34
SUMMARY OF FINDINGS FM 973 WMA/RAP/RAS TEST SECTION Mike Arellano, P.E, Austin District 2013 TxDOT Transportation Short Course October 15, 2013
SUMMARY OF FINDINGS FM 973 WMA/RAP/RAS TEST SECTION Mike Arellano, P.E, Austin District 2013 TxDOT Transportation Short Course October 15, 2013
Table of Contents
2
Background
Development & Construction of FM 973 Test Sections
Lab Findings
Field Findings
Economics
Conclusions
Q&A
1
2
3
4
5
6
7
Background – Big Picture Issue
With limited funds for pavement preservation want to use new technology
Savings from using RAP/RAS
Performance with RAP/RAS
4
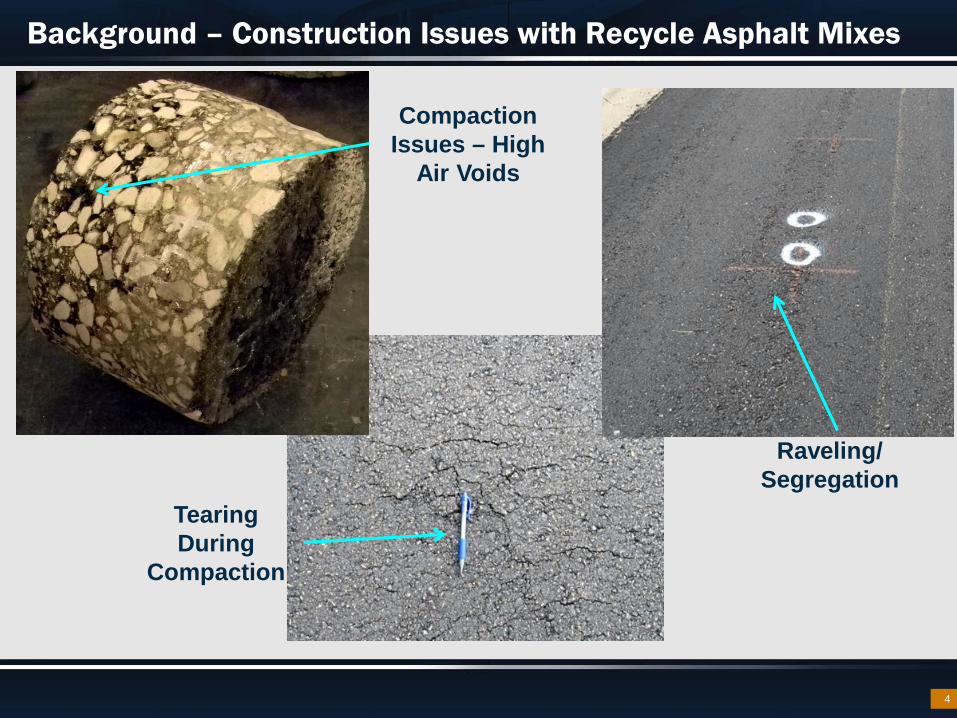
Background – Construction Issues with Recycle Asphalt Mixes
Compaction Issues – High
Air Voids
Tearing During
Compaction
Raveling/ Segregation
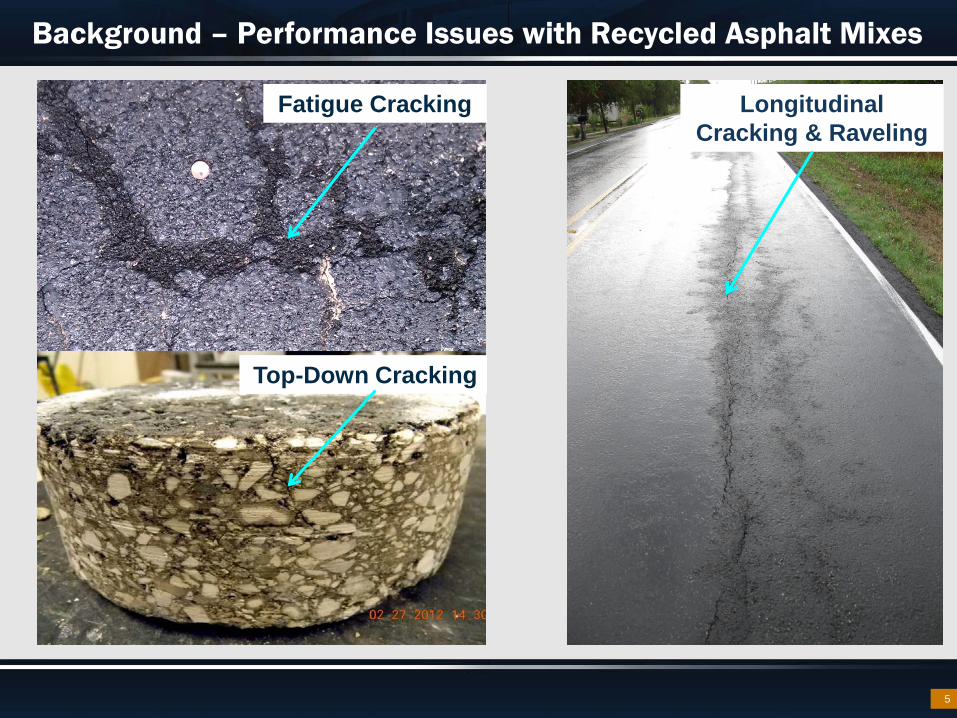
Background – Performance Issues with Recycled Asphalt Mixes
5
Longitudinal Cracking & Raveling
Fatigue Cracking
Top-Down Cracking
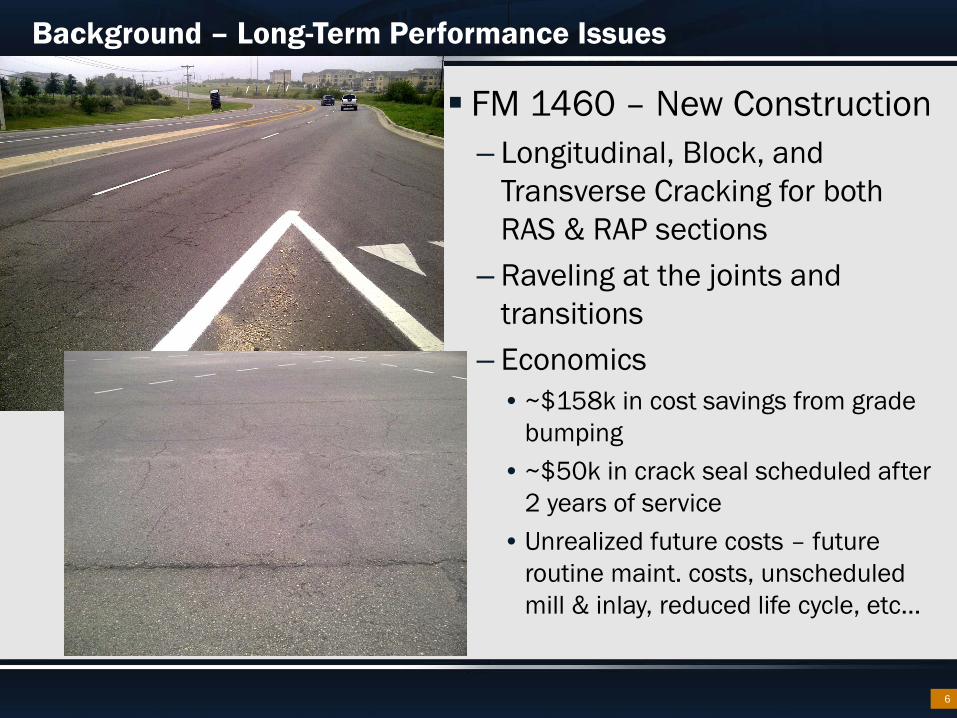
Background – Long-Term Performance Issues
FM 1460 – New Construction – Longitudinal, Block, and
Transverse Cracking for both RAS & RAP sections
– Raveling at the joints and transitions
– Economics • ~$158k in cost savings from grade
bumping • ~$50k in crack seal scheduled after
2 years of service • Unrealized future costs – future
routine maint. costs, unscheduled mill & inlay, reduced life cycle, etc…
6
DEVELOPMENT & CONSTRUCTION OF FM 973 TEST SECTIONS
7
Background – Goals for the Test Section
Goals of FM 973 –Acceptable amount of
RAS/RAP –Benefits of WMA and soft
binder –Evaluate Lab tests to
predict field performance –Field performance
8

Development – Partnership in Innovation

FM 973 at a Glance
FM 973 Accelerated Pavement Test Section – From FM 969 to SH 71 – Existing Section: 8” HMA/ 11” FLBS – Soft silty/sandy clays – marginal subgrade – ADT = 10,700 – % Truck = 9.1% (ADT-975) – Heavy Trucks – Ready Mix Plant, Sand & Gravel Pit,
ABIA Freight, and other Industrial traffic
– Schedule Inlay: 2” Mill, Seal & Inlay – TY C PG 70-22 SAC B
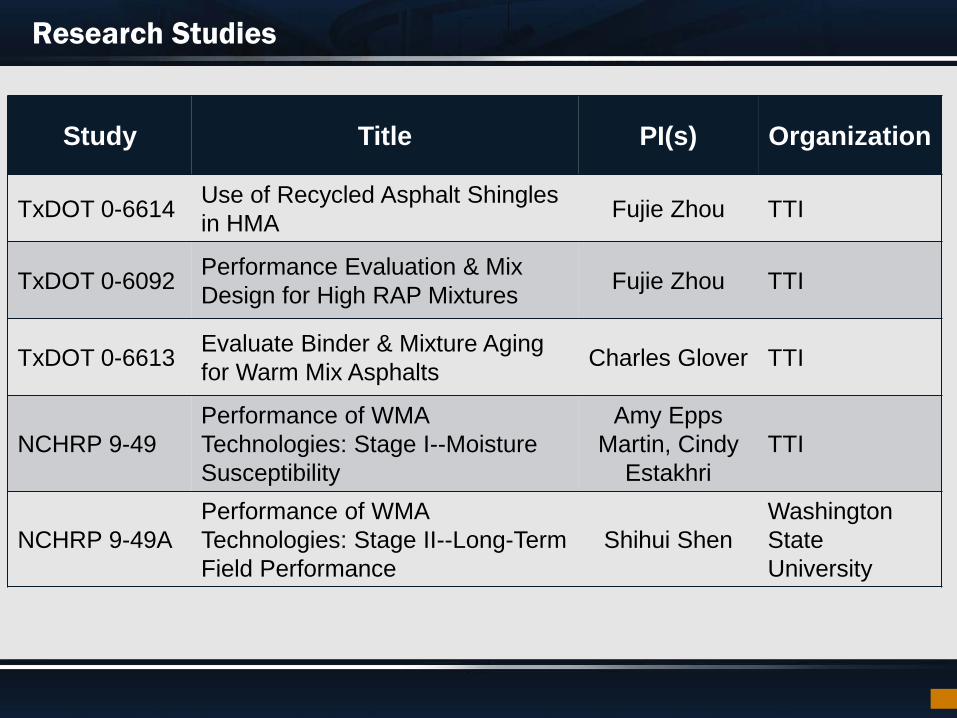
Research Studies
Study Title PI(s) Organization
TxDOT 0-6614 Use of Recycled Asphalt Shingles in HMA Fujie Zhou TTI
TxDOT 0-6092 Performance Evaluation & Mix Design for High RAP Mixtures Fujie Zhou TTI
TxDOT 0-6613 Evaluate Binder & Mixture Aging for Warm Mix Asphalts Charles Glover TTI
NCHRP 9-49 Performance of WMA Technologies: Stage I--Moisture Susceptibility
Amy Epps Martin, Cindy
Estakhri TTI
NCHRP 9-49A Performance of WMA Technologies: Stage II--Long-Term Field Performance
Shihui Shen Washington State University
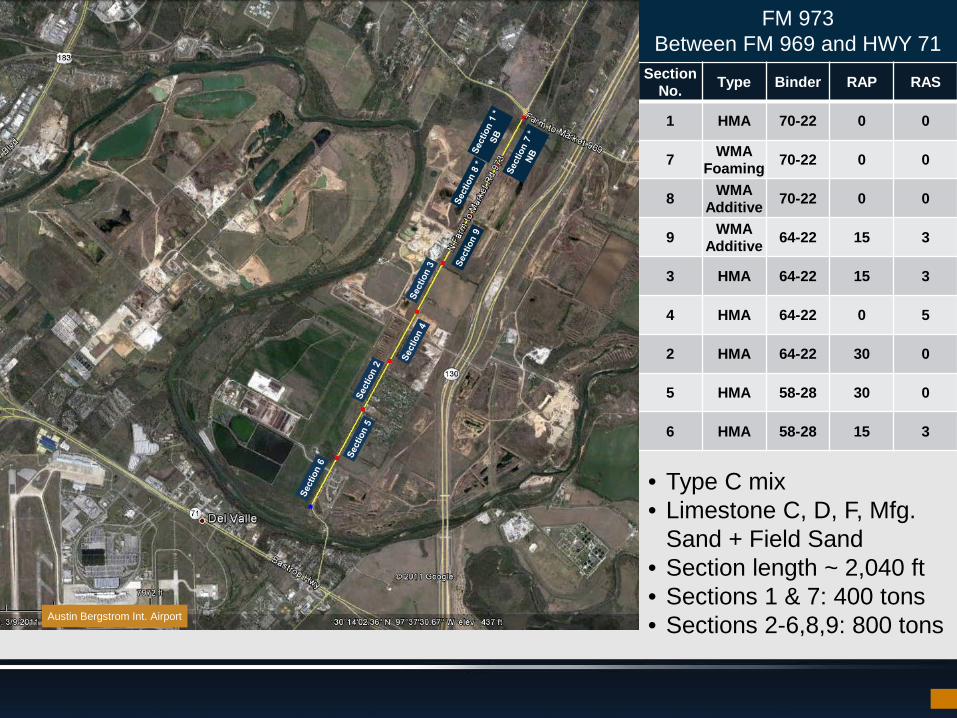
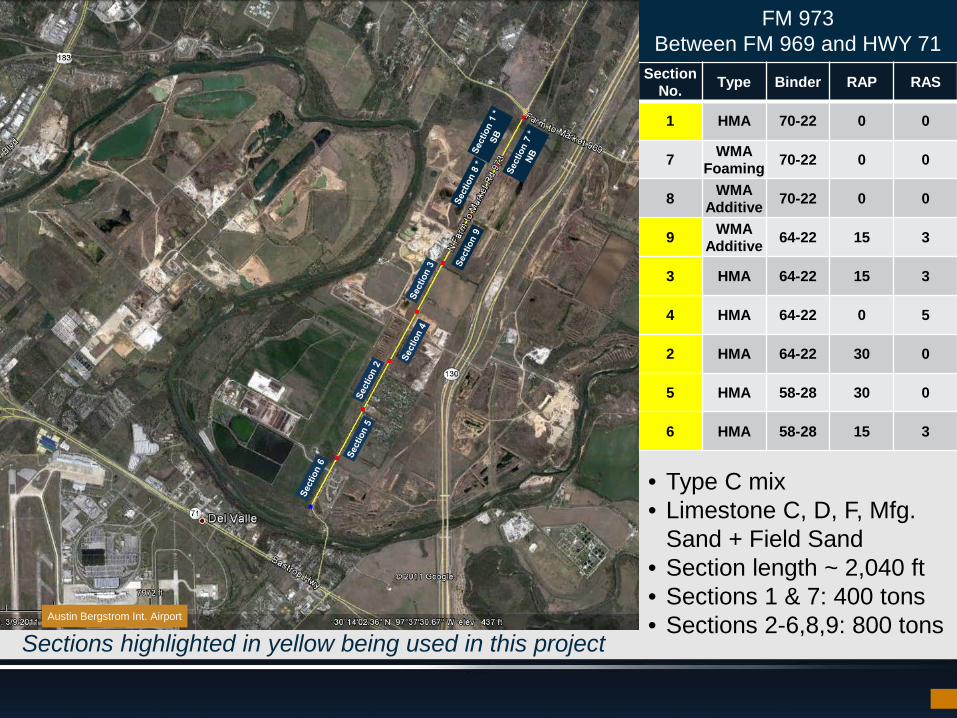
Section No. Type Binder RAP RAS
1 HMA 70-22 0 0
7 WMA Foaming 70-22 0 0
8 WMA Additive 70-22 0 0
9 WMA Additive 64-22 15 3
3 HMA 64-22 15 3
4 HMA 64-22 0 5
2 HMA 64-22 30 0
5 HMA 58-28 30 0
6 HMA 58-28 15 3
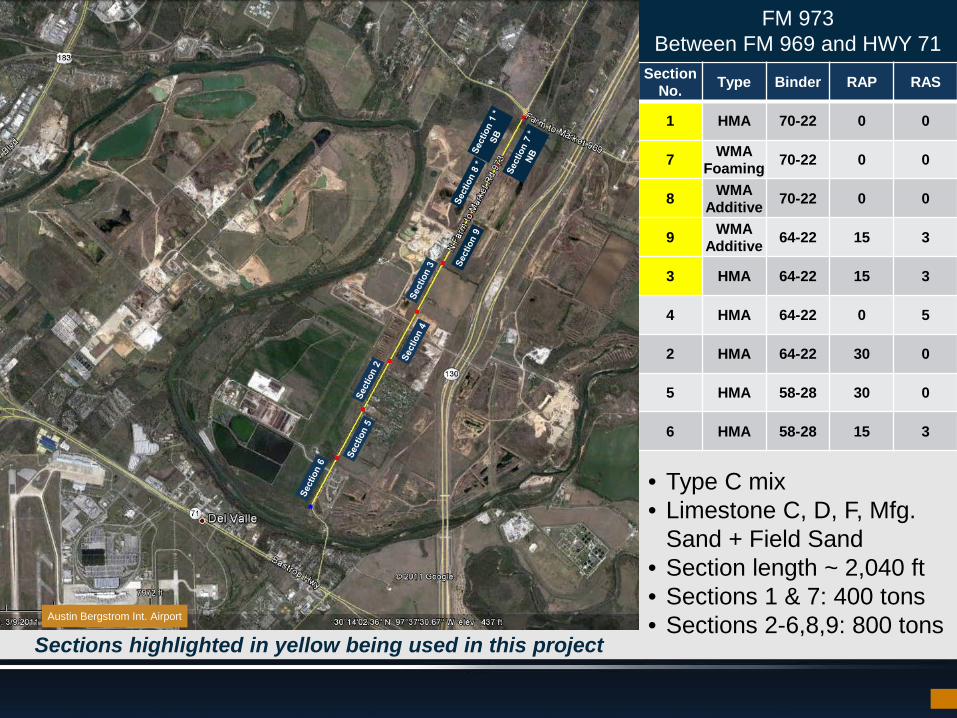
FM 973 Between FM 969 and HWY 71
• Type C mix • Limestone C, D, F, Mfg.
Sand + Field Sand • Section length ~ 2,040 ft • Sections 1 & 7: 400 tons • Sections 2-6,8,9: 800 tons Austin Bergstrom Int. Airport
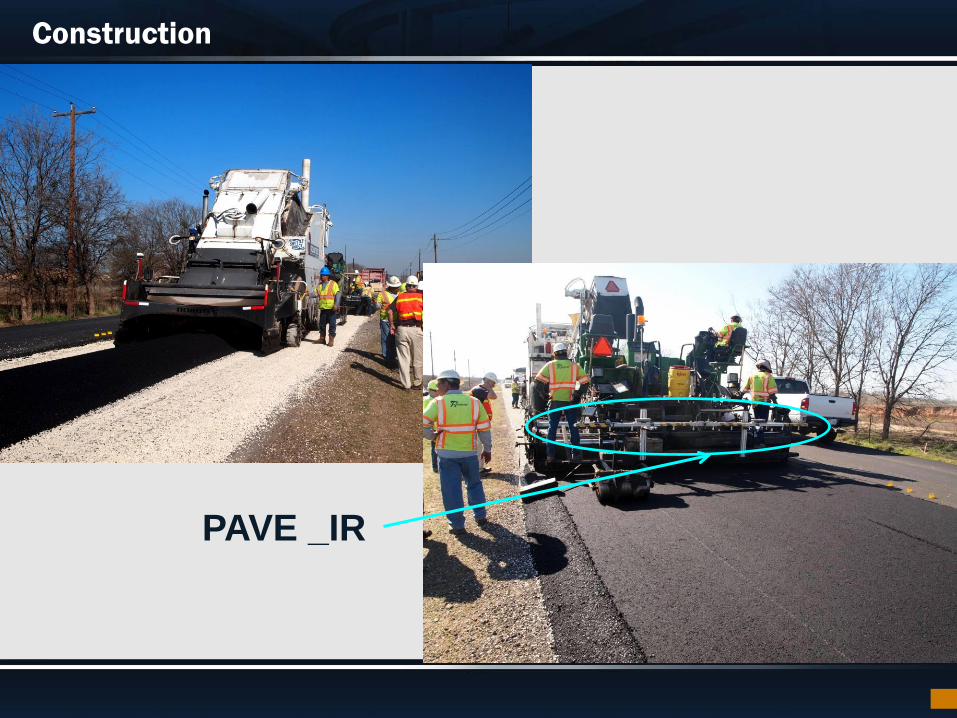
Construction
PAVE _IR
LABORATORY FINDINGS
Section No. Type Binder RAP RAS
1 HMA 70-22 0 0
7 WMA Foaming 70-22 0 0
8 WMA Additive 70-22 0 0
9 WMA Additive 64-22 15 3
3 HMA 64-22 15 3
4 HMA 64-22 0 5
2 HMA 64-22 30 0
5 HMA 58-28 30 0
6 HMA 58-28 15 3
FM 973 Between FM 969 and HWY 71
• Type C mix • Limestone C, D, F, Mfg.
Sand + Field Sand • Section length ~ 2,040 ft • Sections 1 & 7: 400 tons • Sections 2-6,8,9: 800 tons Austin Bergstrom Int. Airport
Sections highlighted in yellow being used in this project
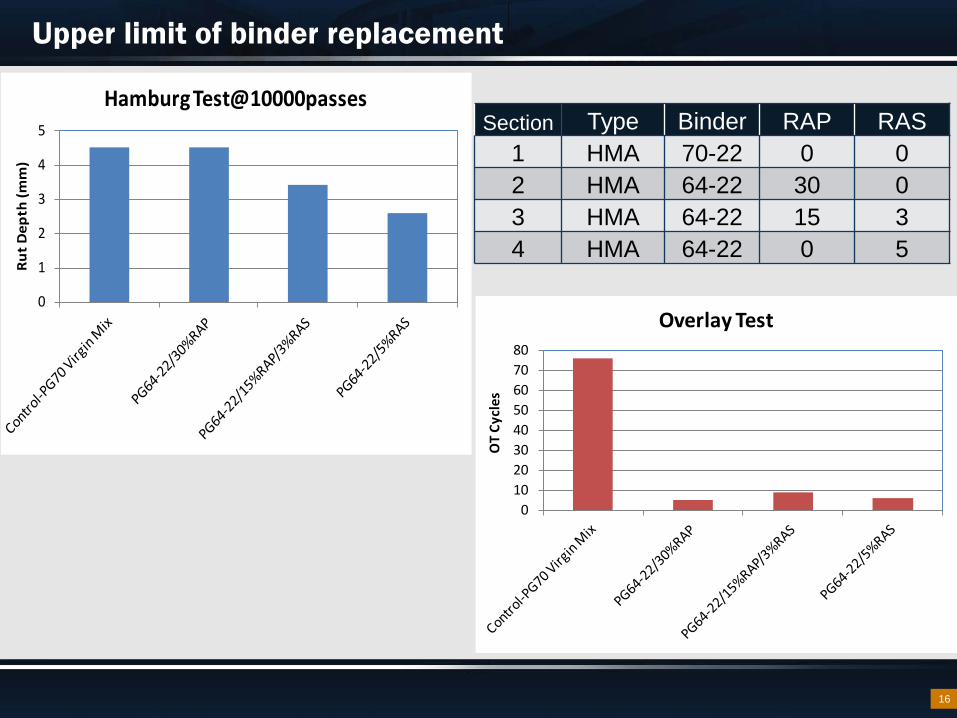
Upper limit of binder replacement
16
Section Type Binder RAP RAS 1 HMA 70-22 0 0 2 HMA 64-22 30 0 3 HMA 64-22 15 3 4 HMA 64-22 0 5
01020304050607080
OT
Cycl
es
Overlay Test0
1
2
3
4
5
Rut D
epth
(mm
)
Hamburg Test@10000passes
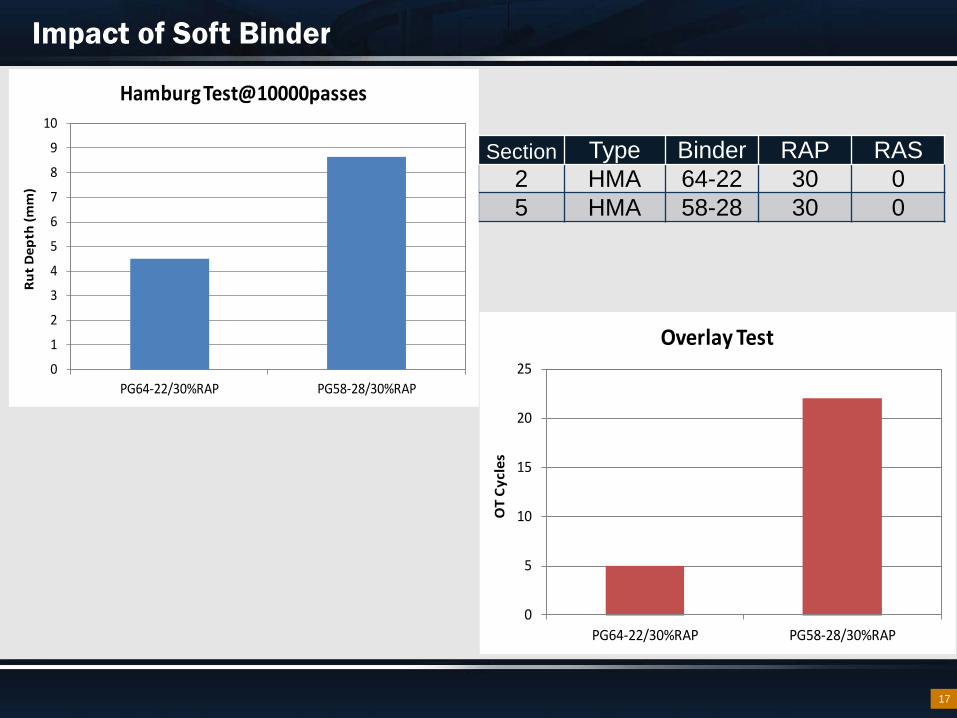
Impact of Soft Binder
17
Section Type Binder RAP RAS 2 HMA 64-22 30 0 5 HMA 58-28 30 0
0
5
10
15
20
25
PG64-22/30%RAP PG58-28/30%RAP
OT
Cycl
es
Overlay Test0
1
2
3
4
5
6
7
8
9
10
PG64-22/30%RAP PG58-28/30%RAP
Rut D
epth
(mm
)
Hamburg Test@10000passes
Objectives: NCHRP 9-49
Select conditioning/curing protocol for WMA
Evaluate if/when WMA = HMA
Evaluate moisture susceptibility of WMA
18
Section No. Type Binder RAP RAS
1 HMA 70-22 0 0
7 WMA Foaming 70-22 0 0
8 WMA Additive 70-22 0 0
9 WMA Additive 64-22 15 3
3 HMA 64-22 15 3
4 HMA 64-22 0 5
2 HMA 64-22 30 0
5 HMA 58-28 30 0
6 HMA 58-28 15 3
FM 973 Between FM 969 and HWY 71
• Type C mix • Limestone C, D, F, Mfg.
Sand + Field Sand • Section length ~ 2,040 ft • Sections 1 & 7: 400 tons • Sections 2-6,8,9: 800 tons Austin Bergstrom Int. Airport
Sections highlighted in yellow being used in this project
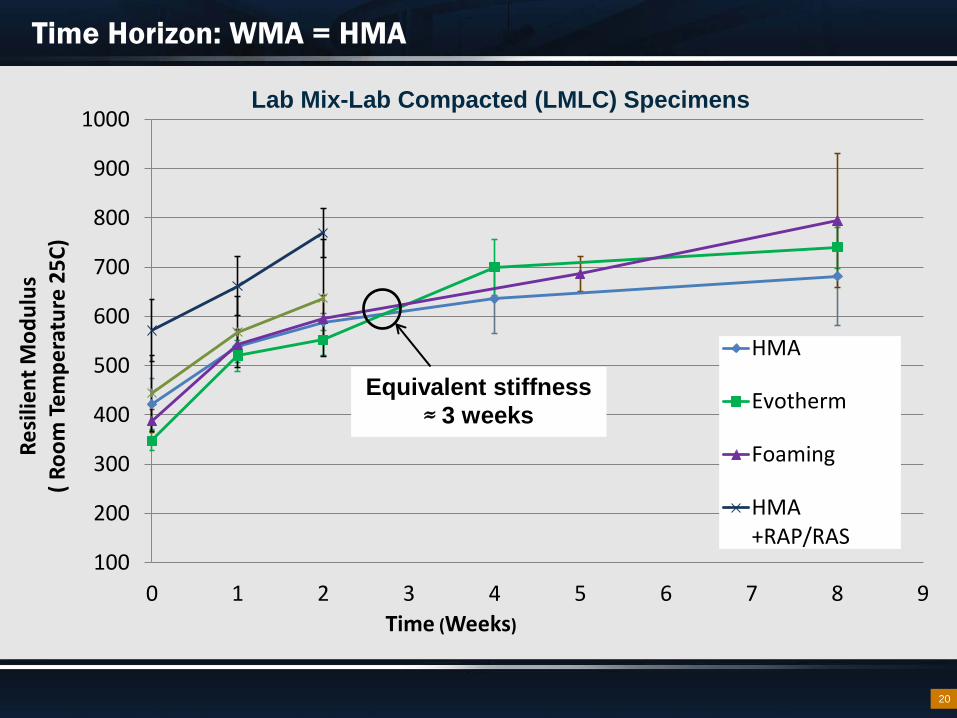
Time Horizon: WMA = HMA
20
100
200
300
400
500
600
700
800
900
1000
0 1 2 3 4 5 6 7 8 9
Resi
lient
Mod
ulus
( R
oom
Tem
pera
ture
25C
)
Time (Weeks)
HMA
Evotherm
Foaming
HMA+RAP/RAS
Equivalent stiffness ≈ 3 weeks
Lab Mix-Lab Compacted (LMLC) Specimens
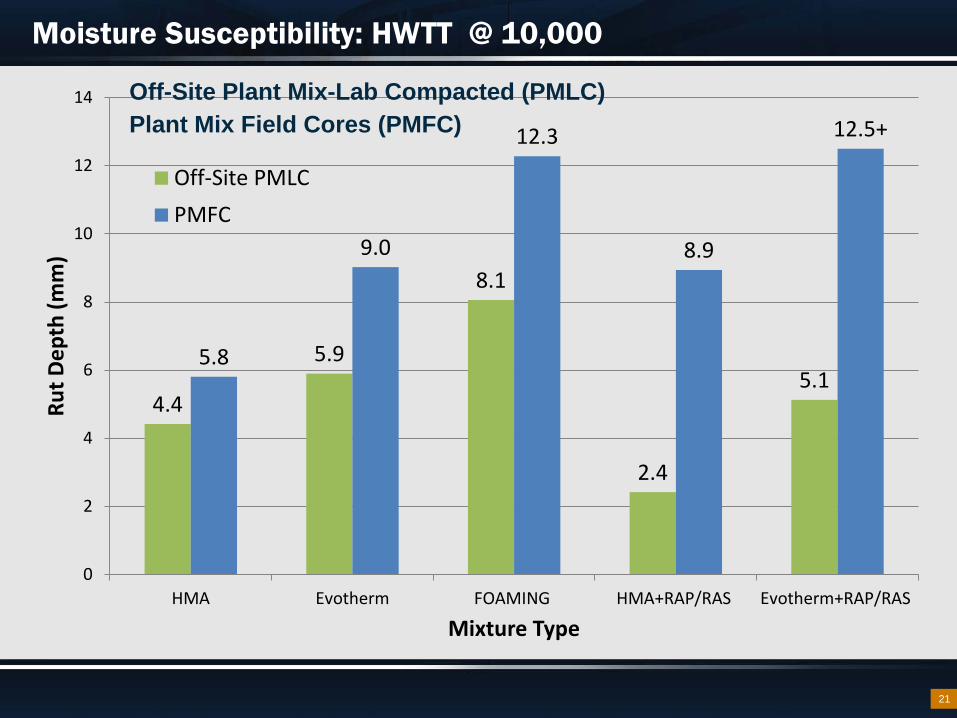
Moisture Susceptibility: HWTT @ 10,000
21
4.4
5.9
8.1
2.4
5.1 5.8
9.0
12.3
8.9
12.5+
0
2
4
6
8
10
12
14
HMA Evotherm FOAMING HMA+RAP/RAS Evotherm+RAP/RAS
Rut D
epth
(mm
)
Mixture Type
Off-Site PMLCPMFC
Off-Site Plant Mix-Lab Compacted (PMLC) Plant Mix Field Cores (PMFC)
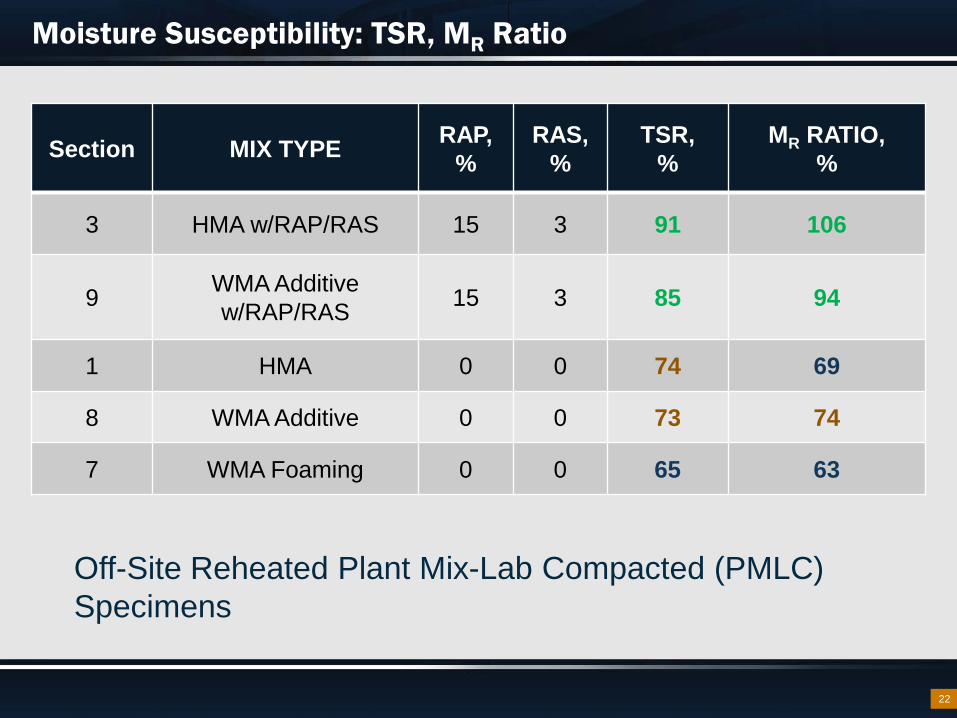
Moisture Susceptibility: TSR, MR Ratio
22
Section MIX TYPE RAP, %
RAS, %
TSR, %
MR RATIO, %
3 HMA w/RAP/RAS 15 3 91 106
9 WMA Additive w/RAP/RAS 15 3 85 94
1 HMA 0 0 74 69
8 WMA Additive 0 0 73 74
7 WMA Foaming 0 0 65 63
Off-Site Reheated Plant Mix-Lab Compacted (PMLC) Specimens
FIELD FINDINGS
23
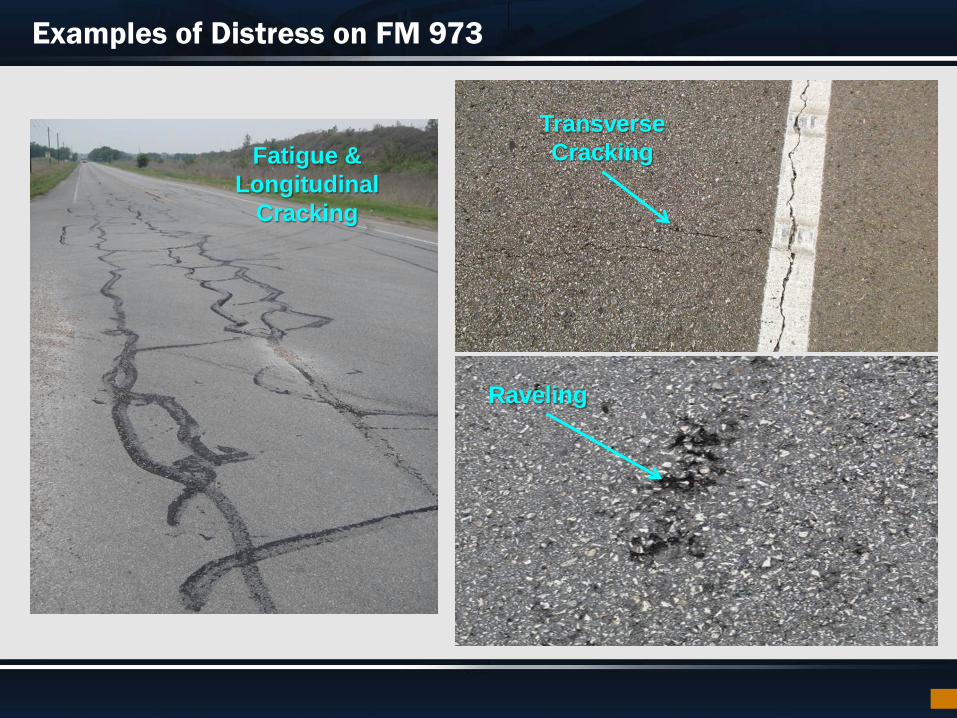
Transverse Cracking
Raveling
Fatigue & Longitudinal
Cracking
Examples of Distress on FM 973
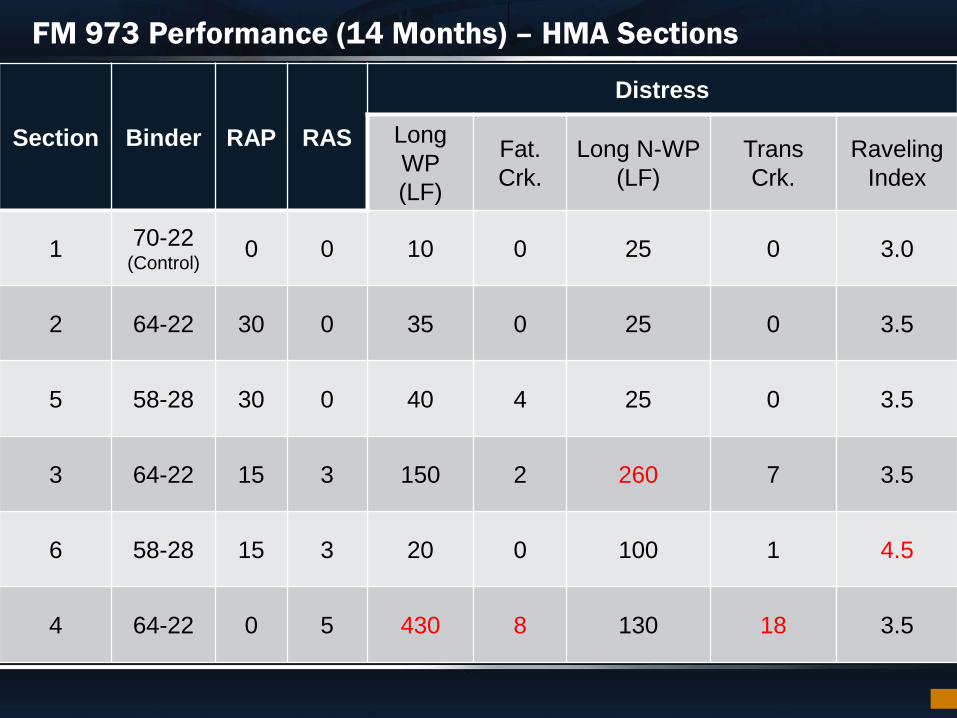
FM 973 Performance (14 Months) – HMA Sections
Section Binder RAP RAS
Distress
Long WP (LF)
Fat. Crk.
Long N-WP (LF)
Trans Crk.
Raveling Index
1 70-22 (Control) 0 0 10 0 25 0 3.0
2 64-22 30 0 35 0 25 0 3.5
5 58-28 30 0 40 4 25 0 3.5
3 64-22 15 3 150 2 260 7 3.5
6 58-28 15 3 20 0 100 1 4.5
4 64-22 0 5 430 8 130 18 3.5
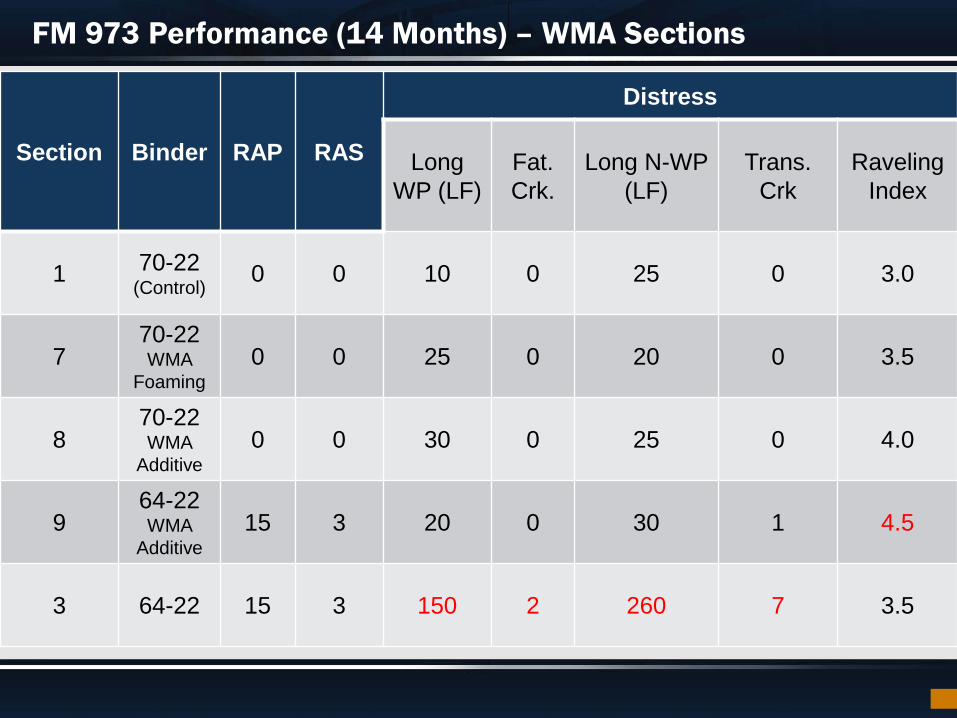
FM 973 Performance (14 Months) – WMA Sections
Section Binder RAP RAS
Distress
Long WP (LF)
Fat. Crk.
Long N-WP (LF)
Trans. Crk
Raveling Index
1 70-22 (Control) 0 0 10 0 25 0 3.0
7 70-22 WMA
Foaming 0 0 25 0 20 0 3.5
8 70-22 WMA
Additive 0 0 30 0 25 0 4.0
9 64-22 WMA
Additive 15 3 20 0 30 1 4.5
3 64-22 15 3 150 2 260 7 3.5
ECONOMICS – COST/BENEFIT
27
Economics – Initial Cost Savings of FM 973
28
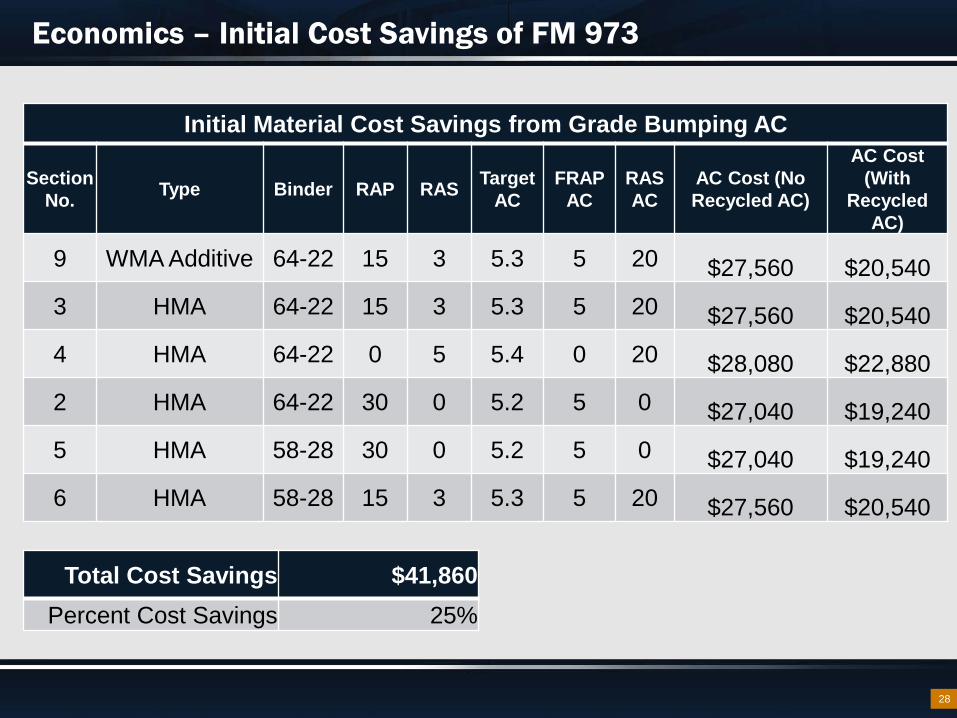
Initial Material Cost Savings from Grade Bumping AC
Section No. Type Binder RAP RAS Target
AC FRAP
AC RAS AC
AC Cost (No Recycled AC)
AC Cost (With
Recycled AC)
9 WMA Additive 64-22 15 3 5.3 5 20 $27,560 $20,540
3 HMA 64-22 15 3 5.3 5 20 $27,560 $20,540
4 HMA 64-22 0 5 5.4 0 20 $28,080 $22,880
2 HMA 64-22 30 0 5.2 5 0 $27,040 $19,240
5 HMA 58-28 30 0 5.2 5 0 $27,040 $19,240
6 HMA 58-28 15 3 5.3 5 20 $27,560 $20,540
Total Cost Savings $41,860
Percent Cost Savings 25%
Economics – Long-Term Maintenance Costs (Last 2 years)
29
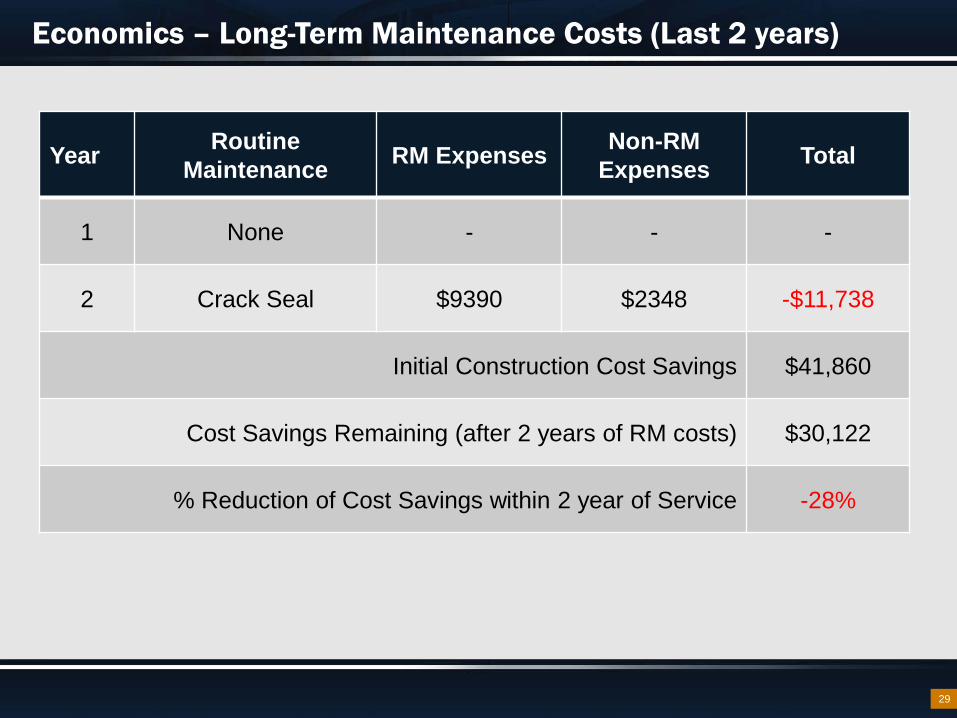
Year Routine Maintenance RM Expenses Non-RM
Expenses Total
1 None - - -
2 Crack Seal $9390 $2348 -$11,738
Initial Construction Cost Savings $41,860
Cost Savings Remaining (after 2 years of RM costs) $30,122
% Reduction of Cost Savings within 2 year of Service -28%
SUMMARY OF CONCLUSIONS
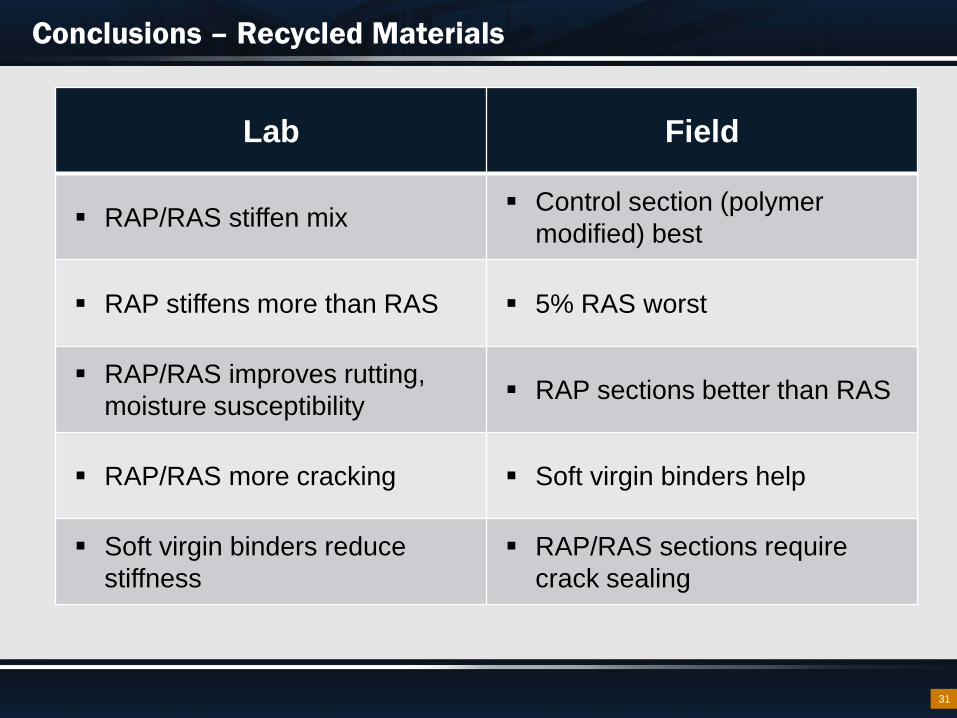
Conclusions – Recycled Materials
31
Lab Field
RAP/RAS stiffen mix Control section (polymer modified) best
RAP stiffens more than RAS 5% RAS worst
RAP/RAS improves rutting, moisture susceptibility RAP sections better than RAS
RAP/RAS more cracking Soft virgin binders help
Soft virgin binders reduce stiffness
RAP/RAS sections require crack sealing
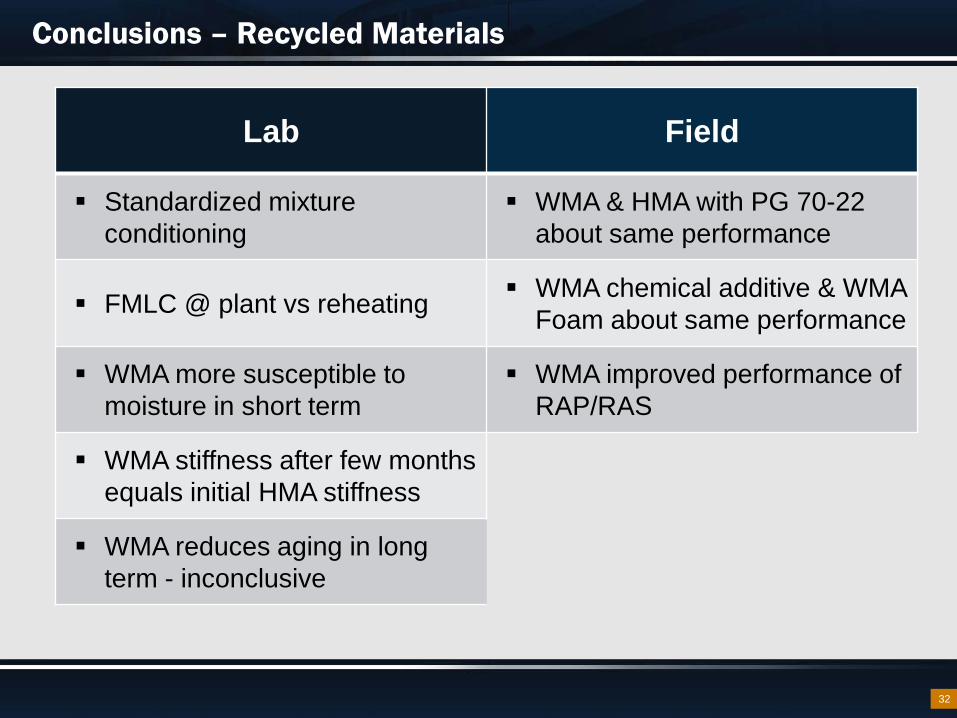
Conclusions – Recycled Materials
32
Lab Field
Standardized mixture conditioning
WMA & HMA with PG 70-22 about same performance
FMLC @ plant vs reheating WMA chemical additive & WMA Foam about same performance
WMA more susceptible to moisture in short term
WMA improved performance of RAP/RAS
WMA stiffness after few months equals initial HMA stiffness
WMA reduces aging in long term - inconclusive

Conclusions – Implementation – Austin District
97% target density Minimum HWTT of 4 mm Use WMA with RAP/RAS mixtures High RAP/RAS with pretreatment Contractor demonstrate RAP/RAS more
resistant to cracking – Extracted/recovered binder – Overlay test
33
WATER WATER
“Half Full” 95% Full






![MP3[WMA] CD Player with USB Host AM/FM Radio with ...](https://static.documents.pub/doc/80x56/61a191d2f77e0d0abb227bc8/mp3wma-cd-player-with-usb-host-amfm-radio-with-.jpg)










