Page 1
1
PHOSPHOGYPSUM IN CONCRETE WITH FRP BARS
PROJECT REPORT PHASE - 1
submitted by
SARITHA. V ( 720913413013)
In partial fulfillment for the award of the degree
Of
MASTER OF ENGINEERING
in
STRUCTURAL ENGINEERING
JCT COLLEGE OF ENGINEERING AND TECHNOLOGY
COIMBATORE-641 105
ANNA UNIVERSITY CHENNAI – 600 025
Page 2
2
ANNA UNIVERSITY CHENNAI – 600 025
BONAFIDE CERTIFICATE
Certified that this project report “PHOSPHOGYPSUM IN CONCRETE
WITH FRP BARS ” is the bonafide work of who
carried out the project work under my supervision.
HEAD OF THE DEPARTMENT SUPERVISOR
Mr.A.KUMAR, M.E, (Ph.D) Mr.V.MURUGESH M.E
HEAD OF THE DEPARTMENT ASST.PROFESSOR
Department of civil engineering Department of Civil Engineering
JCT CET, COIMBATORE JCT CET, COIMBATORE
Submitted for viva voice held on …………………… at JCT College of Engineering and
Technology, Coimbatore- 641 105
………………………… ……………………………
Internal Examiner External Examiner
Page 4
4
ACKNOWLEDGEMENT
We sincerely thank our beloved principal Dr.G.RAMESH M.E, Ph.D for his consistent
encouragement and valuable advice given during the course of study and the facilities offered.
We express our deep sense of gratitude and sincere thanks to the Head of department of
Civil Engineering Mr.A.KUMAR M.E, (Ph.D) for his encouragement timely help and advice
offered.
We are very thankful to our guide Mr. V.MURUGESH M.E Asst.Professor , in civil
engineering department who has guided us with their kind support in making this project successful
and presentable.
We extent our gratitude and our heart full of thanks to all teaching and non teaching staffs in Civil
Engineering department and our dear parents who extended their operation during the course of
project
Page 6
6
LIST OF CONTENTS
CHAPTER No TITLE PAGE NO
ABSTRACT 10
1 INTRODUCTION 12
2 OBJECTIVE 17
3 LITERATURE REVIEW 18
4 METHODOLOGY 21
5 TESTS ON CEMENT AND
PHOSPHOGYPSUM 22
5.1 Fineness of cement 22
5.2 Specific Gravity of cement 22
5.3 Consistency of standard cement paste 23
5.4 . Initial and final setting times of cement 23
5.5 Fineness of phosphogypsum 24
5.6 Initial setting time of phosphogypsum added
cement 24
5.7 Results 25
6 TESTS ON AGGREGATE 26
6.1 Particle size distribution 26
6.2 Specific gravity of aggregates 27
6.3 Bulk density, void ratio and porosity 28
6.4 Results 30
7 PREPARATION OF CONCRETE
SPECIMENS 31
7.1 Materials required 31
7.2 Steps involved 31
8 TESTING OF CONCRETE SPECIMENS 37
8.1 Compressive strength of concrete 37
8.2 Splitting tensile strength of concrete 37
9 RESULTS OF EXPERIMENTAL
INVESTIGATION 39
9.1 Compressive strength 39
9.2 Splitting tensile strength 40
Page 7
7
9.3 Inference of results 41
10 ADVANTAGES AND LIMITATIONS 42
10.1 Advantages 42
10.2 Limitations 42
10.3 Future scope of the project 42
11 CONCLUSION 43
11.1 General 43
12 EXPECTED WORKS 44
photos 44
references 47
Page 9
9
LIST OF TABLES
TABLE NO
DESCRIPTION OF WORK
PAGENO
5.1 Observations of fineness test of cement
22
5.2 Observations of consistency test of cement paste
23
6.1
Observations of particle size distribution of coarse aggregate
26
6.2 Observations of particle distribution of fine aggregate
28
8.1 Observations of compressive strength of concrete cubes
37
9.1 Comparison of compressive strength of concrete
39
9.2 Comparison of splitting tensile strength
40
Page 11
11
ABSTRACT
In India, about 6 million tons of waste gypsum such as phosphogypsum, flourogypsum etc., are
being generated annually. Phosphogypsum is a by-product in the wet process for manufacture of
phosphoric acid (ammonium phosphate fertilizer) by the action of sulphuric acid on the rock
phosphate. It is produced by various processes such as dihydrate, hemihydrate or anhydrite
processes. The other sources of phosphogypsum are by-products of hydrofluoric acid and boric acid
industries. The disposal of phosphogypsum is a serious environmental problem. This problem along
with scarcity of cement, environmental pollution associated with the manufacture of cement and its
increased cost can be solved to some extent by replacing certain quantity of cement in concrete with
phosphogypsum. Our present study deals with the experimental investigation on compressive
strength, splitting tensile strength and modulus of elasticity of phosphogypsum concrete. The study
aims to determine the optimum amount of phosphogypsum that can give maximum strength to
concrete. The experiment consists of testing partially replaced phosphogypsum concrete using 0%,
10%, 20% and 30% replacement of cement with phosphogypsum at two different water cement
ratios (0.4 &0.5). Based on the experimental investigation conducted and the subsequent analysis of
test results, the following conclusions are drawn. With 10% replacement of cement with
phosphogypsum, the compressive strength and splitting tensile strength at 28 days increased
commendably. However, further replacement of cement with phosphogypsum lead to drastic
reduction not only in the compressive strength but also the split-tensile strength. Even though an
industrial waste like phosphogypsum impairs the strength development of calcined products, it can
be used as a partial replacement of cement in concrete, to achieve economy. Thus the method is
important in engineering, environmental and economic point of view.
Page 12
12
CHAPTER 1
INTRODUCTION
1.1. GENERAL
Difficulty in disposing waste is one of the serious problems faced by our country. A large amount of
money is being used for waste disposal. Today, it is a new trend to study the potential utilization of
the different waste materials in various fields. If the addition of these materials can make any
positive changes in the field in which it is applied, it is an added advantage along with the waste
disposal. In the field of concrete technology, various researches are frequently done to improve its
properties. This includes the research on utilizing the materials like rice husk ash, fly ash, etc in
concrete. Though a large amount of waste gypsum is generated in India, it is not used effectively.
This is a serious matter of concern. As we give more emphasis to sustainable development, effective
utilization of waste materials like phosphogypsum deserves importance. Scarcity of cement leads to
its increased cost, which causes problems in the construction sector. At the same time, reduction in
the cement production and usage has environmental benefits also. Thus utilization of
phosphogypsum in concrete gives multiple advantages, as it leads to a solution to problems related
to waste disposal and reduction in the usage of cement in concrete, thereby reducing its cost.
With the advancement of technology and increased field application of concrete and mortars, the
strength, workability, durability and other characteristics of the ordinary concrete is continually
undergoing modifications to make it more suitable for any situation. The growth in infrastructure
sector led to scarcity of cement because of which the cost of cement increased incrementally. In
India, the cost of cement during 1995 was around Rs. 1.25/kg and in 2005 the price increased
approximately three times. In order to combat the scarcity of cement and the increase in cost of
concrete under these circumstances the use of recycled solid wastes, agricultural wastes, and
industrial by-products like fly ash, blast furnace slag, silica fume, rise husk, phosphogypsum, etc.
came into use. The use of above mentioned waste products with concrete in partial amounts
replacing cement paved a role for (i) modifying the properties of the concrete, (ii) controlling the
concrete production cost, (iii) to overcome the scarcity of cement, and finally (iv) the advantageous
disposal of industrial wastes. The use of particular waste product will be economically advantageous
usually at the place of abundant availability and production. Much of the literature is available on
the use of fly ash, blast furnace slag, silica fume, rise husk, etc. in manufacture of cement concrete.
However, the literature on the use of phosphogypsum in construction industry is in the budding
Page 13
13
stage. This paper tries to focus on the use of phosphogypsum in partial replacement of cement in
concrete.
1.2. PHOSPHOGYPSUM
Phosphogypsum refers to the gypsum formed as a by-product of processing phosphate ore into
fertilizer with sulphuric acid. Phosphogypsum is produced from the fabrication of Phosphoric acid
by reacting Phosphate ore with Sulphuric acid. Phosphogypsum can be gainfully utilized in cement
and building materials industries. It needs beneficiation before use because of the presence of
deleterious constituents like P2O5 and fluoride. The process of generation of Phosphogypsum can be
represented by the following equation:
Ca3 (PO4)2CaF2 +10H2SO4 +20H2O 6H3PO4 + 10CaSO4.2H2O+ HF
(Phosphoric acid) (Phosphogypsum)
Fig 2.1. Phosphogypsum
Phosphogypsum is generally found in wet powder with moisture content ranging from 10% to
25%.Its pH varies from 2.7 to 6.4.It is produced from anhydrate, dehydrate and hemihydrates
processes. Phosphogypsum in dehydrate form, generally contains more than 90% CaSO4.2H2O and
contains impurities like P2O5, residual fluoride and free acid. The small amount of impurities in
phosphogypsum (traces of free acids, acidic phosphate and silica fluoride) affect the quality of
gypsum. Phosphogypsum is also produced as a by-product of hydrofluoric acid and boric acid
industries. Current worldwide generation of phosphogypsum is 100 million tons per year. In India,
about 6 million tons of waste gypsum such as phosphogypsum, fluorogypsum, etc are produced
annually.
Page 14
14
1.2.1. Composition of phosphogypsum
Phosphogypsum, which has an average particle diameter of less than 0.2 mm, is primarily calcium
sulfate dihydrate, CaSO4.2H2O, in association with varying amounts of silicon, phosphate and
fluoride. Phosphogypsum is only slightly soluble in water, about 2g per litre. Phosphogypsum
contains appreciable quantities of radium-226, uranium, and other uranium decay products. This is
due to the high uranium concentration in phosphate rock which was discussed in Section 2.1.1. The
radionuclides of significance are: uranium-238, uranium-234, thorium-230, radium-226, radon-222,
lead-210, and polonium-210. When the phosphate rock is processed through the wet process, there
is a selective separation and concentration of radionuclides. Most of the radium-226, about 80
percent, follows the phosphogypsum, while about 86 percent of the uranium and 70 percent of the
thorium are found in the phosphoric acid (Gu75).
1.2.2 The Wet Process
In general, the wet process for manufacturing phosphoric acid involves four primary operations: raw
material feed preparation, phosphate rock digestion, filtration, and concentration. The phosphate
rock is generally dried in direct-fired rotary kilns, ground to a fineness of less than 150 /tm for
improved reactivity, and digested in a reaction vessel with sulphuric acid to produce the product,
phosphoric acid, and the byproduct, phosphogypsum. Specific wet-acid processes used include the
classic Prayon and Nissan-H processes which generate a dihydrate form of phosphogypsum
(CaSO4.2H2O), and the Central-Prayon and Nissan-C processes which generate a hemihydrate form
of phosphogypsum (CaS(VteH2O) (EPA90). The processes that'generate the hemihydrate form
results in phosphoric acid concentrations of 40 to 50 percent without evaporation, as opposed to the
30 to 35 percent normally produced by the dihydrate processes. It is uncertain which of the above
processes are used by each of the phosphoric acid facilities; however, indications are that only two
or three facilities use one of the processes which generate the hemihydratephosphogypsum while the
large majority of the facilities use one of the processes which generate the dihydrate
phosphogypsum . All four processes generate two special wastes: process wastewater and
phosphogypsum.
The phosphogypsum is transferred as slurry to onsite disposal areas referred to as phosphogypsum
stacks. These stacks are generally constructed directly on unused or mined-
out land with little or no prior preparation of the land surface. Gypsum is dredged from the pond on
top of the stack and used to increase the height of the dike surrounding the pond. The
phosphogypsum stacks become an integral part of the overall wet process. Because the process
Page 15
15
requires large quantities of water, the water impounded on the stack is used as a reservoir that
supplies and balances the water needs of the process. Thus, the stack is not only important as a
byproduct storage site, but also contributes to the production process.
1.2.3. Uses of phosphogypsum
Phosphogypsum is currently being used in several commercial applications with additional research
being conducted, primarily by the Florida Institute of Phosphate Research (FIPR), in order to
identify new applications and expand existing ones. Currently, applications include:
1) Fertilizer and conditioner for soils where peanuts and a variety of other crops are grown;
2) Backfill and road-base material in roadway and parking lot construction;
3) Additive to concrete and concrete blocks;
4) Mine reclamation; and
5) Recovery of sulfur.
1.2.4. Purification of phosphogypsum
The major disadvantage to the commercial use of phosphogypsum is the presence of potentially
hazardous concentrations of radium-226. Research is being conducted in the United States and in
other countries to reduce or remove the radium from raw phosphogypsum to ensure its safe use in
the agriculture and construction industries. Methods for the removal of radium include
hydrocycloning, a physical separation process, and calcining raw phosphogypsum into the
hemihydrate form which eliminates most of the radium.
The physical process involves the use of a hydrocyclone to separate the smaller phosphogypsum
crystals (less than 30 ^m) which contain the greatest portion of the radionuclides from the rest of the
phosphogypsum (Pe85). Although this process has proven effective in reducing radium
concentrations by factors of 2 to 5, it does not remove all of the radium from the phosphogypsum.
A new process, which shows promise of producing phosphogypsum of a much lower radioactive
content, involves calcining the raw phosphogypsum into the hemihydrate form (CaSO4.1/2H2O)
and dissolving the hemihydrates in water (Mo90). The solution is quickly filtered and the radium
salts are collected on the filter media.
Although the hemihydrate process generates a relatively low volume of waste, it is concentrated in
radium-226, up to 600 pCi/g, and may pose disposal problems that are equal to or even greater than
those associated with the original phosphogypsum (EPA90). No information is available on the
volume or radium-226 concentration of the waste resulting from the physical separation method,
but it would probably produce wastes with relatively high concentrations of radium-226. This
Page 16
16
waste disposal problem will need to be resolved if the purification of phosphogypsum is to become
viable.
1.2.5. Phosphogypsum stabilisation
The stabilisation and solidification of a phosphogypsum with low radionuclide activity using
sulphur polymer concrete allows the disposal of both sulphur and Phosphogypsum. This could help
to reduce the environmental impact of Phosphogypsum land disposal, eliminating the potential for
further contamination. The S/S process has permitted the obtainment of monoliths with good
mechanical properties. Compared to the reference samples, the mechanical properties of the
monoliths incorporating up to 10% Phosphogypsum do not seem to be affected. Determination of
the natural radionuclide content before and after the treatment indicates that the S/S process allows a
considerable reduction of the radionuclide content in the stabilised materials. In general terms, the
results obtained are promising and may help to improve the performance and understanding of the
radionuclide immobilisation process, with a view to increasing the Phosphogypsum content in SPC-
PG samples and extending the application of this procedure to Phosphogypsum with a higher
radionuclide activity.
Page 17
17
CHAPTER 2
AIM AND OBJECTIVE
2.1. AIM
(1)To determine the compressive strength, splitting tensile strength and modulus of elasticity of
concrete with 0%, 10%, 20% and 30% replacement of cement with phosphogypsum and water-
cement ratios 0.4 and 0.5.
(2)To study the effect of adding phosphogypsum to concrete
(3)To find the optimum percentage of phosphogypsum which give maximum strength to concrete.
2.2. OBJECTIVE
(1) The disposal of phosphogypsum is a important techno-economical problem. Finding out a long
lasting solution to that problem is our primary objective.
(2) The scarcity of cement and increased cost creates problem in construction industry.Finding out a
way to make concrete more economical is our another objective.
(3) There is an increasing need to improve the strength characteristics of concrete. Promoting the
use of materials like phosphogypsum that can improve the properties of concrete is also one of our
objectives.
(4) Promoting sustainability in construction field is our key objective.
Page 18
18
CHAPTER 3
LITERATURE REVIEW
3.1. GENERAL
The project deals with the experimental investigation on compressive strength, splitting tensile
strength and modulus of elasticity of phosphogypsum concrete. Some attempts have been made to
utilize phosphogypsum as base and filler materials (in the form of cement-stabilized
phosphogypsum mix) in the construction of highways, runways, etc. In other attempts,
phosphogypsum was recycled for manufacture of fibrous gypsum boards, blocks, gypsum plaster,
composite mortars using Portland cement, masonry cement, and super-sulphate cement. In some
other attempts phosphogypsum was also used as a soil conditioner for calcium and sulphur deficient
soils, as it has fertilizer value due to presence of ammonium sulphate. Recently, the effect of
phosphoric and fluorite impurities present in waste phosphogypsum on the setting time, strength
development and morphology of selenite gypsum plaster have been studied. Also, the techno
economic feasibility of beneficiating phosphogypsum has been studied, wherein the beneficiated
phosphogypsum was used for making Portland cement and Portland slag cement and the results
favoured use of phosphogypsum as an additive cement clinker in place of natural gypsum. However,
a very few attempts have been made to study the usability of phosphogypsum as partial replacement
to cement, whose use in cement and concrete will be a significant achievement in the development
of concrete technology in the coming few decades.
3.2. CURRENT RESEARCHES
The project to find out the effect of phosphogypsum in concrete has been done by different
agencies. Some of their important observations are as follows.
3.2.1. A study of strength characteristics of phosphogypsum concrete
(1)The important findings of th study are as follows
The compressive strength at 7 days increased significantly (around 20% increase) at water-binder
ratio 0.50 and marginally (around 1-10% increase) at other water-binder
Ratios;
(2)The compressive strength at 28 days increased significantly (around 25% increase) at water-
binder ratio 0.45 and marginally (around 1-3% increase) at other water-binder ratios;
(3)The compressive strength at 90 days increased significantly (around 19% increase) at water-
binder ratio 0.65 and marginally (around 1-10% increase) at other water-binder ratios;
Page 19
19
(4) The split-tensile strength at 28 days increased marginally (around 3-10% increase) at different
water-binder ratios.
However, further replacement of cement with phosphogypsum lead to drastic reduction not only in
the compressive strength but in the split-tensile strength also. From Table 1 it is noted that the
flexural strength not only decreased significantly with higher replacement of cement with
phosphogypsum but with increase in water-binder ratio also. From the flexure test we observe that
as the replacement of phosphogypsum increases, the beam fails at lower load. And as the percentage
of replacement increases the deflection of the beam also increases. From the crack patterns it is
observed that the width and number of cracks increased with the increase in replacement of
phosphogypsum beyond 10%. As we aimed at the target mean strength of 40 N/mm2, 20%
replacement can be taken as the optimum possible replacement of cement with phosphogypsum with
water-binder ratios 0.40 and 0.45 respectively, because the strength in such a case of replacement is
more than 40N/mm2. Similarly if we aim at the target mean strength of 30 N/mm2, 30%
replacement can be taken as the optimum possible replacement of cement with phosphogypsum with
water-binder ratios 0.40 and 0.45 respectively, or 20% replacement with water-binder ratio 0.55, or
10% replacement with water-binder ratios 0.60 and 0.65 respectively, because the strength in such a
case of replacement is more than 30 N/mm2. Similarly if we aim at the target mean strength of 20
N/mm2, 30% replacement can be taken as the optimum possible replacement of cement with
phosphogypsum with water-binder ratio 0.55, or 20% replacement with water-binder ratios 0.60 and
0.65 respectively, because the strength in such a case of replacement is more than 20 N/mm2.
However, it is noted from Table 1 that 40% replacement of cement with phosphogypsum lead to
decrease in the compressive strengths by approximately one-third the original compressive strengths
without any addition of phosphogypsum. From Table 1 it is also noted that for preparations of
‘standard concrete’ with grade designations M 25, M 30, M 35 and M 40 (as per IS 456-2000) we
can use any appropriate replacement of cement with phosphogypsum in the range of 10-30% with
appropriate water-binder ratio of 0.40-0.65, and for ‘ordinate concrete’ with grade designations M
10, M 15 and M 20 we can use any appropriate replacement of cement with phosphogypsum in the
range of 10-30% with appropriate water-binder ratio of 0.55-0.65.
3.2.2. A demonstration project:Roller compacted concrete Utilizing phosphogypsum
This demonstration project indicates that phosphogypsum based RCC is suitable for the construction
of parking facilities. The advantages of using phosphogypsum in RCC pavement are described as
follows:
Page 20
20
1. Phosphogypsum provides additional fines for better compatibility and surface finish without
impairing long term durability.
2. It compensates for some of the dry shrinkage to limit the extent of cracking.
3. It retards setting joints is assured.
Quality of aggregates time so that continuity at the cold play an important role on strength properties
of RCC and concrete in limestone may not be suitable for projects where strength in general. Central
Florida's excess of 2500 psi is needed. Moisture content in the mixture is very critical in the paving
operation. High moisture content in the mixtures will result in water flowing up to the top surface,
therefore, hindering the compactive effort.
3.2.3. Phosphogypsum based cement Formulation in agreement with Standard Portland
cement in the Framework of a concrete code policy For thermal and energetic efficiency Of
the building
The performance appraisal of the industrial and laboratory tests allow appreciating the capacity of
the phosphogypsum to replace the gypsum, as a regulator of hardening. Water-binder ratio 0.45
With the report that the standards were respected for the resistance and for the sulphating. The
addition of the phosphogypsum in variable percentages in the laboratory and industrial tests allowed
seeing the influence of the product, on the parameters illustrating the quality of the cements. All the
parameters are in accordance with the standards, the phosphogypsum appears as a substitute of the
gypsum at level of 3 to 4.5% of constituents. Nevertheless, times of hardening are high
comparatively to those whom we usually obtain with the gypsum; but corresponding to the
Senegalese standards. This rise is due to the presence phosphate.
3.2.4. The use of cement-stabilized phosphogypsum mixes in road construction
The performance of cement-stabilized phosphogypsum mixes is strongly influenced by cement
content and curing time. Increases in cement content and curing time lead to higher values of
unconfined compressive strength and initial tangent modulus. For curing periods of less than 14
days, the UCS and E0 presents a steeper gradient. Up to this period, the mixtures reached, on the
average, 79% of the resistance and 85% of the E0 obtained for an 84-day curing time. The samples
tested under soaked conditions reached UCS values 8% and E0 values 3,2% lower than those
observed in samples tested under unsoaked conditions. The moisture content causes little influence
on the unconfined compressive strength and initial tangent modulus. It was not possible to
determine a unique pattern to describe the behavior of cement-stabilized phosphogypsum mixes
with the compaction moisture content.
Page 21
21
CHAPTER 4
METHODOLOGY
COLLECTION OF MATERIALS
TESTING OF MATERIALS
MIX DESIGN
MIXING WITH SPECIFIC
PROPORTION
MOULDING OF SPECIMEN
DEMOULDING OF SPECIMEN
CURING FOR 7,14,28,56 DAYS
TESTING OF SPECIMEN
ANALYSIS AND CONCLUTION
Page 22
22
CHAPTER 5
TESTS ON CEMENT AND PHOSPHOGYPSUM
5.1. FINENESS OF CEMENT
Fineness is the measure of the total surface area of cement. For finer cements, surface area will be
more. Fineness influences the rate of hydration, rate of strength development, shrinkage, cracking,
bleeding and also the cost of cement. Firstly, breakdown any air lumps present in cement sample
with fingers. Weight accurately 100g of cement, place it on a standard IS. 90 micron sieve, and
sieve continuously until no more fine materials passes through it. Weight the residue. The
observations of the test are shown in the table 3.1.
Table.5.1. Observations of fineness test of cement
Sample No. Weight of sample,
W1(gm)
Weight of residue,
W2(gm)
Fineness=
(W2/W1)x
100%
1 100 8 8
2 100 7 7
3 100 5 5
Calculation
Fineness of cement by dry sieving=(W2/W1)x100
=(7/100)x100=7%
5.2. SPECIFIC GRAVITY OF CEMENT
Specific gravity is defined as the ratio between the weight and volume of a given quantity of the
material, and it is needed in mix proportions calculations. Dry the Le Chatelier flask and fill with
kerosene oil or naphtha to a point on the stem between zero and one ml. Dry inside of flask above
the level of liquid. Immense the flask in a constant temperature water bath maintained at room
temperature for sufficient time. Record the level of kerosene oil in the flask as initial reading.
Introduce about 64 gm of cement into the flask so that the level of kerosene rises above the bulb
portion. Cement should not be allowed to adhere to the sides of the flask above the liquid. Insert the
stopper into the flask and roll it gently in an inclined position. Expel the air from cement until no
further air bubbles rise to the surface of the liquid. Note down the level of kerosine in the flask.
Readings observed are shown below.
Page 23
23
Observation
Weight of cement used=64 gm
Initial reading= 0.6 ml
Final reading= 19.9 ml
Calculation
Volume of cement=Initial reading-final reading= 19.9-0.6= 19.3
Specific gravity=Weight of cement in g/Displaced volume of kerosine in ml
=64/19.3=3.316
5.3. CONSISTENCY OF STANDARD CEMENT PASTE
Since different batch of cement differ in fineness, pastes with same water content may differ in
consistency when first mixed. For this reason the consistency of the paste is standardized by varying
the water content until the paste has a given resistance to penetration. Standard consistency is
defined as that consistency which will permit the vicat plunger to penetrate to a point 5mm to 7mm
from the bottom of the Vicat mould when the cement paste is tested. The observations of the test are
shown in the table 3.2.
Table 5.2. Observations of consistency test of cement paste
Wt of dry
cement,W1(gm)
Wt of water added,
W2(gm)
Penetration from
bottom of
mould(mm)
Percentage of water for
standard consistency
(W2/W1)x100
400 110 18 27.5
400 120 10 30
400 130 5 32.5
Calculation
Percentage of water for standard consistency=32.5 %
5.4. INITIAL AND FINAL SETTING TIMES OF CEMENT
When cement is mixed with sufficient water, hydration occurs.In the beginning, the paste loses its
fluidity and within a few hours,noticeable stiffening results. This is called initial set and is measured
by the ability of the paste to withstand a certain arbitrary pressure.Further build-up hydration
products is followed by commencement of the hardening process, responsible for the strength of
Page 24
24
concrete, which is known as final set. The time from the addition of water to dry cement to the
initial and final set are known as the initial setting time and final setting time respectively. Cement
should not set too rapidly or too slowly. The initial setting time must allow for handling and placing
the concrete before stiffening. The maximum final setting time is specified and measured to ensure
normal hydration.Readings observed are shown below.
Observations
Initial setting time= 40 minutes
Final setting time= 9 hours 10 minutes
5.5.FINENESS OF PHOSPHOGYPSUM
Fineness of phosphogypsum is tested in the same way as that of cement. . Firstly, breakdown any air
lumps present in phosphogypsum sample with fingers. Weight accurately 100g of phosphogypsum,
place it on a standard IS. 90 micron sieve, and sieve continuously until no more fine materials
passes through it. Weight the residue. The observations of the test are shown in the table 3.3.
Table.3.1. Observations of fineness test of phosphogypsum
Sample No. Weight of sample,
W1(gm)
Weight of residue,
W2(gm)
Fineness=
(W2/W1)x
100%
1 100 8 8
2 100 7 7
3 100 5 5
Calculation
Fineness of phosphogypsum by dry sieving=(W2/W1)x100
=(7/100)x100=7%
5.6. INITIAL SETTING TIME OF PHOSPHOGYPSUM ADDED CEMENT
The procedure for determining the initial setting of phosphogypsum added cement is same as that of
cement. Here, 10% of cement is replaced with phosphogypsum for doing the test.
Initial setting time of phosphogypsum added cement =
Page 25
25
5.7. RESULTS
Fineness of cement =7%
Specific gravity of cement= 3.316
Percentage of water for standard consistency of cement paste=32.5%
Initial setting time of cement=40 minutes
Final setting time of cement= 9 hours 10 minutes
Page 26
26
CHAPTER 6
TESTS ON AGGREGATES
6.1. PARTICLE SIZE DISTRIBUTION
Particle size distribution, also called gradation ,refers to the proportions (by mass) of aggregates
distributed in specific particle ranges. It is an important property that affects mix proportions,
workability,porosity, durability, shrinkage and economy.Generally aggregates passing through
4.75mm sieve is called fine aggregate and those retained on 4.75mm sieve is called coase aggregate.
6.1.1. Particle size distribution of Coarse aggregate
The observations of the test are shown in the table 4.1.
Table 6.1. Observations of particle size distribution of coarse aggregate
IS Sieve
No.
Sieve
Size(mm)
Weight
retained in
each
sieve(gm)
Percentage
weight
retained
Cumulative
weight
retained
Percentage
weight
passing
80 80 0 0 0 100
63 63 0 0 0 100
50 50 0 0 0 100
40 40 0 0 0 100
31.5 31.5 0 0 0 100
25 25 0 0 0 100
20 20 214 11.088 11.088 88.912
16 16 553 28.652 39.74 60.26
12.5 12.5 769 39.844 79.584 20.416
10 10 307 15.906 95.49 4.51
6.3 6.3 55 2.849 98.339 1.661
4.75 4.75 25 1.295 99.634 0.366
Pan 7 0.3626 100 0
Page 27
27
Draw a semi-logarithmic graph with percentage passing on Y axis and log sieve opening on X axis.
From the grading cure D60 and D10 are noted, where D60 is the sieve opening corresponding to
60% passing and D10 for 10% passing.
Fig 6.2. Particle size distribution curve of coarse aggregate
Fineness modulus=Sum of cumulative percentage of weight retained/100 = 523.875/100=5.238
Uniformity coefficient=D60/D10= 16/11= 1.45 Effective size=D10= 11
6.1.2. Particle size distribution of fine aggregate
The observations of the test are shown in the table 4.2.
0
20
40
60
80
100
120
1 10 100
We
igh
t p
assi
ng(
%)
Sieve size(mm)
Page 28
28
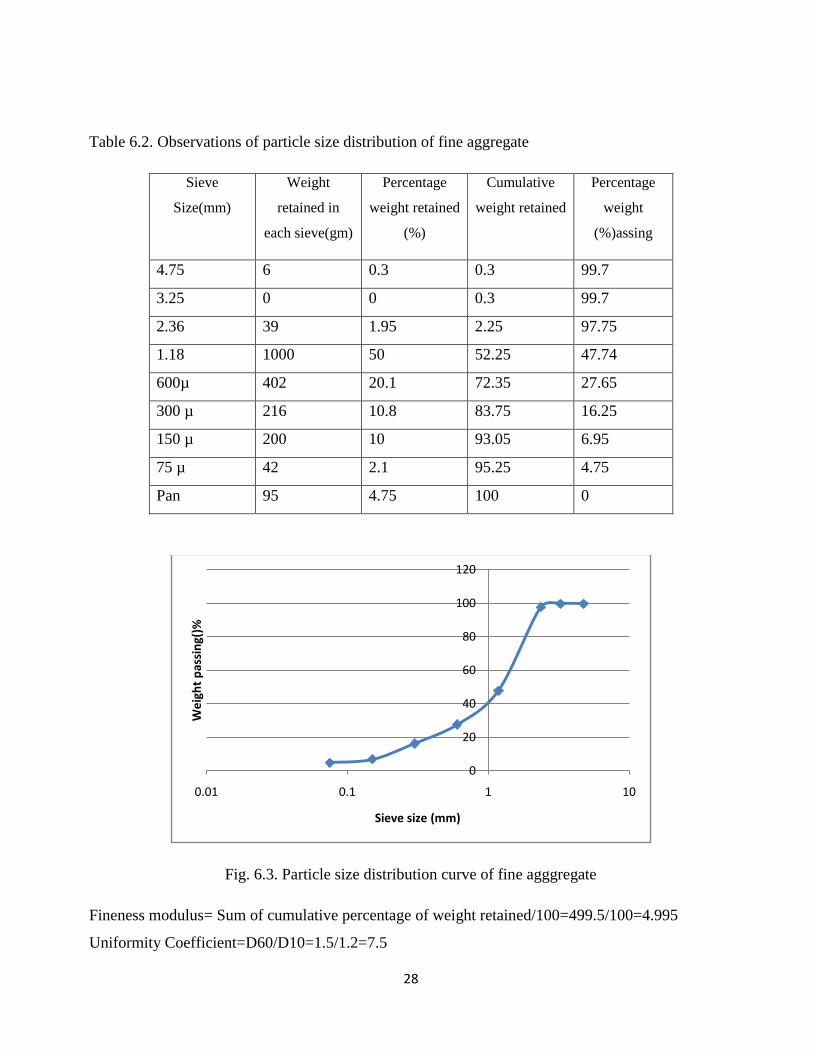
Table 6.2. Observations of particle size distribution of fine aggregate
Sieve
Size(mm)
Weight
retained in
each sieve(gm)
Percentage
weight retained
(%)
Cumulative
weight retained
Percentage
weight
(%)assing
4.75 6 0.3 0.3 99.7
3.25 0 0 0.3 99.7
2.36 39 1.95 2.25 97.75
1.18 1000 50 52.25 47.74
600µ 402 20.1 72.35 27.65
300 µ 216 10.8 83.75 16.25
150 µ 200 10 93.05 6.95
75 µ 42 2.1 95.25 4.75
Pan 95 4.75 100 0
Fig. 6.3. Particle size distribution curve of fine agggregate
Fineness modulus= Sum of cumulative percentage of weight retained/100=499.5/100=4.995
Uniformity Coefficient=D60/D10=1.5/1.2=7.5
0
20
40
60
80
100
120
0.01 0.1 1 10
We
igh
t p
assi
ng(
)%
Sieve size (mm)
Page 29
29
Effective size=D10=0.2
6.2. SPECIFIC GRAVITY OF AGGREGATES
In Connection with the concrete mix design, it is necessary to know the space occupied by the
aggregate particles within the concrete.Specific gravity is defined as the ratio of weight in air of
given volume of air at the standard temperature to the weight in air of equal volume of water at that
temperature.
5.2.1. Specific Gravity of Coarse aggregate
Observation
A=Weight of the container +aggregate +water=8.450 Kg
B=Weight of the container+ water= 5.556 Kg
C=Weight of the surface dried aggregate= 4.414 Kg
D=Weight of the oven dried aggregate= 4.385 Kg
Calculation
Specific gravity=D/[C-(A-B)] = 4.385/[4.414-(8.450-5.550)]= 2.896
Apparent specific gravity=D/[D-(A-B)]=4.385/[4.835-(8.450-5.550)]= 2.498
Water absorption=[100(C-D)]/D=100(4.414-4.385)/4.385= 0.6613
6.2.2. Specific Gravity of Fine aggregate
Observations
Weight of fine aggregate which is immersed in water and thereafter surface dried, A= 0.522 Kg
Weight of sample +pycnometer +water, B= 1.807 Kg
Weight of pycnometer + water, C=1.501 Kg
Weight of pycnometer =0.679 Kg
Calculation
Specific gravity =D/[A-(B-C)]= 0.477-[0.522-(1.807-1.501)]= 2.208
Apparent specific gravity = D-[D-(B-C)] =0.477-[0.477-(1.807-1.501)]=2.789
Water absorption(percent of dry weight) =100(A-D)/D= 100(0.522-0.477)/0.477= 9.433%
6.3. BULK DENSITY, VOID RATIO AND POROSITY
Several common physical properties of aggregates such as bulk density,void ratio, porosity etc. are
relevant to the behavior of aggregate in concrete and to the properties of concrete made with the
given aggregate. In estimating quantities of materials and in mix computations, when batching is
done on volume basis, it is necessary to know the conditions under which aggregate volume is
Page 30
30
measured.The void in the mass of aggregate also must be known for an economical design of mixes.
The observations of the test are shown below.
Observations
Weight of empty container=W1= 9kg
Weight of container+aggregate=W2= 31.3kg
Weight of container+aggregate+water=W3=37.3kg
Weight of container+water=W4=23.5kg
Calculation
Volume of voids=W5= W3-W2= 6kg
Volume of container=W6
Weight of aggregate=W2-W1=W2-W1= 31.3-9= 22.3kg
Bulk density (gm/cc)=Weight of aggregate/Volume of measure=(W2-W1)/(W4-W1)=(31.3-
9)/(23.5-9)=1.5379
Void ratio=Volume of voids/Volume of aggregates= (W3-W2)/ [(W4-W1)-(W3-W2)]=(37.3-
31.3)/[(23.5-9)-(37.3-31.3)] =0.7058
Porosity=Volume of voids /Total volume= (W3-W2)/(W4-W1)= (37.3-31.3)/(23.5-9)=0.4137
6.4. RESULTS
Fineness modulus of coarse aggregate= 5.238
Uniformity coefficient of fine aggregate= 1.45
Effective size of fine aggregate = 11
Specific gravity of coarse aggregate= 2.896
Apparent specific gravity of coarse= 2.498
Water absorption of coarse aggregate 0.6613
Bulk density of coarse aggregate=1.5379
Void ratio of coarse aggregate =0.7058
Porosity of aggregate=0.4137
Fineness modulus of fine aggregate=4.995
Uniformity Coefficient of fine aggregate=7.5
Effective size of fine aggregate=0.2
Specific gravity of fine aggregate= 2.208
Apparent specific gravity of fine aggregate=2.789
Water absorption of fine aggregate= 9.433%
Page 31
31
CHAPTER 7
PREPARATION OF CONCRETE SPECIMENS
7.1. MATERIALS REQUIRED
Cement: Ordinary Portland cement of grade 53 is used for the investigation. Different tests are
carried out to find the properties of cement as per IS 4031-1988.The properties of cement obtained
from the tests are: fineness-7%, normal consistency-32.5%, specific gravity-3.316, initial setting
time-40 minute, final setting time-9hours 10 minutes. From the tests, it is proved that the cement
satisfies requirements as per IS 12269-1987.
Fine Aggregate: The properties of the fine aggregate obtained as per the test result are: Fineness
modulus-4.995 and specific gravity-2.896.The fine aggregates satisfy the requirements as per IS
2386-1963.
Coarse Aggregate: Aggregate with 20mm nominal size is used. The properties obtained from the
tests are-Fineness modulus-5.238, specific gravity-2.896, bulk density-1.58, void ratio-0.705 and
porosity-0.414.The coarse aggregate satisfies the results as per IS 2386-1963.
Phosphogypsum: The phosphogypsum is collected from Fertilizers And Chemical Travancore
Limited (FACT), Aluva.
Water: The water used for preparing concrete is clean and free from acids and organic substances.
7.2. STEPS INVOLVED
7.2.1. Estimation of ingredients
For every type of concrete 4 cubes are prepared for testing compressive strength and a total of 3
cubical specimens are prepared for testing splitting tensile strength and modulus of elasticity.
Specimens are prepared for 0%, 10%, 20% and 30% phosphogypsum content with water cement
ratios 0.4 and 0.5.The size of cubical specimen is 150mmx150mm and size of cylindrical specimen
is 150mm diameter and 300mm height. The total number of specimens is 56.Quantities of materials
required for preparing concrete specimens are prepared by absolute volume method. While doing
the estimation 20% extra is added to the total quantity. To prepare 4 cubical and 3 cylindrical
specimens of 10% cement replacement at water-cement ratio 0.4, the quantity of ingredients
required are-cement-13.14kg, fine aggregate-21.89kg, coarse aggregate-43.99kg, phosphogypsum-
1.46kg, water-5.84kg.
Page 32
32
Calculation
Mix proportion: cement: FA: CA: water=1:1.5:3:0.5
Specific gravity of cement=3.14
Specific gravity of Fine aggregate=2.65
Specific gravity of Coarse aggregate=2.65
Specific gravity of water=1
Cube
Volume of cube=15x15x15= 3375cm^2
Volume of concrete obtained per z gram= (1/3.14) + (1.5/2.65) + (3/2.65) + (0.5/1)=2.52
Weight of cement required for 1 concrete cube=3375/2.52=1339g=1.339kg
Weight of cement required for 4 concrete cubes with 0% phosphogypsum=4x1.339=5.356kg
Weight of cement required for 4 concrete cubes with 10% phosphogypsum=4x (1.339-
0.1x1.339)=4.8204kg
Weight of cement required for 4 concrete cubes with 20% phosphogypsum=4x (1.339-
0.2x1.339)=4.2848kg
Weight of cement required for 4 concrete cubes with 30% phosphogypsum=4x (1.339-
0.3x1.339)=3.7492kg
Total weight of cement required for 4+4+4+4=16 specimens=5.356+4.8204+4.2848+3.7492=
15.21154kg
We are testing specimens with 2 water cement ratios. Therefore total weight of 16+16=32
specimens=2x15.21154=30.423kg
Weight of phosphogypsum required for 10% cement replacement=10% x 1.339=0.1339
Weight of phosphogypsum required for 4 specimens=4 x 0.1339=0.5356kg
Weight of phosphogypsum required for 20% cement replacement=20% x 1.339=0.2678kg
Weight of phosphogypsum required for 4 specimens=4 x 0.2678=1.0712kg
Weight of phosphogypsum required for 10% cement replacement=30% x 1.339=0.4017kg
Weight of phosphogypsum required for 4 specimens=4 x 0.4017=1.6078kg
Weight of phosphogypsum required for 4+4+4=12 specimens=0.5356+1.0712+1.6078=3.2136kg
We are preparing specimens with 2 water contents. Therefore total weight of phosphogypsum
required for 12+12=24 specimens=2 x 3.2136=6.4272kg
Page 33
33
Cylinder
Volume of cylinder=3.14xR2xH= 3.14x7.5^2x30=5301.437cm^2
Volume of concrete obtained per z gram=(1/3.14)+(1.5/2.65)+(3/2.65)+(0.5/1)=2.52
Weight of cement required for 1 concrete cylinder=5301.437/2.52=2103.7g=2.1037kg
Weight of cement required for 3 concrete cylinders with 0% phosphogypsum=3x2.1037=6.3111kg
Weight of cement required for 3 concrete cylinders with 10% phosphogypsum=3x (2.1037-
0.1x2.1037)=5.6799kg
Weight of cement required for 3 concrete cylinders with 20% phosphogypsum=3x (2.1037-
0.2x2.1037) =5.0488kg
Weight of cement required for 3 concrete cylinders with 30% phosphogypsum=3x (2.1037-
0.3x2.1037) =4.4177kg
Total weight of cement required for 3+3+3+3=12 specimens=6.3111+5.6799+5.0488+4.4177=
21.4575kg
We are testing specimens with 2 water cement ratios. Therefore total weight of 12+12=24
specimens=2x21.4575=42.915kg
Weight of phosphogypsum required for 10% cement replacement=10% x 2.1037=0.21037
Weight of phosphogypsum required for 3 specimens=3 x 0.21037=0.63111kg
Weight of phosphogypsum required for 20% cement replacement=20% x 2.1037=0.42074kg
Weight of phosphogypsum required for 3 specimens=3 x 0.42074=1.26222kg
Weight of phosphogypsum required for 10% cement replacement=30% x 2.1037=0.63111kg
Weight of phosphogypsum required for 3 specimens=3 x 0.63111=1.89333kg
Weight of phosphogypsum required for 3+3+3=9
specimens=0.63111+1.26222+1.89333=3.78663kg
We are preparing specimens with 2 water contents. Therefore total weight of phosphogypsum
required for 9+9=18 specimens=2 x 3.78663=7.5733kg
Result
Total weight of cement required=30.423+42.915=73.338kg
Total weight of phosphogypsum required=6.4272+7.5733=14kg
Total weight of fine aggregate required=1.5 x 73.338=110.007kg
Total weight of coarse aggregate required=3x 73.338=220.014kg
Page 34
34
7.2.2. Weighing and batching
The proportioning of ingredients-cement, fine aggregate, coarse aggregate, phosphogypsum and
water are done by mass. The mass of each material is taken accurately to keep the correct
proportion.
7.2.3. Mixing of concrete
For preparing phosphogypsum concrete, the first step is to mix the weighed quantity of cement and
phosphogypsum till it become a homogenous mixture. Then fine aggregate and coarse aggregate are
added to it and is mixed well. Thereafter, add water uniformly and continue mixing till a
homogenous mass is obtained.
Thorough mixing is essential for the production of uniform, high quality concrete. For this reason
equipment and methods should be capable of effectively mixing concrete materials containing the
largest specified aggregate to produce uniform mixtures of the lowest slump practical for the work.
Separate paste mixing has shown that the mixing of cement and water into a paste before combining
these materials with aggregates can increase the compressive strength of the resulting concrete. The
paste is generally mixed in a high-speed, shear-type mixer at a w/cm(water to cement ratio) of 0.30
to 0.45 by mass. The cement paste premix may include admixtures such as accelerators or retarders,
superplasticizers, pigments, or silica fume. The premixed paste is then blended with aggregates and
any remaining batch water and final mixing is completed in conventional concrete mixing
equipment.[19]
High-energy mixed (HEM) concrete is produced by means of high-speed mixing of cement, water
and sand with net specific energy consumption of at least 5 kilojoules per kilogram of the mix.
A plasticizer or a superplasticizer is then added to the activated mixture, which can later be mixed
with aggregates in a conventional concrete mixer. In this process, sand provides dissipation of
energy and creates high-shear conditions on the surface of cement particles. This results in the full
volume of water interacting with cement. The liquid activated mixture can be used by itself or
foamed (expanded) for lightweight concrete.[20]
HEM concrete hardens in low and subzero
temperature conditions and possesses an increased volume of gel, which drastically
reduces capillarity in solid and porous materials.
Page 35
35
7.2.4. Placing of concrete in moulds
The concrete is placed in cubical and cylindrical moulds in 3 equal layers by tamping each layer
with an iron rod.
7.2.5. Curing
Concrete specimens prepared are immersed in water for 24 hours after placing the concrete. The
curing is done for 28 days.
In all but the least critical applications, care needs to be taken to properly cure concrete, to achieve
best strength and hardness. This happens after the concrete has been placed. Cement requires a
moist, controlled environment to gain strength and harden fully. The cement paste hardens over
time, initially setting and becoming rigid though very weak and gaining in strength in the weeks
following. In around 4 weeks, typically over 90% of the final strength is reached, though
strengthening may continue for decades. The conversion of calcium hydroxide in the concrete
into calcium carbonate from absorption of CO2 over several decades further strengthen the concrete
and making it more resilient to damage. However, this reaction, called carbonation, lowers the pH of
the cement pore solution and can cause the reinforcement bars to corrode.
Hydration and hardening of concrete during the first three days is critical. Abnormally fast drying
and shrinkage due to factors such as evaporation from wind during placement may lead to increased
tensile stresses at a time when it has not yet gained sufficient strength, resulting in greater shrinkage
cracking. The early strength of the concrete can be increased if it is kept damp during the curing
process. Minimizing stress prior to curing minimizes cracking. High-early-strength concrete is
designed to hydrate faster, often by increased use of cement that increases shrinkage and cracking.
Strength of concrete changes (increases) up to three years. It depends on cross-section dimension of
elements and conditions of structure exploitation.
During this period concrete needs to be kept under controlled temperature and humid atmosphere. In
practice, this is achieved by spraying or ponding the concrete surface with water, thereby protecting
the concrete mass from ill effects of ambient conditions. The pictures to the right show two of many
ways to achieve this, ponding – submerging setting concrete in water and wrapping in plastic to
contain the water in the mix. Additional common curing methods include wet burlap and/or plastic
sheeting covering the fresh concrete, or by spraying on a water-impermeable temporary curing
membrane.
Page 36
36
Properly curing concrete leads to increased strength and lower permeability and avoids cracking
where the surface dries out prematurely. Care must also be taken to avoid freezing, or overheating
due to the exothermic setting of cement. Improper curing can cause scaling, reduced strength,
poor abrasion resistance and cracking.
7.2.6. Testing of specimens
After 28 days of curing, the specimens prepared are tested. Compressive strength test, splitting
tensile strength test are done with the prepared specimens.
Page 37
37
CHAPTER 8
TESTING OF CONCRETE SPECIMENS
8.1. COMPRESSIVE STRENGTH OF CONCRETE
Compressive strength is the most important property of hardened concrete and is generally
considered in the design of concrete mixes. Many other properties of concrete depend on its
compressive strength.The procedure of the test is as follows. Take out the specimens from the
curing tank and clean its surface. Measure the dimensions to 0.2 mm and note its weight. Place the
specimen in the machine in such a manner that the load is applied to opposite side of the cubes as
cast. The load is applied without shock and increased continuously at a rate of approximately 14
N/mm per minute. Record the maximum load taken by each specimen.From the values of maximum
load of different specimens, characteristic compressive strength is determined
Sample calculation(for concrete with 0% phosphogypsum)
Compressive strength(from table 6.1.)=Maximum load/areaof specimen
=810000/(149x150)=36 N/mm2
Table 8.1. Observations of compressive strength of concrete cubes
Sl No. Dimension Maximum Load(N) Compressive
Strength(N/mm2)
1 150x150 940000 41.77
2 151x150 935000 41.28
3 151x149 650000 28.89
4 149x151 810000 36.00
8.2. SPLITTING TENSILE STRENGTH OF CONCRETE
Splitting tensile test is an indirect method to determine the tensile strength of concrete (it yields
strength values which are higher than the true tensile strength). In this test, the cylindrical specimen
is subjected to a uniform line load along the length of the specimen. The tensile strength is
calculated using the load at which the specimen splits into two. The procedure is as follows. Cast the
cylinder of size 150 x 300mm from the mix and cure for 28 days. Note the diameter and length of
Page 38
38
specimen. Centre one of the plywood strips along the centre of lower plate and place the second
plywood strip lengthwise on the top of the cylinder. Apply the load without shock and increase
continuously at a nominal rate within the range 1.2 N/mm2 per minute. Maintain the rate until
failure. Note the load applied.
Sample Calculation(for concrete with 0% phosphogypsum content)
Load observed, P= 166 KN
Diameter of specimen, D=150mm
Length of specimen, L= 300mm
Splitting tensile strength= 2P/(𝜋DL)=2X166000/(πx150x300)=2.348N/mm2
Page 39
39
CHAPTER 9
RESULTS OF THE EXPERIMENTAL INVESTIGATION
9.1. COMPRESSIVE STRENGTH
The compressive strength of concrete is found to increase with the addition of phosphogypsum up to
10% replacement of cement with phosphogypsum. The increase in compressive strength is more at a
water cement ratio of 0.4.The percentage increase in compressive strength(at water-cement ratio
0.4) at 10% phosphogypsum content , when compared with plain concrete is 3.63%.But the
compressive strength of concrete(at water -cement ratio 0.5) at 10% replacement is slightly less
when compared to plain concrete. There is a significant reduction in the compressive strength at
20% and 30% phosphogypsum content. Thus the optimum amount of phosphogypsum in concrete is
found to be 10%.For M20 concrete, the compressive strength should be greater than 20 N/mm2.All
the concrete specimens except the one which is prepared with 30% phosphogypsum and 0.4 water
cement ratio, satisfies this criteria.
Table 9.1. Comparison of compressive strengths of concrete
Replacement of cement,% Water-cement ratio Compressive strength,
N/mm2
0 0.4 36.88
0.5 36
10 0.4 38.22
0.5 35.55
20 0.4 21.11
0.5 22.22
30 0.4 18.66
0.5 20
Page 40
40
Fig 9.1. Variation of compressive strength with phosphogypsum addition
9.2. SPLITTING TENSILE STRENGTH
Splitting tensile strength values also show similar trend as in the case of compressive strength. The
splitting tensile strength is found to be maximum at 10% phosphogypsum content with water-
cement ratio 0.4. The percentage increase in the splitting tensile strength of concrete (0.4 water
cement ratio) at 10% phosphogypsum content is 9.39%. But splitting tensile strength (0.5 water
cement ratio) at 10 % phosphogypsum content is less compared with plain concrete. There is a very
significant reduction in the compressive strength at 20% and 30% replacement.
Table 9.2. Comparison of splitting tensile strength of concrete
Replacement of cement,% Water-cement ratio Splitting tensile
strength,N/mm2
0 0.4 2.263
0.5 2.348
10 0.4 2.475
0.5 2.178
20 0.4 2.065
0.5 1.839
30 0.4 1.641
0.5 1.697
0
5
10
15
20
25
30
35
40
45
0 10 20 30 40
Co
mp
ress
ive
str
en
gth
,N/m
m2
Replacement of cement,%
w/c 0.4
w/c 0.5
Page 41
41
Fig 9.2. Variation of splitting tensile strength with phosphogypsum addition
.
9.4. INFERENCE OF RESULTS
From the above results it can be inferred that the strength characteristics increases with the increase
in the amount of phosphogypsum in concrete up to 10 % replacement. Compressive strength,
splitting tensile strength and modulus of elasticity shows similar behavior though there is minor
variation in the trend.If we aim at a target compressive strength of 30 N/mm2,it is feasible to do upto
10% replacement. Similarly, if the target compressive strength is 20 N/mm2, it is feasible to use
concrete with 20 % replacement of cement with phosphogypsum. Even 20% replacement of cement
in concrete with phosphogypsum gives compressive strength of 20 N/mm2. The compressive
strength at 20% and 30% replacement of cement with phosphogypsum gives lower values of
compressive strength than ordinary concrete. But , if these replacements ensure a compressive
strength , which is more than the target, it is better to use concrete with 20 and 30% phosphogypsum
content, there by making concrete more economical.
0
0.5
1
1.5
2
2.5
3
0 10 20 30 40
Split
tin
g te
nsi
le s
tre
ngt
h,N
/mm
2
Replacement of cement,%
w/c 0.4
w/c 0.5
Page 42
42
CHAPTER 10
ADVANTAGES AND LIMITATIONS
10.1. ADVANTAGES
(1) In India, about 6 million tons of waste gypsum such as phosphogypsum, flourogypsum etc, are
being generated annually. This is an important waste disposal problem. Using phosphogypsum in
concrete is a feasible solution to this problem.
(2) The growth of infrastructure industry led to scarcity of cement because of which the cost of
cement increase incremently. Partial replacement of cement in concrete with phosphogypsum
reduces the cost of concrete.
(3) The strength characteristics of concrete increases with the partial replacement of cement upto
10%.Therefore it improves the properties of concrete.
(4) The setting time of cement increases with the addition of phosphogypsum
10.2. LIMITATIONS
(1) It contain small quantities of impurities like silica , fluorine and phosphate and fuel is required to
dry it before it could be processed for some applications as a substitute for natural gypsum, which is
a material of higher purity.
(2) Phosphogypsum contains certain amount of slightly radioactive elements
(3) The quality of phosphogypsum deteriorates with its aging. Therefore strength characteristics of
concrete reduce with aging of phosphogypsum used in it.
10.3. FUTURE SCOPE OF THE PROJECT
There is scope for future extention of the project for determining the more accurate percentage
replacement of phosphogypsum. It may be most probably between 10% and 20%. The reactions of
phosphogypsum with cement can also be examined. The extent of radioactivity of phosphogypsum
is an important aspect to be studied.
Page 43
43
CHAPTER 11
CONCLUSION
11.1. GENERAL
From the experimental investigation of phosphogypsum concrete we can arrive at the following
conclusions-
1. Addition of phosphogypsum to concrete affects the strength characteristics of concrete
2. Compressive strength, splitting tensile strength and modulus of elasticity has its maximum value
at 10% replacement of cement with phosphogypsum, it reduces if the percentage replacement is
more than 10%.Thus the optimum amount of phosphogypsum to be added to concrete is 10%.
3. There will be significant reduction in the cost of concrete if phosphogypsum is added to it. The
scarcity of cement and its increased cost are serious problems faced by construction industry. Use
of phosphogypsum in concrete will be an appropriate solution to these problems.
4. The stacks of phosphogypsum dumped by the fertilizer plants is a serious waste disposal problem.
Effective utilization of phosphogypsum in concrete reduces the intensity of problems caused by its
dumping.
Thus phosphogypsum which is a by-product of fertilizer plant and chemical industries can be
effectively utilized by partial replacement of cement in concrete with phosphogypsum. This method
is surely a step toward sustainable development and is important in engineering, environmental and
economic point of view.
Page 44
44
PHOTOS
COMPRESSIVE STRENGTH TEST
Page 45
45
SPLIT TENSILE STRENGTH TEST
Page 47
47
REFERENCES
1. Central Pollution Control Board Assessment of Utilization of Industrial Solid Wastes in
Cement Manufacturing, Programme Objective Series PROBES/103/2006-2007.
2. IS: 10262-2009, Concrete Mix Proportioning-Guidelines, Bureau of Indian Standards, New Delhi,
2009
3. IS: 456-2000, Plain and reinforced Concrete - Code of Practice, Bureau of Indian Standards,
New Delhi, 2000.
4. Marcelo C. Takeda and Alexandre B. Parreira The Use of Cement-Stabilized Phosphogypsum
Mixes in Road Construction, University of Sao Paulo, Sao Carlos, Brazil.
5.Ra’fat A. Huwait, M.A., Aly A. Aly Abdo, Muhammed H. Hassan, and S.A. Elmongy(1999)
An assessment of radioactivity of selected industrial wastes, 16th
National Radio Science
Conference, Ain Shams University, Cairo, Egypt.
6. Shetty M.S., Concrete Technology-Theory and Practice, S.Chand &Company Ltd, New Delhi,
2009
7. Siva Sankar Reddy T, D. Rupesh Kumar, and H.Sudarsana Rao (2010) A Study on Strength
Characteristics of Phosphogypsum Concrete, Asian Journal of Civil Engineering (Building and
Housing) Vol.11.No.4.Pages 411-420
8. Tara Sen and Umesh Mishra (2010) Usage of Industrial Waste Products in Village Road
Construction, International Journal of Science and Development. Vol.1. No.2.