser Precision
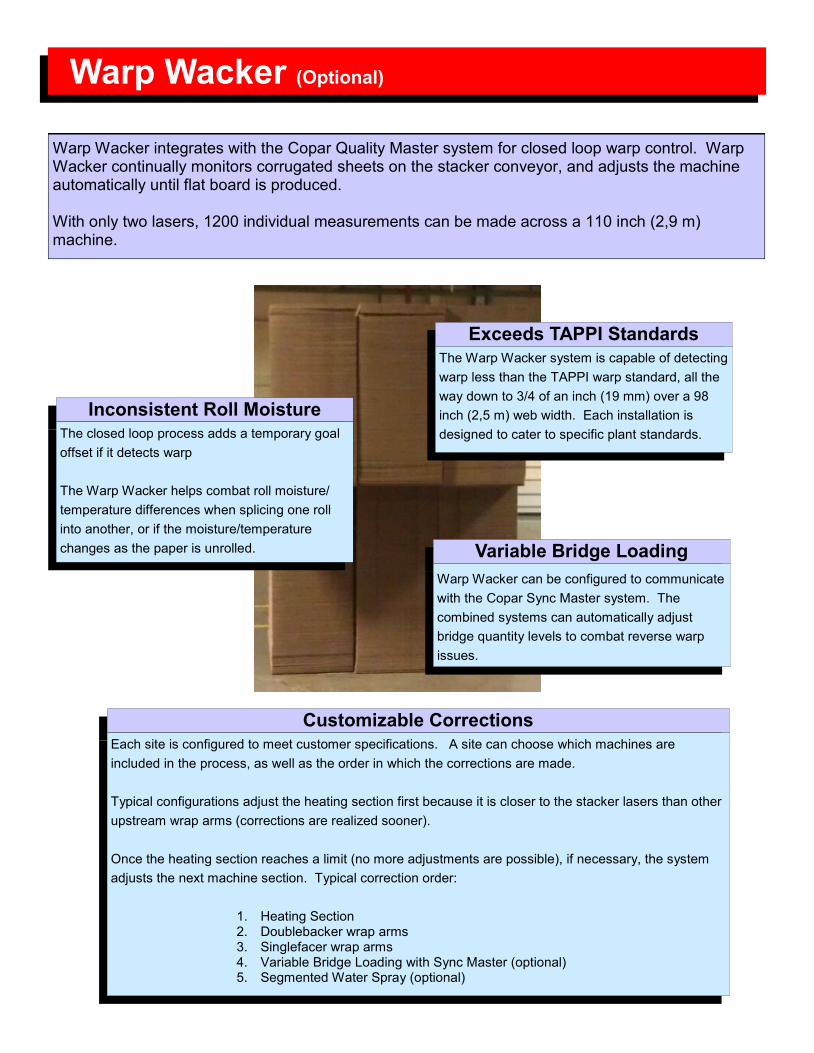
Exceeds TAPPI Standards
The Warp Wacker system is capable of detecting
warp less than the TAPPI warp standard, all the
way down to 3/4 of an inch (19 mm) over a 98
inch (2,5 m) web width. Each installation is
designed to cater to specific plant standards.
Warp Wacker (Optional)
Warp Wacker integrates with the Copar Quality Master system for closed loop warp control. Warp Wacker continually monitors corrugated sheets on the stacker conveyor, and adjusts the machine automatically until flat board is produced. With only two lasers, 1200 individual measurements can be made across a 110 inch (2,9 m) machine.
Inconsistent Roll Moisture
The closed loop process adds a temporary goal
offset if it detects warp
The Warp Wacker helps combat roll moisture/
temperature differences when splicing one roll
into another, or if the moisture/temperature
changes as the paper is unrolled. Variable Bridge Loading
Warp Wacker can be configured to communicate
with the Copar Sync Master system. The
combined systems can automatically adjust
bridge quantity levels to combat reverse warp
issues.
Customizable Corrections
Each site is configured to meet customer specifications. A site can choose which machines are
included in the process, as well as the order in which the corrections are made.
Typical configurations adjust the heating section first because it is closer to the stacker lasers than other
upstream wrap arms (corrections are realized sooner).
Once the heating section reaches a limit (no more adjustments are possible), if necessary, the system
adjusts the next machine section. Typical correction order:
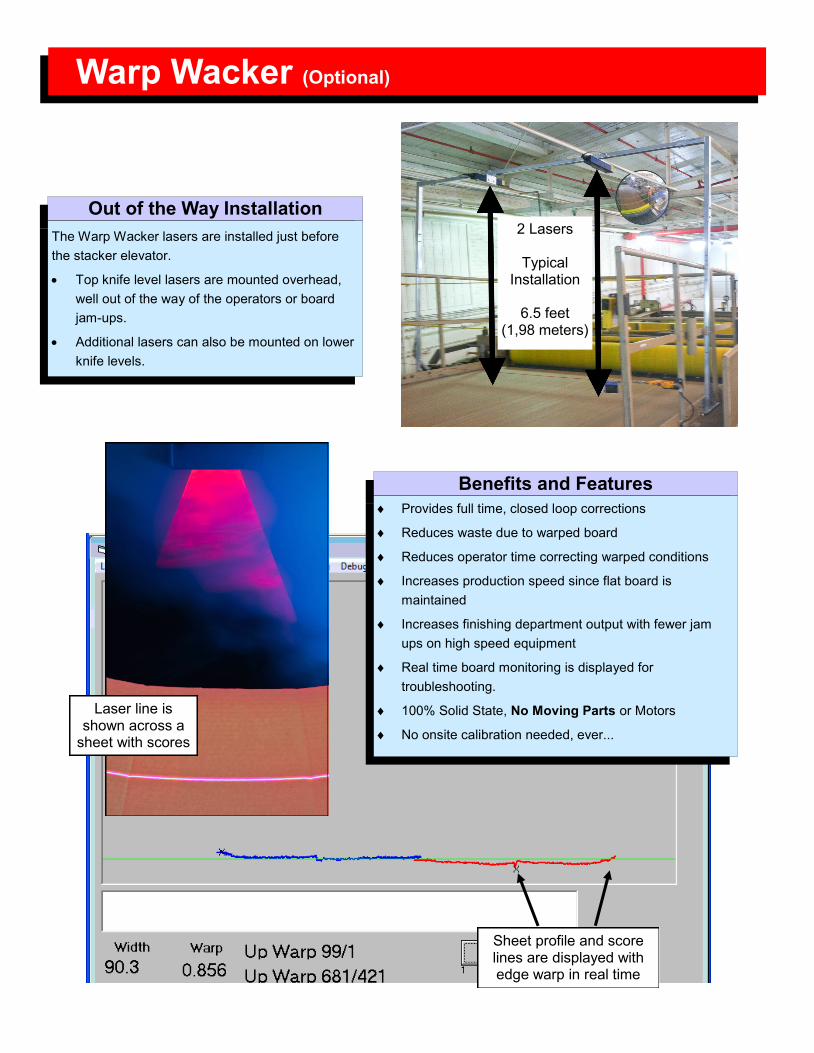
Sheet profile and score lines are displayed with edge warp in real time
Benefits and Features
Provides full time, closed loop corrections
Reduces waste due to warped board
Reduces operator time correcting warped conditions
Increases production speed since flat board is
maintained
Increases finishing department output with fewer jam
ups on high speed equipment
Real time board monitoring is displayed for
troubleshooting.
100% Solid State, No Moving Parts or Motors
No onsite calibration needed, ever...
Out of the Way Installation
The Warp Wacker lasers are installed just before
the stacker elevator.
Top knife level lasers are mounted overhead,
well out of the way of the operators or board
jam-ups.
Additional lasers can also be mounted on lower
knife levels.
2 Lasers
Typical Installation
6.5 feet
(1,98 meters)
Warp Wacker (Optional)
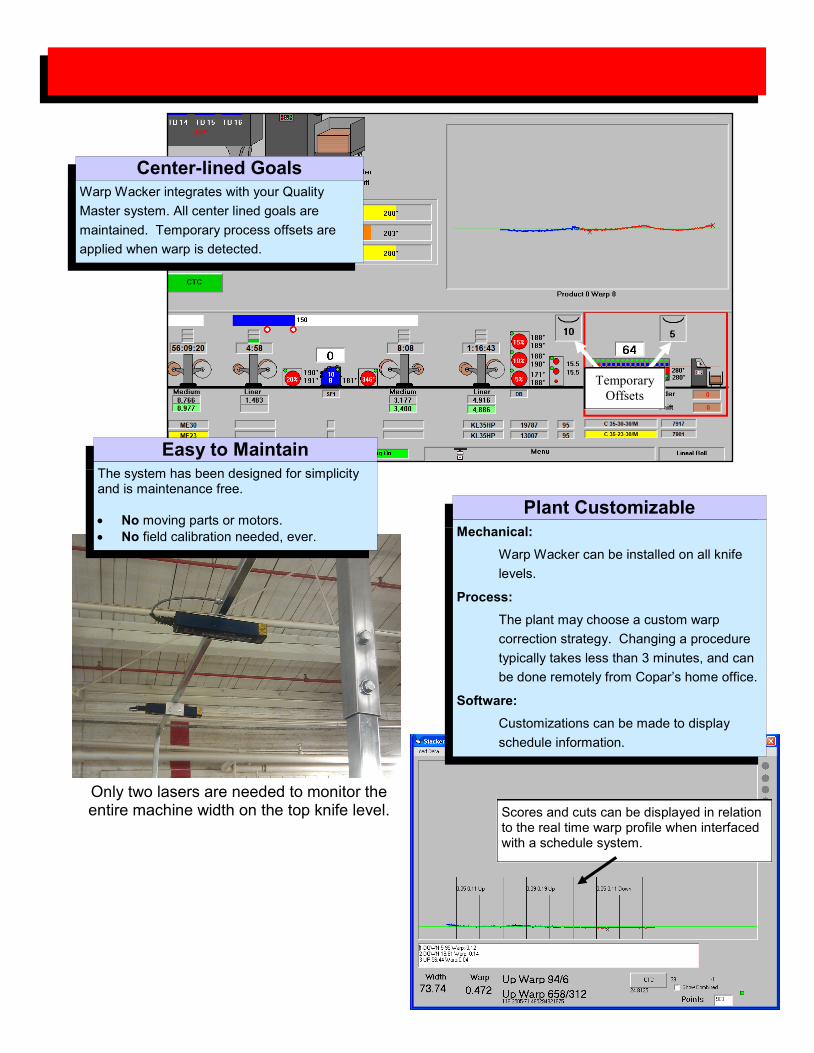
Easy to Maintain
Plant Customizable
Only two lasers are needed to monitor the entire machine width on the top knife level. Scores and cuts can be displayed in relation
to the real time warp profile when interfaced with a schedule system.
The system has been designed for simplicity and is maintenance free.
No moving parts or motors.
No field calibration needed, ever. Mechanical:
Warp Wacker can be installed on all knife
levels.
Process:
The plant may choose a custom warp
correction strategy. Changing a procedure
typically takes less than 3 minutes, and can
be done remotely from Copar’s home office.
Software:
Customizations can be made to display
schedule information.
Center-lined Goals
Warp Wacker integrates with your Quality
Master system. All center lined goals are
maintained. Temporary process offsets are
applied when warp is detected.
Temporary
Offsets
Quality Master Options
This option controls the web tension with an interface to your existing E&L Tension or BHS Bridge Break system via a remote setpoint.
Target (goal) web tensions are saved for each paper combination, or a default value will be used.
During a grade change, the web tension automatically adjusts when the splice reaches the tensioner.
Values are adjustable from any Copar operator touch screen to compensate for tension warp.
Weekly start-up troubles often involve opened safety contacts. The E-Stop Monitor is a graphical display and history log that indicates when a stop circuit contact has been opened.
Can be connected to any pushbutton, whisker switch, run relay, or safety cord with isolated (dry) contacts.
Can be connected to other operation indicators or processes for data logging purposes.
The system log helps find machine start-up problems by keeping track of which stop was last engaged.
The stop analysis screen is viewable from any Copar touch screen.
Web Tension Interface
E-Stop Monitor
Lower Stacker Stop
is Opened
Accurate, chronological
record of stop signals
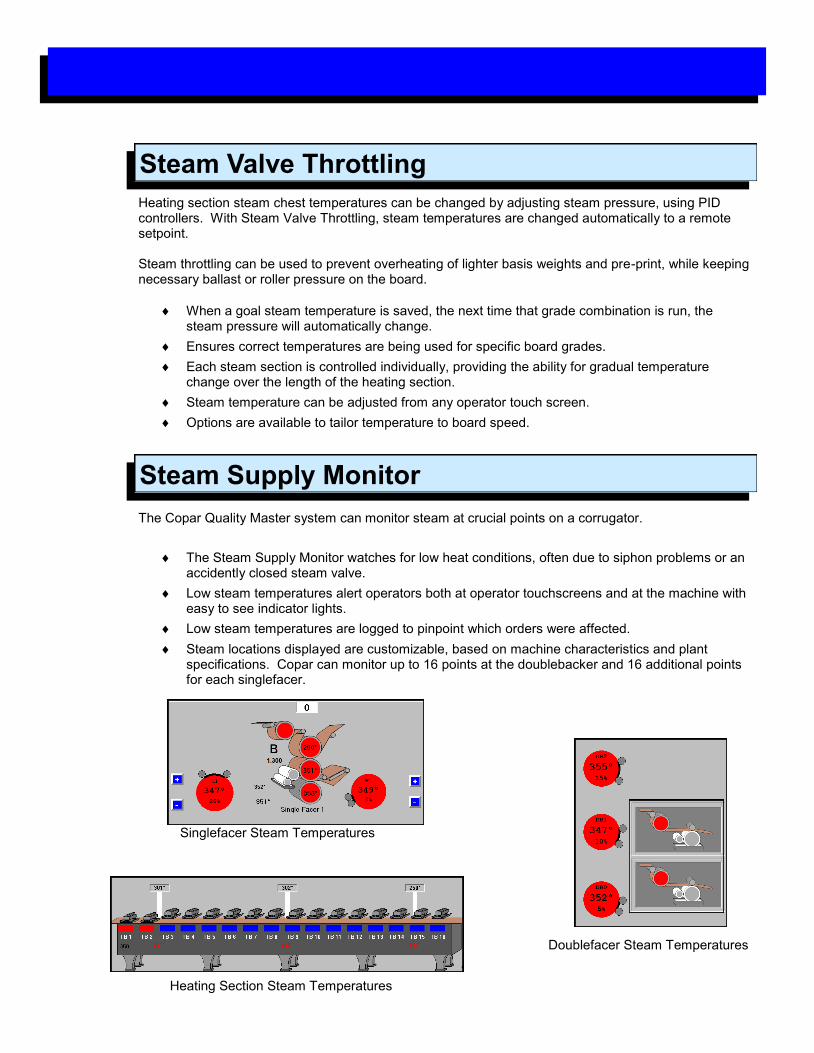
Steam Supply Monitor
The Copar Quality Master system can monitor steam at crucial points on a corrugator.
The Steam Supply Monitor watches for low heat conditions, often due to siphon problems or an accidently closed steam valve.
Low steam temperatures alert operators both at operator touchscreens and at the machine with easy to see indicator lights.
Low steam temperatures are logged to pinpoint which orders were affected.
Steam locations displayed are customizable, based on machine characteristics and plant specifications. Copar can monitor up to 16 points at the doublebacker and 16 additional points for each singlefacer.
Heating section steam chest temperatures can be changed by adjusting steam pressure, using PID controllers. With Steam Valve Throttling, steam temperatures are changed automatically to a remote setpoint. Steam throttling can be used to prevent overheating of lighter basis weights and pre-print, while keeping necessary ballast or roller pressure on the board.
When a goal steam temperature is saved, the next time that grade combination is run, the steam pressure will automatically change.
Ensures correct temperatures are being used for specific board grades.
Each steam section is controlled individually, providing the ability for gradual temperature change over the length of the heating section.
Steam temperature can be adjusted from any operator touch screen.
Options are available to tailor temperature to board speed.
Steam Valve Throttling
Singlefacer Steam Temperatures
Doublefacer Steam Temperatures
Heating Section Steam Temperatures
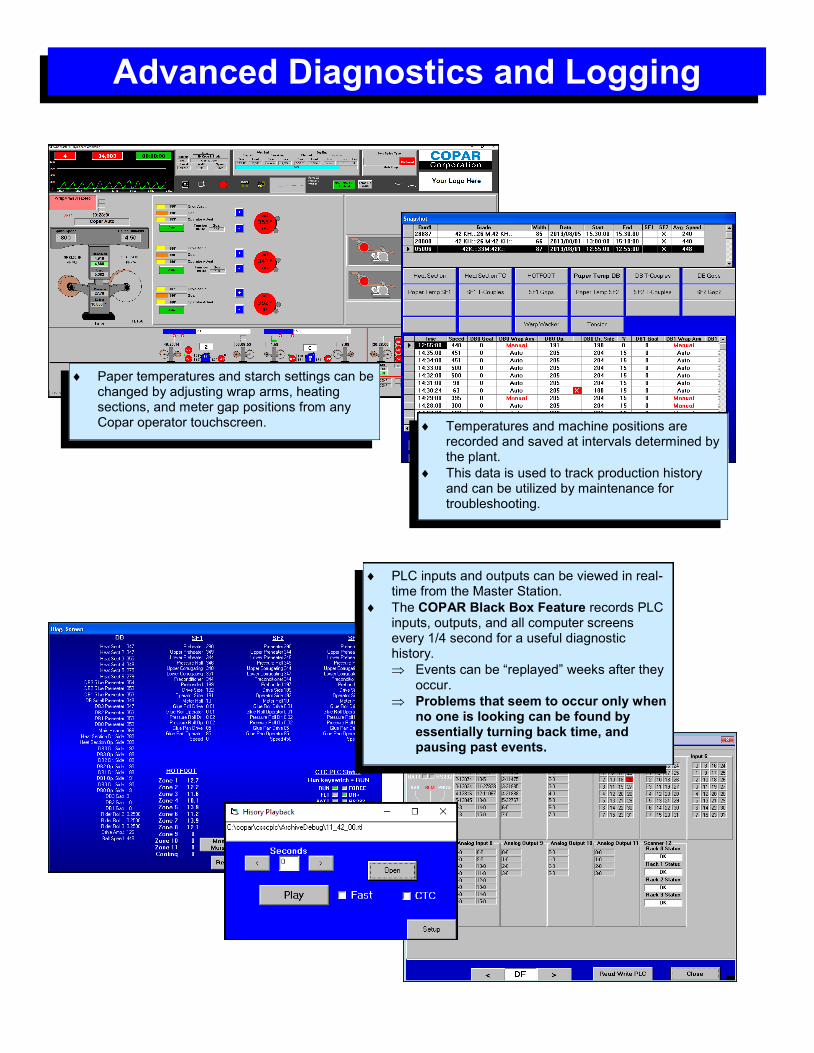
Advanced Diagnostics and Logging
Paper temperatures and starch settings can be changed by adjusting wrap arms, heating sections, and meter gap positions from any Copar operator touchscreen.
PLC inputs and outputs can be viewed in real-time from the Master Station.
The COPAR Black Box Feature records PLC inputs, outputs, and all computer screens every 1/4 second for a useful diagnostic history.
Events can be “replayed” weeks after they occur.
Problems that seem to occur only when no one is looking can be found by essentially turning back time, and pausing past events.
Temperatures and machine positions are recorded and saved at intervals determined by the plant.
This data is used to track production history and can be utilized by maintenance for troubleshooting.
Ease of Use
Automatic Email Reports
Return on Investment
The Quality Master is easy and intuitive to
use. Computer screens are laid out in a
simplified manner with easy to read values
and indicators.
Indicators from the overview screen turn
green if that part of the machine is in
automatic mode, allowing a quick audit of all
parts of the system. Additionally, all
temperature and starch settings are
displayed for quick checking of process
readings.
Operator training is simplified with
integrated help screens and diagnostics
right at the touch screen.
Reductions in waste and increased throughput make the
investment in a Quality Master system easily worthwhile.
The investment costs of a Quality Master system are typically
overcome in less than one year.
Optional daily, weekly and monthly reports
are automatically emailed to key personnel.
These reports save managers time, since
they are delivered automatically. These
reports can be used to verify the system is
being used to its full potential.
Practical for the Operator
Operators are pleased to use the system as it actually
reduces their workload and allows them to concentrate on
more important tasks at hand.
Heat and starch adjustments can be made by the knife
operator at the dry end, allowing for a more efficient crew.
Before using a Quality Master system, the knife operator
would typically have to inform with the wet end of necessary
heat or starch adjustments. With an automatic system
installed, the wet end operators are taken out of the equation,
so they can focus on hanging rolls and other tasks.
2 Year Limited Warranty Buy With Confidence. Copar is proud of the products we produce, and we stand behind them.
A standard 2 Year Limited Warranty on parts is included with the Quality Master system.
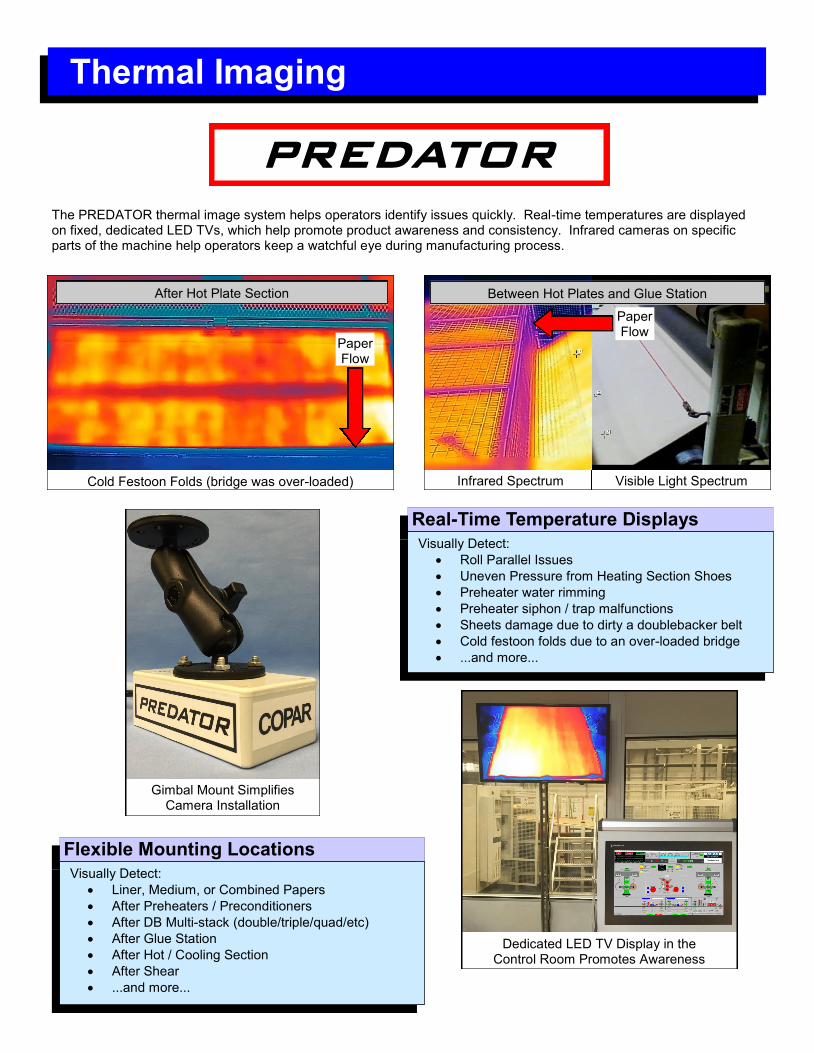
The PREDATOR thermal image system helps operators identify issues quickly. Real-time temperatures are displayed on fixed, dedicated LED TVs, which help promote product awareness and consistency. Infrared cameras on specific parts of the machine help operators keep a watchful eye during manufacturing process.
Visually Detect:
Roll Parallel Issues
Uneven Pressure from Heating Section Shoes
Preheater water rimming
Preheater siphon / trap malfunctions
Sheets damage due to dirty a doublebacker belt
Cold festoon folds due to an over-loaded bridge
...and more...
After Hot Plate Section
Gimbal Mount Simplifies Camera Installation
Dedicated LED TV Display in the Control Room Promotes Awareness