Vol. 21, No. 3 The Newsletter of the Measurement Quality Division, American Society for Quality September 2007 2007 NCSL International Workshop & Symposium 2007 NCSL International Workshop & Symposium St. Paul River Centre, St. Paul, Minnesota St. Paul River Centre, St. Paul, Minnesota July 29 ~ August 2, 2007 July 29 ~ August 2, 2007 Below: Dilip Shah, Chris Grachanen, Jay Bucher, Woody Niemann, & Graeme Payne Below: Dilip Shah, Chris Grachanen, Jay Bucher, Woody Niemann, & Graeme Payne
Vol. 21, No. 3 The Newsletter of the Measurement Quality Division, American Society for Quality September 2007
2007 NCSL International Workshop & Symposium2007 NCSL International Workshop & SymposiumSt. Paul River Centre, St. Paul, MinnesotaSt. Paul River Centre, St. Paul, Minnesota
July 29 ~ August 2, 2007July 29 ~ August 2, 2007Below: Dilip Shah, Chris Grachanen, Jay Bucher, Woody Niemann, & Graeme PayneBelow: Dilip Shah, Chris Grachanen, Jay Bucher, Woody Niemann, & Graeme Payne
The Standard is published quarterly by the Measurement Quality Division of ASQ; deadlines are February 15, May 15, August 15 and November 15. Text infor-mation intended for publication can be sent via electronic mail as an attachment inMS Word format (Times New Roman, 11 pt). Use single spacing between sen-tences. Graphics/illustrations must be sent as a separate attachment, in jpg format.Photographs of MQD activities are always welcome. Publication of articles, prod-uct releases, advertisements or technical information does not imply endorsement
AdvertisingSubmit your draft copy to Jay Bucher , with arequest for a quotation. Indicate size desired.Since The Standard is published ‘in-house’the requester must submit a photo or graphicof their logo, if applicable. The followingrates apply:Business card size ............................ $1001/8 page .......................................... $1501/4 page ........................................... $2001/3 page ........................................... $250½ page ............................................. $300Full page ......................................... $550
Advertisements will be accepted on a ‘per issue’ basis only; no long-term contracts will
be available at present. Advertising must beclearly distinguished as an ad. Ads must berelated to measurement quality, quality of measurement, or a related quality field. Adsmust not imply endorsement by the Measure-ment Quality Division or ASQ .
Letters to the EditorThe Standard welcomes letters from mem-
bers and subscribers. Letters should clearlystate whether the author is expressing opin-ion or presenting facts with supporting infor-mation. Commendation, encouragement,constructive critique, suggestions, and alter-native approaches are accepted. If the con-tent is more than 200 words, we may delete
portions to hold that limit. We reserve theright to edit letters and papers.
Information for AuthorsThe Standard publishes papers on the qual-ity of measurements and the measurement of quality at all levels ranging from relativelysimple tutorial material to state-of-the-art.Papers published in The Standard are notreferred in the usual sense, except to ascer-tain that facts are correctly stated and to as-sure that opinion and fact are clearly distin-guished one from another. The Editor re-serves the right to edit any paper. Please sin-gle space after sentences and use Times NewRoman, 12 pt font.
T ABLE OF C ONTENTSMQD Officers for 2007 ~ 2008 ......................................................3Chair’s Column...............................................................................4Chair-Elect’s Column .....................................................................5Important CCT Program Update Information.................................6MQD Meeting Minutes...................................................................7
The Learning Curve ........................................................................9APLAC Turns 15 Years Old.........................................................12ILAC Celebrates 30 Years............................................................13AB Liaison Report ........................................................................14
NCSL International Workshop & Symposium Report .................16Check Standards Can Save You Time..........................................18MQD Officers and Committee Chairs ..........................................21MQD Regional Councilors …………………………………… ..22A Quality Calibration System.......................................................24
FROM T HE DESK OF T HE E DITOR /P UBLISHER It’s hard to believe we have gone through another fiscal year at the MQD. We had a very successfulshowing at this year’s NCSL International Work-shop and Symposium in St. Paul, Minnesota (a
photo of the venue is on the cover). Lots of trafficat our booth, as well as many questions about theMQD, the CCT (certified calibration technician)
program, and the CCT challenge coin. By the way,the coins for our new CCTs that were certified in December 2006 and June2007 were mailed the last week of July. Everyone should have them bynow. If you have your CCT but have not received a CCT challenge coin,
please send me an email and we will see what we can do to rectify thesituation. If you look closely on the cover, to the left of the ASQ logo aretwo small ovals. They are the front and back of the CCT challenge coin for
booth visitors to envy. We are still actively soliciting articles for future edi-tions of The Standard . They could be original, from past conferences or
previously published (we need the appropriate permissions, of course) inother magazines or newsletters.
Vol. 21, No. 3 The Newsletter of the Measurement Quality Division, American Society for Quality September 2007
C HAIR ’S C ORNER By Dilip Shah
Welcome to the Fall2007 MQD newslet-ter. I was asked to fillin as Interim Chair of the Division and Ihave accepted theresponsibility. Due toincreasing work com-m i t m e n t s , R i c k Roberson thought it
best for the divisionto step down asChair. I want to thank Rick Roberson for his
past contribution to the division and wish him the best for the future. I am no stranger to the Chair role of the MQD as I fulfilled that role for the2003-2005 terms. In between, I was active as theProgram Chair and I will fulfill that role as well inmy current capacity.
The Division continues to grow in many differentways. It is strong and we have a good name recog-nition with other professional societies with whichwe partner in many activities. It is a good thing to
partner with other professional organizations wherewe have common goals.
Our participation in the NCSLI conference in Au-gust was superb. It was good to see 7 out of 8 au-thors of The Metrology Handbook at the confer-ence. That means that one lucky conference rafflewinner got a copy of The Metrology Handbook with the 7 autographs. Out MQD booth got a lotenquiries about the CCT exam.
At the Measurement Science Conference in Ana-heim in March 2008, we are going to sponsor aCCT refresher workshop followed by the ASQ ad-ministration of the CCT Exam. Look for more in-formation on this in the future issue of The Stan-dard.
As a division sponsor of the CCT Exam Body of Knowledge (BOK), be aware that it will be re-viewed and updated in 2008 and we will again belooking for your participation in this effort. Your
participation will come in many forms such as sur-vey input, BOK review, item writing, item review,exam review etc.. Please let us know how you canhelp.
One of the many challenges we face today is tofigure out who is going to replace our aging work-force. This problem is common in almost all pro-fessions. It is a global problem, but even more so ina developed country like ours. We have partici-
pated in the Education & Training efforts of the NCSLI in this activity. Within the E & T, there aremany sub committees that we contribute to. Wewould love to hear from you and how you are help-ing to solve this issue in your area of work.
This is your division. Please let us know how weare doing, what kind of projects and initiatives youwould like the division to get involved in, and more importantly, how you can contribute. As avolunteer organization, its success depends on thecontribution by its volunteers. I would like to thank all our current volunteers for their steadfast sup-
port. But, we must have new ideas that can onlycome from fresh voices. We are always looking for dedicated volunteers, contributors of articles to TheStandard and our sponsored column “Measure for Measure” in the ASQ’s flagship magazine, TheQuality Progress. Personally, I feel that volunteer-ing gives me the satisfaction of doing the things Iwant to do away from the pressures of normalwork. The satisfaction of working with like minded individuals, exchanging ideas, learning to be a bet-ter manager has great benefits on my personal and
professional life.
I am excited for the coming year and am lookingforward to serving the division.
Vol. 21, No. 3 The Newsletter of the Measurement Quality Division, American Society for Quality September 2007
C HAIR -ELECT ’S C OLUMN By Craig A. Niemann, SMSgt, USAF
As the new Chair-Elect for the Measurement Quality Division, I feel it appropriatefor me to introduce myself. I’m Craig “Woody” Niemann and I began my career inmetrology in 1989 at Lowry Air Force Base, as many other people in the divisionhave done. Even though I went through 9 months of technical school training to be aPrecision Measurement Equipment Laboratory (PMEL) apprentice, I still don’t think I had a true appreciation for the vast impact metrology has on every walk of life.However, with the help of some outstanding trainers, one of which is the former chair of the MQD I soon developed a deeper understanding and appreciation of the impor-tance metrology plays in the world.
Here I am 18 years and a few assignments later and feel honored to serve as an Air Force MetrologyLaboratory Assessor. I function as part of a team that conducts assessments on all 77 USAF calibrationlaboratories and the Air Force Primary Standards Laboratory, co-located with our team in Heath, Ohio.
The main question I get in my travels is “I thought the USAF did not have any more military PMEL’s”.It’s true that there was an initiative being looked at to outsource the entire USAF metrology program inthe late 1990’s, but it was decided that this was not the best decision for the USAF and the effort washalted. What remains is a workforce, that in my opinion combines the best of what every group has tooffer, active-duty, contractor and government civil service. I have performed evaluations on all the dif-ferent types of laboratories and each workforce brings something different to the table and all are ex-tremely professional and a pleasure to work with.
I sincerely look forward to working with everyone in MQD over the next few years. I have been ex-tremely impressed with everyone I have met so far. I would especially like to thank Rick Roberson and Jay Bucher for nominating me as Chair-Elect. Without their encouragement, I don’t think I would havedecided to volunteer for this position. If anyone has any feedback for me or additional questions aboutthe status of metrology in the USAF, feel free to contact me at the email address below.
Vol. 21, No. 3 The Newsletter of the Measurement Quality Division, American Society for Quality September 2007
CCT PROGRAM UPDATEChristopher L. Grachanen
The American Society for Quality (ASQ) Measurement Quality Division (MQD) is please to relate thatthe Certified Calibration Technician (CCT) exam can be proctored on military bases having education
offices that are authorized to administer Dantes tests (ASQ’s other certification exams may also be proc-tored) . The steps to apply for taking an exam are as follows:
1. Active military personnel, government employees and civilian contractors interested in taking theCCT exam should first verify that their education office is authorized to administer Dantes tests.
2. (After verifying Step # 2) personnel should obtain the following contact information
· Name and location of the military base
· Name of person to proctor the exam· Name of person requesting the exam
· Phone numbers for above
· Addresses for above
· E-mails (as applicable) for above
3. Contact information and exam application (see below) should be sent to Betty File [email protected] her phone number is 414-272-8575 ext 7748 (exam fee should also be sent at thistime).
ASQ will contact the person that will be proctoring the exam and provide instructions and the exam.
Information on other ASQ certification programs can be found at:
http://www.asq.org/store/training-certification/
Note: If you are an active member of the U.S or Canadian military, you are eligible for a discounted exam fee. You must submit a copy of your military ID when you apply. ID cards should be faxed to414-298-2500. Your application will be placed on hold until a copy of your ID card is received.
Vol. 21, No. 3 The Newsletter of the Measurement Quality Division, American Society for Quality September 2007
ASQ MQD MEETING AT NCSLI CONFERENCE – JULY 2007
Attendees Present: Attendees Remote:Christopher L. Grachanen Jay Bucher Sara Garverick
Craig ‘Woody’ NiemannDilip Shah
JayDeadline for article submittal for the next issue of The Standard is 15 Aug 2007.ASQ headquarters has a new Division Accountant, Bobbie Mulhall.Jay is working on his replacement for his MQD Treasury position which comes to term next year.Jay questioned who will be the MQD chair elect for 2008-2009. Discussions followed with no firm
candidate identified.MQD Financial Summary: As of July 31 st, 2007, we had $77,614.52 in our Money Market account
and $58,347.49 in checking (All MQD and CCT coins have been paid for).Jay to follow up with ASQ headquarters about the mailing of CCT coins … Update: Coins were mailed out USPS on 27 July 2007 per Leta Thrasher, ASQ Administrator.
DilipASQ’s World Wide Conference abstract submittal deadline is 01 Aug 2007. Dilip and Graeme
Payne have submitted their abstracts.The MQD session track for the 2008 Measurement Science Conference (MSC) has been confirmed.
The 2008 MSC will be held on 10-14 March.A CCT Prep course will be offered at the 2008 MSC on Monday and Tuesday of the conference
with the CCT exam being given on Wednesday. Dilip will be teaching the CCT Prep course for free.The offering of the CCT Prep course and CCT exam is a piloted program which if successful will beoffered at next year’s NCSLI national conference. ASQ’s CQT and CQI exams will also be offered at
MSC (no prep courses for CQT and CQI will be offered at the 2008 MSC).The 2007 MQD / Inspection Conference has been cancelled due to lack of presenters (conference
was tentatively scheduled for the end of Sept. 2007). Nominated Norm Belecki for the 2007 Max J. Unis award. A vote was taken which unanimously passed.Presentation of the award will be either at the 2008 MSC or the 2008 CPEM conference.
ChrisUpdate on the CCT program (CCT alumni is now 811 strong).Chris confirmed ‘ear marking’ approx. $25k for updating the CCT Body of Knowledge (BOK).
ASQ requires all certification BOK’s to be updated every 5 years. The ‘ear marked’ funds will be used to pay a contractor to construct an on-line survey, disseminate the survey to participants, compile surveyresponses and summarize results.
Jay accepted championing the CCT program per ASQ’s certification program secession planningrequirements.Update on activities with the US Dept. of Labor and the Office of Personnel Management (OPM) re-garding Metrology job descriptions.
Vol. 21, No. 3 The Newsletter of the Measurement Quality Division, American Society for Quality September 2007
ACTION ITEMS:
Jay1. Need to complete and submit MSC co-sponsorship Letter of Memorandum; update—completed at
NCSLI on Tuesday, August 1 st, given to Woody Niemann.2. Richard Roberson and Woody need access to MQD’s Share Point; update—link, logins and pass-words sent out August 4 th.Jay to coordinate Quality Progress’s Measure For Measure column (different authors will be responsiblefor writing articles and submitting them in a timely manner); next three editions have author’s commit-ted.Dilip1. Contact Carol Singer of Cal Lab Magazine to promote the CCT Prep course and CCT exam that will
be offered at MSC.Research past recipients of MQD’s Max J. Unis award for posting to the MQD website
Chris
1. Develop an activity roadmap for updating the CCT BOK which is scheduled to begin in early 2008.Provide a copy of the US Air Force letter which mentioned the CCT program as an US Air Force sanc-tioned program for posting to MQD’s Share Point.
Woody1. Research the possibility of offering the CCT exam on military bases (education offices).Research how CCT exam fee is reimbursed by the US Air Force for personnel taking the exam.
Graeme1. Send MQD historical documents and records to Jay.Research getting a ‘mobile friendly’ MQD display booth.
GENERAL DISCUSSIONS
Several MQD officers participated in NCSLI conference education sessions (Education OutreachPanel and CCT Program Update) as well as attending several NCSLI Metrology education committeemeetings.
Three copies of the Metrology Handbook were signed by authors present at the conference and given to NCSLI personnel for door prizes.Many inquires regarding MQD and the CCT program were answered for conference attendees visitingthe MQD booth (Chris, Dilip, Graeme, Jay and Woody covered booth duties). Traffic at the MQD boothwas good. Conference attendee comments regarding MQD and the CCT program were generally favor-able.
Vol. 21, No. 3 The Newsletter of the Measurement Quality Division, American Society for Quality September 2007
T HE L EARNING C URVE By Phil Painchaud
This is the fifty-first iteration inan uninterrupted contiguous
series of discantive dissertationscharted to be on the general sub-
ject of Metrology Education.We are now about to commenceour sixteenth year of writingthese open letters to our es-teemed Boss, the ManagingEditor of this journal. We shall
attempt in this iteration to remain close to our charted subject which occasionally we cannot doto the necessity of updating our readers (if any) of
breaking news items of metrological interest, or to
the lack of current viable inputs on the subject fromour reader,
Dear Boss:
Awhile back, in Column 48 to be precise, I offered a prize of $100.00 to whomever among our readerscould answer a question I had asked in Column 46:“ WHO WAS THOMAS BUGGE AND WHATWAS HIS CONTRIBUTION TO METROL-OGY?” I set a time limit that all answers had to bein my hands by January 2, 2007, and I also speci-
fied that all answers must be in writing — US mailor FAX—no phone calls or e-mail. Well for sixmonths nobody answered me. Finally, during JuneI received an e-mail from a Mr. Monrea (he didn’tidentify himself beyond that—no company of jobtitle). His response was just to repeat the name of the individual that I had already given and his re-sponse was by e-mail and nearly six months toolate. So I guess that I shall have to give you theanswer myself.
Thomas Bugge was a Danish Astronomer during
the later part of the 18th
Century. His avocation waswriting scientific articles slanted for popular con-sumption. His writings were translated into manylanguages and were widely read by the intelligent-sia and gentry of Europe. You might say that hewas the “Isaac Asimov of his day ”. In 1798 he wasthe Danish representative to the first internationalconference on weights and measures, a body thatwas called to codify the new Metric System that
had been introduced by the French Revolutionistswho otherwise spent most of their time choppingoff the heads of the French nobility. Since most of Europe was governed by other nobility, the MetricSystem was finding little favor among those other nations of that continent—the stigma of the FrenchRevolutionist’s head chopping was attached.
Bugge and the rest of the members of the Confer-ence, all scientists of note in their own right, did aHerculean task of straightening out the errors and discrepancies of the System as proposed and mak-ing it acceptable and workable. It should be noted that Bugge was not totally in favor of all aspectsand was successful in having them deprecated.These factors were the attempts to decimalize timeand angular measurements. As an astronomer hecould see the impossible task of re-computing thevast quantities of astronomical and navigationaldata that had been compiled up to that time .
(That is why world wide today we are still usinga sexagesimal system rather than a decimal sys-tem for time keeping, navigation, and angularmeasurements. Even with our modern com-puter capacities such a conversion task would beoverwhelming.)
But he did write glowingly of the advantages of theMetric System in his widely read articles, thus sof-tening the attitudes of the rulers and gentry of thosevarious other European nations. France formallyadopted the System in 1799 and, thanks to Bugge,the rest of Europe followed in rapid succession.
Now let us get down to the business we are charted to do—discussing Metrology Education. CarolSinger, the Publisher/Editor of the CAL-LABmagazine is an old and dear friend of long stand-ing, we seldom disagree except on details. In her current issue, she published an editorial entitled “The Future of Metrology” . Her theme mighthave been taken from a statement that I copied di-rectly from an NIST e-mail and presented to you inColumn 49 — “We must somehow provided forthe academic education of a new generation of Professional Metrologists!”. In her editorial she
bemoaned the fact that we are not training (or edu-
Vol. 21, No. 3 The Newsletter of the Measurement Quality Division, American Society for Quality September 2007
cating) enough Metrologists or even enough tech-nicians to fill today’s needs much less the needs of the future. She lauded the attempt made by another organization to help remedy the situation by build-ing a fund for scholarships “ and to support theirefforts to reach into the schools and make themaware of Metrology as a career”.
I dislike being placed in the position of “wet blan-ket” or ‘Devil’s Advocate’. But why grant thosekids scholarships when there is no place for themto go to study Metrology and little or no market for them should they somehow attain such training?All the academic efforts we have been working onfor the past two decades have withered except HerbO’Neal’s sub-academic vocational program atRidgewater. There is not much point in trying toconvince the school administrations of the advis-ability of instituting Metrology programs unlessthey can see a market for that kind of a product.
As I have explained in earlier columns, a school,any school from a kindergarten to a university, can
be compared business wise to a factory. A factory processes raw material into products for whichthere is a market. The demands of that market de-termine the nature of the product produced. If thereis no demand if the demand diminishes for a par-ticular product, the factory management then has it
produce a different product. A school is no differ-ent; it processes a raw product; the student. For thekindergarten and elementary school, the customer is the parent. The parental demands exercised through pressure on local school boards and bylobbing of state legislators can and do shape the
processing applied to the student during this devel-opmental phase. The high schools on the other hand have two classes of customer; the collegesand universities on the one hand and the local labor market on the other. For the former they must pro-duce a semi-processed product ready for more ad-vanced conditioning. For the latter, a finished prod-uct is required to meet the demands of that locallabor market.
The colleges and universities must take partially processed product of the high school and finish process it into something that fits the demands of the managements of industry, of business, of scien-
tific research, and of educational institutions. Theseare the final customers of the products on any col-lege level educational program. It is with these cus-tomers, the managements, where we must start de-veloping the demand for competent fully trained Metrologists. When the management of industrystarts demanding degreed Metrologists, then and only then will the management of the universities
be forced to respond, for there is their market and if they do not respond, they could be soon out of
business themselves.
It seems that this all boils down to the fact that wemust find a way to convince management of thevalue of having a properly constituted Metrologyorganization headed by a fully qualified Metrolo-gist. How can we do this? I am really not sure. Anysuggestions? Remember that most of the peoplewho must be convinced are probably products of
business schools. If I dared to express my opinionof many of those institutions based upon caliber of their product that I have encountered during my
professional career, I might have a multitude of slander and liable suits filed against me.
So I am wide open for suggestions; good practical(and most important workable) suggestions of howwe, the practicing professional Metrologists, canconvince industrial management of the necessity of installing proficient Metrology facilities and hiringonly fully qualified adroit Metrologists to overseethese Metrology functions. Please send your sug-gestions directly to me, in writing and fully identi-fied in order that I may give you full credit in thiscolumn.
Shall we try for another Metrological history ques-tion—with a monetary prize for the first best an-swer(s)? The prize will be the same $100 USD notethat I offered in Column 48 and is yet unclaimed.Here are my questions, all inter-related:
What was the full name of the individual whoinvented the first sealed glass thermometer?In what year did this person invent the device?Precisely where was this person when they in-vented the device?Why was that person in that location at thattime?
Vol. 21, No. 3 The Newsletter of the Measurement Quality Division, American Society for Quality September 2007
Now don’t try to tell me that it was Daniel Fahren-heit, René-Antoine Rèaumur, or Anders Celsius.These worthy individuals all provided improve-ments to and more practical scales for the deviceinvented by our gentleman of interest. Another clue: I use the term “gentleman” knowingly as hewas a respected member of the nobility of his na-tion.
Let us go over the rules once again:
1. Your answers must be in my hands (not just postmarked) no later than September 15, 2007.2. Your answers must be in writing—U.S Mail or
by FAX. No phone calls or e-mail.3. You must answer all four parts of the questionscorrectly—no partial credits.4. I am the sole judge of the correctness of all an-swers and of the disposition of any prizes.5. All respondents correct or not, will be credited inthis column.
Meanwhile, as I have said half a hundred times before, “You can reach me at:
PHIL PAINCHAUD1110 WEST DOROTHY DRIVEBREA, CA 92821-2017PHONE: 1-714-529-6604FAX: 1-714-529-1109e-MAIL: [email protected] or [email protected]
(Continued from page 10)
To find out more visit:www.Bucherview
Metrology.com
your calibration programGave you consistently accurate results? Met ISO standards or FDA requirements? Had a traceability paper trail?Tracked out of tolerance conditions? Had a paperless record system?Was proactive instead of reactive?
The solution…a Quality Calibration Systema Quality Calibration System
Jay L. Bucher, ASQ CCT (608) 846 6968
In-house calibration programs for biotechand pharmaceutical companies, meeting all
Vol. 21, No. 3 The Newsletter of the Measurement Quality Division, American Society for Quality September 2007
SERVING INTERNATIONAL TRADE FOR 15 YEARS
In 2007, the Asia Pacific Laboratory Accreditation Cooperation Inc,known usually as "APLAC", celebrates its 15 th Anniversary. Sinceits inception in 1992 and especially since the inaugural signing of
the APLAC Mutual Recognition Arrangement (MRA) in 1997,APLAC has helped to serve international trade by reducing trade barriers and facilitating recognition of test, measurement and in-spection reports issued by accredited laboratories through theAPLAC MRA.
The culmination of APLAC’s celebration of its 15 th Anniversary will be at its General Assembly and associated meetings from 2- 7 December, in Kuala Lumpur, Malaysia.
APLAC’s membership consists of organizations in the Asia Pacific region responsible for accreditingcalibration, testing and inspection facilities, and reference material producers.
APLAC now boasts the successful establishment of a fully operational Mutual Recognition Arrange-ment (MRA) linking 26 accreditation bodies in 17 economies across the Asia - Pacific region. Theeconomies are: Australia; Canada; Peoples Republic of China; Hong Kong, China; India; Indonesia; Ja-
pan; Republic of Korea; Malaysia; Mexico; New Zealand; The Philippines; Singapore; Chinese Taipei;Thailand; United States of America; Vietnam.
In the US, four accreditation bodies are signatories to the APLAC MRA. These are Assured CalibrationLaboratory Accreditation Select Services ( ACLASS ) (for testing and calibration), American Associationfor Laboratory Accreditation ( A2LA ) (for testing, calibration and inspection), International Accredita-tion Service ( IAS ) (for testing, calibration and inspection) and the National Voluntary Laboratory Ac-creditation Program ( NVLAP ) (for testing and calibration).
Mutual recognition means that each MRA signatory accepts the accreditations granted by the other sig-natories as equivalent to its own. This facilitates endorsed test, measurement and inspection reports fromthe exporting economy to be accepted in the importing economy, avoiding the need for re-testing, re-calibration or re-inspection, thus saving time and money. Regulators worldwide increasingly use ac-creditation (and the APLAC MRA network) as evidence of competence to carry out testing, measure-ment and inspection for mandatory purposes. APLAC is recognized by Asia Pacific Economic Coopera-tion (APEC) member economies as a Specialist Regional Body (SRB).
APLAC's principal objectives are to foster the development of competent laboratories inspection bodiesand reference material producers in member economies, to harmonize accreditation practices in the re-gion and with other regions, and to facilitate mutual recognition of test, measurement and inspectionreports through the APLAC Mutual Recognition Arrangement.
To learn more about APLAC, please visit www.aplac.org .
Submitted by: Hershal C. Brewer, CCTAccreditation Officer International Accreditation ServicePhone: 562-699-0541 Ext 3222Mobile: [email protected] http://www.iasonline.org
ILAC is the international cooperation of laboratory and inspection accreditation bodies which this year
celebrates its 30th anniversary. One of the primary aims of ILAC is the removal of technical barriers totrade.
Imagine you are importing toys from another country. The toys have been tested in that country by alaboratory which says it meets international safety standards. But how do you convince your authoritiesthat the tests –and results – are genuine?
That dilemma was a major impediment to international trade 30 years ago, but today, thanks to a handfulof pioneers, things have changed for the better.
The ability of authorities to trust technical standards and procedures from different countries reaches animportant milestone this year - with the International Laboratory Accreditation Cooperation (ILAC)
celebrating 30 years of helping the world's economies overcome technical barriers to trade.
ILAC’s evolution was prompted by the Tokyo round of international trade negotiations under the Gen-eral Agreement on Tariffs and Trade (GATT). The outcome was the GATT Standards Code, an agree-ment between a number of the member states encouraging recognition of the equivalence of differentstandards, and the variety of testing and accreditation regimes.
ILAC’s Chair, Daniel Pierre said: “The first conference on International Laboratory Accreditation, wasconvened in Copenhagen in 1977 by Mr Per Lund Thoft of the Ministry of Trade, Denmark with thesupport of Dr Howard Forman of the US Department of Commerce. Twenty countries from around theworld, the EEC Commission and ISO accepted their invitation.”
The conference gave countries that already had, or were planning accreditation schemes an opportunityto compare notes and experiences. The delegations with practical experience were The National TestingBoard of Denmark (1977), NVLAP US Department of Commerce (1976), BSI's System of the Registra-tion of Test House, UK (1977) NATA - Australia (1947) and TELARC - New Zealand (1973).
“The outcome of that first ILAC conference was the idea that mutual recognition agreements betweenaccreditation bodies meant any laboratory, anywhere could have their test results recognised as reliable.ILAC from its inception has worked to create an international framework to support international tradethrough the removal of technical barriers. This is now recognised through the ILAC Mutual RecognitionArrangement (MRA). Fifty eight signatories, representing 46 economies have now signed the ILAC Mu-tual Recognition Arrangement, enhancing the acceptance of products and services across national bor-ders,” Mr Pierre said.
Further information about ILAC is available from the website at:http://www.ilac.org/aboutilac.html .
To download historic ILAC photos go to: http://www.ilac.org/Photos
Submitted by:Phil Smith American Association for Laboratory Accreditation (A2LA)Phone: 301 644 3204 Email: [email protected] Web: www.A2LA.org
Vol. 21, No. 3 The Newsletter of the Measurement Quality Division, American Society for Quality September 2007
AB Liaison Report
IAS:IAS participated in the development of the person-nel certification development for certification of
Assessors for ISO/IEC 17025. The Scheme has been developed by RABQSA in liaison with theMexican accreditation body Entitad Mexicana deAcreditacion (EMA), the Canadian Association of Environmental Analytical Laboratories (CAEAL),the Institute for National Measurement Standards
National Research Council of Canada and theAmerican-based International Accreditation Ser-vice (IAS).
The National Cooperation for Laboratory Accredi-tation (NACLA) honored IAS Vice President Pat-
rick McCullen with a special service award for adecade of service working toward establishing anational laboratory accreditation system. NACLA,a not-for-profit corporation established in 1998 by
public and private-sector organization representa-tives, provides coordination and focus for labora-tory accreditation programs in the United States.IAS, one of the founding members of NACLA,continues to maintain NACLA recognition. As a
past member of the NACLA Board of Directors,McCullen was instrumental in defining the organi-zation’s mission to accredit U.S. laboratory ac-creditation bodies.
IAS hosted Roslan Alias, Assistant Director, Ac-creditation Division, Department of Standards Ma-laysia (DSM), Ministry of Science, Technologyand Innovation, Government of Malaysia on at-tachment training. During his visit, Roslan studied the U.S. inspection agency accreditation process,and received training on the infrastructure require-ments needed to operate an accreditation programunder ISO/IEC Standard 17020 requirements. IASDirector of Accreditations Raj Nathan defined themany processes and policies governing the IASinspection body accreditation program, and walked Alias through the IAS system. Alias also accompa-nied IAS Accreditation Officer Sandi McCrackenand Dave Palfini of Testing Engineers, Inc., to ob-serve the steel fabrication inspection process inUtah. Alias also accompanied IAS AccreditationOfficer Hershal Brewer and an inspector from SGSUS Testing Co., to an inspection of wood-based
products in Oregon.
IAS Vice President Patrick McCullen participated in a joint evaluation of the National Association of Testing Authorities, Australia (NATA) for the AsiaPacific Laboratory Accreditation Cooperation(APLAC) and the European Cooperation for Ac-creditation (EA). The evaluation comprised an in-ternational team of evaluators from Canada, Tai-wan, India, Finland, Japan and the United States.
IAS Accreditation Officer Hershal C. Brewer,CCT, contributed to an article Certified “Safe”?
published in the June 2007 issue of Quality Digest.Brewer is quoted in the article, and provided a sig-nificant amount of supporting information to thearticle’s author during the interview; including in-formation that may be useful for consumers seek-ing safe products, information for manufacturersthat are seeking laboratories to have products tested for safety, information on some of the many typesof testing conducted, and sources for additionalinformation.
For additional information regarding IAS or IAS programs, please visit http://www.iasonline.org or e-mail [email protected]
ACLASS:ACLASS is holding is annual assessor/expert fo-rum September 21 – 23, 2007 at the CincinnatiSheraton North Hotel. The forum covers topicssuch as measurement uncertainty, assessing to ISO/IEC 17025, and proficiency testing. This year’sforum will also entail several presentations includ-ing a presentation with discussion regarding a cus-tomer’s perspective on accreditation.
Immediately following the forum, September 24 – 26, 2007, ACLASS is holding a practical measure-ment uncertainty training class, which includeshands-on breakouts for physical/dimensional, elec-trical and testing uncertainties. Participants choosefrom one of the three areas requiring measurementuncertainty. To register for the class, visitw w w . a c l a s s c o r p . c o m o r e m a i [email protected] .
Vol. 21, No. 3 The Newsletter of the Measurement Quality Division, American Society for Quality September 2007
A2LA:Revision of the A2LA Newsletter
In June 2007, the A2LA newsletter was issued inits newly revised format. A2LA Today is scheduled for publication once a quarter, which is typicallyMarch, June, September and December. Throughthis publication, A2LA will communicate upcom-ing activities, updates to various policies and re-quirements, as well as the outcome of any meetingsattended by A2LA. The next edition is scheduled for release in September 2007.
Some articles that may be of interest in the Juneissue are: Activities of the ILAC Arrangement Com-mittee regarding recent activities with the Interna-tional Laboratory Accreditation Cooperation and
Are All National Measurement Standards Equiva-lent? written by Dr. Pedro Espina from the BureauInternational des Poids et Mesures (BIPM). Thelatter article outlines the concept of traceabilityfrom the SI to the National Metrology Institute toAccredited Laboratories. The information detailed in this article outlines the basis for the A2LATraceability Policy.
A2LA Launches Information Technology Ac-creditation Program
A2LA has developed a new Information Technol-ogy (IT) field of testing within our accreditation
programs. Addition of this new field of testing pro-vides the IT industry with a new and viable way todetermine the technical competence of laboratoriesthat test any aspect of the hardware and/or softwarewithin electronic equipment, not just the encryptionfunctions. This type of testing can be physical,logical, virtual, or analytical. Laboratories accred-ited in this program are required to meet the re-quirements of ISO/IEC 17025:2005 as well as ad-ditional requirements documented in the A2LASpecific Criteria for the Accreditation of VariousTypes of Information Technology Testing Labora-tories.
For additional information regarding this program, please contact Steve Medellin at 301 644 3228 or [email protected] .
NVLAP:N V L A P L a u n c h e s e - N e w s l e t t e r
NVLAP recently launched its redesigned newslet-ter - NVLAP News - in an electronic format. Thenewsletter is distributed to NVLAP laboratoriesand assessors via e-mail, and is available on thisweb site at: http://www.nist.gov/nvlap . One of
NVLAP's objectives for quality is to communicatefrequently with customers and stakeholders to de-termine their accreditation needs and requirements.The new e-Newsletter is one means for fulfillingthis objective. We are anxious to hear how you likethe newsletter and whether it meets your informa-tional needs!
Submitted by:
Hershal C. Brewer, CCTAccreditation Officer International Accreditation Service5360 Workman Mill Road Whittier, CA 90601Phone: 562-699-0541 Ext 3222Fax: 562-699-8031Mobile: [email protected]://www.iasonline.org
Vol. 21, No. 3 The Newsletter of the Measurement Quality Division, American Society for Quality September 2007
NCSLI 2007 ReportCompiled by Dilip A. Shah – MQD Program Chair
This year’s NCSL International conference was held at the Riverfront Convention Center in St. Paul,MN during July 29 – August 2, 2007.
The overall attendance was about 1,100 attendees and 565 tutorial attendees which is a record for theconference tutorials.
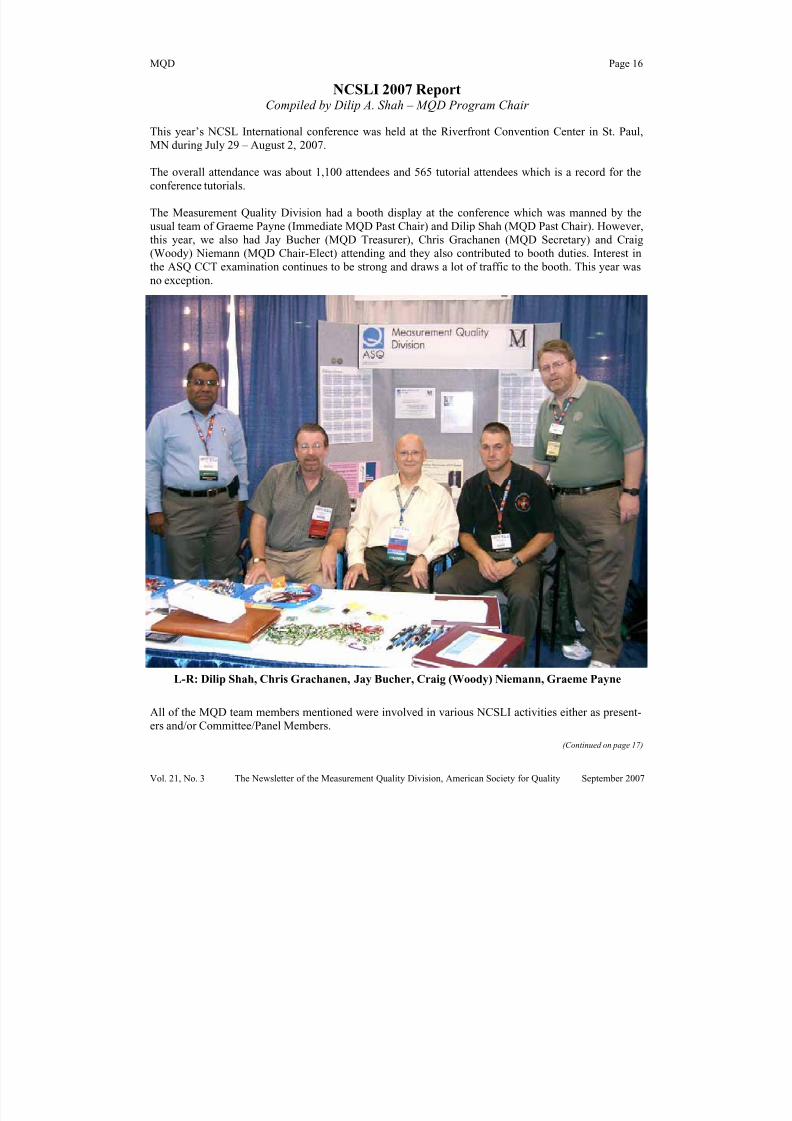
The Measurement Quality Division had a booth display at the conference which was manned by theusual team of Graeme Payne (Immediate MQD Past Chair) and Dilip Shah (MQD Past Chair). However,this year, we also had Jay Bucher (MQD Treasurer), Chris Grachanen (MQD Secretary) and Craig(Woody) Niemann (MQD Chair-Elect) attending and they also contributed to booth duties. Interest inthe ASQ CCT examination continues to be strong and draws a lot of traffic to the booth. This year wasno exception.
L-R: Dilip Shah, Chris Grachanen, Jay Bucher, Craig (Woody) Niemann, Graeme Payne
All of the MQD team members mentioned were involved in various NCSLI activities either as present-ers and/or Committee/Panel Members.
Vol. 21, No. 3 The Newsletter of the Measurement Quality Division, American Society for Quality September 2007
Jay Bucher presented a paper on “A Quality Calibration System”. Jay also hosted Session 8A – “USUniversity Offerings in Metrology”. Graeme Payne was a panel member on “Traceability I and II” pan-els. The MQD was also involved in the NCSLI Education and Training session track and Dilip Shah pre-sented a paper on “CCT Examination Body of Knowledge Update”. The CCT BOK will be 5 years old and is due for a review and update. The presentation also made note of this effort and solicited volun-teers. Dilip Shah was also a panel member and co-presenter on the “NCSLI Next Generation Outreach”.Chris Grachanen was participating in the NCSLI Sub committee 163.1 – Working Group on Standard Occupational Classifications where he was awarded the Certificate of Appreciation by the US ArmyTMDE, presented by Don Ruth of US Army. On Sunday before the conference Dilip Shah volunteered
by teaching the Workshop T15 – “Analysis of Quality Control Data for Laboratory Technicians and Managers” as part of the NCSLI tutorial offerings.
Chris Grachanen receiving his Certificate of AppreciationL-R: Graham Cameron, Chris Grachanen, Georgia Harris, Don Ruth
This year, 7 of the 8 co-authors of The Metrology Handbook were present at the conference. This madeit possible to autograph three (3) copies of The Metrology Handbook and donate them as door prizes atthe end of the conference.
Vol. 21, No. 3 The Newsletter of the Measurement Quality Division, American Society for Quality September 2007
Chris Grachanen’s Certificate of Appreciation
The MQD general meeting was conducted on Monday July 30, 2007 during the NCSLI. Teleconferenc-ing was available for participants to join in this meeting. The minutes of the meeting are printed else-where in this newsletter.
CHECK STANDARDS CAN SAVE YOU TIMEChristopher L. Grachanen
The benefits of employing check standards as a way of monitoring measure-ment process variability has been well documented over the years. But did youknow that using check standards on a regular basis can save you time? A casein point is the use of check standards and the calibration of vector network ana-lyzers (VNA) prior to performing high frequency scattering parameter (s-
parameter) measurements.
First, let’s discuss the characteristic of a good check standard. As the name implies, a check standard isused as a means to check (monitor) a process, usually within a manufacturing and / or measurement sce-nario. Check standards are not standards in the traditional sense as normally associated with calibrationstandards but rather are artifacts whose measurement attributes are defined and stable over time. Check standards are selected based on their suitability for a particular process in order to determine perform-ance aspects of the process i.e. if dimensional (length) accuracy is a critical aspect of a measurement
process, a check standard would normally be selected with a length similar to the length of the units be-
Vol. 21, No. 3 The Newsletter of the Measurement Quality Division, American Society for Quality September 2007
ing measured by the process. A check standard does not need to be accurate in terms of a nominal value but rather be characterized for its actual value to a resolution which is useful to evaluate the process itwill be used in. It is the check standard’s stability over time regarding its measurement attribute(s) whichmake it useful to monitor a process.
So how does measuring a check standard on a regular basis save time in regards to VNA calibration prior to performing s-parameter measurement? The following scenario depicts a four port VNA used to perform differential and common mode measurement but also is applicable for two port and other multi- port VNAs. Before performing s-parameter measurements with a VNA it must first be calibrated to es-tablish its inherent performance attributes in terms of directivity, port isolation, transmission loss, etc.Calibration is normally performed using a calibration kit comprised of artifacts with known attributes. Atypical SOLT (Short – Open – Load – Thru) calibration kit will have short, open, thru and 50 ohm termi-nation artifacts with both male and female connectors. The attributes of these calibration kit artifacts interms of propagation delay, phase, etc. is well established and can be uploaded to a VNA so that its in-herent performance can be determined relative to these known attributes. Calibration of a VNA involves
physically connecting calibration kit artifacts on each port (Short, Open, Load) or connecting ports to-gether (Thru) and making a measurement. A typical calibration scheme for a SOLT calibration kit isdepicted in Figure 1.
Fig. 1
Based on the frequency range and the number of points to be measured throughout that range measure-ment time can be in the 10s of seconds for each port and thru connection. In addition each measurementrequires the calibration kit artifact be connected and properly torqued. It can easily be seen that calibrat-ing a VNA using manual calibration artifacts can be a lengthy process. This is the opportunity whereusing check standards can save time. Once a VNA has been calibrated, a check standard with suitableattributes can be measured by the VNA and the results of the measurement archived for comparison pur-
poses. Evaluation of subsequent measurements of the check standard can be used to verify a VNA’s per-
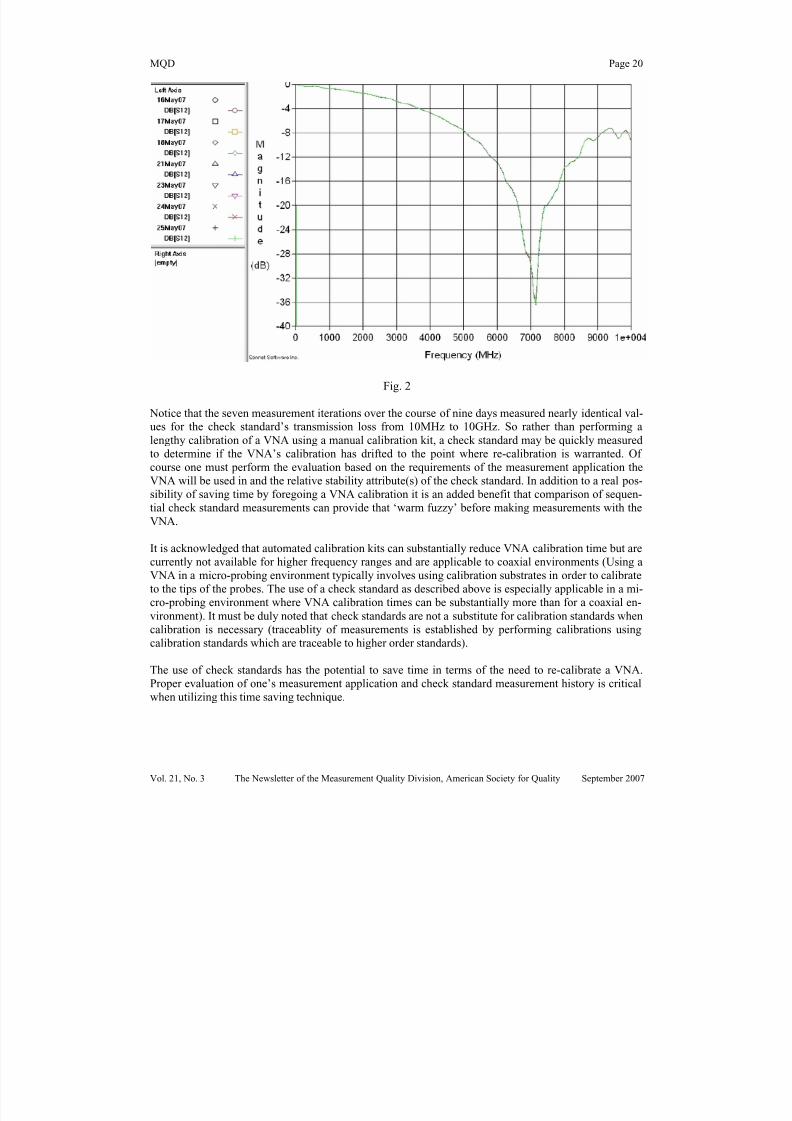
formance attributes are sufficiently stable so that re-calibration may not be necessary. Figure 2 depictssequential transmission loss measurements of a check standard with the VNA calibration having been performed prior to the first iteration (16 May).
Vol. 21, No. 3 The Newsletter of the Measurement Quality Division, American Society for Quality September 2007
Fig. 2
Notice that the seven measurement iterations over the course of nine days measured nearly identical val-ues for the check standard’s transmission loss from 10MHz to 10GHz. So rather than performing alengthy calibration of a VNA using a manual calibration kit, a check standard may be quickly measured to determine if the VNA’s calibration has drifted to the point where re-calibration is warranted. Of course one must perform the evaluation based on the requirements of the measurement application theVNA will be used in and the relative stability attribute(s) of the check standard. In addition to a real pos-sibility of saving time by foregoing a VNA calibration it is an added benefit that comparison of sequen-tial check standard measurements can provide that ‘warm fuzzy’ before making measurements with theVNA.
It is acknowledged that automated calibration kits can substantially reduce VNA calibration time but arecurrently not available for higher frequency ranges and are applicable to coaxial environments (Using aVNA in a micro-probing environment typically involves using calibration substrates in order to calibrateto the tips of the probes. The use of a check standard as described above is especially applicable in a mi-cro-probing environment where VNA calibration times can be substantially more than for a coaxial en-vironment). It must be duly noted that check standards are not a substitute for calibration standards whencalibration is necessary (traceablity of measurements is established by performing calibrations usingcalibration standards which are traceable to higher order standards).
The use of check standards has the potential to save time in terms of the need to re-calibrate a VNA.Proper evaluation of one’s measurement application and check standard measurement history is criticalwhen utilizing this time saving technique.
Secretary, Certification Chair, WebsiteManager, NCSL International Representative
Christopher L. GrachanenManager, Houston Metrology Group HPP. O. Box 692000 MS070110Houston, TX 77269-2000Voice (281) 518-8486 / Fax (281) 518-7275E-mail: [email protected]
Treasurer, Publication Chair, NewsletterEditor/Publisher, Share Point Administrator
Jay L. Bucher Bucherview Metrology Services6700 Royal View Dr.De Forest, WI 53532-2775Voice (608) 277-2522 / Fax (608) 846-4269E-mail: [email protected] or [email protected]
Immediate Past ChairGraeme C. PayneGK Systems, Inc.4440 Weston Drive SW, Suite BLilburn, GA 30047 USAVoice: (770) 931-4004 / Fax (866) 887-9344E-mail: [email protected]
Joe Simmons Scholarship Norm Belecki7413 Mill Run Dr Derwood, MD 20855-1156Voice (301) 869-4520E-mail: [email protected]
Standards Committee RepresentativeRobert M. GrahamPrimary AC Standards LabSandia National LaboratoriesP.O. Box 5800, M.S. 0665Albuquerque, NM 87185-0665Phone: (505) 845-0434Fax: (505) 844-6096E-mail: [email protected]
Examining ChairDuane AllenU. S. NavyP.O. Box 5000, Code MS11Corona, CA 92878-5000Voice (909) 273-4783 / Fax (909) 273-4599E-mail: [email protected]
HistorianKeela SniadachPromega Corp.5445 East Cheryl ParkwayMadison, WI 53711Voice (608) 298-4681 / Fax (608) 277-2516E-mail: [email protected]
Vol. 21, No. 3 The Newsletter of the Measurement Quality Division, American Society for Quality September 2007
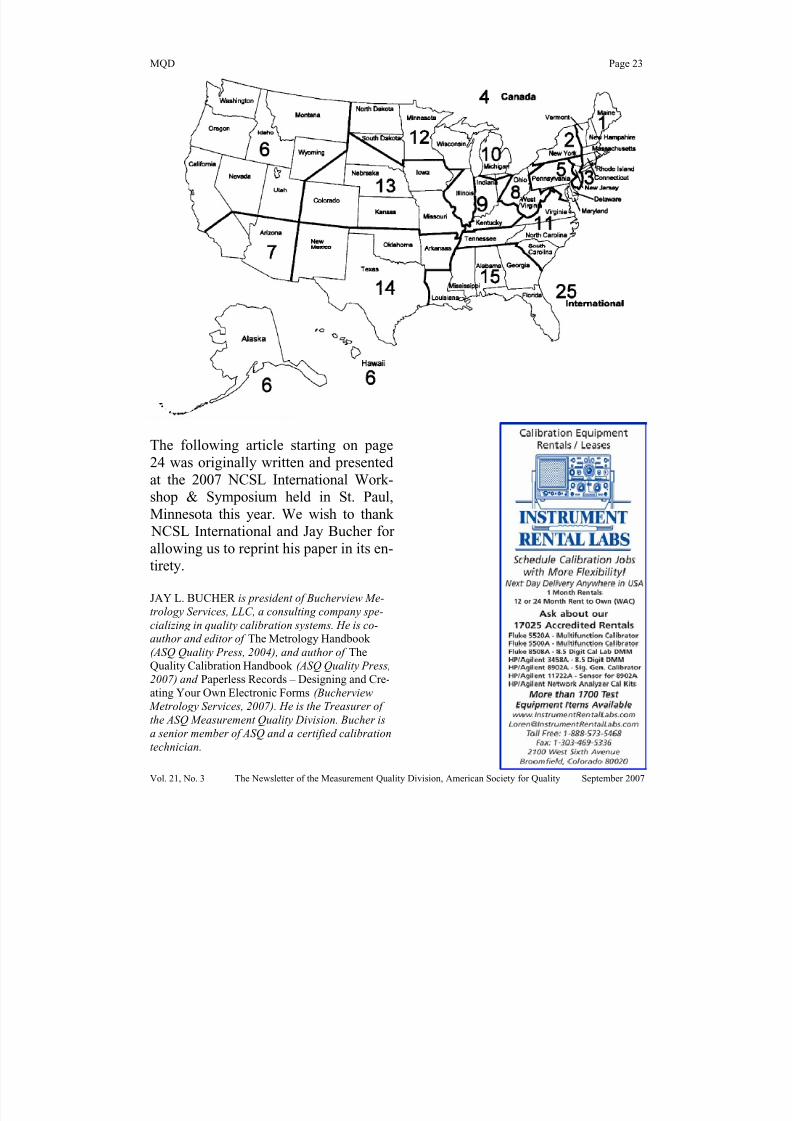
The following article starting on page24 was originally written and presented at the 2007 NCSL International Work-shop & Symposium held in St. Paul,Minnesota this year. We wish to thank
NCSL International and Jay Bucher for allowing us to reprint his paper in its en-tirety.
JAY L. BUCHER is president of Bucherview Me-trology Services, LLC, a consulting company spe-cializing in quality calibration systems. He is co-author and editor of The Metrology Handbook
(ASQ Quality Press, 2004), and author of TheQuality Calibration Handbook (ASQ Quality Press,2007) and Paperless Records – Designing and Cre-ating Your Own Electronic Forms (Bucherview
Metrology Services, 2007). He is the Treasurer of the ASQ Measurement Quality Division. Bucher isa senior member of ASQ and a certified calibrationtechnician.
Whether a company is trying for registration to ISO 9000 standards, or accreditation to ISO17025, or trying to make a good, valid, repeatable measurement – they will need to have asystem of some sort, and it is just as easy to implement a quality system as opposed to a non-quality system. But what is a quality system? The basic premise and foundation of a good qualitycalibration system is to "Say what you do, do what you say, record what you did, check theresults, and act on the difference". Within this quality system are the basics for any calibration or
metrology function: calibration procedures, traceability, uncertainty, calibration records,environmental controls, out-of-tolerance procedures, etc. How much importance is placed oneach of these areas is usually determined by who your customer is, and what requirements,standards, or guidelines your calibration program must meet. To this end, a quality calibrationsystem in its basic form can set the foundation for your policies and procedures.
1. The Requirements
The first area to be discussed is some of the requirements that call for a quality system, records,calibration, etc. Generally speaking, the hardest requirements are regulations provided by theFDA (commonly called cGMPs).
The United States Food and Drug Administration (FDA), an agency that protects the health of the American people, is one of the most successful and proudest creations of the Americandemocracy. The FDA's origins go back to the start of the 20th century, when revelations aboutfilth in the Chicago stockyards shocked the nation into awareness that, in an industrial economy,
protection against unsafe products is beyond any individual's means. The U.S. Congressresponded to Upton Sinclair's best-selling The Jungle by passing the Food and Drugs Act of 1906 that prohibited interstate commerce in misbranded and adulterated food and drugs.Enforcement of the law was entrusted to the U.S. Department of Agriculture's Bureau of Chemistry, which later became the FDA.
The Act was the first of more than 200 laws that constitute one of the world's mostcomprehensive and effective networks of public health and consumer protections. Here are a fewof the congressional milestones:
The Federal Food, Drug, and Cosmetic Act of 1938 was passed following the death of 107 persons, mostly children, who took a legally marketed poisonous Elixir of Sulfanilamide.The FD&C Act completely overhauled the public health system. Among other provisions,
Speaker/Author: Jay L. BucherBucherview Metrology Services, LLC
the law authorized the FDA to demand evidence of safety for new drugs, issue standardsfor food, and conduct factory inspections.
The Kefauver-Harris Amendments of 1962, which were inspired by the thalidomidetragedy in Europe (and the FDA's vigilance that prevented the drug's marketing in the
United States), strengthened the rules for drug safety and required manufacturers to provetheir drugs' effectiveness.
The Medical Device Amendments of 1976 followed a U.S. Senate finding that faultymedical devices had caused 10,000 injuries, including 731 deaths. The law applied safetyand effectiveness safeguards to new devices.
Today, the FDA regulates $1 trillion worth of products a year (Feb 2002). It ensures the safety of all food except for meat, poultry and some egg products; ensures the safety and effectiveness of all drugs, biological products (including blood, vaccines and tissues for transplantation), medicaldevices, and animal drugs and feed; and makes sure that cosmetics and medical and consumer
products that emit radiation do no harm.[1]Before going into what the current standards and regulations actually state here is a reminder from times past about measurement practices, and how important they really are.
Immersion in water makes the straight seem bent; but reason, thus confused by falseappearance, is beautifully restored by measuring, numbering and weighing; these drivevague notions of greater or less or more or heavier right out of the minds of the surveyor,the computer, and the clerk of the scales. Surely it is the better part of thought that relieson measurement and calculation. (Plato – The Republic)
There shall be standard measures of wine, beer and corn…throughout the whole of our kingdom, and a standard width of dyed russet and cloth; and there shall be standard weights also . (Clause 35, Magna Carta, 1215. Magna Carta (Latin for "Great Charter",literally "Great Paper"), also called Magna Carta Libertatum ("Great Charter of Freedoms"), was an English charter originally issued in 1215. Magna Carta is the mostsignificant early influence on the long historical process that led to the rule of constitutional law today. Magna Carta was originally created because of disagreements
between the Pope, King John and his English barons about the rights of the King. MagnaCarta required the king to renounce certain rights, respect certain legal procedures andaccept that the will of the king could be bound by law . There are a number of popular misconceptions about Magna Carta, such as that it was the first document to limit the
power of an English king by law (it was not the first, and was partly based on the Charter of Liberties); that it in practice limited the power of the king (it mostly did not in theMiddle Ages); and that it is a single static document (it is a variety of documents referredto under a common name). Magna Carta was renewed throughout the Middle Ages, andfurther during the Tudor and Stuart periods, and the 17th and 18th centuries. By the early19th century most clauses had been repealed from English law. The influence of MagnaCarta outside England can be seen in the United States Constitution and Bill of Rights.Indeed just about every common law country with a constitution has been influenced by
Magna Carta, making it one of the most important legal documents in the history of democracy.)
When you can measure what you are speaking about, and express it in numbers, youknow something about it; but when you cannot express it in numbers, your knowledge is
of a meager and unsatisfactory kind. It may be the beginning of knowledge, but you have scarcely, in your thoughts, advanced to the stage of science. (William Thomson, 1stBaron Kelvin, GCVO, OM, PC, PRS (26 June 1824–17 December 1907; A.K.A. LordKelvin).[2]
All of the following Code of Federal Regulations (CFR) can be searched for and located at:http://www.access.gpo.gov/nara/cfr/cfr-table-search.html#page1. Underscore emphasis hasbeen added. [3]
FDA RegulationsThe FDA is the federal agency responsible for ensuring that foods are safe, wholesome and
sanitary; human and veterinary drugs, biological products, and medical devices are safe andeffective; cosmetics are safe; and electronic products that emit radiation are safe. FDA alsoensures that these products are honestly, accurately and informatively represented to the
public.
PART 211--CURRENT GOOD MANUFACTURING PRACTICE FOR FINISHEDPHARMACEUTICALS
Subpart D--EquipmentSec. 211. 68 Automatic, mechanical, and electronic equipment.
(a) Automatic, mechanical, or electronic equipment or other types of equipment, includingcomputers, or related systems that will perform a function satisfactorily, may be used in themanufacture, processing, packing, and holding of a drug product. If such equipment is soused, it shall be routinely calibrated, inspected, or checked according to a written programdesigned to assure proper performance. Written records of those calibration checks andinspections shall be maintained.
PART 211--CURRENT GOOD MANUFACTURING PRACTICE FOR FINISHEDPHARMACEUTICALS
Subpart I--Laboratory ControlsSec. 211. 160 General requirements.
(4) The calibration of instruments, apparatus, gauges, and recording devices at suitableintervals in accordance with an established written program containing specific directions,schedules, limits for accuracy and precision, and provisions for remedial action in the eventaccuracy and/or precision limits are not met. Instruments, apparatus, gauges, and recordingdevices not meeting established specifications shall not be used.
PART 211--CURRENT GOOD MANUFACTURING PRACTICE FOR FINISHEDPHARMACEUTICALS
Subpart J--Records and ReportsSec. 211. 194 Laboratory records.
(a) Laboratory records shall include complete data derived from all tests necessary toassure compliance with established specifications and standards, including examinations andassays, as follows:
(8) The initials or signature of a second person showing that the original records have beenreviewed for accuracy, completeness, and compliance with established standards.
(d) Complete records shall be maintained of the periodic calibration of laboratoryinstruments, apparatus, gauges, and recording devices required by Sec. 211.160(b)(4).
PART 820--QUALITY SYSTEM REGULATIONSubpart G--Production and Process Controls
Sec. 820. 72 Inspection, measuring, and test equipment.(a) Control of inspection, measuring, and test equipment. Each manufacturer shall ensure
that all inspection, measuring, and test equipment, including mechanical, automated, or electronic inspection and test equipment, is suitable for its intended purposes and is capableof producing valid results. Each manufacturer shall establish and maintain procedures toensure that equipment is routinely calibrated, inspected, checked, and maintained. The
procedures shall include provisions for handling, preservation, and storage of equipment, sothat its accuracy and fitness for use are maintained. These activities shall be documented.(b) Calibration. Calibration procedures sh all include specific directions and limits for
accuracy and precision. When accuracy and precision limits are not met, there shall be provisions for remedial action to reestablish the limits and to evaluate whether there was anyadverse effect on the device's quality. These activities shall be documented.
(1) Calibration standards. Calibration standards used for i nspection, measuring, and testequipment shall be traceable to national or international standards. If national or internationalstandards are not practical or available, the manufacturer shall use an independentreproducible standard. If no applicable standard exists, the manufacturer shall establish andmaintain an in-house standard.
(2) Calibration records. The equipment identification, calibration dates, the individual performing each calibration, and the next calibration date shall be documented. These recordsshall be displayed on or near each piece of equipment or shall be readily available to the
personnel using such equipment and to the individuals responsible for calibrating theequipment.
PART 58--GOOD LABORATORY PRACTICE FOR NONCLINICAL LABORATORYSTUDIES
Subpart D--EquipmentSec. 58. 63 Maintenance and calibration of equipment.
(a) Equipment shall be adequately inspected, cleaned, and maintained. Equipment used for
the generation, measurement, or assessment of data shall be adequately tested, calibratedand/or standardized.
(b) The written standard operating procedures required under Sec. 58.81(b)(11) shall setforth in sufficient detail the methods, materials, and schedules to be used in the routineinspection, cleaning, maintenance, testing, calibration, and/or standardization of equipment,and shall specify, when appropriate, remedial action to be taken in the event of failure or
malfunction of equipment. The written standard operating procedures shall designate the person responsible for the performance of each operation.
(c) W ritten records shall be maintained of all inspection, maintenance, testing, calibratingand/or standardizing operations. These records, containing the date of the operation, shalldescribe whether the maintenance operations were routine and followed the written standard
operating procedures. Written records shall be kept of nonroutine repairs performed onequipment as a result of failure and malfunction. Such records shall document the nature of the defect, how and when the defect was discovered, and any remedial action taken inresponse to the defect.
PART 58--GOOD LABORATORY PRACTICE FOR NONCLINICAL LABORATORYSTUDIES
Subpart E--Testing Facilities OperationSec. 58. 81 Standard operating procedures.
(a) A testing facility shall have standard operating procedures in writing setting forthnonclinical laboratory study methods that management is satisfied are adequate to insure the
quality and integrity of the data generated in the course of a study. All deviations in a studyfrom standard operating procedures shall be authorized by the study director and shall bedocumented in the raw data. Significant changes in established standard operating proceduresshall be properly authorized in writing by management.
(b) Standard operating procedures shall be established for, but not lim ited to, thefollowing:
(11) Maintenance and calibration of equipment.
PART 110--CURRENT GOOD MANUFACTURING PRACTICE IN MANUFACTURING,PACKING, OR HOLDING HUMAN FOOD
Subpart C--EquipmentSec. 110. 40 Equipment and utensils.
(a) All plant equipment and utensils shall be so designed and of such material andworkmanship as to be adequately cleanable, and shall be properly maintained. The design,construction, and use of equipment and utensils shall preclude the adulteration of food withlubricants, fuel, metal fragments, contaminated water, or any other contaminants. Allequipment should be so installed and maintained as to facilitate the cleaning of the equipmentand of all adjacent spaces. Food-contact surfaces shall be corrosion-resistant when in contactwith food. They shall be made of nontoxic materials and designed to withstand theenvironment of their intended use and the action of food, and, if applicable, cleaningcompounds and sanitizing agents. Food-contact surfaces shall be maintained to protect foodfrom being contaminated by any source, including unlawful indirect food additives.
(f) Instrum ents and controls used for measuring, regulating, or recording temperatures, pH,acidity, water activity, or other conditions that control or prevent the growth of undesirablemicroorganisms in food shall be accurate and adequately maintained, and adequate innumber for their designated uses.
PART 606_CURRENT GOOD MANUFACTURING PRACTICE FOR BLOOD ANDBLOOD COMPONENTS
(a) Equipment used in the collection, processing, compatibility testing, storage anddistribution of blood and blood components shall be maintained in a clean and orderlymanner and located so as to facilitate cleaning and maintenance. The equipment shall beobserved, standardized and calibrated on a regularly scheduled basis as prescribed in theStandard Operating Procedures Manual and shall perform in the manner for which it was
designed so as to assure compliance with the official requirements prescribed in this chapter for blood and blood products.(b) Equipm ent that shall be observed, standardized and calibrated with at least the
following frequency, include but are not limited to: (refer to the CFR for this table)(c) Equip ment employed in the sterilization of materials used in blood collection or for
disposition of contaminated products shall be designed, maintained and utilized to ensure thedestruction of contaminating microorganisms. The effectiveness of the sterilization procedureshall be no less than that achieved by an attained temperature of 121.5 [deg]C (251 [deg]F)maintained for 20 minutes by saturated steam or by an attained temperature of 170 [deg]C(338 [deg]F) maintained for 2 hours with dry heat.
PART 606--CURRENT GOOD MANUFACTURING PRACTICE FOR BLOOD ANDBLOOD COMPONENTSSubpart F--Production and Process Controls
Sec. 606. 100 Standard operating procedures.(b) Written standard operating procedures shall be maintained and shall include all steps
to be followed in the collection, processing, compatibility testing, storage, and distribution of blood and blood components for transfusion and further manufacturing purposes. Such procedures shall be available to the personnel for use in the areas where the procedures are performed. The written standard operating procedures shall include, but are not limited to,descriptions of the following, when applicable:
(15) Schedules and procedures for equipment maintenance and calibration.
PART 606--CURRENT GOOD MANUFACTURING PRACTICE FOR BLOOD ANDBLOOD COMPONENTS
Subpart I--Records and ReportsSec. 606. 160 Records.
(b) Records shall be maintained that include, but are not limited to, the following whenapplicable:
(5) Quality control records:(i) Calibration and standardization of equipment.
(7) General records:(iv) Maintenance records for equipment and general physical plant.
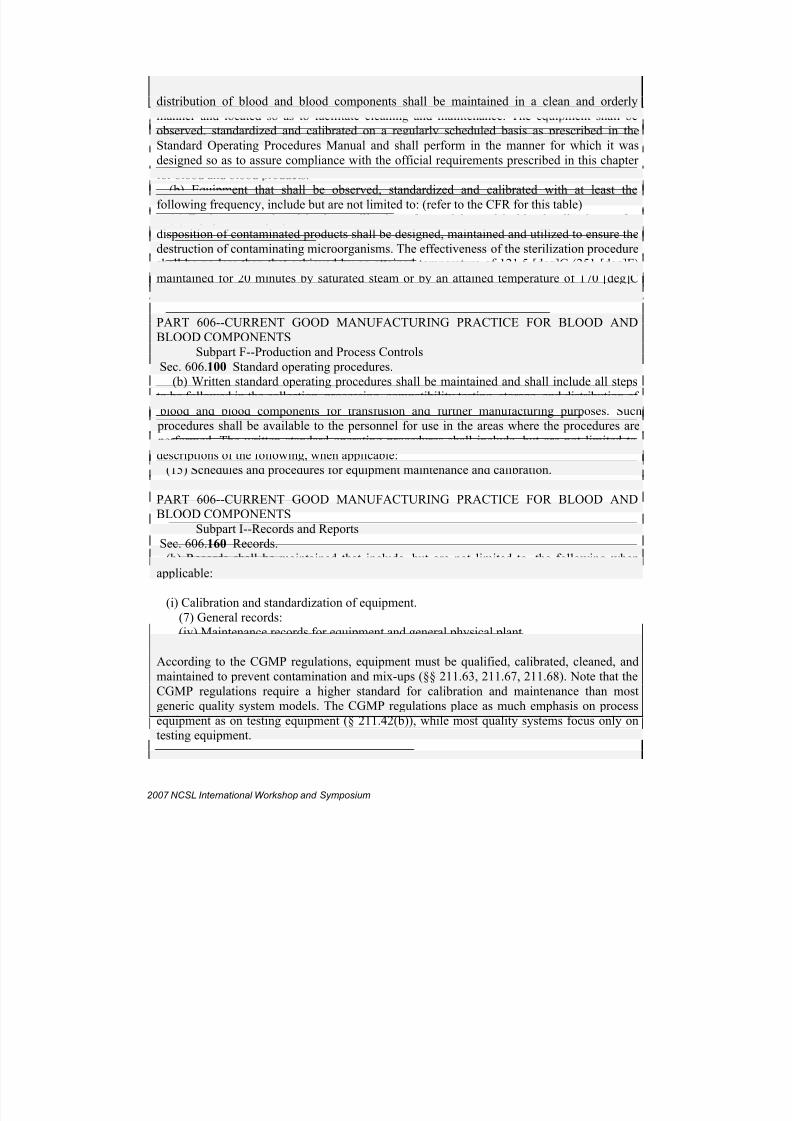
According to the CGMP regulations, equipment must be qualified, calibrated, cleaned, andmaintained to prevent contamination and mix-ups (§§ 211.63, 211.67, 211.68). Note that theCGMP regulations require a higher standard for calibration and maintenance than mostgeneric quality system models. The CGMP regulations place as much emphasis on processequipment as on testing equipment (§ 211.42(b)), while most quality systems focus only ontesting equipment.
CHAPTER I--FEDERAL AVIATION ADMINISTRATION, DEPARTMENT OFTRANSPORTATIONSUBCHAPTER G--AIR CARRIERS AND OPERATORS FOR COMPENSATION OR HIRE: CERTIFICATION AND OPERATIONSPART 121_OPERATING REQUIREMENTS: DOMESTIC, FLAG, AND
SUPPLEMENTAL OPERATIONSSubpart L Maintenance, Preventive Maintenance, and AlterationsSec. 121.369 Manual requirements.
(b) The certificate holder's manual must contain the programs required by Sec. 121.367that must be followed in performing maintenance, preventive maintenance, and alterations of that certificate holder's airplanes, including airframes, aircraft engines, propellers, appliances,emergency equipment, and parts thereof, and must include at least the following:
(5) Procedures, standards, and limits necessary for required inspections and acceptanceor rejection of the items required to be inspected and for periodic inspection and calibrationof precision tools, measuring devices, and test equipment.
PART 145_REPAIR STATIONSSubpart E Operating RulesSec. 145.211 Quality control system.
(c) A certificated repair station must prepare and keep current a quality control manual in aformat acceptable to the FAA that includes the following:
(viii) Calibrating measuring and test equipment used in maintaining articles, includingthe intervals at which the equipment will be calibrated; and
2. The Basics
One should keep in mind that calibration is a process (procedures, records, analysis,communication when test equipment is out of tolerance, etc.), not an event. Each calibration is anaction that takes place once for that particular item, but it continues to be repeated time and timeagain. The data can be used for many functions, to include: calibration interval analysis,alert/action procedures, statistical analysis, to see if processes are or are not functioning properly,and limited calibrations to name just a few. This is all part of a mind set by calibration
practitioners from technicians to supervisors to management. It’s a critical and necessary processthat could make the difference between life and death, profit and bankruptcy, and good or bad
products.
The basic premise and foundation of a quality calibration system is to " Say what you do, do what you say, record what you did, check the results, and act on the difference ". Let’s break thesedown into simple terms that will be discussed in great detail in the following chapters.
" Say what you do " means write in detail how to do your job. This includes calibration procedures, standard operating procedures (SOPs), protocols, work instruction, and/or work cards. Companies use different names for their procedures, but the bottom line is that they must
have procedures. What is in those procedures is specifically called out in various regulations,recommended practices or procedures.
" Do what you say " means follow the documented procedures or instructions every time youcalibrate, or perform a function that follows specific written instructions. The requirements for
following written procedures is spelled out every where you look. It only makes sense that if youare required to have written procedures, then you must follow them. Why is this so important?Simply put, if repeatable, reliable, and traceable calibrations are to be performed, the calibrationmust be performed the same each and every time. This can only happen when a specific set of instructions are followed. Deviation from those instructions does not allow for repeatablecalibrations.
In order to compare historical data on a piece of test equipment, one must be able to compareapples to apples and oranges to oranges. Not apples to oranges. If different standards were used(having different tolerances – different standards may be used for identical calibrations, butduring substitution of standards, their specifications must be equal, or better than those of the
substituted standard(s); that had lesser tolerances, the resulting readings could not be compared." Record what you did " means that you must record the results of your measurements andadjustments, including what your standard(s) read or indicated both before and after anyadjustments might be made. This is also spelled out in different regulations.
"Check the results " means make certain the test equipment meets the tolerances, accuracies, or upper/lower limits specified in your procedures or instructions. Depending on your industry, youmay only have to ensure that test equipment meets a set of tolerances or specifications. However,the vast majority of requirements in the calibration community specify that the data be collectedand stored. This requirement has many advantages over just ensuring a tolerance is met. Dataretrieval for comparison, statistical analysis, or to be used for calibration interval analysis can not
be met if the data is not available. Just to say that a tolerance was met is no longer the preferredway of performing calibrations.
" Act on the difference " means if the test equipment is out of tolerance, does not meet thespecified accuracies, or exceeds the upper/lower test limits written in your procedures, you’rerequired to inform the user/owner of the equipment because they may have to re-evaluatemanufactured goods, change a process, or recall a product. The worse case scenario is that
previously calibrated equipment that used that particular standard must be recalled andrecalibrated, along with any products that used any of the suspect test equipment. This could
become costly and very time consuming if procedures are not in place for reverse traceability.
"Say what you do, do what you say, record what you did, check the results, and act on thedifference " form the foundation for a quality calibration system. However, one must build on thatfoundation to ensure it works properly. Part of any system is the function used to update your
procedures, records and quality system. Documentation control is critical to having the correct,up-to-date procedure in place, when it is needed; and a calibration technician who is trained onthat procedure, and any changes or modifications to it. All of this requires controls,documentation, and training. Where does it say this?
According to ANSI/ISO/IEC 17025-2005, chapter 4.3, Document control: “The laboratory shallestablish and maintain procedures to control all documents…all documents issued…shall bereviewed and approved. A master list…identifying the current revision status and distribution of documents in the quality system shall be established. Changes to documents shall be reviewedand approved…”. Q9001-2000, chapter 4.2.3, Control of documents states: “Documents required
by the quality management system shall be controlled. A documented procedure shall beestablished to define the controls needed to approve documents…review and update…ensurethat changes are identified…that relevant versions are available…to prevent the unintended useof obsolete documents…”. And Z540 states in chapter 5.2: “The quality manual and relateddocumentation shall also contain d) procedures for control and maintenance of documentation.”
One of the most important parts of a quality system should be the document control procedures.How do you control who makes changes, how new documents and/or changes to old documentsget posted, and when are the users notified or made aware that changes have been made? Thereare software packages available that can assist in controlling an organization’s document system,
but a small business may not be able to afford those packages. Here’s a brief overview of what
can be done with the resources an organization may already be using.Each of your controlled documents (procedures, records, certificates, etc.) should have a uniqueidentification (many systems use a number often known as a control number) as well as arevision number. A master list with all this information should be available for anyone to seewhat the current documents are within their quality system. This list should also include therevision date of the document. It needs to be updated every time changes are made and approvedfor your documents. A simple spreadsheet or word processor document can fulfill thisrequirement, as long as it is updated and maintained. And, it has to be available to the technicianswho use the various procedures, records and certificates. This isn’t a difficult problem in a smallgroup where only a few people work with the various documents. But if an organization has twoor three shifts, different locations, or off-site calibration responsibilities, the opportunity for using out of date or incorrect documents could easily become a problem. Notification of changesand training, when applicable, should be documented as a form of keeping everyone informedand up-to-date. Part of an organization’s training program should include when and how toinform and train its staff of changes to their documents. Some organizations ensure trainingand/or notification of changes has occurred before they allow the latest revisions to be posted. Insome systems, the new revision must be posted in order for the user to have access to thedocuments. Another approach would be to maintain all of your quality documentationelectronically via an intranet. In this process any printed documents would be invalid. This
process insures only the “latest and greatest” procedures are available to all that they pertain to.Whichever way an organization’s system works, it is vital that everyone involved be informedand trained when changes are made, and that only the latest revisions are available for their use.
As a minimum, an organization’s master list should have, for each of its controlled documents: aunique identification, document name, revision or edition number, and revision date. In additionit is helpful to include the name of the approver or approval authority, and something stating thatonly the revisions listed should be used. Archiving a copy of previous revisions can have
benefits, but must be in a location where they cannot be readily accessed for use by staff. Somesystems use black lines in their borders to indicate where changes have been made; others
annotate the changes in a reference section at the end of the document; and still others refer tocomparisons of archived documents as the only reference to changes. No matter which system or combination of systems, are used, they only need to meet the quality system requirements thathave been set for the organization. [4]
3. Calibration Procedures (say what you do; do what you say)
By definition – A calibration procedure is a controlled document that provides a validatedmethod for evaluating and verifying the essential performance characteristics, specifications or tolerances for test equipment. A calibration procedure documents one method of verifying theactual performance of the item being calibrated against its performance specifications. It
provides a list of recommended calibration standards to use for the calibration; a means to recordquantitative performance data both before (called ‘As Found’ readings) and after (called ‘AsLeft’ readings) adjustments; and information sufficient to determine if the unit under calibrationis operating within the necessary performance specifications.
It matters little what name is given to this part of your quality calibration system. Calibration procedure, Standard Operating Procedure (SOP), protocol, work instructions, work cards, or anynumber of other monikers. The bottom line is they are used to tell a person how to calibrate a
particular piece of test equipment.
There should be three parts to this system. The first part is the procedure itself. How it is writtenand what it contains. The second part is the control system used to ensure that changes, updates,and modifications to the calibration procedure are implemented. It is not good enough to havethe procedures if there is no way to continuously improve it. Nothing is written in stone, andmost certainly not calibration procedures. Changes are made every day to the standards used,updates from the manufacturer, new modifications to old items, and many other reasons tocontinuously improve your procedures. There must be a process in place to make the changes,update the written procedures that the calibration technicians use, and to inform and train themon the improvements and/or changes. Also, when errors are found, the procedure needs to bechanged, too.
The third part is the most critical. The calibration procedure must be used each and every time acalibration is performed. This is important enough to repeat: The calibration procedure mustbe used each and every time a calibration is performed . Every standard and regulation callsfor the use of calibration procedures. They do not say that they have to be made available, butthat they will be used.
This is where the real world collides with the standards and regulations. Everyone who has performed numerous calibrations on a particular piece or type of test equipment over many yearswill be thinking to themselves: “I’ve done this a million times – why do I need to look at thesame old procedure?” Is it possible the procedure has changed? Is it possible the standards usedhave changed? Is it possible the item being calibrated has changed? They are all possibilities. Butthe question in most calibration technician’s minds is this…If I know what I am doing, why do Ihave to re-read a procedure that I know by heart?
The nice part of ISO and other standards is that nobody has to memorize or “know” many things.The one thing they must know is where to find the information when needed. The information on
performing any particular calibration is written in a calibration procedure. That calibration procedure must be with the calibration technician when they are performing the calibration. Inorder to perform the calibration without being supervised, there must be documentation stating
that the calibration technician is proficient in doing that task. If the calibration technician issigned off as being able to perform unsupervised calibrations, that is step one. Step two is tohave all the required tools and documents available to perform the task. One of thoserequirements is the calibration procedure. It must be in the general area with the technician whenthey are performing the calibration. An auditor does not expect the experienced calibrationtechnician to constantly refer to the procedure each and every time they perform a calibration.However, they are expected to know where to find something within the calibration procedure if there are any questions about what is being accomplished. This is where the experiencedcalibration technician knows what is in the procedure, can easily turn to the correct page, and canshow they are performing the step as written in the procedure. If they cannot do this, they should
be following the procedure step by step on every calibration.
Humans are creatures of habit. They get into a groove and don’t want to make changes. This is part of why it is critical to ensure that every time a change is made to a calibration procedure, itis documented, and every calibration technician is trained on what the change is, and how tocorrectly perform the new procedure.
A calibration procedure is only as good as what’s written on its pages, and the calibrationtechnician who follows them. In order to have repeatable, reliable, accurate measurements withtest equipment, each item must be calibrated the same way. This can only be accomplished byusing, and following validated calibration procedures each and every time a calibration is
performed.
All quality systems that address calibration require written instructions for the calibration of testequipment. Under the quality system, this is the " Say what you do " portion, which means youneed to write down in detail how to do your job (this includes calibration procedures, SOPs,
protocols, work instruction, work cards, etc.) Why do you need to follow formal instructions or procedures? Simple…in order to get consistent results from a calibration, you must be able tofollow step-by-step instructions each and every time you perform those calibrations.
The following is paraphrased from three different sources focusing on written calibration procedures: ISO 10012:2003, Measurement management systems – Requirements for measurement processes and measuring equipment ; NCSL International’s RP-6, CalibrationControl Systems for the Biomedical and Pharmaceutical Industry ; and ANSI/ASQ M1-1996,
American National Standard for Calibration Systems . Another source is NCSL International’s,RP-3, Calibration Procedures .
ISO 10012:2003, chapter 6.2.1 states: “Measurement management system procedures shall bedocumented to the extent necessary and validated to ensure the proper implementation, their consistency of application, and the validity of measurement results. New procedures or changes
to documented procedures shall be authorized and controlled. Procedures shall be current,available and provided when required.”
NCSLI RP-6 states in chapter 5.9 Calibration Procedures, starting on page 10: “Documentationshould be provided containing sufficient information for the calibration of measurement
equipment.” The Requirements in 5.9.1 are:
Source (The calibration procedure may be…prepared internally, by another agency, bythe manufacturer, or by a composite of the three)Completeness (The procedure should contain sufficient instruction and information toenable qualified personnel to perform the calibration)Approval (All procedures should be approved and controlled…Evidence should bedisplayed on the document)Software (…used instead of an actual procedure should follow the computer softwarerecommendation for control)
Under Format in chapter 5.9.2 internal procedures should include:
Performance requirements (device description, manufacture, type or model number,environmental conditions, specifications…)Measurement standards (generic description of measurement standards and performancerequirements, accuracy ratio and/or uncertainty, and any auxiliary tools)Preliminary operations (any safety or handling requirements, cleaning prerequisites,reminders or operational checks)Calibration process (the detailed set of instructions for process verification in well-defined segments…upper and lower tolerance limits, and required further instructions)Calibration results (performance results data sheet or form to record the calibration datawhen required)Closing operations (any labeling, calibration safeguards, and material-removalrequirements to prevent contamination of product)Storage and handling (…requirements to maintain accuracy and fitness for use)
And chapter 5.9.3, Identification states: “For reference purposes, a system should be establishedfor identifying calibration procedures.”
And finally, M1-1996, chapter 4.9 states: “Documented procedures, of sufficient detail to ensurethat calibrations are performed with repeatable accuracy, shall be utilized for the calibration of all ensembles.” That explains it all in one sentence. (This standard describes a calibration systemas an “ensemble”.)
Now that you know what the standards require for calibration procedures, where do you go fromhere? Some companies use Original Equipment Manufacturer (OEM) procedures that are in their service manuals as a starting point. Please keep in mind that a lot of the service manuals have
procedures for adjusting the IM&TE as well as (or instead of!) the calibration (performanceverification) process. Also, some OEM procedures are vague and lack specific requirementsneeded to insure a good calibration, such as equipment requirements, environmental conditions
and so on. Finally, in many cases the equipment manufacturer simply does not provide anycalibration or service information as a matter of policy. By writing your own procedures, or using pre-written calibration procedures, you might save time by eliminating the adjustment
process if it is not required and/or improve the outcome of the calibration.
With regard to adjusting IM&TE, there are several schools of thought on the issue. On one endof the spectrum, some (particularly government regulatory agencies) require that an instrument be adjusted at every calibration, whether or not it is actually required. At the other end of thespectrum, some hold that any adjustment is tampering with the natural system (from Deming)and what should be done is simply record the values and make corrections to measurements.
An intermediate position is to adjust the instrument only if (a) the measurement is outside thespecification limits; or (b) if the measurement is inside but near the specification limits, where“near” is defined by the uncertainty of the calibration standards; or (c) if a documented history of the values of the measured parameter shows that the measurement trend is likely to take it out of specification before the next calibration due date. [5]
4. Calibration Records (record what you did; check the results)
One might think of record keeping as a three-pronged approach: the calibration record(electronic or hard copy), the calibration label (which has the date calibrated, next due date,name of calibration technician, and a unique identification number of the test equipment), andthe calibration software record (let’s call it CAMS – Calibration Automated ManagementSystem). Each is required in a quality calibration system, and performs a critical function byitself.
Give full accounting of how to use Adobe Acrobat Professional software to make electronicrecords and how they meet 21CFR part 11 requirements as well as anything that ISO might have.Explain how either Standard or Pro must be used to fill in the form in order to keep the form anddata electronically, other wise they can be filled in using Reader, and printed for filing as a hardcopy.
Here’s a short list of where you can find specific requirements for documenting your calibrationsthrough the use of records.
1. ANSI/ISO/IEC 17025:2005(E), paragraph 4.13.2.1 states: “The laboratory shall retainrecords of original observations, derived data and sufficient information to establish an audit.Trail, calibration records, staff records and a copy of each test report or calibration certificateissued, for a defined period.” 1
2. ISO 10012:2003, chapter 6.2.3 states: “Records containing information required for theoperation of the measurement management system shall be maintained. Documented
procedures shall ensure the identification, storage, protection, retrieval, retention time anddisposition of records.”
3. NCSLI RP-6, chapter 5.6 Records states: “Records should be maintained for all measurementand test equipment that is included in the calibration system.”
4. M1-1996, chapter 4.7 Records states: “…records shall include, but not be limited to…a.Description of equipment and unique identification; b. Date most recent calibration was
performed; c. Indication of procedure used; d. Calibration interval; e. Calibration resultsobtained (i.e., in or out of tolerance); f. By whom the ensemble was calibrated; and g.Standards used. Specific record requirements for other standards or regulations can be found
in chapter 2.11 Industry specific requirements.5. 21 CFR Sec. 820 .72 Inspection, measuring, and test equipment.(b) Calibration. Calibration procedures shall include specific directions and limits for
accuracy and precision.a. Calibration standards. Calibration standards used for inspection, measuring, and test
equipment shall be traceable to national or international standards.2) Calibration records. The equipment identification, calibration dates, the individual
performing each calibration, and the next calibration date shall be documented.
By following the guidance in section 5.6, Records, of the National Conference of StandardsLaboratories (NCSL) International’s RP-6, Calibration Control Systems for the Biomedical and
Pharmaceutical Industry, you can decide what is needed for your particular businessrequirements. There are four basic areas that need to be covered on every form: identification,location, calibration history, and traceability documentation. Here is a brief explanation of how acompany could fill these requirements.
Identification : Use a five digit system, where a unique number is assigned to every piece of testequipment that you support, using a chemical and abrasive resistant bar code label, attachedwhere it can be easily read on the unit. This 'Metrology ID number' matches the number used inCAMS, software for tracking, data collection, and historical record keeping.
Location : List the location of each item in CAMS by its room number and the department towhich it is assigned. Since your technicians may go to each laboratory or room to calibrateand/or repair each piece of test equipment, the criticality of easily finding each item can not beover emphasized. It has been found that a waste of manpower is spent in searching for testequipment that has been moved to a new location, and notification is not given so that you canupdate our database. Having the location in your database also allows for easy sorting by area asthe need arises, such as when doing like items that are coming due for calibration during aspecific time period. This equates to working smarter, not longer.
Calibration history : Record on each form when the unit was last calibrated, the new calibrationdate, and when it will next be due calibration. Show what the working or reference standard read,as well as the 'As Found', and when needed, 'As Left' readings of the test instrument. Thestandards used are identified by their ID number, range and tolerances, and when they are nextdue for calibration. Use check boxes to indicate if the test instrument passed or failed itscalibration. Identify the calibration procedure used for that particular calibration. And last but notleast, have a place for the calibration technician to sign and date the form.
Traceability documentation : On every form have a traceability statement identifying your unbroken chain of comparisons back to NIST. Strictly adhere to using a 4:1 ratio of uncertainty,
and so state in our quality system and procedures (if that is the route your calibration system isusing for traceability).
In order for a record to be valid, it must:1. Identify which test equipment it is recording data on
Have a unique identification number assigned to itIdentify who owns it (when appropriate)Test equipment part or manufacturer’s number Test equipment serial number and/or asset number if applicableLocation (when appropriate). If it is for internal use only, possibly show thedepartment, group or cost center that owns it, and the calibration interval assigned to it
2. The environmental conditions during calibration are sometimes required and need an areaon the record
3. List the instrument’s ranges, and tolerances (when applicable or require)4. Show traceability for the standards you are using to perform the calibration by identifying
your standards and when they are currently due calibration
5. List the procedure used for that particular calibration, and the revision number 6. List your standard’s tolerances and/or traceability information7. Area for recording the standard’s readings, as well as what the test equipment read (this is
what is known as the ‘As Found’ readings). And you will need an area for the ‘As Left’readings, those readings taken after repair, alignment or adjustment of the unit. Whenrequired, the out-of-tolerance readings may be given in magnitude and direction in order to make an impact assessment.
8. List the next ‘Date Due Calibration’ if required.9. An area for comments or remarks when clarification of limits, repairs or adjustments that
occurred during the process of calibration is required10. The person performing the calibration is usually required to date and sign the record
The date will be when all calibration functions have been completed. Some items takemore than a day to calibrate, and when this occurs, the final day of calibration is thecalibration date, and also the date used for calculating when it is next due for calibrationSome organizations have a requirement for a ‘second set of eyes’ to audit, perform aquality assurance function, or just ensure all the data is present. Whatever the case may
be, there needs to be a place for their signature and possibly date accomplished.[6]
5. It’s Out-of-Tolerance (act on the difference)
When test equipment is found to be out of tolerance during calibration (or when it comes in for
repair or adjustment, and an “as found” calibration is performed and an out of tolerancecondition is recorded), your quality calibration program must have a system in place for notification, recall, root cause analysis, etc.
Within your quality system, does it make a difference how far out of tolerance the test equipmentis before anyone gets notified? What documentation is involved, and who is responsible for starting the process? How is test equipment recalled? Who determines if product must berecalled? A lot of questions, and for most calibration departments, not enough answers.
When performing a calibration and a step does not meet the specified tolerances, the calibrationmust be continued till all parameters have been calibrated (compared against your standard).Make a note about the out of tolerance step by recording what the test instrument read, and whatthe standard read. But the entire calibration must be accomplished. Here is why. If the calibrationis stopped at that point and an adjustment is made, it is possible that the adjustment could affect
other parts of the calibration, both to measurements that have already been made, or have yet to be done. If they have not been done yet, they could show up as in tolerance, when in fact theywere out of tolerance before the adjustment, and it would not be possible to inform the user of this out of tolerance condition. Or just as bad, they could show as out of tolerance when theywere originally within tolerance and the user has to make a false recall or do-over because of baddata.
Here are some examples from the federal regulations on requirements when test equipment isfound to be out of tolerance:
Sec. 211.160 General requirements.
(b)(4) The calibration of instruments, apparatus, gauges, and recording devices at suitableintervals in accordance with an established written program containing specific directions,schedules, limits for accuracy and precision, and provisions for remedial action in the eventaccuracy and/or precision limits are not met. Instruments, apparatus, gauges, and recordingdevices not meeting established specifications shall not be used.
Sec. 820.72 Inspection, measuring, and test equipment.(b) Calibration. Calibration procedures shall include specific directions and limits for accuracyand precision. When accuracy and precision limits are not met, there shall be provisions for remedial action to reestablish the limits and to evaluate whether there was any adverse effect onthe device's quality. These activities shall be documented.
Sec. 58.63 Maintenance and calibration of equipment.(c) Written records shall be maintained of all inspection, maintenance, testing, calibrating and/or standardizing operations. These records, containing the date of the operation, shall describewhether the maintenance operations were routine and followed the written standard operating
procedures. Written records shall be kept of nonroutine repairs performed on equipment as aresult of failure and malfunction. Such records shall document the nature of the defect, how andwhen the defect was discovered, and any remedial action taken in response to the defect.
As clearly written in the federal regulations, whenever something is found to be out of tolerance,it will be recorded, and any remedial action shall also be recorded. As a minimum, the “asfound” reading from the test instrument, as well as what the working or reference standard read,along with the “as left” reading, after the test instrument was repaired and/or adjusted.
Any additional information that an organization keeps, in what format it is retained, and how therecord is archived is up to their management. [7]
Over the years, I’ve seen quality systems referred to in many forms and variations. For me, thisis the easiest and most accurate way to think of a quality system used for calibration in any
organization that wants quality, accuracy, reproducibility, and traceability with their testequipment. As with anything in life, there is more than one way to skin a cat – this is just one of several ways to look at a quality system. The important thing to remember is this…a qualitysystem is required if reproducible results are the desired product in any environment.
References
1. J. L. Bucher, Chapter 1 in The Quality Calibration Handbook: Developing and Managing aCalibration Program , ASQ Quality Press, Milwaukee, 2007, pp. 4.
2. J. L. Bucher, Chapter 2 in The Quality Calibration Handbook: Developing and Managing aCalibration Program , ASQ Quality Press, Milwaukee, 2007, pp. 9.
3. J. L. Bucher, Chapter 2 in The Quality Calibration Handbook: Developing and Managing aCalibration Program , ASQ Quality Press, Milwaukee, 2007, pp. 9 - 19.
4. J. L. Bucher, Chapter 3 in The Quality Calibration Handbook: Developing and Managing aCalibration Program , ASQ Quality Press, Milwaukee, 2007, pp. 25 - 27.
5. J. L. Bucher, Chapter 4 in The Quality Calibration Handbook: Developing and Managing a
Calibration Program , ASQ Quality Press, Milwaukee, 2007, pp. 29 - 32.6. J. L. Bucher, Chapter 5 in The Quality Calibration Handbook: Developing and Managing aCalibration Program , ASQ Quality Press, Milwaukee, 2007, pp. 37 - 39.
7. J. L. Bucher, Chapter 6 in The Quality Calibration Handbook: Developing and Managing aCalibration Program , ASQ Quality Press, Milwaukee, 2007, pp. 49 - 50.