Civil Engineering Department SATI 2012 1 | Page ABSTRACT In recent years, there has been a considerable interest in resolving one of the important environmental problems like the solid waste management. Out of the variety of common solid waste, the disposed waste tyre parts, abundantly found in the landfill, has been found as a non-biodegradable type. However, it is known that the reinforced rubber material shows the hysteresis behaviour under cyclic loading and offers a possibility for its re-usage as a filler material whenever high damping is required. In this report an effort has been made to study experimentally the feasibility of using the waste tyre parts as coarse aggregate in cement concrete. The present investigation has been started with the consideration of M20 grade vibrated concrete as control mix or reference mix. A test program has been carried out to identify the necessary information about the mechanical properties of rubberized concretes. Tyre rubber chips have been used as coarse aggregate in the production of Rubberized concrete mixtures by partially replacing the coarse aggregate with rubber. In order to keep the brevity, five designated rubber contents varying from 3%, 6%, 9%, 12% and 15% by total aggregate volume have been used in the present investigation. Experiments have been conducted for compressive test, split tensile strength test, flexural strength test, determination of the Young’s modulus, determination of Dynamic modulus of elasticity, Static ultrasonic pulse velocity test, the Dynamic ultrasonic test and Rebound hammer test etc. in accordance with the IS standards. Using this grade of
Transcript
Civil Engineering Department SATI 2012
1 | P a g e
ABSTRACT
In recent years, there has been a considerable interest in resolving one of the important
environmental problems like the solid waste management. Out of the variety of common
solid waste, the disposed waste tyre parts, abundantly found in the landfill, has been found
as a non-biodegradable type. However, it is known that the reinforced rubber material
shows the hysteresis behaviour under cyclic loading and offers a possibility for its re-usage
as a filler material whenever high damping is required. In this report an effort has been
made to study experimentally the feasibility of using the waste tyre parts as coarse
aggregate in cement concrete. The present investigation has been started with the
consideration of M20 grade vibrated concrete as control mix or reference mix. A test
program has been carried out to identify the necessary information about the mechanical
properties of rubberized concretes. Tyre rubber chips have been used as coarse aggregate
in the production of Rubberized concrete mixtures by partially replacing the coarse
aggregate with rubber. In order to keep the brevity, five designated rubber contents varying
from 3%, 6%, 9%, 12% and 15% by total aggregate volume have been used in the present
investigation. Experiments have been conducted for compressive test, split tensile strength
test, flexural strength test, determination of the Young’s modulus, determination of Dynamic
modulus of elasticity, Static ultrasonic pulse velocity test, the Dynamic ultrasonic test and
Rebound hammer test etc. in accordance with the IS standards. Using this grade of
Civil Engineering Department SATI 2012
2 | P a g e
concrete a set of 250×250×100 mm size tiles have been prepared as a possible example of
the application part.
It has been observed from the results that the concrete containing rubber aggregate has
improved workability, requiring less amount of water for same mix design and a reduction in
mechanical properties (Compressive strength)
Civil Engineering Department SATI 2012
3 | P a g e
CONTENTS
TITLE
CHAPTER 1 INTRODUCTION 1.1 General 1.2 Objectives of the Project
CHAPTER 2 LITERATURE REVIEW 2.1 Introduction 2.2 Review of relevant research 2.3 Scope of the Project Work CHAPTER 3 CHARACTERISTICS OF MATERIAL 3.1 Introduction 3.2 Cement 3.3 Scrap Tyre Rubber
3.4 Aggregate CHAPTER 4 EXPERIMENTAL INVESTIGATIONS 4.1 Introduction 4.2 Material Testing 4.3 Mixing and Casting of samples 4.4 Experimental Setup CHATER 5 RESULTS AND DISCUSSION 5.1 Fresh Concrete Properties
distribution and using a hard cement mortar if it is a high strength or using softer cement
mortar if it is good at ductility. adi (2004) had performed the experimental investigation on
the rubberized cement concrete and had carried out the mechanical properties of fresh and
hardened concrete. He replaced the fine aggregate by rubber fiber and rubber crumb.
Three main group of tests were carried out, in the first group fine aggregate was replaced
by rubber fiber in proportions of 5%, 10%, 15%, 20%, in the second group fine aggregate
was replaced by rubber crumb in proportions of 1%, 10%, 20%, 30% and in the third group
fine aggregate was replaced by rubber crumb and rubber fiber treated with 0.1 NaOH in the
proportions of 10% for both by weight of fine aggregate. It was found that the workability,
density and water absorptions decreased with the increase in rubber content. Strength of
Civil Engineering Department SATI 2012
14 | P a g e
concrete for rubber fiber was reduced by 37% with replacement of 20% of fine aggregate. In
the case of rubber crumb, the loss of strength was 37% with 30% replacement of fine
aggregate. It was shown that the strength of concrete was decreased when rubber content
was increased but the modulus of elasticity was increased with the increase in rubber
content. The rubberized concrete having rubber treated with NaOH increased the
compressive strength up to 18% as compared to that of untreated rubberized concrete.
Li et al. (2004) tried to improve the strength and stiffness of used rubberized concrete by
using large size chipped rubber fibres (approximately 25mm, 50mm and 75mm long and
5mm thick) and rubber treated with NaOH solution. They concluded that such fibre rubbers
give better result compare to chipped rubbers, but the NaOH surface treatment does not
work for larger sized chipped tyres.
Hernandez-Olivares et al. (2002) investigated the dynamic characteristics of rubberized
concrete material. Because of the unique elasticity properties of rubber material, the
rubberized concrete showed potential advantages in reducing or minimizing vibration and
impact effect. He influence of adding two kinds of rubber crumb and chipped. They made
three groups of concrete mixtures,
In group A: crumb rubber was used to replace fine aggregate, in group B: chipped rubber
was used to replace coarse aggregate and in group C both types of rubber were used in
Civil Engineering Department SATI 2012
15 | P a g e
equal volumes. All the three groups had eight different rubber contents in the range of 5–
100%. It was found that the there was a decrease in slump with increase in rubber content
and mixtures made with fine crumb rubber were more workable than those with coarse tyre
chips or a combination of tyre chips and crumb rubber. They reported that when the rubber
content was increased, rubberized concrete specimens tend to fail gradually and failure
mode shape of the test specimen was either a conical or columnar. The decrease in
compressive strength of concrete with the addition of coarse rubber-chips was more as
compared to the decrease in the strength with the addition of fine crumb rubber. Because of
low specific gravity of rubber particles, unit weight of mixtures containing rubber decreased
with the increase in the percentage of rubber content. Increase in rubber content increased
the air content, which in turn reduced the unit weight of the mixtures.
Fattuhi and Clark (1996) have suggested that rubberized concrete could possibly be used in
the following areas: Where vibration damping was needed, such as in foundation pad for
rotating machinery and in railway stations. For trench filling and pipe bedding, pile heads,
and paving slabs and where resistance to impact or blast was required such as in railway
buffers, jersey barriers and bunkers.
Civil Engineering Department SATI 2012
16 | P a g e
2.3 Scope of the Project Work
The scope of present investigation is the study of recycling of rubber waste generated in the
form of discarded tyres and possibility of using waste tyre rubber as partial replacement of
coarse aggregate in order to produce rubberized concrete. The purpose of this investigation
is to see the effect on properties of concrete with different proportions of coarse tyre rubber
chips. The methodology is to replace different proportions of the coarse aggregate with
coarse rubber chips and test the properties of fresh and hardened concrete. Further Non
destructive tests also will be conducted.
Civil Engineering Department SATI 2012
17 | P a g e
CHAPTER 3 CHARACTERISTICS OF MATERIAL
3.1 Introduction
The present chapter concentrates on the characterization of basic material of concrete e.g.
cement, sand, aggregate and chipped Tyre rubber.
3.2 Cement
The cement used in the project is MYCEM’s fly ash based Portland Pozzolana Cement. It
conformed to the requirements of Indian standard specification IS: 1489 (Part-I) 1991. The
results are given in Table-1. The tests on cement were carried out as per IS: 4031(1988).
Vicat Apparatus and Le-Chaterlier flasks are used to find out Consistency and specific
gravity of cement respectively.
Civil Engineering Department SATI 2012
18 | P a g e
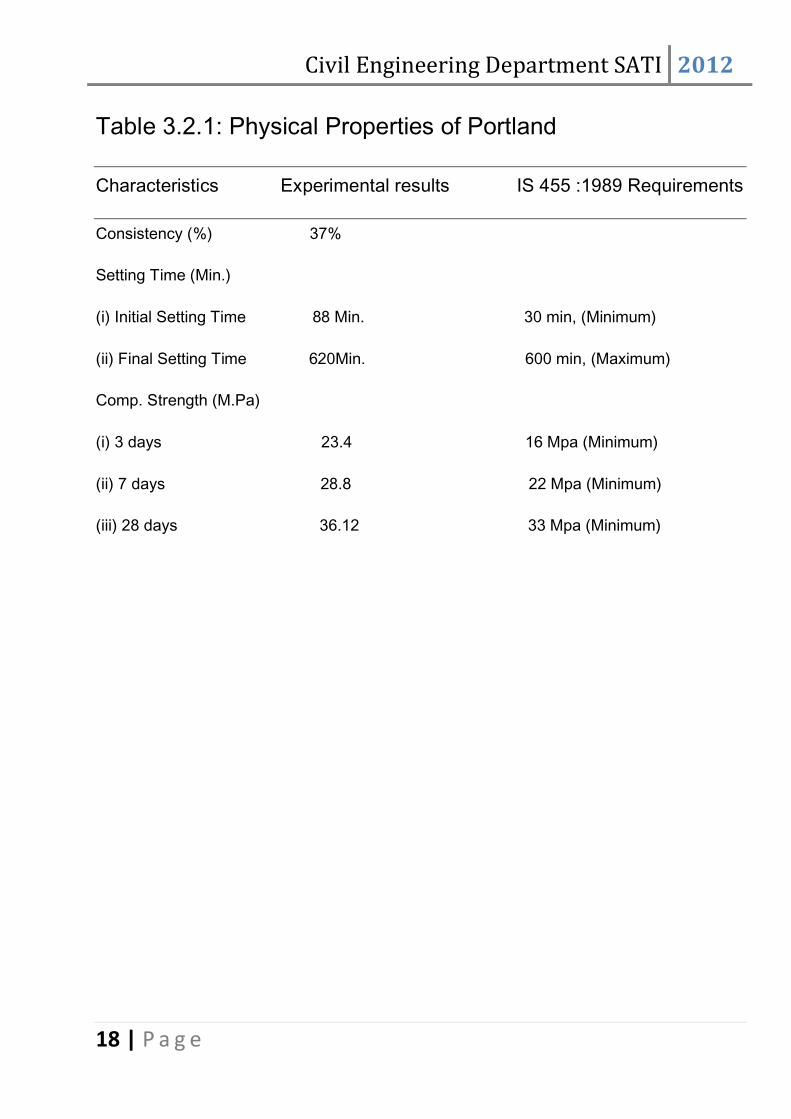
Table 3.2.1: Physical Properties of Portland
Characteristics Experimental results IS 455 :1989 Requirements
Consistency (%) 37%
Setting Time (Min.)
(i) Initial Setting Time 88 Min. 30 min, (Minimum)
(ii) Final Setting Time 620Min. 600 min, (Maximum)
Comp. Strength (M.Pa)
(i) 3 days 23.4 16 Mpa (Minimum)
(ii) 7 days 28.8 22 Mpa (Minimum)
(iii) 28 days 36.12 33 Mpa (Minimum)
Civil Engineering Department SATI 2012
19 | P a g e
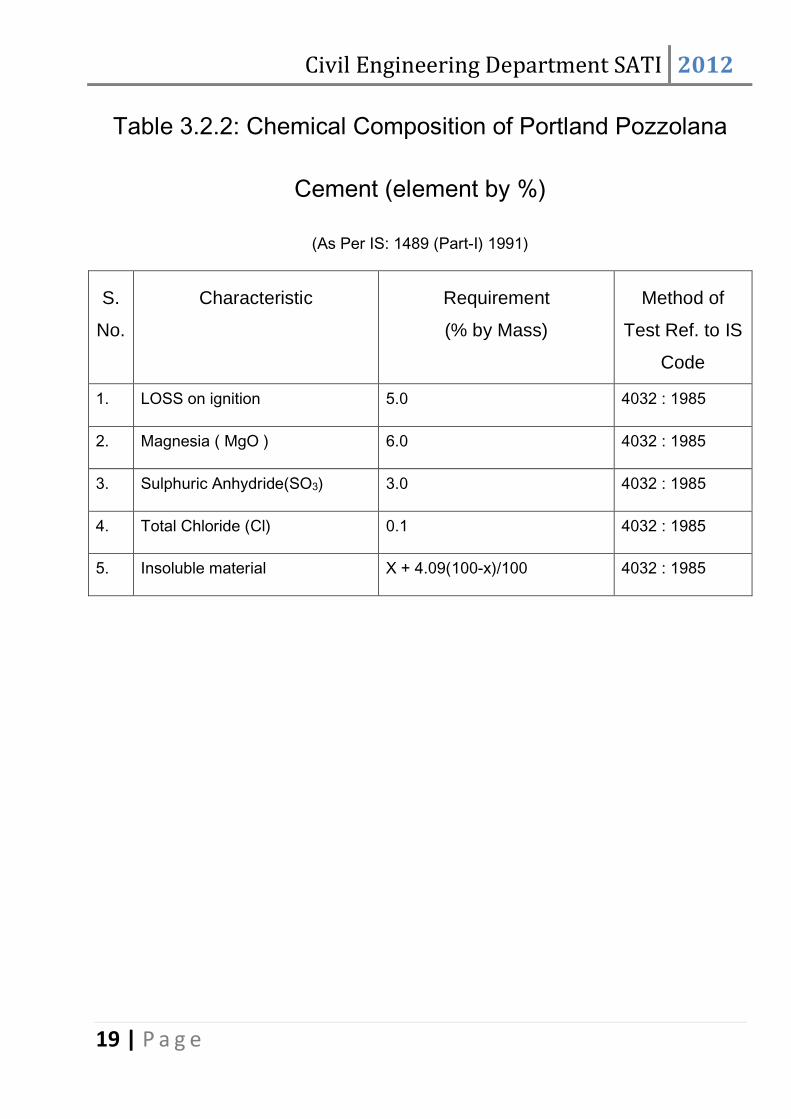
Table 3.2.2: Chemical Composition of Portland Pozzolana
Cement (element by %)
(As Per IS: 1489 (Part-I) 1991)
S.
No.
Characteristic Requirement
(% by Mass)
Method of
Test Ref. to IS
Code
1. LOSS on ignition 5.0 4032 : 1985
2. Magnesia ( MgO ) 6.0 4032 : 1985
3. Sulphuric Anhydride(SO3) 3.0 4032 : 1985
4. Total Chloride (Cl) 0.1 4032 : 1985
5. Insoluble material X + 4.09(100-x)/100 4032 : 1985
Civil Engineering Department SATI 2012
20 | P a g e
3.3 Scrap Tyre Rubber
The classification of scrap tyre:
Tyre may be divided into two types- car and truck tyres. Car tyres are different from truck
tyres with regard to constituent materials (e.g. natural and synthetic rubber). Usually three
main categories of discarded tyre rubber have been considered such as chipped, crumb
and ground rubber.
(1) Chipped or shredded rubber is used to replace the gravel. To produce this rubber, in the
first stage the rubber has length of 300–430 mm long and width of 100–230 mm wide. In the
second stage its dimension changes to 100–150 mm by cutting. If the shredding is further
continued particles of about 13–76 mm in dimension are produced.
(2) Crumb rubber is used to replace the sand. This rubber is manufactured by special mills
where big rubbers change into smaller particles. In this procedure particles of about 0.425–
4.75 mm in dimension are produced.
(3) Ground rubber is used to replace the cement. In this category particles of about 0.075
0.475 mm in dimension [Ganjian et al. (2008)].
The typical constituent material of tyre is shown in Table-3.3.1.
Civil Engineering Department SATI 2012
21 | P a g e
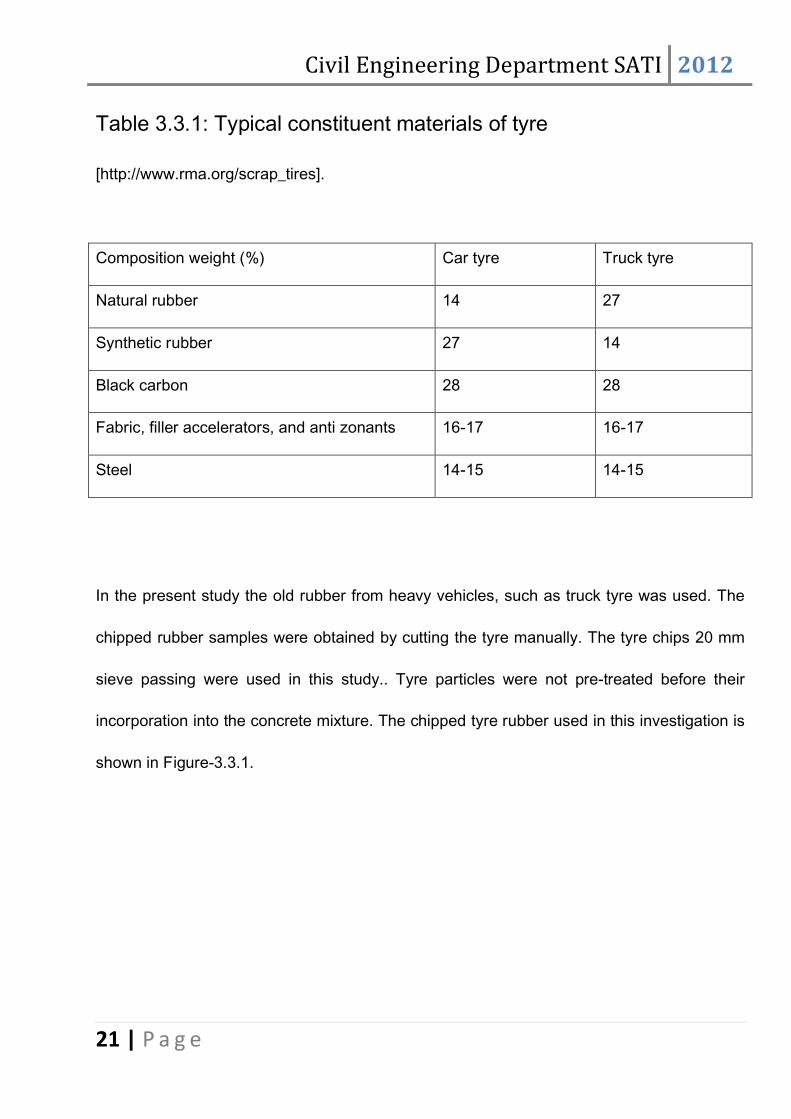
Table 3.3.1: Typical constituent materials of tyre
[http://www.rma.org/scrap_tires].
Composition weight (%) Car tyre Truck tyre
Natural rubber 14 27
Synthetic rubber 27 14
Black carbon 28 28
Fabric, filler accelerators, and anti zonants 16-17 16-17
Steel 14-15 14-15
In the present study the old rubber from heavy vehicles, such as truck tyre was used. The
chipped rubber samples were obtained by cutting the tyre manually. The tyre chips 20 mm
sieve passing were used in this study.. Tyre particles were not pre-treated before their
incorporation into the concrete mixture. The chipped tyre rubber used in this investigation is
shown in Figure-3.3.1.
Civil Engineering Department SATI 2012
22 | P a g e
Figure: 3.3.1
Chipped rubber samples
Civil Engineering Department SATI 2012
23 | P a g e
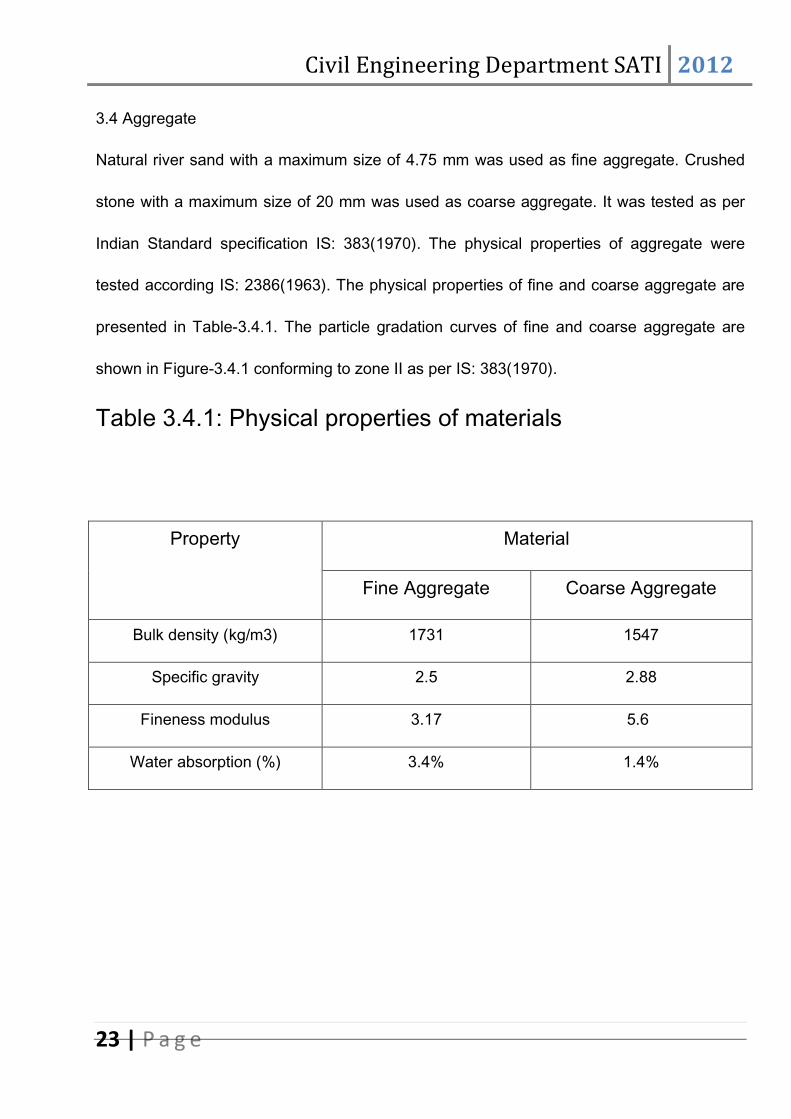
3.4 Aggregate
Natural river sand with a maximum size of 4.75 mm was used as fine aggregate. Crushed
stone with a maximum size of 20 mm was used as coarse aggregate. It was tested as per
Indian Standard specification IS: 383(1970). The physical properties of aggregate were
tested according IS: 2386(1963). The physical properties of fine and coarse aggregate are
presented in Table-3.4.1. The particle gradation curves of fine and coarse aggregate are
shown in Figure-3.4.1 conforming to zone II as per IS: 383(1970).
Table 3.4.1: Physical properties of materials
Property Material
Fine Aggregate Coarse Aggregate
Bulk density (kg/m3) 1731 1547
Specific gravity 2.5 2.88
Fineness modulus 3.17 5.6
Water absorption (%) 3.4% 1.4%
Civil Engineering Department SATI 2012
24 | P a g e
Result and Discussion
Testing of samples
(7 days and 28 days)
Testing of samples
(7 days and 28 days)
Curing of Samples
Material Characteristics
(Physical and ChemicalProperties)
CHAPTER 4
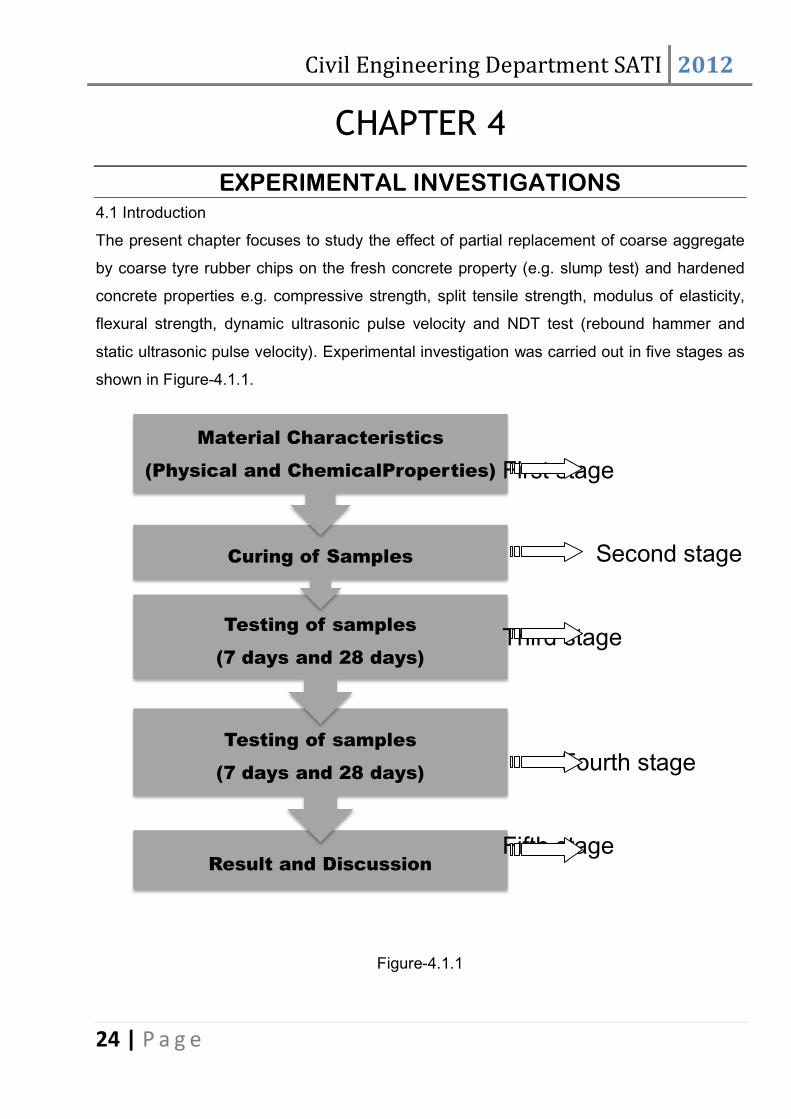
EXPERIMENTAL INVESTIGATIONS 4.1 Introduction The present chapter focuses to study the effect of partial replacement of coarse aggregate by coarse tyre rubber chips on the fresh concrete property (e.g. slump test) and hardened concrete properties e.g. compressive strength, split tensile strength, modulus of elasticity, flexural strength, dynamic ultrasonic pulse velocity and NDT test (rebound hammer and
static ultrasonic pulse velocity). Experimental investigation was carried out in five stages as shown in Figure-4.1.1.
First stage Second stage Third stage Fourth stage Fifth stage
Figure-4.1.1
Civil Engineering Department SATI 2012
25 | P a g e
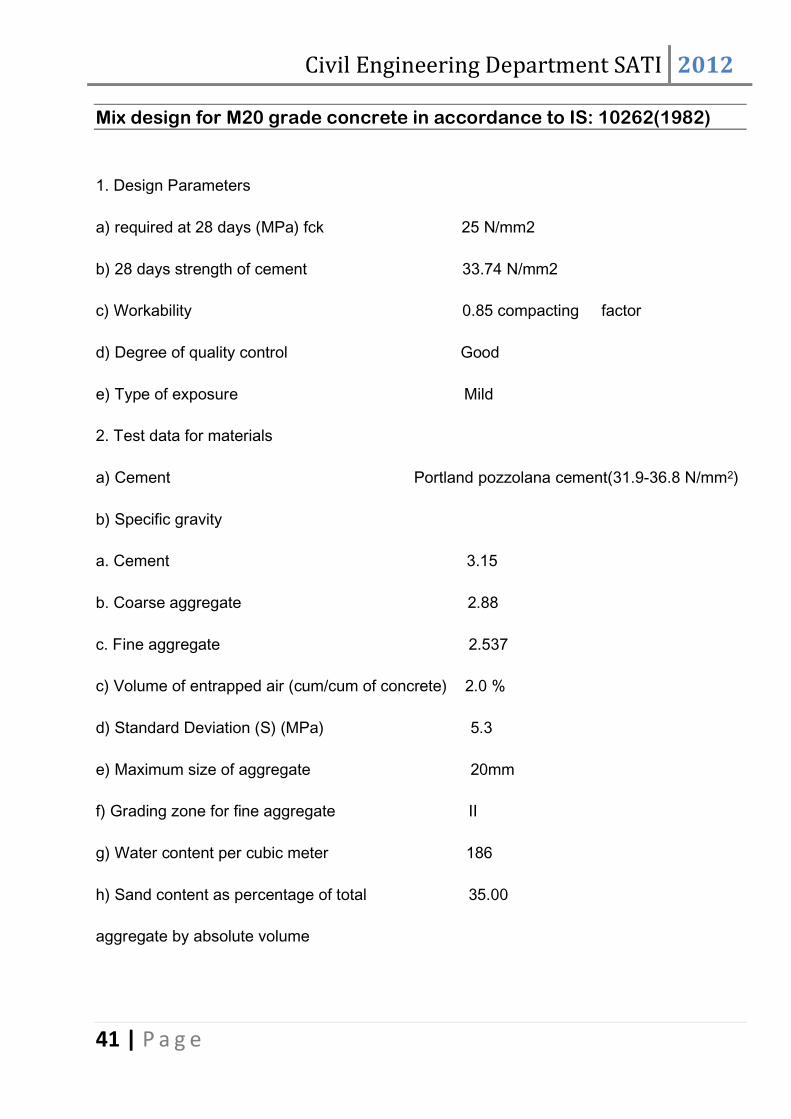
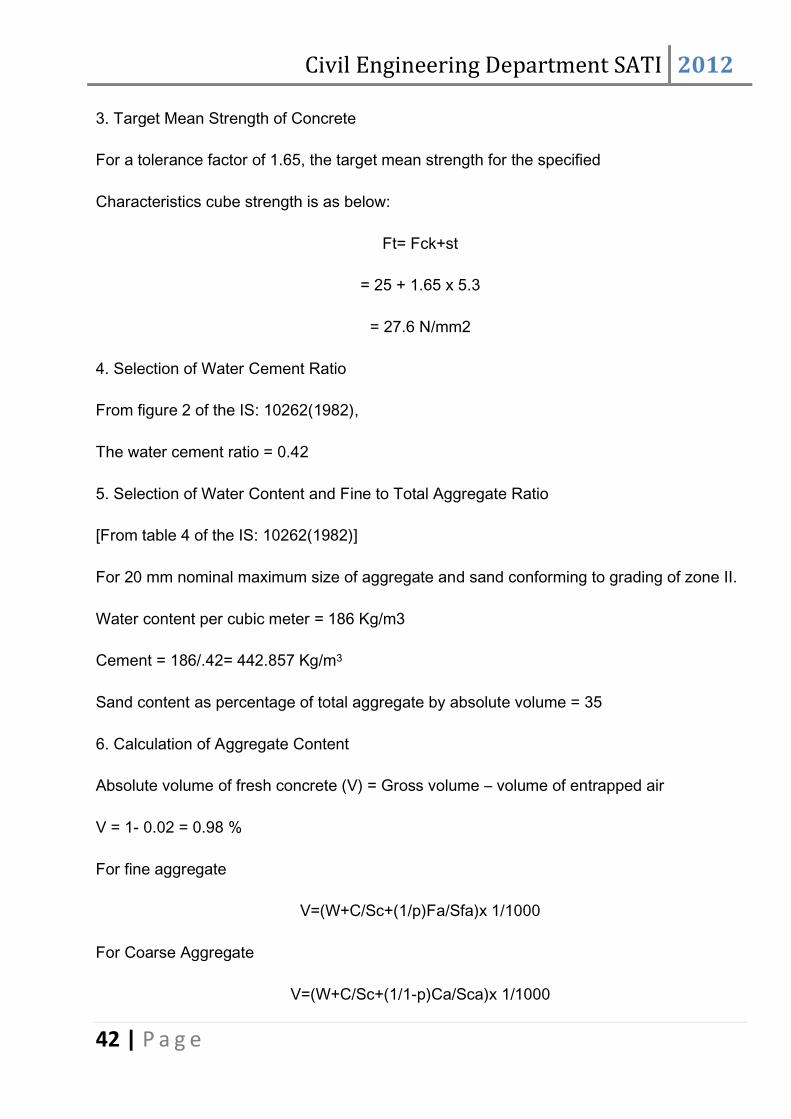
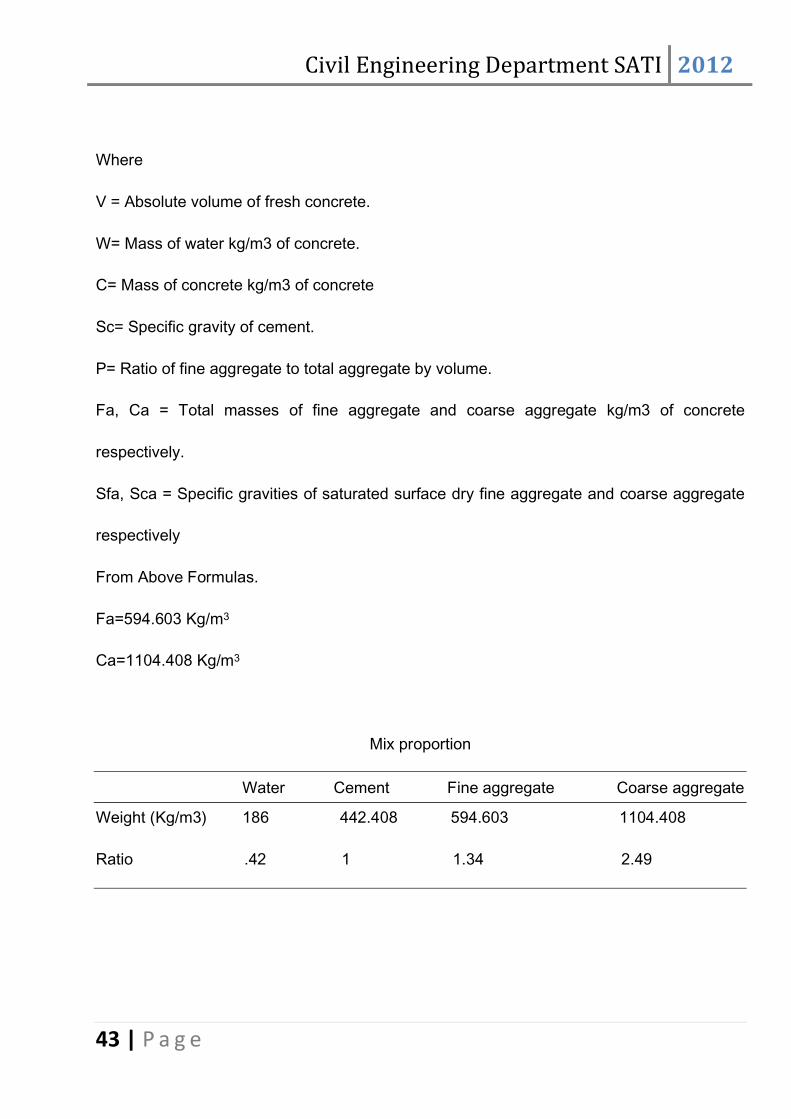
4.2 Material Testing The material properties for all ingredient of concrete are given in Chapter 3. 4.3 Mixing and Casting of samples 4.3.1 Mix proportion There were six type of mix considered; of which One control mixture MC-00 (without rubber) was designed as per Indian Standard Specification IS: 10262(1999) (1: 1.34: 2.49, W/C
ratio = 0.42) to achieve 28 days strength 25 MPa. The other five concrete mixes were made by replacing the coarse aggregate with 1%, 2%, 3%, 4% and 5% of discarded tyre rubber by weight. The details mixture proportions are given in Table 4.3.1.
Mix Identity Mix Proportions
MC -00 M20 concrete with 100% coarse aggregate
MCR-01 M20 concrete with 99% coarse aggregate + 1% tyre rubber
MCR-02 M20 concrete with 98% coarse aggregate + 2% tyre rubber
MCR-03 M20 concrete with 97% coarse aggregate + 3% tyre rubber
MCR-04 M20 concrete with 96% coarse aggregate + 4% tyre rubber
MCR-05 M20 concrete with 95% coarse aggregate + 5% tyre rubber
4.3.2 Procedure
• The control mix was M25 designed as per the design mix in the IS: 10262(1982).
• For all other mixes the proportions of cement, sand and water remained constant
with various proportions of coarse aggregate was replaced by coarse rubber chips.
• All replacement was carried out by volume.
• Normal tap water was used for casting and curing.
• Workability of fresh concrete was measured by slump test immediately after mixing.
Civil Engineering Department SATI 2012
26 | P a g e
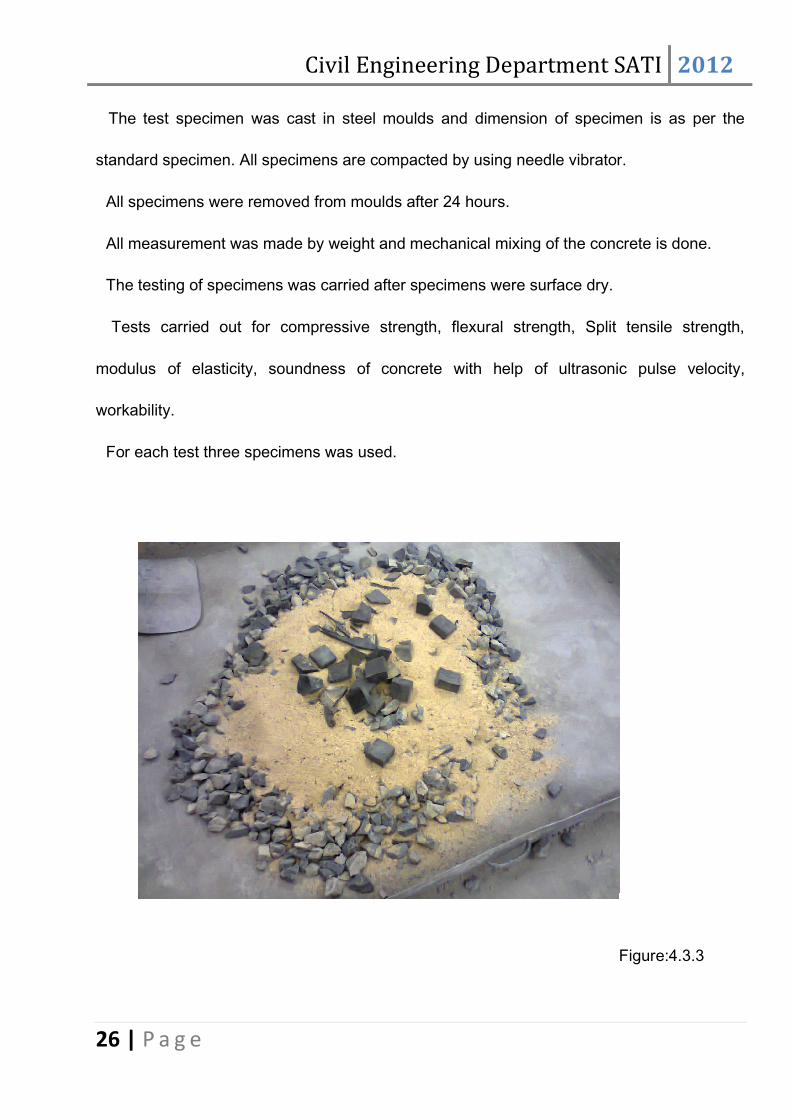
• The test specimen was cast in steel moulds and dimension of specimen is as per the
standard specimen. All specimens are compacted by using needle vibrator.
• All specimens were removed from moulds after 24 hours.
• All measurement was made by weight and mechanical mixing of the concrete is done.
• The testing of specimens was carried after specimens were surface dry.
• Tests carried out for compressive strength, flexural strength, Split tensile strength,
modulus of elasticity, soundness of concrete with help of ultrasonic pulse velocity,
workability.
• For each test three specimens was used.
Figure:4.3.3
Civil Engineering Department SATI 2012
27 | P a g e
4.3 Test Sample Details
The information about the tests, size of specimens, and number of specimens used in this
investigation is shown in Table-8. The picture of casting of specimens is shown in
Figures-4.3.2, and 4.3.3.
Table 4.3.2: Test Samples Details
Tests Sample size No.
7 days Compressive strength 150 × 150 × 150 mm (Cube) 3
28 days Compressive strength & NDT 150 × 150 × 150 mm (Cube) 3
28 days Compressive strength 300 × 150 mm (Cylinder) 3
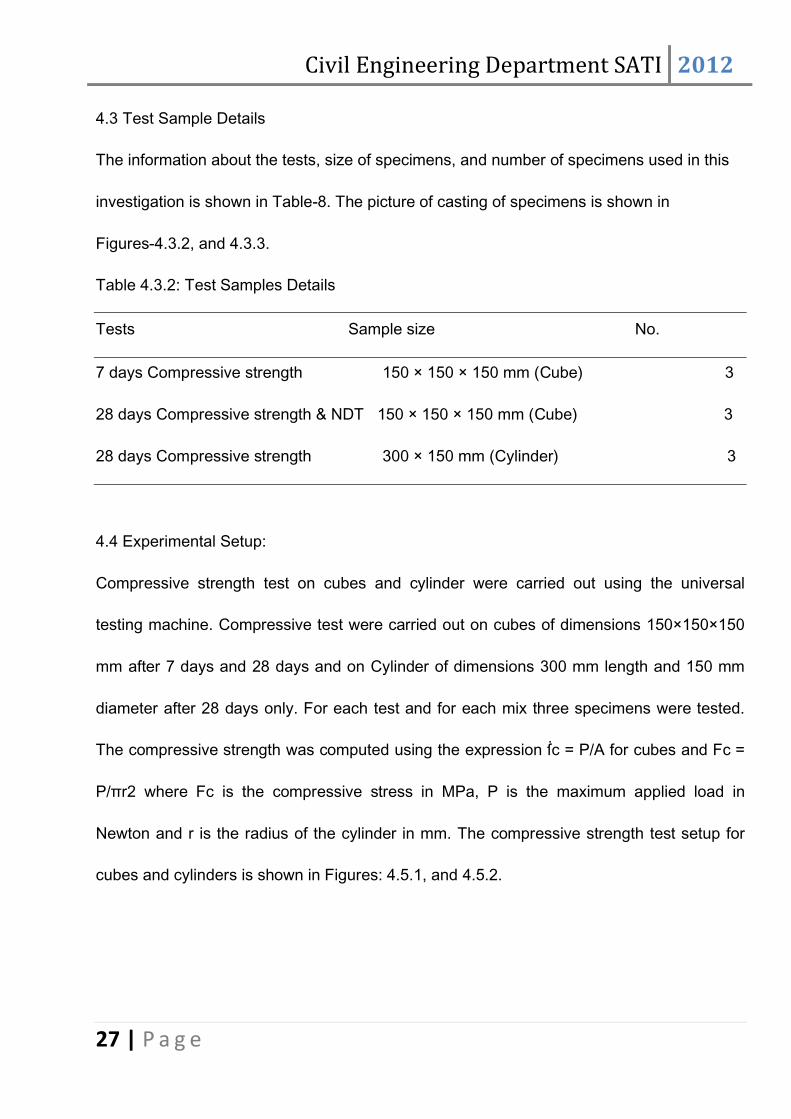
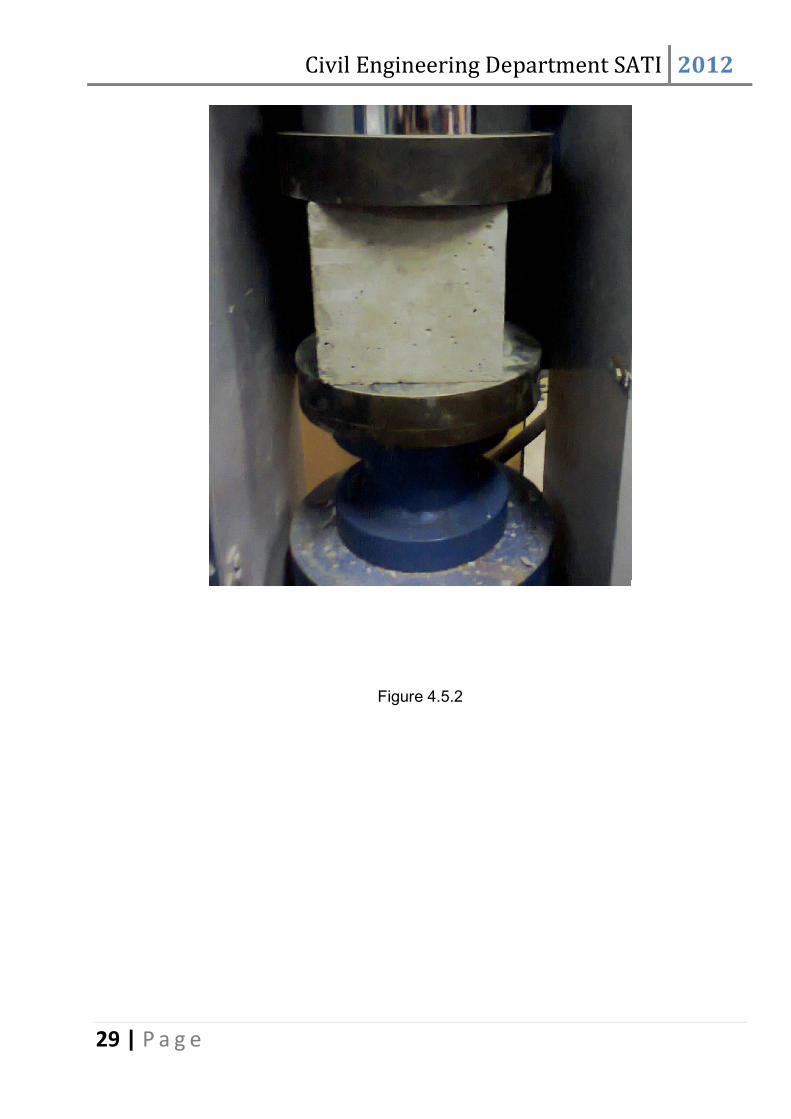
4.4 Experimental Setup:
Compressive strength test on cubes and cylinder were carried out using the universal
testing machine. Compressive test were carried out on cubes of dimensions 150×150×150
mm after 7 days and 28 days and on Cylinder of dimensions 300 mm length and 150 mm
diameter after 28 days only. For each test and for each mix three specimens were tested.
The compressive strength was computed using the expression ẛc = P/A for cubes and Fc =
P/πr2 where Fc is the compressive stress in MPa, P is the maximum applied load in
Newton and r is the radius of the cylinder in mm. The compressive strength test setup for
cubes and cylinders is shown in Figures: 4.5.1, and 4.5.2.
Civil Engineering Department SATI 2012
28 | P a g e
Figure 4.5.1
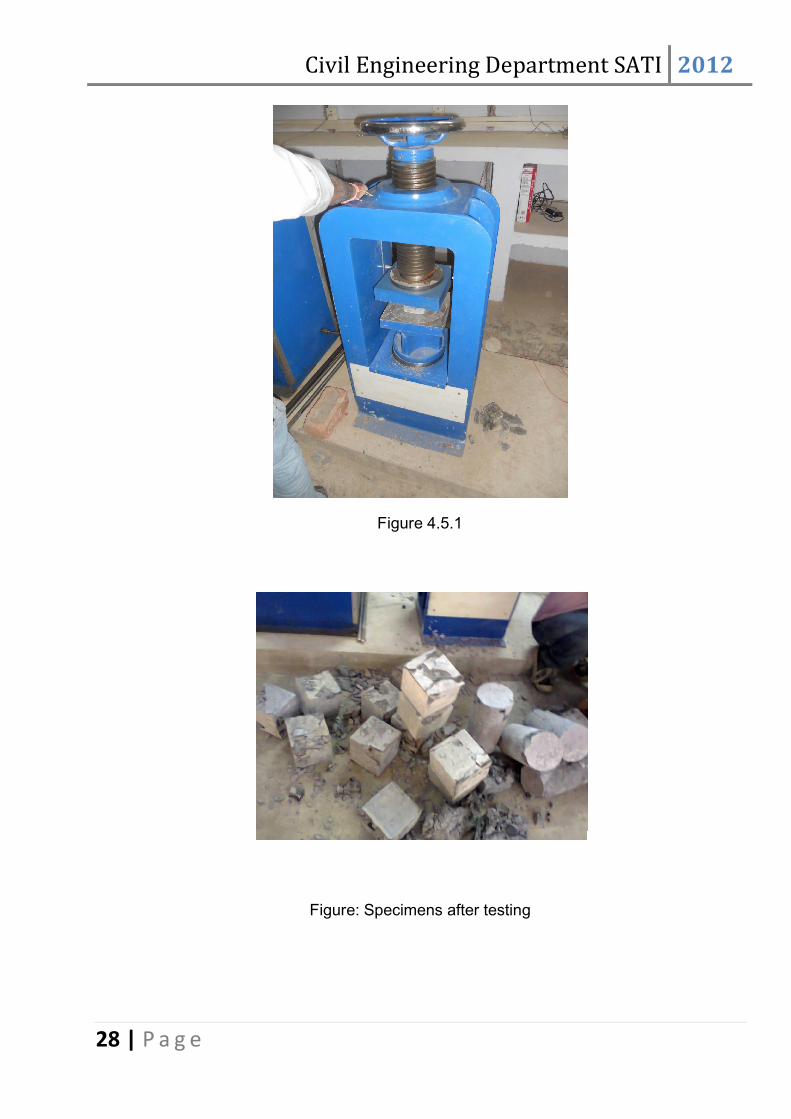
Figure: Specimens after testing
Civil Engineering Department SATI 2012
29 | P a g e
Figure 4.5.2
Civil Engineering Department SATI 2012
30 | P a g e
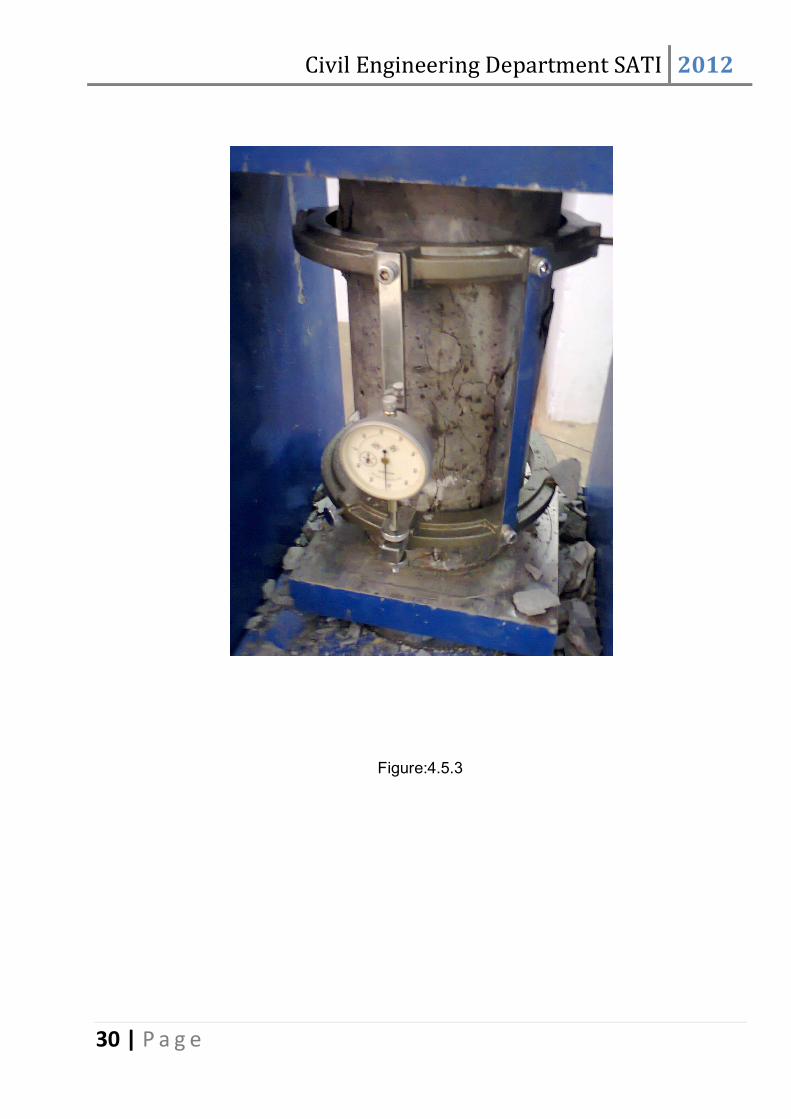
Figure:4.5.3
Civil Engineering Department SATI 2012
31 | P a g e
CHATER 5 RESULTS AND DISCUSSION
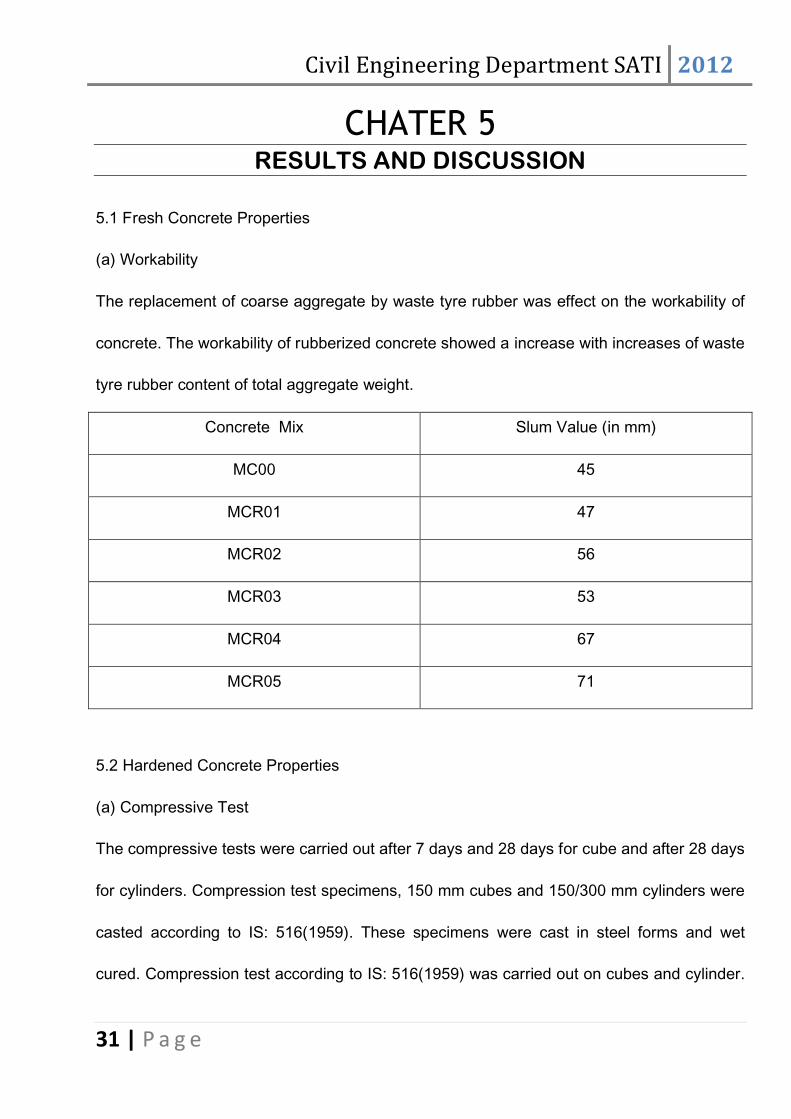
5.1 Fresh Concrete Properties
(a) Workability
The replacement of coarse aggregate by waste tyre rubber was effect on the workability of
concrete. The workability of rubberized concrete showed a increase with increases of waste
tyre rubber content of total aggregate weight.
Concrete Mix Slum Value (in mm)
MC00 45
MCR01 47
MCR02 56
MCR03 53
MCR04 67
MCR05 71
5.2 Hardened Concrete Properties
(a) Compressive Test
The compressive tests were carried out after 7 days and 28 days for cube and after 28 days
for cylinders. Compression test specimens, 150 mm cubes and 150/300 mm cylinders were
casted according to IS: 516(1959). These specimens were cast in steel forms and wet
cured. Compression test according to IS: 516(1959) was carried out on cubes and cylinder.
Civil Engineering Department SATI 2012
32 | P a g e
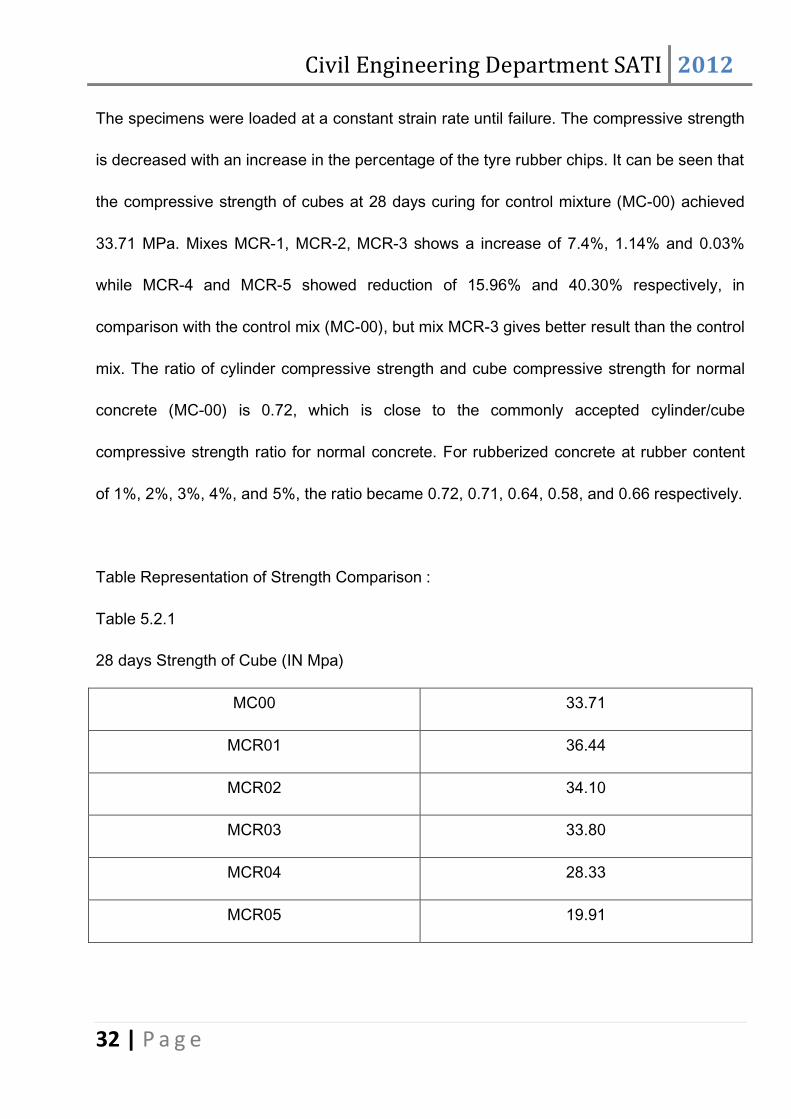
The specimens were loaded at a constant strain rate until failure. The compressive strength
is decreased with an increase in the percentage of the tyre rubber chips. It can be seen that
the compressive strength of cubes at 28 days curing for control mixture (MC-00) achieved
33.71 MPa. Mixes MCR-1, MCR-2, MCR-3 shows a increase of 7.4%, 1.14% and 0.03%
while MCR-4 and MCR-5 showed reduction of 15.96% and 40.30% respectively, in
comparison with the control mix (MC-00), but mix MCR-3 gives better result than the control
mix. The ratio of cylinder compressive strength and cube compressive strength for normal
concrete (MC-00) is 0.72, which is close to the commonly accepted cylinder/cube
compressive strength ratio for normal concrete. For rubberized concrete at rubber content
of 1%, 2%, 3%, 4%, and 5%, the ratio became 0.72, 0.71, 0.64, 0.58, and 0.66 respectively.
Table Representation of Strength Comparison :
Table 5.2.1
28 days Strength of Cube (IN Mpa)
MC00 33.71
MCR01 36.44
MCR02 34.10
MCR03 33.80
MCR04 28.33
MCR05 19.91
Civil Engineering Department SATI 2012
33 | P a g e
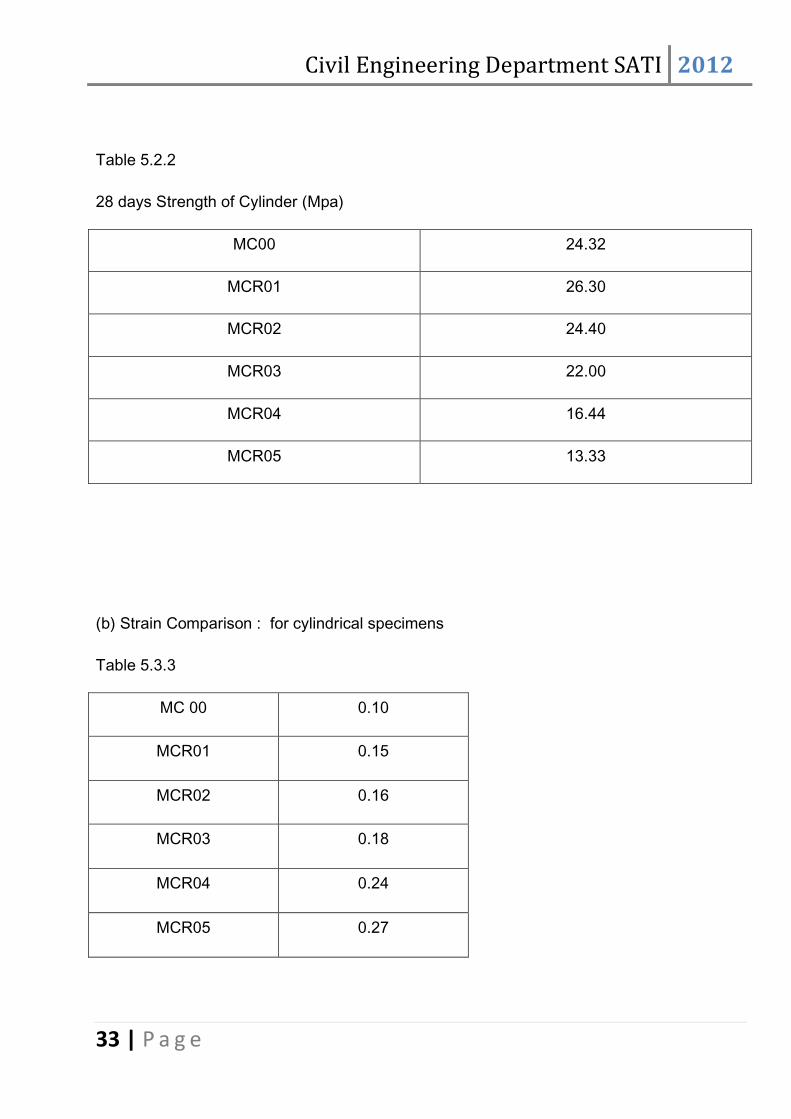
Table 5.2.2
28 days Strength of Cylinder (Mpa)
MC00 24.32
MCR01 26.30
MCR02 24.40
MCR03 22.00
MCR04 16.44
MCR05 13.33
(b) Strain Comparison : for cylindrical specimens
Table 5.3.3
MC 00 0.10
MCR01 0.15
MCR02 0.16
MCR03 0.18
MCR04 0.24
MCR05 0.27
Civil Engineering Department SATI 2012
34 | P a g e
5.2 Closing Remarks
The following observations were made based on the present study for the replacement of
Chipped tyre rubber in place of coarse aggregate.
• Workability is increased as the percentage of replacement of chipped tyre rubber
increased.
• The compressive strength is increasing up to replacement of 3% rubber and then it is
decreasing on the further replacement of rubber.
Civil Engineering Department SATI 2012
35 | P a g e
5.3 Discussion
The reasons for reduction in the strength of concrete when rubber was used.
These factors include:
• Due to a lack of proper bonding between rubber particles and the cement paste as
compared to cement paste and aggregates,
• Due to replacement of the aggregates by rubber particles, the volumes was reduces. On
the other hand, compressive strength of concrete depends on physical and mechanical
properties of the materials.
• During casting and vibrating of test specimens, the rubber particles tend to move toward
the top surface of the mould. The high concentration of rubber particles at the top layer of
the specimens. This is because of the lower specific gravity of the rubber particles.
• Due to non-uniform distribution of rubber particles in the concrete produce no
homogeneous samples and results in reduction in concrete strength.
• The stiffness of rubber is lower as compared to stiffness of coarse aggregate, the
presence of rubber particles in concrete is reduce concrete mass stiffness and also
decreases load bearing capacity of concrete.
Civil Engineering Department SATI 2012
36 | P a g e
CHAPTER 6 CONCLUSION AND FUTURE SCOPE
6.1 Conclusions
• The workability generally increased with the increase in rubber content.
• The compressive strength of the rubberized concrete increased up to 3% replacement and
decreased after it.
• Compressive strength of concrete depended on two factors: grain size of the replacing
rubber and percentage added. In general, compressive strength was increased with small
amount of rubber replacement in concrete.
Civil Engineering Department SATI 2012
37 | P a g e
6.2 Future Scope
• Determine the effect of rubber on concrete with the replacement of combination of coarse
and fine aggregate.
• Replacement of coarse aggregate with the waste tyre rubber chip having centre
anchorage hole must be studied in various percentages.
• Replacement of coarse and fine aggregate with rubber aggregate in different water-
cement ratio.
• Though the study stopped with the 5% rubber replacing coarse aggregate, higher
replacement percentage may be carried out.
• In the present study the Portland slag cement was used. Further its mechanical properties
can be compared by using ordinary Portland cement.
• Replacement of coarse aggregate with the treated waste tyre rubber chip must be studied.
• The durability experiments may be performed on rubberized concrete.
Civil Engineering Department SATI 2012
38 | P a g e
References • IS: 516 (1959). “Indian Standard methods of tests for strength of concrete.” Bureau
of Indian standards, Manak Bhavan, 9 Bahadur Shah Zafar Marg, New Delhi
110002.
• IS: 5816 (1999). “Indian Standard Splitting tensile strength of concrete – methods of
test.” Bureau of Indian standards, Manak Bhavan, 9 Bahadur Shah Zafar Marg, New
Delhi 110002.
• IS: 2386 (1963). “Indian Standard methods of test for aggregates for concrete.”
Bureau of Indian standards, Manak Bhavan, 9 Bahadur Shah Zafar Marg, New Delhi
110002.
• IS: 455 (1989). “Indian Standard Specification for Portland slag cement.” Bureau of
Indian standards, Manak Bhavan, 9 Bahadur Shah Zafar Marg, New Delhi 110002.
• IS: 4031 (1996). “Indian Standard method of physical tests for hydraulic cement.”
Bureau of Indian standards, Manak Bhavan, 9 Bahadur Shah Zafar Marg, New Delhi
110002.
• IS: 456 (2000). “Indian Standard Plain and Reinforced Concrete Code of Practice.”
Bureau of Indian standards, Manak Bhavan, 9 Bahadur Shah Zafar Marg, New Delhi
110002.
• IS: 383 (1970). “Indian Standard Specification for Coarse and Fine Aggregates from
Natural Sources for Concrete (Second Revision).” Bureau of Indian standards,
Manak Bhavan, 9 Bahadur Shah Zafar Marg, New Delhi 110002.
Civil Engineering Department SATI 2012
39 | P a g e
• IS: 10262 (1982) (Reaffirmed 2004). “Recommended Guidelines for Concrete Mix
Bureau of Indian standards, Manak Bhavan, 9 Bahadur Shah Zafar Marg, New Delhi
110002.
• IS: 13311 (part -1) (part -2) (1992). “Indian Standard Methods Non-destructive
testing of Concrete-methods of test.” Bureau of Indian standards, Manak Bhavan, 9
Bahadur Shah Zafar Marg, New Delhi 110002.
• Bakri, A. M. M. A., Fadli, S. A. S. N., M. D., Bakar, M. D. A., and Leong, K. W.,
(2007).
• “Comparison of Rubber as Aggregate and Rubber as Filler in Concrete.” 1st
international Conference on Sustainable Materials 2007, Penang.
• Fattuhi, N. I., and Clark, L. A. (1996). “Cement-based materials containing Shredded
scrap truck tyre rubber.” Construction and Building Materials, 10(4), 229-236.