1 MME 6203, Lecture 02 Structure, Defects and Properties of Finished Castings 1. Oxide film, bubble damage and shrinkage problem Summary of casting defects Oxide film and bubble trail defects Shrinkage porosity Today’s Topics...
Transcript
1
MME 6203, Lecture 02
Structure, Defects and Properties of Finished Castings1. Oxide film, bubble damage and shrinkage problem
Summary of casting defects
Oxide film and bubble trail defects
Shrinkage porosity
Today’s Topics...
2
Oxide films and bubble trails Segregation, inclusion and gas porosity Shrinkage cavity Hot tear and cold crack Residual stress
1. Summary of Casting Defects
2. Oxide Film and Bubble Trail
Some liquid metals may be really like liquid metals.• e.g., pure liquid gold, C-Mn steels at a late stage of melting
These, however, are rare.• many liquid metals are actually so full of sundry solid phase floating about,
that they actually closely resemble slurries than liquids.
• e.g., inclusions from charge, refractory lining; reaction products, etc.
Many of the strength related properties of liquid metal can only be explained by assuming that the melt is full of defects.classical physical metallurgy or solidification science (which consider metals as
merely pure metals) unable to explain important properties of cast materials such as the effects of DAS, and existence of pores and their area density
3
2.1 Reactions of the melt with its environment
[a] Pick up of moisture from damp refractories
M + H2O = MO + H2
H2 = 2[H]
[b] Reaction involving hydrocarbon fuels
CH4 + 2O2 = CO2 + 2H2O
M + H2O = MO + H2
H2 = 2[H]
Reactions products 1. dissolve rapidly in the metal, and diffuse away into its interior
2. those unable to diffuse escape into the atmosphere
3. remain on the surface as films
[H]2 = k pH2
the equilibrium gas pressure of a melt
applies both to the external and internal
environments of the melt.
4
Oxide films usually start as simple amorphous layers, which quickly convert to crystalline products as they thicken, and later often develop into a bewildering complexity of different phases and structures.
• Some films remain thin, some grow thick.
• Some are strong, some are weak.
• Some grow slowly, others quickly.
• Some are heterogeneous and complex in the structure, being lumpy mixtures of different phases.
M + H2O = MO + 2[H]
CxHy = xC + y[H]
1. Formation of oxide film by decomposition of moisture
2. Formation of graphite film by decomposition of hydrocarbon
Two film-forming reactions:
A film is not harmful when it remains on top of the surface• in case of aluminium, the surface film protects the liquid from catastrophic
oxidation (as in the case with Mg)
The problem with a surface film only occurs when it becomes a submerged film
• In conditions for the formation of a transient film, if the surface happens to be entrained by folding over, although the film is continuously dissolving, it may survive sufficiently long to create a legacy of permanent problems.
• These could include the initiation of porosity, tearing or cracking, prior to its complete disappearance.
Entrained films form the major defect in cast materials.
5
2.2 Entrainment
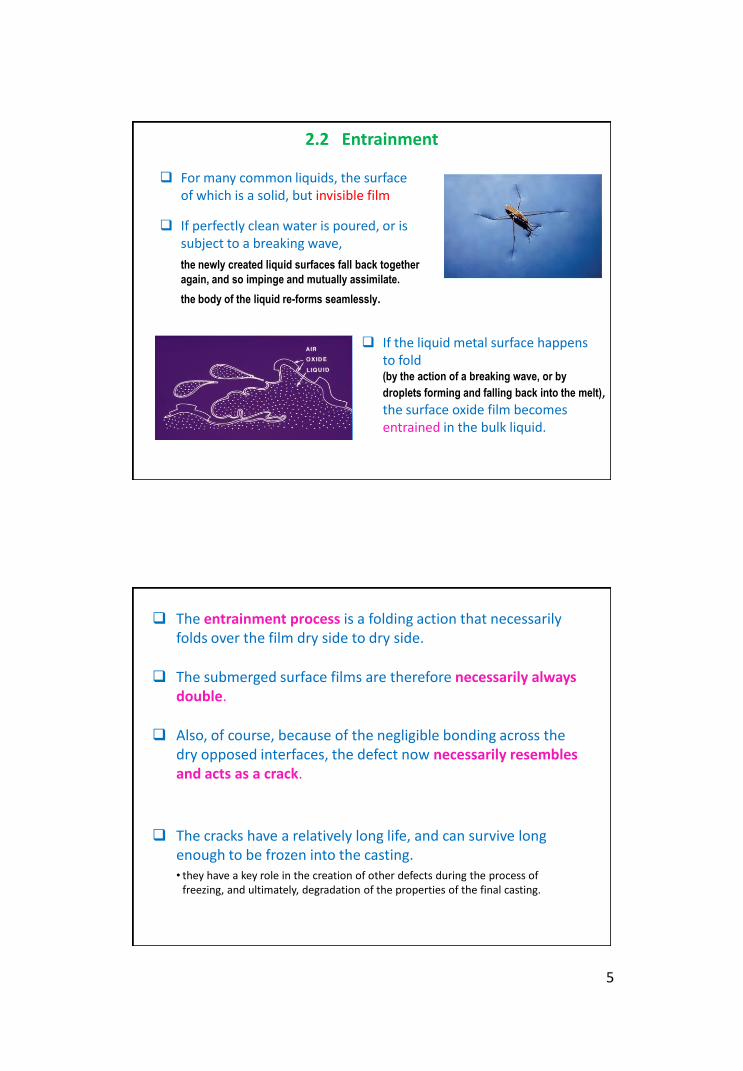
For many common liquids, the surface of which is a solid, but invisible film
If the liquid metal surface happens to fold (by the action of a breaking wave, or by
droplets forming and falling back into the melt), the surface oxide film becomes entrained in the bulk liquid.
If perfectly clean water is poured, or is subject to a breaking wave,
the newly created liquid surfaces fall back together
again, and so impinge and mutually assimilate.
the body of the liquid re-forms seamlessly.
The entrainment process is a folding action that necessarily folds over the film dry side to dry side.
The submerged surface films are therefore necessarily always double.
Also, of course, because of the negligible bonding across the dry opposed interfaces, the defect now necessarily resembles and acts as a crack.
The cracks have a relatively long life, and can survive long enough to be frozen into the casting. • they have a key role in the creation of other defects during the process of
freezing, and ultimately, degradation of the properties of the final casting.
6
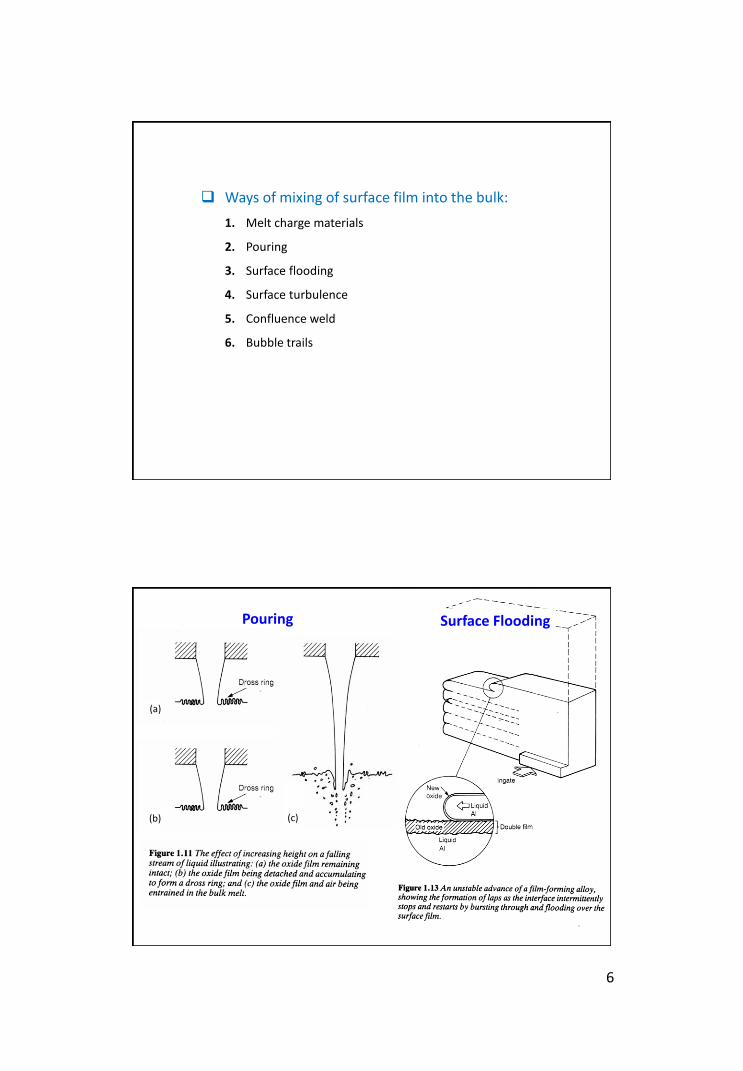
Ways of mixing of surface film into the bulk:
1. Melt charge materials
2. Pouring
3. Surface flooding
4. Surface turbulence
5. Confluence weld
6. Bubble trails
(a)
(b) (c)
Pouring Surface Flooding
7
V = velocity of melt r = density of melt
d = linear dimension of flow path n = viscosity of melt
r = radius of curvature of film g = surface tension
Re = Vrd / n
Re < 2000, smooth, laminar, turbulent-free flow
Re > 2000, turbulent flow
Reynolds number :
Weber number : We = V2rr / g
We = 0.2 – 0.8, free from surface turbulence
We = 100, surface turbulence becomes problematic
We = 100000, creates atomization !!
Measures bulk turbulence
Measures surface turbulence
Surface Turbulence
(a)
(b)
(c)
Confluence Weld
8
Bubble Trails
2.3 Entrainment defects
Figure 2.4 Entrainment defects:
(a) a new biflm;
(b) bubbles entrained as an integral part of bifilm;
(c) liquid flux trapped in a biflm;
(d) surface debris entrained with the biflm;
(e) sand inclusions entrained in the bifilm;
(f) an entrained old film containing integral debris
• If the entrained surface is a solid film the resulting defect is a crack.
• It may be only a few nanometresthick, and so be invisible to most inspection techniques.
• In the case of the folding-in of a solid film on the surface of the liquid the defect will be called a bifilm (i.e., a double film defect).
9
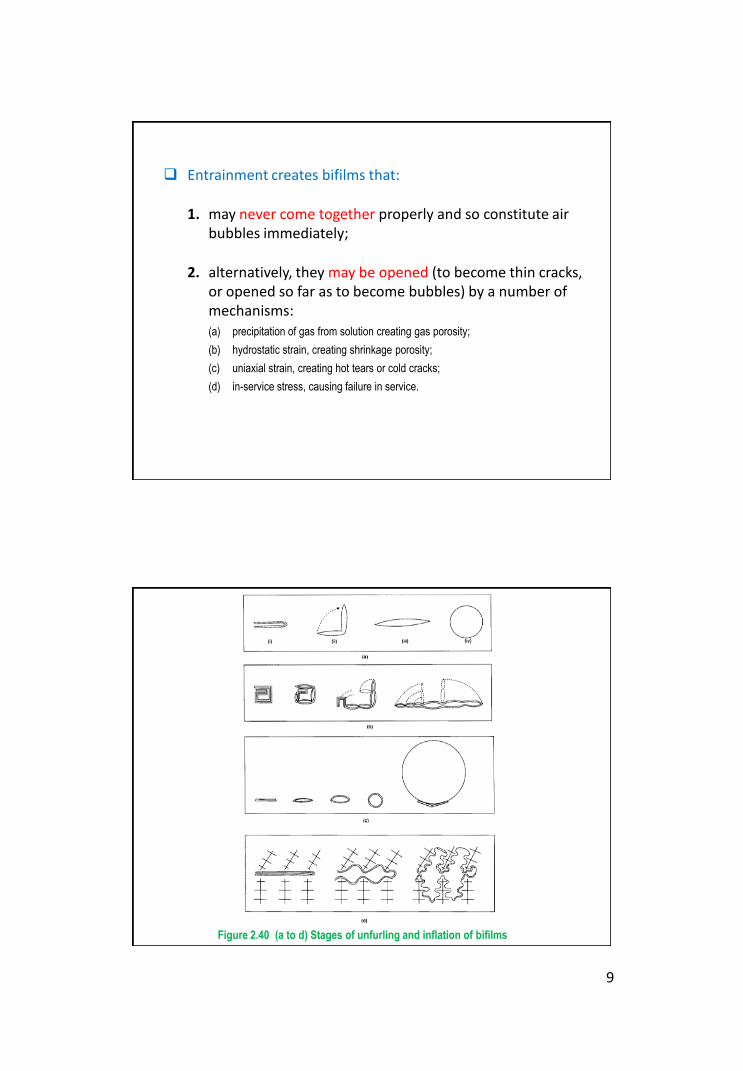
Entrainment creates bifilms that:
1. may never come together properly and so constitute air bubbles immediately;
2. alternatively, they may be opened (to become thin cracks, or opened so far as to become bubbles) by a number of mechanisms:(a) precipitation of gas from solution creating gas porosity;
(c) uniaxial strain, creating hot tears or cold cracks;
(d) in-service stress, causing failure in service.
Figure 2.40 (a to d) Stages of unfurling and inflation of bifilms
10
11
2.4 Significance of bifilm
Submerged bifilms are always associated with air or other gas, trapped on the non-wetted dry surface of the film, or trapped between the folded film.
• The gaseous films floated around the liquid constitute
cracks in the liquid and, after freezing, constitute cracks in
the finished products.
• The gas-coated film acts as excellent nucleating sites for
the subsequent growth of bubbles or shrinkage cavity.
• Higher-melting-point heavy phases may be precipitated on
to the floating oxides, which form defects with large, coarse
crystals of heavy intermetallic phase, together with
entrained oxide film and associated porosity.
General problem due to submerged bifilms
12
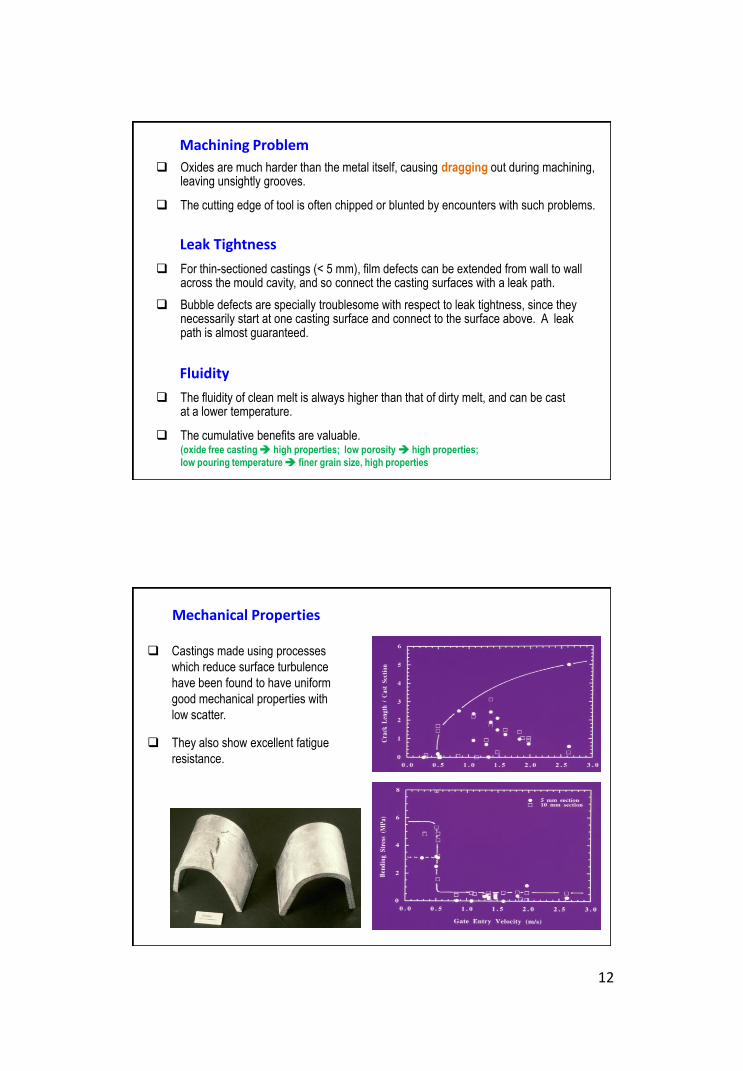
Oxides are much harder than the metal itself, causing dragging out during machining, leaving unsightly grooves.
The cutting edge of tool is often chipped or blunted by encounters with such problems.
Machining Problem
For thin-sectioned castings (< 5 mm), film defects can be extended from wall to wall across the mould cavity, and so connect the casting surfaces with a leak path.
Bubble defects are specially troublesome with respect to leak tightness, since they necessarily start at one casting surface and connect to the surface above. A leak path is almost guaranteed.
Leak Tightness
The fluidity of clean melt is always higher than that of dirty melt, and can be cast at a lower temperature.
The cumulative benefits are valuable. (oxide free casting high properties; low porosity high properties;
low pouring temperature finer grain size, high properties