24
1 www.pmtutor.org Powered by POeT Solvers Limited. Six Sigma Black Belt – Study Guides

1 www.pmtutor.org Powered by POeT Solvers Limited.
Six Sigma Black Belt –
Study Guides

2 www.pmtutor.org Powered by POeT Solvers Limited.
Analyze
Failure Mode and Effects Analysis
3 www.pmtutor.org Powered by POeT Solvers Limited.
Failure Mode and Effects Analysis
Introduction
Failure Mode and Effects Analysis (FMEA) is an industrial strength risk
assessment tool which
• Gives a step-by step approach to recognize and evaluate all potential
failures in a design manufacturing or assembling process of a product
or a process
• Identifies actions that could eliminate or reduce the chances of the
occurrence of the potential failure
• Tracks the corrective actions and their effects
• Document the entire decision process
FMEA can be viewed
• As an assessment tool, as it is used to diagnose the opportunities
• As a prevention tool, as it used to prevent high level risks

4 www.pmtutor.org Powered by POeT Solvers Limited.
Failure Mode and Effects Analysis
Purpose of FMEA
• To recognize and evaluate the failure and the effects that failure has on
the system
• To take actions to eliminate or reduce failures, starting with the highest-
priority ones
• To reduce the time and cost of the operation
• To improve the teamwork
• To promote accountability
5 www.pmtutor.org Powered by POeT Solvers Limited.
Failure Mode and Effects Analysis
Elements of FMEA
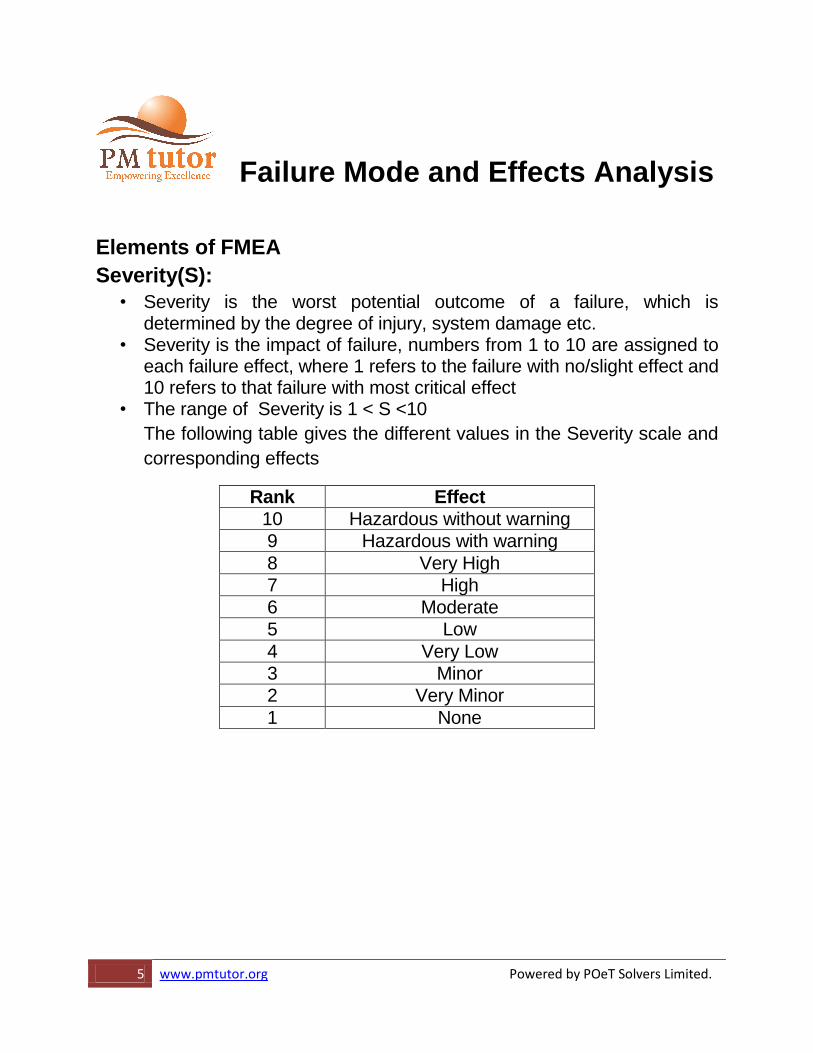
Severity(S):
• Severity is the worst potential outcome of a failure, which is determined by the degree of injury, system damage etc.
• Severity is the impact of failure, numbers from 1 to 10 are assigned to each failure effect, where 1 refers to the failure with no/slight effect and 10 refers to that failure with most critical effect
• The range of Severity is 1 < S <10
The following table gives the different values in the Severity scale and
corresponding effects
Rank Effect
10 Hazardous without warning
9 Hazardous with warning
8 Very High
7 High
6 Moderate
5 Low
4 Very Low
3 Minor
2 Very Minor
1 None

6 www.pmtutor.org Powered by POeT Solvers Limited.
Failure Mode and Effects Analysis
Occurrence (O):
• Occurrence refers to the number of times a cause of a failure will
occur.
• Occurrence is considered to be a design weakness, numbers from 1 to
10 are assigned to each failure, where 1 refers to that failure which is
unlikely to occur and 10 refers to that failure which is most likely to
occur
• The range of Occurrence is 1 < O < 10
The following table represents the different values in occurrence scale
and the corresponding effect
Rank Effect
10 Very High (1 in 2)
9 Very High (1 in 3)
8 High (1 in 8)
7 High (1 in 20)
6 Moderate (1 in 80)
5 Moderate (1 in 400)
4 Moderate (1 in 2,000)
3 Low (1 in 15,000)
2 Low (1 in 150,000)
1 Remote (1 in 1,500,000)

7 www.pmtutor.org Powered by POeT Solvers Limited.
Failure Mode and Effects Analysis
Detection (D):
• Detection refers to the ability of designed checks and inspections to
detect and remove defects of failure modes.
• Numbers from 1 to 10 are assigned to each failure effect, where 1
refers to that failure which is easy to detect and 10 refers to that failure
which is almost certain that we can’t detect
• The range of detection is 1 < D < 10
The following table represents the different values in the detection
scale and the corresponding effect
Rank Effect
10 Absolute Uncertainty
9 Very Remote
8 Remote
7 Very low
6 Low
5 Moderate
4 Moderately High
3 High
2 Very High
1 Almost Certain

8 www.pmtutor.org Powered by POeT Solvers Limited.
Failure Mode and Effects Analysis
Risk Priority Numbers (RPN):
• RPN is the product of severity(s), Occurrence (O) and Detection (D)
• The range of RPN is 1 < RPN < 1000
Failure effect:
Failure effect refers to the consequence of a failure mode on the part of the product/process as perceived by the internal and external customers
Failure mode:
Failure mode refers to the manner in which a component, subsystem,
system, process, etc. probably fails to adhere to the design intent.
Failure cause:
Defects in plan, process, quality, etc. that result in a failure or initiate a
process that leads to failure.
RPN = Severity × Occurrence × Detection

9 www.pmtutor.org Powered by POeT Solvers Limited.
Failure Mode and Effects Analysis
Corrective actions
• RPN has to be calculated for the entire process
• Highest priority is given to that failure with highest RPN, Since higher
the RPN values higher the risks involved
• We should consider the less RPN values in some cases, because there
can be some failures which are less severe and less detective but
occurs most often.

10 www.pmtutor.org Powered by POeT Solvers Limited.
Failure Mode and Effects Analysis
Procedures involved in conducting FMEA
The basic procedures involved in FMEA are listed below:
1) The first step in the FMEA methodology is to describe the
product/process and its functions.
2) Create a block diagram which includes all major components of the
product/process. Connect the blocks logically.
3) Identify the failure modes in terms of component, subsystem, system,
process, etc.
4) Identify the effects of failure mode on the product/process as
perceived by the internal and external customers.

11 www.pmtutor.org Powered by POeT Solvers Limited.
Failure Mode and Effects Analysis
5) Assign severity: Numbers from 1 to 10 can be used to rank the
severity of the effects.
6) Brainstorm the root causes of the failure: the sources for each failure mode have to be discovered and recorded.
7) Occurrence: This is followed by entering the probability factor, which is
the numerical weight assigned to each failure mode effect cause, indicating ‘the probability that the failure mode effect cause may occur’.
8) The next step is to identify the current controls. Current Controls are the devices that detect and check the failure mode causes from occurring before the customer gets access to the product or service.
9) Detection: Likelihood of detection has to be ascertained in this step.
Detection refers to the probability that the current controls will detect the cause of the failure mode before the customer gets access to the product.
12 www.pmtutor.org Powered by POeT Solvers Limited.
Failure Mode and Effects Analysis
10) Calculate RPN: After ascertaining the likelihood of detection, the
Risk Priority Number (RPN) has to be created and reviewed. RPN is
the product obtained after multiplying severity, probability, and
detection ratings.
RPN = (Severity) x (Probability) x (Detection)
The RPN is used to rank the items that require supplementary quality
planning or corrective measures.
11) Recommend actions: This is followed by determination of
recommended actions to deal with potential failures that have a high
RPN.
12) Document changes of RPN: After the recommended actions are implemented, the implemented actions have to be documented. This can be used to reassess the severity, probability, and detection and review the revised RPNs. This is done to explore the possibility of the requirement of supplementary actions. 13) Review Periodically: Finally, the FMEA has to be updated as and
when the design or process changes or the assessment changes or
new information becomes known.
(FMEA is an ongoing activity)

13 www.pmtutor.org Powered by POeT Solvers Limited.
Failure Mode and Effects Analysis
• Example of FMEA work sheet
No
Function
Potential failure mode
Potential failure effect
Severity
Class
Potential failure mode
Occurrence
Current controls
Detection
RPN
Recommended action
Severity
Occurrence
Detection
RPN

14 www.pmtutor.org Powered by POeT Solvers Limited.
Failure Mode and Effects Analysis
Types of FMEAs
There are various types of FMEAs available for organizations. They can
make use of these FMEAs in accordance with their requirements. The major
types of FMEAs are as follows:
1) Design FMEA (DFMEA):
DFMEA is mainly used to analyze product or component designs
2) Process FMEA (PFMEA):
PFMEA is mainly used to assess transactional processes

15 www.pmtutor.org Powered by POeT Solvers Limited.
Failure Mode and Effects Analysis
Design FMEA (DFMEA):
• DFMEA is mainly concentrating on identifying the weakness in the design of a product or its components, that may cause the failure of the total system while the product is in service total system while the product is in service
• It highlights the area of improvement
• It helps to improve the system safely in accordance with the priority by eliminating unsafe conditions

16 www.pmtutor.org Powered by POeT Solvers Limited.
Failure Mode and Effects Analysis
Worked Example for DFMEA on a common defect in the mobiles
No
Function
Potential failure mode
Potential failure effect
Severity
Potential failure mode
Occurrence
Current controls
Detection
RPN Recommended action
Severity
Occurrence
Detection
RPN
1
Mobile handset
No display
Customer dissatisfaction
8 8
Presence of moisture in the circuit Improper connection between circuit and display flip models
5 3
None
7 2
280 48
Usage of thin plastic layer between the circuit and keypad Ensure proper connection and usage of good materials
2 2
1 1
2 1
4 2
17 www.pmtutor.org Powered by POeT Solvers Limited.
Failure Mode and Effects Analysis
Process FMEA (PFMEA):
• PFMEA helps to identify the deficiencies of the process in the early
stage of production
• It gives an organized and systematized approach to reduce the
potential process deficiencies in a accordance with the priority
• It helps to improve the future process by taking necessary action to reduce deficiencies
18 www.pmtutor.org Powered by POeT Solvers Limited.
Failure Mode and Effects Analysis
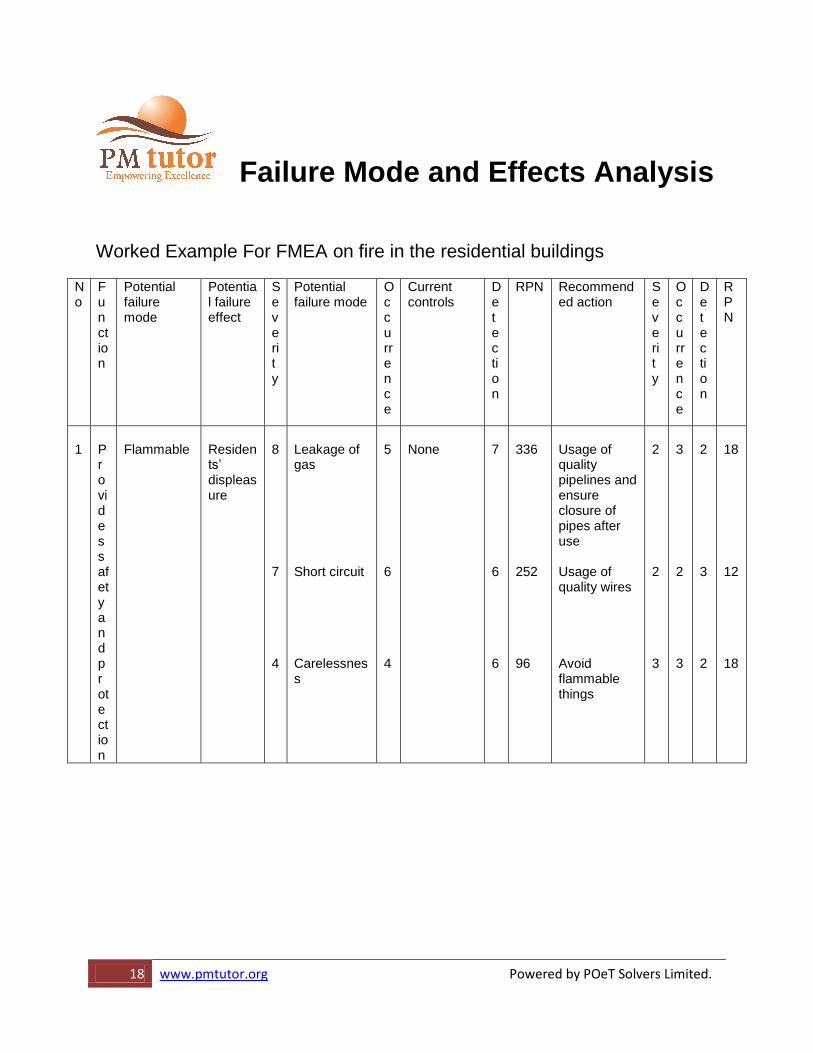
Worked Example For FMEA on fire in the residential buildings
No
Function
Potential failure mode
Potential failure effect
Severity
Potential failure mode
Occurrence
Current controls
Detection
RPN Recommended action
Severity
Occurrence
Detection
RPN
1
Provides safety and protection
Flammable
Residents’ displeasure
8 7 4
Leakage of gas Short circuit Carelessness
5 6 4
None
7 6 6
336 252 96
Usage of quality pipelines and ensure closure of pipes after use Usage of quality wires Avoid flammable things
2 2 3
3 2 3
2 3 2
18 12 18

19 www.pmtutor.org Powered by POeT Solvers Limited.
Failure Mode and Effects Analysis
Worked example of FMEA
• Assume that a bank wants to conduct a failure mode effects analysis on
the working of its ATM units. By using the steps mentioned earlier, a
failure mode effects analysis is conducted. The analysis, depicted in the
FMEA worksheet, appears as follows:

20 www.pmtutor.org Powered by POeT Solvers Limited.
Failure Mode and Effects Analysis
• Worked example of FMEA
No
Function
Potential failure mode
Potential failure effect
Severity
Potential failure mode
Occurrence
Current controls
Detection
RPN Recommended action
Severity
Occurrence
Detection
1
Dispense the cash in 30 seconds.
Takes more than 30 seconds to dispense the cash
Customer dissatisfaction
8
Intermittent power supply
4
None
4
128
Usage back-up power supply
2
1
1

21 www.pmtutor.org Powered by POeT Solvers Limited.
Failure Mode and Effects Analysis
Advantages of using FMEA
1) FMEA captures the collective knowledge of the team. This will direct the total efforts of the team toward a common goal.
2) FMEA improves the quality, reliability, and safety of the process as it identifies the possible failure modes. Thus, it enables the personnel to plan for the future while it remedies the present hindrances.
3) FMEA helps to identify design qualities that are responsible for failures and minimizes or eliminates them from the system. Thus, it allows for creation of a logical structured process.
4) FMEA cuts down process improvement time and cost as it optimizes the ability to transmit structured information from one project to another. Thus, it drives the qualities of repeatability and reproducibility across the system.
5) FMEA records and monitors the activities aimed at reducing the potential risks in the design. This helps in the expansion of corporate database and leads to the success of future products as well.

22 www.pmtutor.org Powered by POeT Solvers Limited.
Failure Mode and Effects Analysis
6) FMEA helps to identify critical-to-quality characteristics (CTQs) as they
evaluate the requirements obtained from the customer or other
participants in the design process.
7) As FMEA is constantly updated with anticipated failure modes, it
provides a baseline for the future design. Thus, it not only provides
historical records but also helps in establishing the future baseline.
8) FMEA evaluates the functions and the form of products and processes. It provides safety factors to make sure that the design succeeds and keeps crucial elements of the project from slipping away. Thus, it protects the customer against product or process failure and helps to increase customer satisfaction and safety.

23 www.pmtutor.org Powered by POeT Solvers Limited.
Failure Mode and Effects Analysis
Disadvantages of using FMEA
The major pitfalls that an organization can face because of using FMEA are
as follows:
• The FMEA is limited to the experience of previous failures because FMEA is purely dependent on the team members who analyze the product failures. So, if a failure mode is not identified then the organization may have to seek external help which will increase the costs.
• If FMEA is used only as a top-down tool, the probability of identifying minor failure modes in a system is remote. So, it may ignore the minor failure modes which in the course of time may develop into a major failure mode.
• If FMEA is used only as a top-down tool, it will be able to identify most of the major and minor causes of failure modes in the system. But, at times, it will not be able to identify some of the complex failure modes that comprise manifold failures within a subsystem. Thus, it will not be able to report probable failure intervals of particular failure modes up to the upper level subsystem or system.
• Another drawback of using FMEA is that the multiplication of the
severity, occurrence, and detection rankings may result in rank
reversals. ‘Rank reversal’ means a serious failure mode is attributed a
lower RPN, whereas a less severe failure mode is given a higher RPN.
‘Rank reversals’ may result in the organization facing major problems
in the current and future scenarios.
24 www.pmtutor.org Powered by POeT Solvers Limited.
Failure Mode and Effects Analysis
Conclusion
• Introduction
• Purpose and elements of FMEA
• Types of FMEAs
• Procedure Involved in FMEA with Example
• Advantages of using FMEA
• Disadvantages of using FMEA

















