22
SEQUOYMK NUCLEAR PLANT RZSOLUTXON OP PRZSSURXZZR SAPZTY VALVE SEAT LEAKAGE CONCERNS RXCH2QU) G SXMMONS 11/14/91 951108020i 951103 FDR ADOCK 05000259 p„ FDR
SEQUOYMK NUCLEAR PLANT
RZSOLUTXON OP PRZSSURXZZR SAPZTY VALVESEAT LEAKAGE CONCERNS
RXCH2QU) G SXMMONS11/14/91
951108020i 951103FDR ADOCK 05000259p„ FDR

SEQUOYAH NUCLEAR PLANTRESOLUTION OF PRESSURIZER SAFETY VALVE SEAT LEAKAGE CONCERN
TABLEOF CONTENTS
1.0 IYXRODUCTXON .
E.S SIPSMARP OP UEAIIAOE OCCURRENCES SINCERE)TART
3.0 PAST CORREC'XTVE'CTXON TO RESOLVECONCERN3 ' SHORT-TERM CONSIDERATIONS '. . ~ ~ . ~
3 ' LONG-TERM CONSIDERATXONS ~ ~ ~
LEAKAGE~ ~ ~ 0 0 ~ 1~ ~ 0 0 ~ ~ 2~ ~ 0 ~ ~ ~ 4
4.0 RESULTS OF SHORT-XAUMCORRECTIVE ACTIONS .. 4
S.S POISON-UP CORRECTUM ACTIONLEAXAGECONC'&5.1 VALVE MODXPICATXON5.2 SETPOINT INCREASE ~
5.3 LEAKAGE ROOT CAUSE UPDATE5 ' INDEPENDENT REVIEW OP VALVE DESIGN
TO RESOLVE0 ~
0 ~
0 ~
~ 0
~ ~
~ ~ ~ ~ ~
~ 0 0 0 ~
~ ~ 0 ~ ~
~ ~ 0 0 ~
~ ~ 0 0 ~
5556
~ 7
6.0 ACIXONS TAKE TO ADDRESS COKXROL ROOMANNUNCIATION .
7.0 SUMMARY ~ ~ ~ 0 ~ ~ 0 ~ 0 ~ ~ 0 ~ ~ 0 ~ ~ 0 ~ 0 ~ ~ 8
8.0 CONCLUSION............. *........ 9

0
SEQUOYAH NUCLEAR PLANTRESOLUTION OF PRESSURIZER SAFETY VALVE SEAT LEAKAGE CONCERN
1.0 IXI'RODUCTXON
2.0
This document provides an update, for t..be L'me period fromFebruary '88 (unit 2 restart) to preset, of efforts beingmade to resolve seat leakage problems with the pressurizersafety valves. Efforts to resolve this issu» prior toFebruary '88 were reported in the attached letter fromR. Gridley to the U.S. Nuclear Regulatory Commission datedJune 24, 1988, "Setzuoyah Nuclear Plant (SQN) — PerformanceTesting Of Reactor Relief and Safety Valves".
SOMMART OT IRISOIOR OCCURRENCES SINCE.RESTART
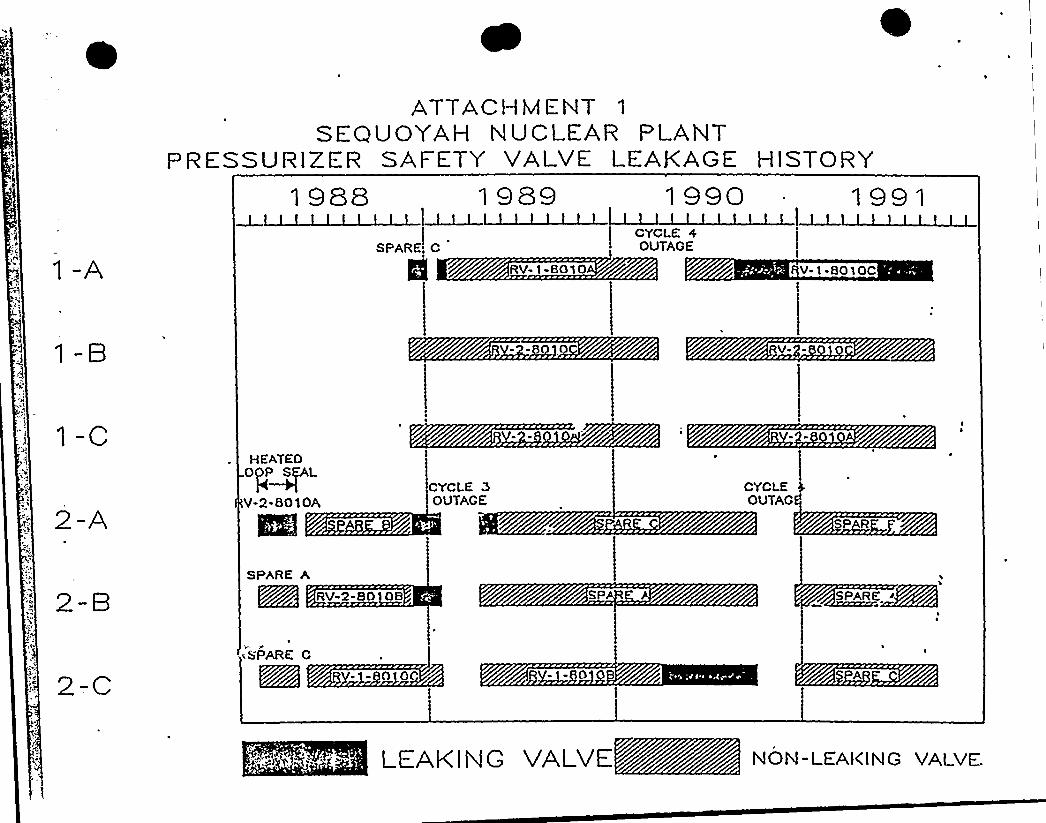
Since restart of units 1 and 2 there have been sevenidentified incidences of pressurizer safety valve seat leakageassociated with steam service (drained loop seal). Two ofthese leaks were corrected with the valve successfullyoperating with no detectable leakage until the next refuelingoutage. A summary of these leaks follows and Attachment 1graphically depicts incidences of pressurizer safety valveleakage.
VALVE S N POSIT ON OPERAT G CYCLE
SPARE C
RV-1-8010'V-1-8010C
AAA
Cycle 3Cycle 3Cycle 4
RV-2-8010BSPARE BSPARE C
RV-1-8010B
BAAC
Cycle 2Cycle 2Cycle 3Cycle 3
3.0 PAST
CORREC'ITIVE
ACTION TO RESOLVE ~~GECONCERN
S
Because of continued leakage concerns a task force was formedin January, 1989 to identify potential causes of the leakageand recommend appropriate short and long-term correctiveactions. This task force consisted of representatives fromSequoyah Engineering, Secpxoyah Systems, Corporate Maintenance,Corporate Engineering, Gilbert Commonwealth (G/C) and Stone
~ started itrecdxdlkfdy epoo cert stsreups but tpsst attcc pfebkres were corrected with arch)cot tcstspcraesto arsd lhcrtssal bhdl'og cd a
strut. 'ge prcssure was dropped sed the valve gagged whib these probkrrss were resohe4 Ho ibrthec katage was dctcctcd duriec the cmajadcr oC the
pCvaCiag cydc; howcva, Siasscrebly oC thc vtdvc Amag the outage iedicatcd that sGght kaksge teay have bcca prescer.
~e ~ae wbrts tbe prcssuritcc cocksure hatch was rcreovcd to aihsw access durin unit pecssioe. Leakage cptit aitcc valve was
tcreporsrity sgZcd sed the tete pcraeue sihwcd to rcstsbitisc.
I
H
SEQUOYAH NUCLE.M PLANTRESOLUTION OF PRESSURIZER SAFETY VALVE SEAT LEAKAGE CONCERN
and Webster (SWEC). Valve sensitivities and corrective actionoptions vere discussed. The folloving is a list of theoptions which vere considered:
SENSI TY POSS LE SO O'H
NOZZLE LOADS
AMBIENT TEMPERATURE
INLET GAS MIXTURE
RCS HEAT-UP RATE
RAPID PRESSUREINCREASE
SET PRESSURE
Stronger valve, piping configurationchange, support rearrangement,bellows/flex-hose, ball joints, supportthe valves off the pressurizer, checkfor binding, rework the loop seals,relocate the valves, Westinghouse ringheader, cpxantify loading sensitivitythrough special test at Hyle
Operatiogal specification changes,refrigeration coils, independent ordedicated HVAC or redesign of existingHVAC, R&D testing to quantifysensitivityWater snop seal
Operational specification change
No identified solution, other thanslov pressure increase
Set at high end of allowable, increasethe Technical Specification setpressure
The end product of the task force was a set of short and long-term recommendations. The short-term recommendationsaddressed several valve sensitivities since a singular rootcause for leakage vas not identified and were intended tominimize the possibility of leakage. The long-termrecommendations were to be considered in the event that seatleakage continued.to be a plant concern.
3 ' SHORT-TERH CONSIDERATIONS
The following are the actions which vere performed toaddress the short-term recommendations of the task force:
S1. Hodifications were implemented for the unit 2tailpipes to minimize nozzle flange loading.Modification of the unit 1 tailpipe was placed onhold pending evaluation of the success of themodification for unit 2.
'4 ~«) g(', «., l p ', «,.«.' «4-, 'Ph" ««'w
SEQUOYAH NUCLEAR PLANTRESOLUTXON OF PRESSURXZER SAFETY VALVE SEAT LEAKAGE CONCERN
S2
S3.
S4.
Each safety valve was adjusted within the upperhalf of the acceptable set pressure range in orderto provide the maximum margir between operatingpressure and valve set pressure.
Wal3c-downs were performed. of the valve piping toassess other causes that may be contributing tolea3cage. A thermal interference was located andcorrected on the unit l, "A" position tailpipe.Post maintenance acceptance criteria for lea3cagewas enhanced to add a steam seat leakage testfollowing the existing nitrogen seat leakage test.A study was performed to document the valvepositions where leakage had occurred in the pastand the serial number of the valve which hadlea3ced. At this time, the leakage appeared to beposition related and no clear trend could beidentified to indicate a problem with individualvalves.
S6.
Sj.
S8.
S9.
Sio
Maintenance proced~ os were reviewed by Crosbyduring rework of a valve in order to ensure thatappropriate repair techniques vere in place. Themaintenance procedure was enhanced to includecomments by Crosby.
Administrative controls were implemented to ensurea consistent temperature in the pressurizerenclosure during operation.
Pressurizer heat-up rate was administrativelylimited to 50 degrees F per hour.
An action plan was established to try to correctlea3cage as soon as it was identified (e.g. gaggingof valve, lowering of pressurizer pressure, coolingof the pressurizer enclosure).
All valves were removed during each outage. 'eatleakage testing was performed with any requiredmaintenance performed prior to reinstalling thevalves on the unit.
Sll. A preliminary assessment was obtained fromWestinghouse on raising or staggering valve setpressure. The possibility, of operating the plantwith two valves available was also discussed.
Sl2. Valve temperatures were measured during normaloperation with the "A" position on both unitsidentified, as running significantly hotter than the
SEQUOYAH NUCLEI& PLANTRESOLUTION OF PRESSURIZER SAFETY VALVE SEAT LEAKAGE CONCERN
other two positions. Modifications were'nitiatedto provide additional cooling to the ."A" positionvalve.
3 ' LONG-TERM CONSIDERATIONS
The following long-term possibilities were identified forfuture consideration.
L1. Revise primary loop analysis to raise the setpressure of the pressurizer safety valves.
L2. Install. Watts Bar valves which have a forged bodyand are less sensitive to tailpipe loading.
L3. Install a flexible )oint in the safety valvetailpipe to minimize-tailpipe loading.
L4. Install Sebim valves (perceived as a better valvedesign for the application)
L5. Support valves off pressurizer.
L6. Relocate, valves and install "halo" header (removespiping loads from valves)
L7. Return to wet loop seal with smaller water volume.
L8. Operate with gagged valve (obtain westinghouseProbabilistic Risk Assessment justifying operationat full power with two valves).
L9; Xnitiate HVAC'esign changes and operationprocedures to control ambient temperatureexcursions.
L10. Purchase custom designed valves (investigatealternate vendors and .expand steam trim usersurvey) .
4.Q MI&3LTSOF SHORT-TERM COMUS CHIVE ACTXONS
complementation of the short-term actions identified in theprevious section of this report met with limited success.Pressurizer safety valve leakage has not resulted in a forcedoutage; however, periodic seat leakage has still been anoperational concern. Leakage of these valves results inincreased operator attention and a large amount of rad-wastebeing processed to cool the pressurizer relief tank.
awhile a singular root cause of pressurizer safety valveleakage was never clearly pinpointed in the past, the
PI
SEQUOYAH NUCLE~& PLANTRESOLUTION OF PRESSURIZER SAFETY VALVE SEAT LEAKAGE CONCERN
combination of corrective actions performed to date hasimproved seat leakage performance by attempting to address allpossible root causes.
5.0 FOLLOVf-UP COM&CTXVEACTION TO RESOLVZ LEAKAGECONCXX&l
Because of the continued concern with pressurizer safety valveleakage a task force was again established in 1990 consistingof Sequoyah Engineering, Sequoyah Technical Support.', SequoyahMaintenance, Corporate Maintenance, and Crosby.
5 ~ 1 VALVE MODIFICATION
The task force reviewed the long-term actions from theprevious meetings and xeviewed additional options basedupon recent operating history and current, industrytechnology. It was learned at this time that Crosby wasdeveloping a new design for the disc insert which couldimprove seat leakage performance. This new. disc insertincorporates a more exaggerated undercut design than thecurrent disc insert and is better able to compensate forthermal effects and othe valve sensitivities that couldresult in seat leakage. TVA met.with Crosby to discussthis new disc insert and witne.;.sed a steam testdemonstration of the disc in a pressurizer safety valvesimilar to Seguoyah's (the test valve was identicalexcept for a forged instead of a cast body). Afterevaluating this valve design change against thepreviously determined long-term corrective actions it wasdetermined that the disc insert modification provided thebest option from a cost/benefit standpoint to resolve thecontinued seat leakage problem. However, beforecommitting to implement,.this modification, TVA formed apartnership with Crosby to test the new disc insertdesign at Hyle Labs in two spare pressurizer safetyvalves which had never passed a seat leakage test sincethe test media had been changed from nitrogen to steam.A portion of the testing also simulated the effects oftailpipe loading and uneven temperature distributionacross the valve. The spare valves passed all testingand were leak tight in excess of 95 percent of their setpressure. A valve modified with the new disc insert willbe installed on unit 1 in the "A" position during thecycle 5 refueling outage scheduled for October of thisyear.
5 ' SETPOINT INCREASE
The possibility of increasing the valve set pressure hasalso been identified as a creditable solution to the seatleakage problem. This fix would supplement the
0
SEQUOYAH NUCLEM PLANTRESOLUTION OF PRESSURIZER SAFETY VALVE SEAT LEAKAGE CONCERN
improvement in valve performance provided Sy the new discinsert design. If the disc insert modification by itselfdoes not completely resolve the leakage, px'oblem, it isbelieved an increase in set pressure will provide theadditional margin between 'operating pressure and setpressure needed to resolve the seat leakage .ssue. Thestudy of increasing the valve set pressuru by threepercent will be puxsued if necessary based upon aperformance evaluation of the new disc inseC design inthe unit 1 "A" position during the next operating cycle.
5 ' LEAKAGE ROOT CAUSEUPDATE'ased
upon the results of steam leak testing at Hyle Labsand a history of leakage for valve position versus valveserial number since restart of both units, someadditional insight has been gained regarding the rootcause of the continuing seat leakage problems. Twoobservations can be made regarding this leakage.
5.3.1 Leakage continues to occur almost every operatingcycle in the "A" position for both units. Asignificant diffe ence between this position andthe other two valve positions is the ambienttemperature profile. The original design of theHVAC duct for the pressurizer enclosure directsthe majority of the air flow toward the "B" and"C" valve positions. Temperatures have beenrecorded at the valve locations during operationwhich indicate that the "A" valve has been much
'otterthan the other two valves. Xt can bepostulated that. hotter ambient temperatures causehigher valve body temperatures, which can causeadditional thexmal growth and distortion withsubsequent detrimental effects on the internalvalve clearances and disc to seat alignment. Asignificant increase in the ambient temperaturecan also cause a reduction in valve set pressureresulting in a greater potential for seat leakageat normal operating pressure. The „effect ofuneven tempexature distribution has recently beenreduced by installing a baffle in the existingair duct to direct aix to the "A" valve position.This modification was implemented on unit 2during the cycle 4 outage, with no seat leakageidentified since unit restart. The modificationhas also been implemented on unit 1, but notuntil the "A" position valve had alxeady startedleaking. Therefore, the value of thismodification for unit 1 is still unknown.
5.3.2 Leakage which has occurred at positions otherthan the "A" position have been on valves which
6

SEQUOYAH NUCLEAR PLANTRESOLUTION OF PRESSURIZER SAFETY VALVE SEAT LEAKAGE CONCERN
5.3.3
have subsequently had diffulcultypassing a steamseat leakage test. Steam seat le+age testinghad previously been performed us3..-.g nitrogen, buta steam test was identifea as a short-termcorrective action to'better ensure sea". tightnessat actual system conditions. It is evident fromthe change in seat leakage testing +c;quirementsthat the process of heating up a valve can causethermal effects which result in se~~t leakage.This type problem cannot be detected by anitrogen seat leakage test..Installation of the nev design disc insert and acareful rework -. of . pressurizer safety valvesensuring appropriate guiding clearances isexpected to solve the problems with those valveswhich have had difficulty passing a steam seatleakage test. Xt should be noted that theresearch and development testing of the new discinsert design vhich vas performed by TVA andCrosby was performed on two of these problemvalves with satisfactory results. Another pointworth mentioning ~s that the pressure at whichseat leakage testing is performed for valves withthe nev disc insert design has been increasedfrom 90 to 95 percent of nameplate set pressure.This more stringent seat leakage test futherensures seat tightness when installed on theplant by demonstrating that the valve is capableof zero leakage at 5 percent above normaloperating pressure.
Further modification of the tailpipes for unit 1to reduce flange loading is not considered costeffective at this time. This modification hadbeen performed for unit 2 vith inconclusiveresults. Flange loadings based on the currentpiping analysis are below vendor recommendedmaximums for both units.
5 4 INDEPENDENT REVIEW OF VALVE DESIGN
An independent reviev of the Crosby .pressurizer safetyvalve design for Sequoyah was soli'cited from SiemensNuclear Power Services in order to factor European valvedesign and testing experience into solution of theleakage problem. Xf leakage continues after the discinsert modification, Siemens has provided possibilitiesfor further modification of the existing valve orreplacement vith a qualified valve of a different designthat may be more suitable for the application.
f
0
SEQUOYAH NUCLEAR PLANTRESOLUTION OF PRESSURIZER SAFETY VALVE SEAT LEAKAGE CONCERN
6-0 ACTIONS TAKE& TO ADDRESS CORXROL ROOMANNUNCIATION
Leakage of pressurizer safety valves can cause annur.ciation inthe main control room of the tailpipe temperature monitoring
- system. This last occurred for unit 1 on 9/17/91 and for unit2 on 5/31/91. In order to clear these annunciators, thepressurizer relief tank (PRT) temperature high alarm setpointwas increased to 155 degrees F on 7/28/91 (unit 1) and 8/7/91(unit 2) in accordance with temporary alteration control forms1-91-35-068 and 2-91-36-068, and their associated 10 CFR 50.59evaluations (including eraluation by westinghouse). To meetthis temperature limit, the unit 1 PRT was cooledapproximately every seven hours.
Separate annunciation for PRT temperature, level and pressurewould occur and subsequent operator actions are initiated inaccordance vith the annunciator response instructions.Additionally, a pressurizer back-up heater bank would energizemore often to compensate for the increased energy loss. As aresult of the present condition, operators have increasedattention to tailpipe temperature indicators. Permanentlyinstalled acoustic monitors ir.. De pressurizer safety valvetailpipes provide annunciation in the control room and lightillumination on 0-N-27 in front of th ~ Shift OperatingSupervisor desk if a valve opens. A recorder has beeninstalled to monitor selected pressurizer safety valveactivity.
7.0 SUYQvtARY
Ia summary, key actions which have already been completedinclude:~ Fine tuning and/or modification of tailpipe supports was
implemented for both units to minimize safety valve flangeloading.
o Administrative controls vere implemented to ensure aconsistent temperature in the pressurizer enclosure."
~ An action plan was created to try to correct leakage assoon as it was identified.
~ The pressurizer enclosure HVAC duct was modified to provideadditional cooling at the "A" valve position.
~ Post maintenance testing was enhanced to add a steam seatleakage test following the existing nitrogen seat leakagetest.
SEgUOYAH NUCLEAR PLANTRESOLUTION OF PRESSURIZER SAFETY VALVE SEAT LEAKAGE CONCERN
~ The pressurizer heat-up rate was administratively limitedto 50 degrees,F per hour.
Remaining outstanding action:~ A modified valve which contains a new disc ins rt designwill be installed during the unit 1, cycle 5 outage.
Evaluation of the results of this modification willdictatewhether additional valves are modified.
~ The feasibility of increasing the safety valve set pressurewill be reviewed if. the disc insert modification does notresolve seat leakage concerns.
8.0 CONCLUSION
TVA is continuing to take " an aggressive approach towardresolving the seat leakage concern with the pressurizer safetyvalves. This is evidenced by the level of commitment andfunding which has already been dedicated to this effort.Leadership in solving this industry-wide problem is evident bythe partnership formed with Crosby, and the affiliation withSiemens Nuclear Power Service to factor in European valvedesign and testing experience. Discussions and meetings withother utilities who are experiencing this problem also arecontinuing.
Current plans are to further eva'uate the performance of thenew disc insert design in the "A" position on unit l. Uponsatisfactory'erformance in the test application plans are t'oimplement the modification for the remaining valves, includingspares. Contingency plans are in place to further address theissue in the event that the most recent modification is notsuccessful.
N
0 ~ Q 0
L
0 0
0
0 0
0
PYXÃYXzi: '/Ã/Y7ri PIPXrA.-."'.".": E 'E ~ 4
~ 1
o ~ 0
". WPXlYXPCXK~V/PÃPPPPXPPlir, YVES>.'..... XPlir,
8///: .: /P//1
YPPNWXli~
Fllllllllllllliri ~