XX ISAF – Stellenbosch, SA 25-27/03/13 The EU FP7 Biolyfe project and the Proesa® industrial solution for cellulosic ethanol production David Chiaramonti CREAR and RE-CORD, University of Florence, Florence, Italy Arianna Giovannni, Stefania Pescarolo, Alessandra Frattini, Luis Oriani, Simone Ferrero Chemtex/Mossi & Ghisolfi Group, Tortona (AL), Italy
Transcript
XX ISAF – Stellenbosch, SA 25-27/03/13
The EU FP7 Biolyfe project and the Proesa® industrial solution for cellulosic
ethanol production
David Chiaramonti CREAR and RE-CORD, University of Florence, Florence, Italy
• Privately held company with deep roots in manufacturing (PET and Acetates)
• 2600 Employees worldwide
• A commitment to R&D (3 Centres) and Process
• USD 2.5 billion annual revenue
• Operations in the USA, Italy, Mexico and Brazil
Mossi e Ghisolfi (M&G) Group
$3B per year #2 producer of PET
Engineering division
Technology for biomass to sugars
Gruppo M&G: Biomass technology & experience
M&G - R&D on renewables
5
Locations:
• Rivalta, ITALY
• Sharon Center, Ohio – USA
Scope of Activities:
• R&D on biofuel and biochemicals from renewable resources
• Operational pilot plants
• Agronomic evaluation
• Product applications support
Slide 5
6
1.Competitive pricing compared to products from Black Route (at oil prices in the USD $60-$70/Bbl range);
2.Environmentally sustainable with respect to Green House Gases: overall GHG sequestration balance (including biomass feedstock farming, transportation, chemicals or biofuels production processes);
M&G Vision on renewables
For both Bio-Fuels and Bio-based Chemicals the solution is based on the same key fundamentals:
3.Sustainable on the long term (social, environmental, and economical sustainability, no competition with food)
4.Profitable for farmers to grow biomass feedstock
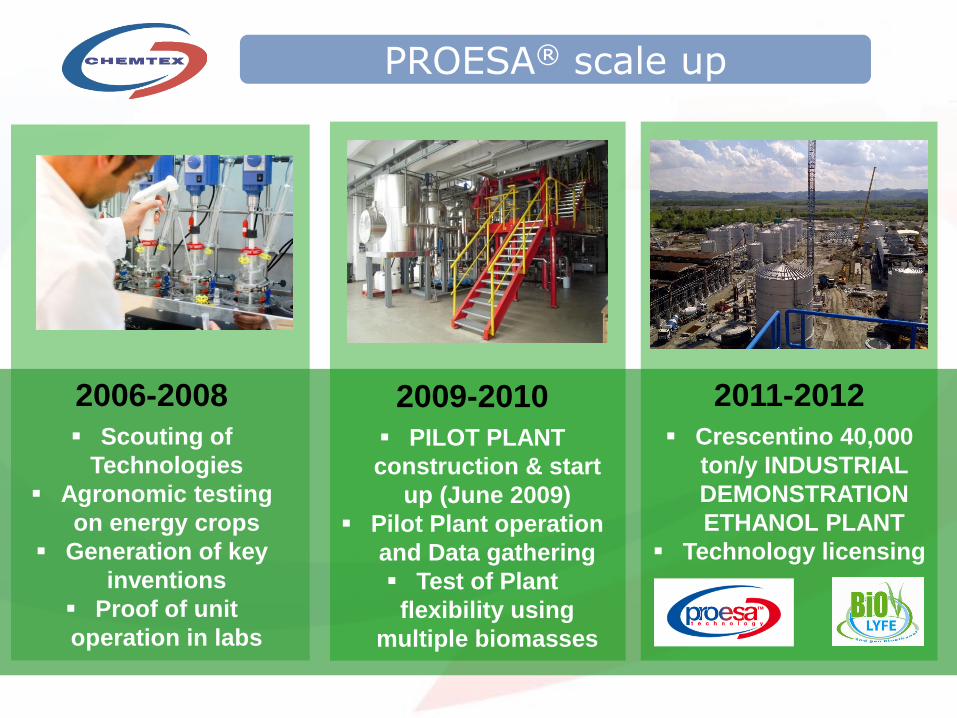
PROESA® scale up
2006-2008
Scouting of
Technologies
Agronomic testing
on energy crops
Generation of key
inventions
Proof of unit
operation in labs
2011-2012
Crescentino 40,000
ton/y INDUSTRIAL
DEMONSTRATION
ETHANOL PLANT
Technology licensing
2009-2010
PILOT PLANT
construction & start
up (June 2009)
Pilot Plant operation
and Data gathering
Test of Plant
flexibility using
multiple biomasses
8
BIOLYFE Demo Plant Location
Crescentino, Piemonte
Pillars of PROESA™ :
1. Agronomy: Field experimentation and best energy crops identified and characterized.
2. Biomass Pre-Treatment and Viscosity Reduction: Continuous process developed and piloted to produce cost-effective and clean fermentable sugars.
3. Hydrolysis and Fermentation: Unique hybrid SSCF process scheme yielding high ethanol concentrations
4. Valorization of secondary streams and co-products.
PROESATM AND THE BIOLYFE PROJECT
Project Partners
Chemtex – IT (Coordinator, Second generation Bioethanol demo unit);
PROESATM - High flexibility towards different types of biomass
Energy crops
Arundo donax (giant reed)
Miscanthus giganteus
Panicum virgatum (switchgrass)
Agricultural and industrial residues
Wheat straw
Rice straw
Corn stover
Sugarcane Bagasse
Woody species
Eucalyptus
Poplar
Feedstock supply and Sustainability
Definition of the contract model for the biomass cultivation
Definition of the operational procedures
Procedures for acceptance of biomass and quality control system
Certification of biomass origin
The contract model between farmers and the bio-ethanol plant should be defined and
checked under the legal and fiscal point of view
It should reports also the technical rules for the cultivation and the duties of the parts:
- operations to be done and quantity of inputs
- operators in charge for each operation
- the price of biomass (per unit of delivered dry matter)
Land register data have to be reported as well. This is the start point for the traceability of
biomass.
Sustainability, SWOT analysis
IUS and IFEU (DE)
AGRICONSULTING (IT)
Lignocellulosic biomass
Lignin (21 to 32%)
Structural components
Polysaccharide compounds
Cellulose (33 to 51%)
Hemicellulose(19 to 34%)
Nonstructural components
Organic material(i.e. Extractives: 1 to 5%)
Inorganic material (i.e. Ashes: <1 to >6%)
Fermentable sugar
Energy Co-products
Biomass Composition
Acetic Acid
PROESATM technology is flexible
in terms of feedstock supply
Several types of biomass
evaluated and tested as potential
feedstocks for the PROESATM tech
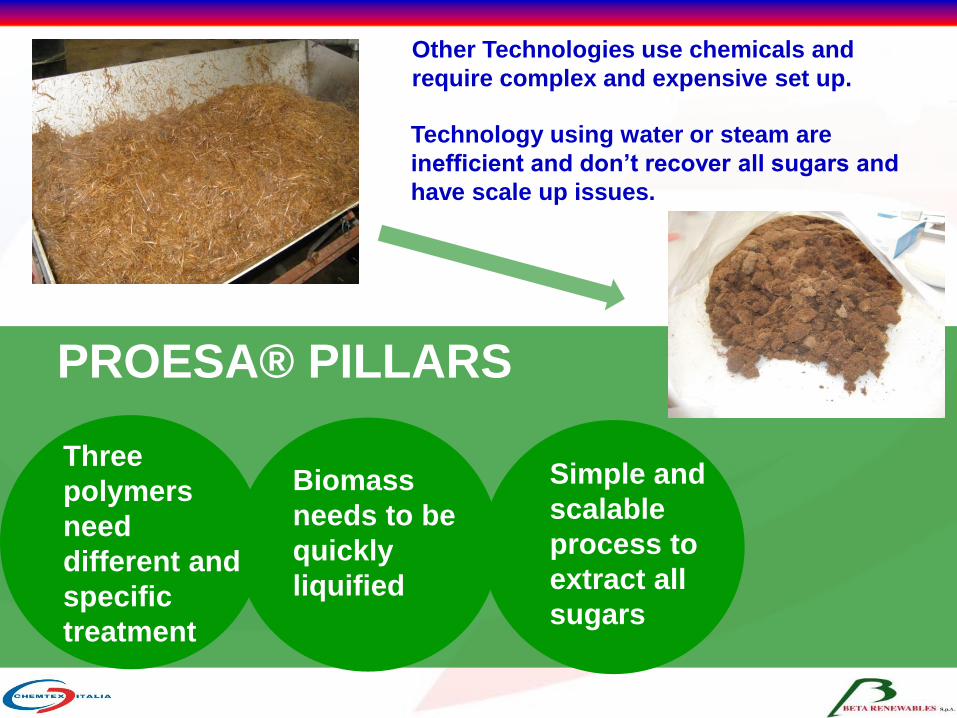
PROESA® PILLARS
Other Technologies use chemicals and
require complex and expensive set up.
Technology using water or steam are
inefficient and don’t recover all sugars and
have scale up issues.
Three
polymers
need
different and
specific
treatment
Biomass
needs to be
quickly
liquified
Simple and
scalable
process to
extract all
sugars
Raw material
• Differences in yield mainly depends on feedstock composition
• Similar process yield with different feedstocks
Robust and Flexible Process
PILOT SCALE RUNNING ON A CONTINUOUS
BASE IN RIVALTA LAB SINCE
JUNE 2009
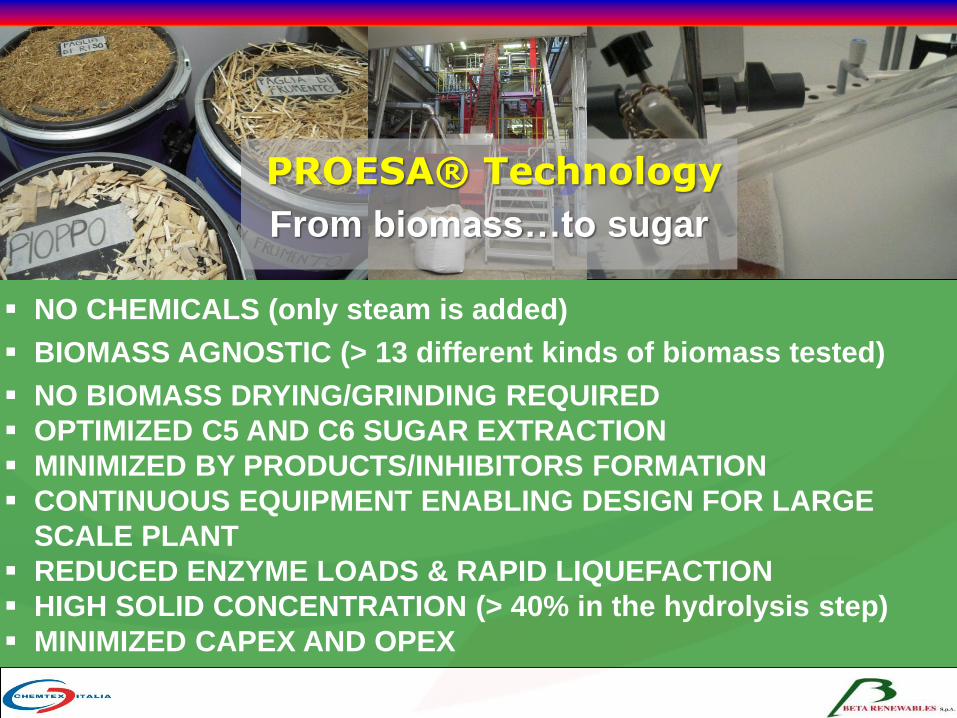
NO CHEMICALS (only steam is added)
BIOMASS AGNOSTIC (> 13 different kinds of biomass tested)
NO BIOMASS DRYING/GRINDING REQUIRED
OPTIMIZED C5 AND C6 SUGAR EXTRACTION
MINIMIZED BY PRODUCTS/INHIBITORS FORMATION
CONTINUOUS EQUIPMENT ENABLING DESIGN FOR LARGE
SCALE PLANT
REDUCED ENZYME LOADS & RAPID LIQUEFACTION
HIGH SOLID CONCENTRATION (> 40% in the hydrolysis step)
MINIMIZED CAPEX AND OPEX
PROESA® Technology
From biomass…to sugar
PROESA® Intellectual Property
COOKING
STEPS
VISCOSITY
REDUCTION
FERMENTATION
DISTILLATION/
DRYING
LIGNIN
SEPARATION
Steam Enzymes MO ETHANOL
BIOMASS
• MULTIPLE PATENT APPLICATIONS COVER THE KEY STEPS AND THEIR
INTEGRATION
• PROESA® PATENTED TECHNOLOGY PIONEERS THE SOLUTION FOR LOW
COST CELLULOSIC SUGARS.
• PROESA® PATENTS PORTFOLIO IS DESIGNED TO PROTECT TECHNOLOGY
COMPETITIVENESS FOR LICENSEE’S
FROM INDEPENDENT THIRD PARTY REVIEW…
LIGNIN
«Reviewer»
«Reviewer»
R&D on on-line torque measurement: rheological characterization during hydrolysis
Power consumption is achieved from torque measurement and stirrer rate
Powerful, geared servo motor
“Anchor type” stirrer
Heating/cooling with water jacket (Control on jacket or vessel temperature)
Belach Biotechnology , reactor “Hanna”
Velocity Field – Stationary
Model
• Rapid, initial, decrease in torque/power input – Due to loss of fiber structure
Arundo Donax shows a rapid drop in viscosity upon enzymatic hydrolysis
0 10 20 30 40 500
0.1
0.2
0.3
0.4
0 10 20 30 40 500
0.5
1
1.5
2
2.5
Time [h] Time [h]
To
rqu
e [
Nm
]
Po
we
r in
pu
t [W
]
20 % WIS
15 % WIS
10 % WIS
20 % WIS
15 % WIS
10 % WIS
• Almost no (long term) difference in needed power input at different WIS conc.
• This rheological behaviour is beneficial since it enables handling high solid contents in the process
USING CELLIC® CTEC3 YOU NEED 5 TIMES LESS ENZYME THAN STANDARD BIOMASS DEGRADING ENZYMES IN THE
MARKET
Cellic CTec Cellic CTec2 Cellic CTec3
Enzyme efficiency translated into number of truck load deliveries of enzyme to a 35 MGY cellulosic ethanol plant per week:
9X 6X 4X
20X
Standard biomass degrading enzymes
STEAM EXPLOSION IN BATCH DIGESTOR
ACID CATALIZED STEAM EXPLOSION IN BATCH DIGESTOR
HYDROLIZABILITY OF THE ARUNDO DONAX FIBER FROM THE TWO STEPS CHEMTEX PRETREATMENT
S/l 2%;
pH 4.8;
T 40
C,
CTEC1 0.24 g/gbiomass DM
~16 FPU/gDM
Hydrolizability of Arundo
donax after different
pretreatments
21
A unique hybrid SSCF process
Possibility to work at dry matter contents up to 40% (potential to yield 12% ethanol in fermentation).
Material is liquefied after few hours (< 8 h) even at low enzyme load
Efficient use of enzyme cocktails; flexible to multiple biotech solutions.
Low energy consumption for agitation.
Easy pH and temperature control
Low Capex and Opex
Results confirm PROESA™ hydrolysate
can be a suitable sugar substrate for a
wide range of fermentative route to
biochemicals based products
PROESA® VR - Hydrolysis and Fermentation
Enzymes
Process
design
0
5
10
15
20
25
30
35
0 1 2 3 4 5 6 7 8Time (h)
Vis
co
sit
y (
Pa
*s)
22
Pyrolysis and gasification of lignin
23
The arundo chain and the pilot unit
• In April 2011, M&G and Chemtex broke ground for a 40 kt/y / 13.4 MGPY nameplate (60 kt/y / 20 MGPY design) cellulosic ethanol plant based on Arundo Donax & Wheat Straw
• Crescentino will generate 15 MW of “green” power from lignin to the grid and will sell ethanol to a major oil company.
• Design incorporates state-of-the-art wastewater treatment facility for maximum recycle of water.
• Under commissioning/start-up
Crescentino 2nd gen. 40.000 ton/y Ethanol Plant
PREPARED FOR ROQUETTE – NOT FOR DISTRIBUTION OUTSIDE ROQUETTE
Sept 2011 Febr 2012 May 2012 July 2012 Aug 2012 Sept 2012 Oct 2012
Demonstration cellulosic ethanol plant: 20 million gallons, Crescentino (13 to start)
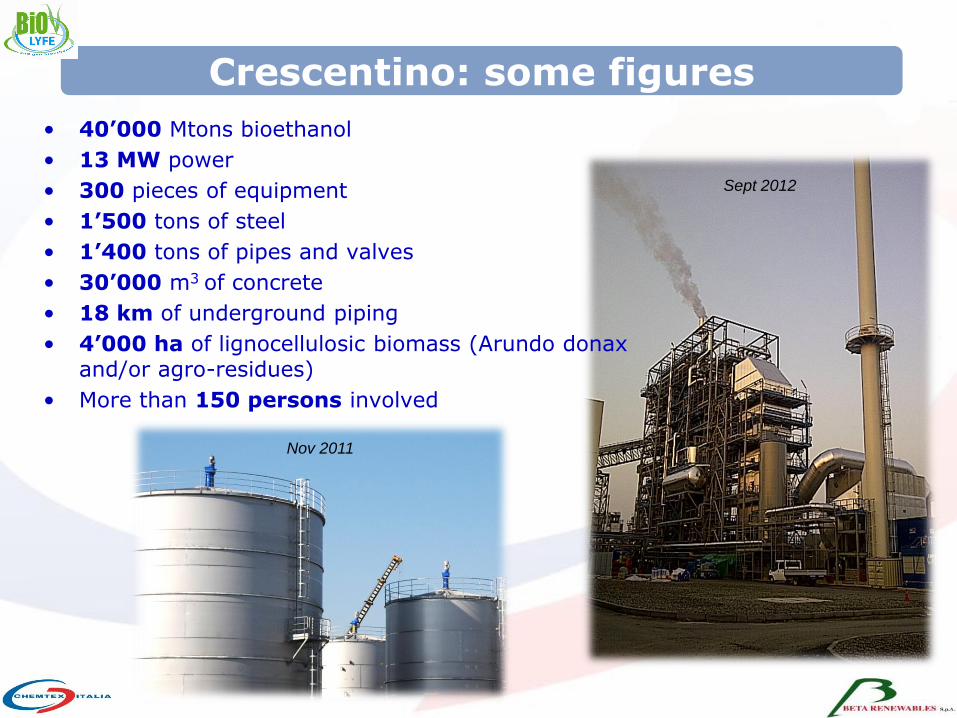
• 40’000 Mtons bioethanol
• 13 MW power
• 300 pieces of equipment
• 1’500 tons of steel
• 1’400 tons of pipes and valves
• 30’000 m3 of concrete
• 18 km of underground piping
• 4’000 ha of lignocellulosic biomass (Arundo donax and/or agro-residues)
• More than 150 persons involved
Nov 2011
Sept 2012
Crescentino: some figures
27
28
29
30
Vehicle fleet Installation of E85
Pump
SAAB 9.3 2.0 BIOPOWERGRIFFIN 6
Biolyfe partners: WIP - Eta Florence
EC-FP7
Financial:
Lower capital investment as a result of minimum handling of biomass, simplified flow schemes and no special materials of construction;
Cash cost of fermentable sugars at ~10 ¢/lb;
Cash cost of ethanol of <$ 1.50/USG ($ 0.40/L);
Cost-effective at modest scale; short supply chains.
Flexibility:
Feedstock-agnostic: energy crops, agricultural residues, organic waste, woody biomass, bagasse;
Deployable worldwide;
Pure lignin by-product;
No long-term enzyme supply commitments;
Power from lignin output to run plant.
Competitive and attractive economics
Key advantages of PROESA®
PROESA: 1.5 $/USgal cash cost
10 MM gal/yr
PROESA® scale up
Source: Zia Haq, DOE HQ, 24 April 2012 – Biofuel Design Case
35
STRATEGIC PARTNERSHIPS AND BUSINESS DEVELOPMENT
36
PROESA: A GUARANTEED TECHNOLOGY (Oct.2011)
Proesa is a guaranteed technology exclusively licensed into the Global marketplace by BETA RENEWABLES a joint venture (Oct.2011) between Chemtex and TPG Capital-TPG Biotech
Chemtex is a global engineering and technology company owned by Italy's Gruppo Mossi & Ghisolfi, one of the world's leading producers of PET resin and is Italy's second largest chemical company. Chemtex specializes in delivering value-added project solutions for its clients in the bio-fuels, renewable chemicals, energy, environmental, petrochemical, polymers and fibers industries, with its 900 employees and its operations in Italy, the United States, India and China.
TPG Capital is a leading global private investment firm founded in 1992 with $48 billion of assets under management (today $54.5 billion) and offices in San Francisco, Beijing, Fort Worth, Hong Kong, London, Luxembourg, Melbourne, Moscow, Mumbai, New York, Paris, Shanghai, Singapore and Tokyo. TPG Capital has extensive experience with global public and private investments executed through leveraged buyouts, recapitalizations, spinouts, growth investments, joint ventures and restructurings.
TPG Biotech is part of the growth equity and venture investment platform of TPG. With more than $1 billion under management, TPG Biotech targets investments in pharmaceutical discovery and development, medical technology, diagnostics, healthcare and pharmaceutical services, life sciences, as well as industrial applications of biotechnology. TPG Biotech's investments in renewables included companies such as Amyris, Elevance Renewable Sciences, and Genomatica.
Strategic partnership with Novozymes (Oct.2012)
GraalBio Licenses Beta Renewables’ PROESA Process
to Build Brazil’s First Commercial Cellulosic Ethanol Plant
Rivalta Scrivia, Italy, May 23, 2012
GraalBio Investimentos S.A. and Beta Renewables announced that GraalBio will build Brazil’s first
commercial cellulosic ethanol plant, with a planned start of operations by the end of 2013. The plant,
with a production capacity of 65,000 metric tons per year (22 million gallons) will use Beta’s PROESA®
technology to deliver cost-competitive ethanol while using non-food cellulosic biomass as its feedstock.
PROESA is the same technology as will be used at the world’s first commercial-scale cellulosic ethanol
plant in Crescentino, Italy, expected to start operations in the second half of 2012. Chemtex, a division
of the leading chemical firm Gruppo Mossi & Ghisolfi (M&G) will provide engineering services, key
equipment and technical field services. This announcement follows the initial October 2011
announcement of a collaboration between the firms.
The plant will be built at Nord Est, Alagoas, Brazil, starting this summer, next to an existing plant that
produces bio-ethanol from sugarcane; the two plants will share utilities. The plant will use sugarcane
straw and bagasse as feedstock, sourced locally. Additionally, the plant will generate its own power, by
using the lignin produced as a byproduct of the PROESA process.
“We applaud GraalBio’s vision in choosing the PROESA process to produce second-generation
bioethanol,” said Guido Ghisolfi, CEO, Beta Renewables. “We believe that PROESA technology will let
producers see superior returns on their investments, while enabling more sustainable production of
advanced biofuels and bio-based chemicals.”
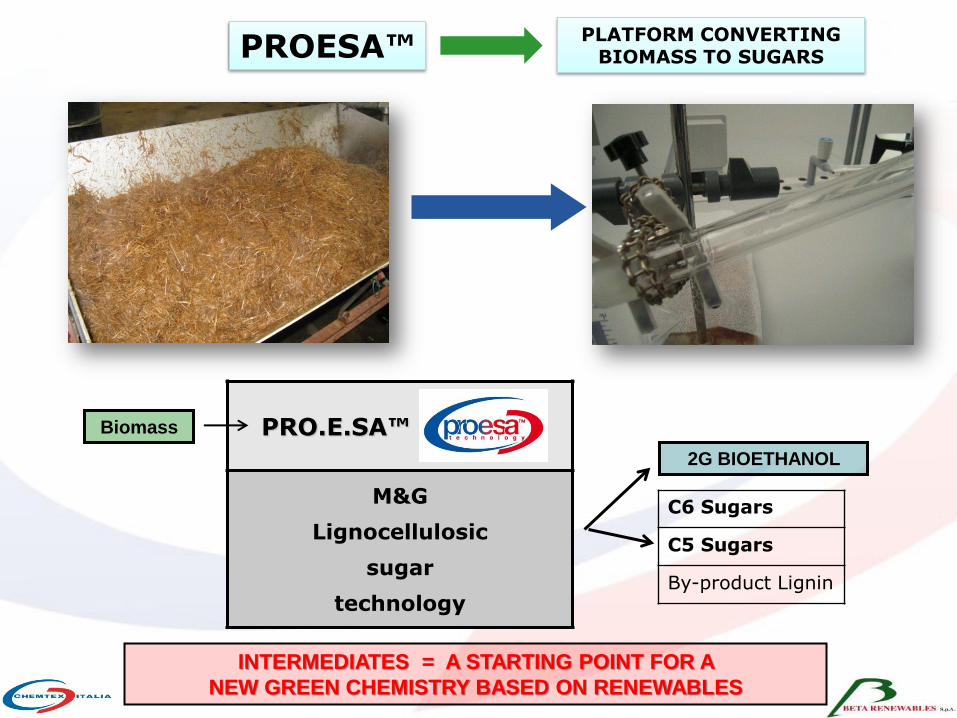
PLATFORM CONVERTING BIOMASS TO SUGARS PROESA™
Biomass PRO.E.SA™
M&G
Lignocellulosic
sugar
technology
2G BIOETHANOL
C6 Sugars
C5 Sugars
By-product Lignin
INTERMEDIATES = A STARTING POINT FOR A
NEW GREEN CHEMISTRY BASED ON RENEWABLES
PROESA™ Cellulosic Sugar Technology
Pre-Treatment Section
Enzymatic Hydrolysis
Section
Biochemicals Lignin Chmls Biofuels
• Phenols
• Xylene
• Terephthalic Acid
• Aromatic Aldehydes
• Acrylic Acid
• Fatty Alcohols
• Succinic Acid
• 1,4 Butanediol
• Acrylic Acid
• Farnasene
• Bio-PE
• Bio-EO/EG
• Others
• Ethanol
• Bio-Jet
• Marine Diesel
• Green Diesel
• Butanol
Paving the way to Sustainability
Genomatica & Chemtex collaborate for the production of 2G Bio-BDO (butanediol) from PROESA® sugars
FOH
Amyris & Chemtex collaborate for the production of 2G drop-in fuels from PROESA® sugars
Codexis & Chemtex to develop novel process to produce C12-C14 fatty alcohols (CODEXOLTM –
Detergent Alchol) from cellulosic biomass.
PROESA™ for NextGen Biochemicals
Gevo and Beta Renewables
(Chemtex/TPG) Sign
Agreement to Develop
Integrated Process for
Cellulosic Isobutanol
Potential for bio-based isobutanol and derivatives,
including jet fuel, from cellulosic biomass
ENGLEWOOD, Colo. and Rivalta Scrivia, Italy
– July 10, 2012 – Gevo, Inc. (NASDAQ:
GEVO), a leading renewable chemicals and
next-generation biofuels company, signed a
Joint Development Agreement (JDA) with
Beta Renewables, a joint venture between
Chemtex and TPG, to develop an integrated
process for the production of bio-based
isobutanol from cellulosic, non-food biomass.
• The use of PROESA technology will enable the production of cheap and clean sugars.
• M&G is developing its own technologies for sugars conversion and lignin processing.
• A biorefinery will produce various products: initially ethanol, then diols, later aromatics.
Hydrogen Catalyst
MOGHI Technology
BTX
GREG Technology
Hydrogen
Polyols
PROESA Technology
BIOMASS
C5,6
Sugars
YEAST
Lignin
Fermentation Separation Ethanol
The Concept of Biorefinery
Laboratory (litres per day)
Pilot plant (hundred kg per day)
Greg Project
2005 2006 2007
Technology screening for green EG production
2008 2009
1st Process configurationdefinition
2010 2011 2012
Lab-scale R&D : technology evaluation
2013 2014
Pilot plant design and construction
Pilot plantoperation
March 2012 : Pilotplant start-up
December 2012: 2/3 GREG
Technology demonstrated on
pilot scale
March 2013: first PET bottle
production test
Industrial plant (kton per year)
Variable Uom Arundo Donax
Corn Stover
EG productivity ton/y 20 065 33 711
PG productivity ton/y 27 165 45 622
Raw Lignin Cake
De-oxygenation/De-polymerization
Separation
Bio-Reformate
n.1 Patent Application filed on Dec. 2011 on Lignin as a Product