9
ThyssenKrupp VDM GmbH Plettenberger Str. 2 58791 Werdohl
ThyssenKrupp VDM GmbHPlettenberger Str. 258791 Werdohl
The new open-die forge shop ofThyssenKrupp VDMDie neue Schmiedelinie bei ThyssenKrupp VDM
Hans-Peter Jaeger, Franz-Josef Wahlers and Christian Dettmer
ThyssenKrupp VDM
tk
Ein Unternehmenvon ThyssenKrupp
Stainless
The new open - die forge shop of ThyssenKrupp VDM
ThyssenKrupp VDM GmbH has invested strongly to increase its competitiveness. A major part of more than 70 million € strategic investment program, which was launched in 2006, was spent on the construction of the new forging line at the Unna production site of ThyssenKrupp VDM GmbH. The facility is one of the most advanced open-die forging plants in the world and was realized in only two years from fi rst idea to the date of commissio-ning on 15th of Febuary 2008. All milestones with regard to the new forging line were achieved during the fi rst couple of month in operation.
Die ThyssenKrupp VDM GmbH hat zur Erhöhung der Wettbewerbsfähigkeit umfangreiche Investitionen getätigt. Ein großer Teil des mehr als 70 Mio. € umfassenden strategischen Investitionsprogramms, das im Jahre 2006 gestartet wurde, ist für den Bau der neuen Schmiedelinie und die Erweiterung der Umschmelzkapazitäten am Standort Unna der ThyssenKrupp VDM GmbH verwendet worden. Der neue Schmiedebetrieb gehört zu den modernsten Freiformschmieden der Welt und wurde in nur zwei Jahren von der ersten Idee bis zur Inbetrieb-nahme am 15. Februar 2008 realisiert. Alle Projektziele bez. der terminlichen Realisierung der Investition, dem Anlagenlayout und der erzeugten Produktqualität konnten in den ersten Monaten der Hochfahrphase des neuen Betriebes verifi ziert werden.
ThyssenKrupp VDM GmbH, a subsidiary of ThyssenKrupp Stainless AG, has been develo-ping high-performance materi-als for challenging applications and processes for more than 75 years and is one of the world’s leading manufacturers of Nickel Alloys and high-alloy special stainless steels.
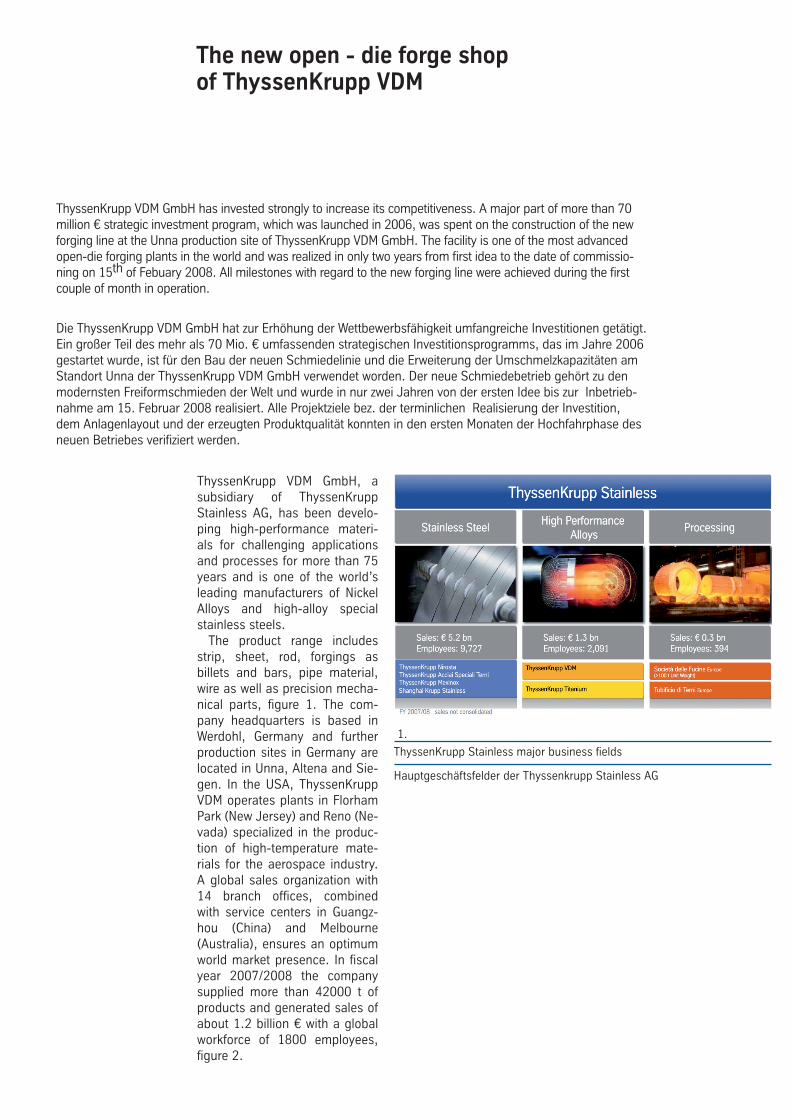
The product range includes strip, sheet, rod, forgings as billets and bars, pipe material, wire as well as precision mecha-nical parts, fi gure 1. The com-pany headquarters is based in Werdohl, Germany and further production sites in Germany are located in Unna, Altena and Sie-gen. In the USA, ThyssenKrupp VDM operates plants in Florham Park (New Jersey) and Reno (Ne-vada) specialized in the produc-tion of high-temperature mate-rials for the aerospace industry. A global sales organization with 14 branch offi ces, combined with service centers in Guangz-hou (China) and Melbourne (Australia), ensures an optimum world market presence. In fi scal year 2007/2008 the company supplied more than 42000 t of products and generated sales of about 1.2 billion € with a global workforce of 1800 employees, fi gure 2.
ThyssenKrupp Stainless major business fi elds
Hauptgeschäftsfelder der Thyssenkrupp Stainless AG
1.
The company’s Nickel Alloy and special stainless steel products are used in aerospace, oil and gas, energy, en-vironmental, automotive and many other industry sectors. The strategy of ThyssenKrupp VDM GmbH comprises pre-dominately signifi cant growth of its market share in high performance alloys for the oil & gas and the aerospace markets.
Although ThyssenKrupp VDM GmbH was producing and delivering billets and bars for these sectors in the past there has been a limitation in production and lead times, as forging was contracted with third party conversion part-ners outside the TK-Group with limited capacities and ca-pabilities. On the other hand ThyssenKrupp VDM GmbH strategy targets on being process owner of all sensitive operations which are affecting quality issues. Conse-quently this resulted in the idea to plan the construction of an own forging line in early 2006.
An important part of the layout considerations was not only to design a forge shop with the best possible capa-bilities for forging Ni- and Co-alloys but also to allocate a signifi cant capacity for active conversion for other com-panies in order to increase utilization of the new plant. Besides the opportunity for insourcing forging activities with regard to the sister company TKL-Titanium within the Stainless Group a substantial tonnage for forging of steel grades was contracted in a long term agreement a year before the new plant went on line.
Milestones – Time scheduleThe project was started with the kick off meeting on 19th
of April 2006, parallel to the internal company approval process. At that point in time the general time schedule was defi ned. The major milestones were:
ThyssenKrupp AG supervisory board approval by Au-• gust 2006Order placement of main machinery by September • 2006Start of bay construction in November 2006• Start of hot commissioning in February 2008• Internal product qualifi cation process March to • August 2008.
From April to August 2006 the project team compiled the technical specifi cations for the forging press, the ma-nipulators and the heating furnaces followed by technical discussions with several potential suppliers for the main machinery. This resulted in the fi rst order placement on September 20th 2006 for the press forge followed by the manipulators order in early October 2006. Bay construc-tion started as scheduled with the ground breaking cere-mony on November 30th 2006, after getting the prelimi-nary authority approval for the whole investment already in August 2006.
Although there were many obstacles during the machi-ne construction, VDM project management could in mu-tual cooperation with the main suppliers discover these obstacles in time and resolve critical issues before the tar-geted delivery date was going to be in danger of slipping. This led to on time fi nishing of the civil engineering works and on time delivery of the press parts, manipulators and furnaces as well. After a total project time of 22 months since kick off, the hot commissioning took place on 15th
of February 2008, one week ahead of schedule. By the 20th of March the main work regarding the hot commissi-oning was fi nalized.
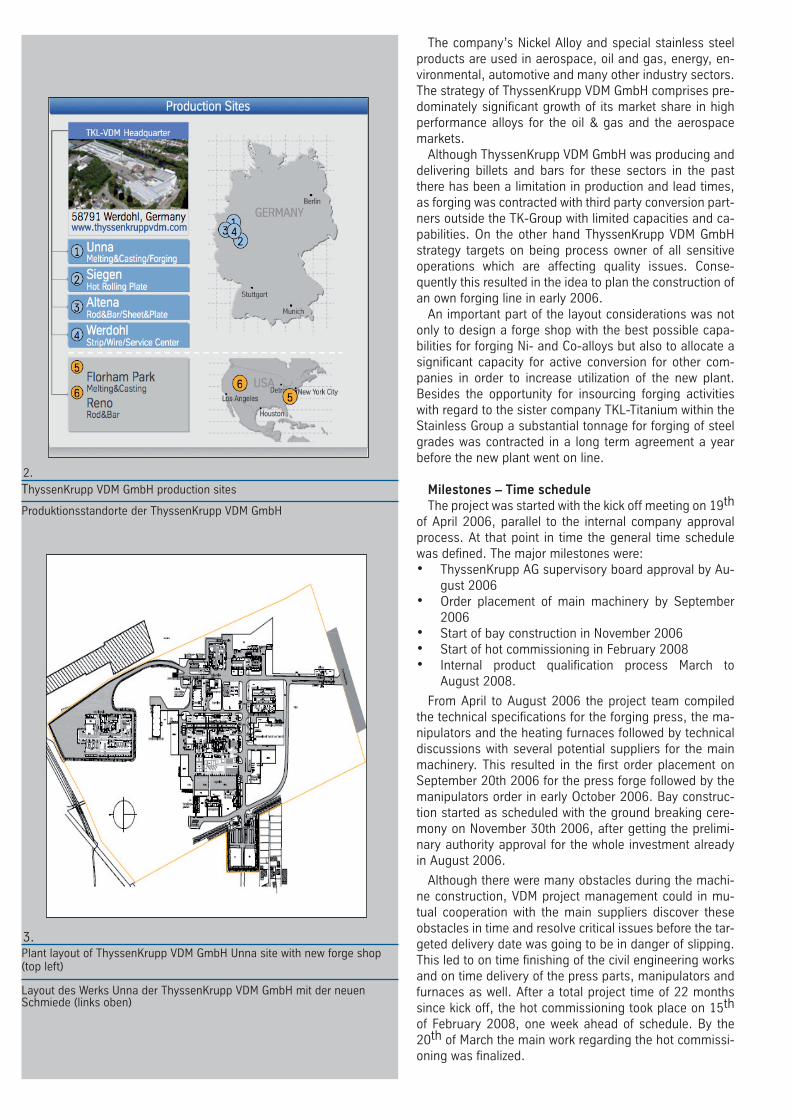
ThyssenKrupp VDM GmbH production sites
Produktionsstandorte der ThyssenKrupp VDM GmbH
2.
Plant layout of ThyssenKrupp VDM GmbH Unna site with new forge shop (top left)
Layout des Werks Unna der ThyssenKrupp VDM GmbH mit der neuen Schmiede (links oben)
3.
vers a wide range. It spans from rounds of between 150 and 1100 mm to fl ats of about 1700 mm x 600 mm ma-ximum size. The ingot size range being forged is between 1,5 t and 60 t. The press design in terms of e.g. daylight and max. press force derives from the above mentioned demands regarding alloy and size portfolio.
Layout of the New Forge ShopThe plant layout of the Unna mill and the general layout
of the new forge shop will be described now.
Plant layout of the Unna mill
The new Forge Shop was erected on the Unna produc-tion site of ThyssenKrupp VDM GmbH, where the melting shop is located, fi gure 3. On about 400000 m2 Thyssen-Krupp VDM GmbH operates an open melt shop with a 30 t Electric Arc Furnace (EAF) and three 16 t Induction Furn-aces (IF). Secondary metallurgy facilities such as Vacuum Oxygen Decarburization (VOD) and Vacuum Ladle Furnace (VLF) are available. Casting takes place in conventional ingot casting with mould sizes from 1.5 to 26 t and a semi continuous slab caster for plate and strip production. The special melt shop in a separate building comprises a 20 t VIDP-Furnace, which can be extended with a 30t crucible. This is predominantly used for melting of Superalloys and casting in electrode moulds under vacuum for subsequent remelting in ESR or VAR processes. ESR and VAR facilities are located directly adjacent in a separate building, which as part of the investment projects has been extended to provide space for 5 additional remelting furnaces. Two spaces are already occupied by new VAR and ESR faci-lities. The largest ingot size on VAR is 30 t on ESR 20 t. Including the new forge shop crew about 320 employees are engaged in a yearly production of more than 70000 t ingots at the Unna mill.
General Layout of the new Forge Shop
The general forge shop setup as well as the machine specifi cations were developed under two criteria. Both shall provide excellent conditions for the special demands of Super Alloys and at the same time offer best opportu-nities to serve a wide range of possibilities for contract conversion for other companies.
Following this target the construction phase started in November 2006 with an area of about 30000 m2 which had been developed for the erection of the forge shop building, considering the possibility to extend the area un-der roof for extending activities in fi nishing of forgings in a later step.
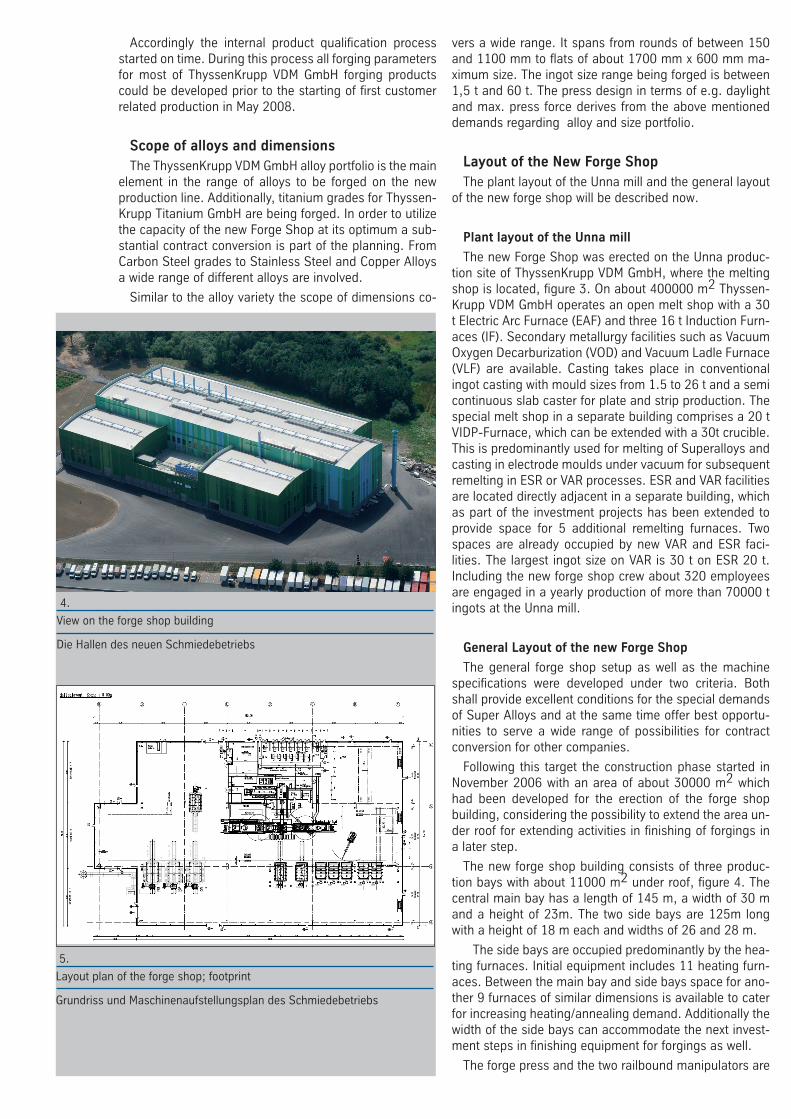
The new forge shop building consists of three produc-tion bays with about 11000 m2 under roof, fi gure 4. The central main bay has a length of 145 m, a width of 30 m and a height of 23m. The two side bays are 125m long with a height of 18 m each and widths of 26 and 28 m.
The side bays are occupied predominantly by the hea-ting furnaces. Initial equipment includes 11 heating furn-aces. Between the main bay and side bays space for ano-ther 9 furnaces of similar dimensions is available to cater for increasing heating/annealing demand. Additionally the width of the side bays can accommodate the next invest-ment steps in fi nishing equipment for forgings as well.
The forge press and the two railbound manipulators are
Accordingly the internal product qualifi cation process started on time. During this process all forging parameters for most of ThyssenKrupp VDM GmbH forging products could be developed prior to the starting of fi rst customer related production in May 2008.
Scope of alloys and dimensionsThe ThyssenKrupp VDM GmbH alloy portfolio is the main
element in the range of alloys to be forged on the new production line. Additionally, titanium grades for Thyssen-Krupp Titanium GmbH are being forged. In order to utilize the capacity of the new Forge Shop at its optimum a sub-stantial contract conversion is part of the planning. From Carbon Steel grades to Stainless Steel and Copper Alloys a wide range of different alloys are involved.
Similar to the alloy variety the scope of dimensions co-
View on the forge shop building
Die Hallen des neuen Schmiedebetriebs
4.
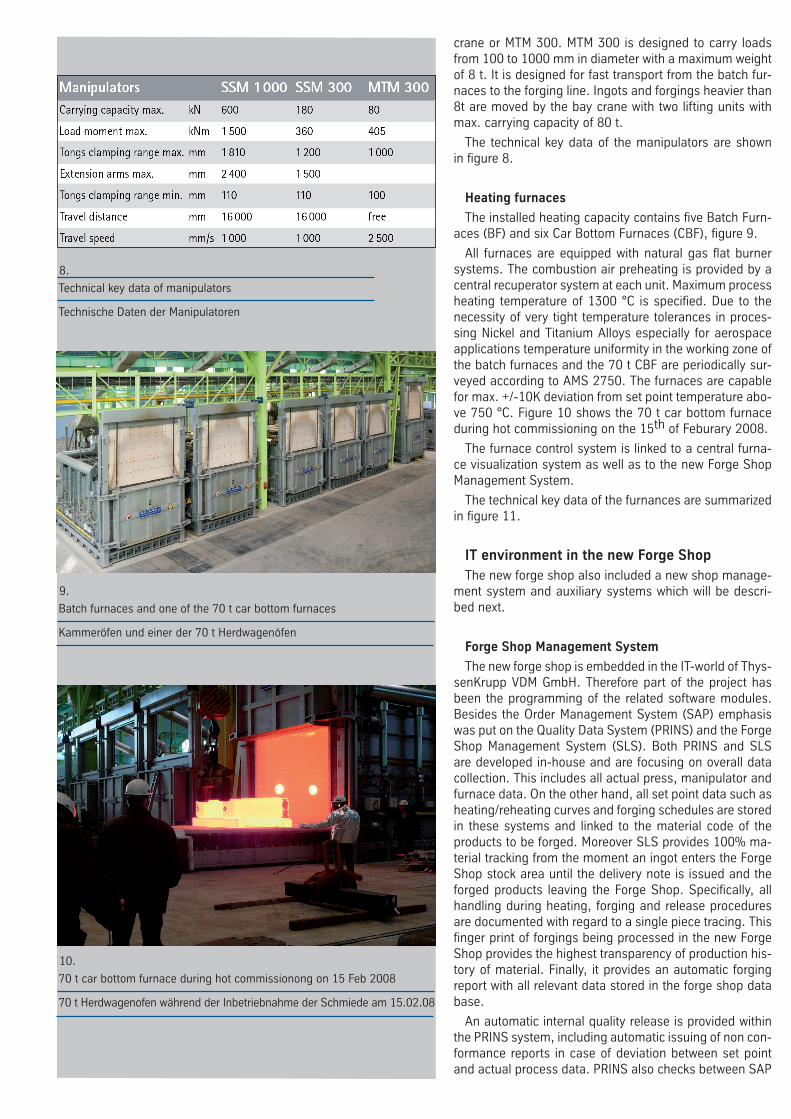
Layout plan of the forge shop; footprint
Grundriss und Maschinenaufstellungsplan des Schmiedebetriebs
5.

Technical key dataThe technical key data of the 45-MN press, of the mani-
pulators and transport units and of the heating furnances will be presented now.
The 45MN Press
The Forging Press is designed as a four column press and has a total height above shop fl oor of about 13 m with a weight of more than 700 t. Due to diffi cult soil conditions and statutory requirements a lot of design work was con-ducted on the issue of vibration.
Finally the press is based on 12 shock absorber blocks containing a total of 250 single springs combined with damping devices. The press basement is additionally de-coupled from the other bay or machine basements in the new building. Vibration measurements during production proved that this design emits only very limited oscillation levels far beneath the limit value.
The Forge Press has a maximum press force of 45 MN. Three equally designed press cylinders transmit the force proportionately to the moving cross head. By activating all three, two or only one of the cylinders, the penetrati-on speed can be increased if less press force is needed, fi gure 6.
The hydraulic system of the press contains 14 pressure pumps providing a nominal pressure of maximum 350 bar for achieving the maximum press force of 45 MN. With this setup and the 3-cylinder design a wide range of ad-apted penetration speeds from near zero to max. 170mm/sec are possible. This offers the opportunity of providing a fast process when needed e.g. in fi nishing and/or for highest productivity fi gures. On the other hand by selec-ting pumps the penetration speed can be adapted to the specifi c demands according to alloy restrictions. This is an important issue considering the variety within the scope of alloys and dimensions, which will be processed on the new press.
The Forging Press is equipped with a die shifting device designed for three die positions and a die magazine co-vering space for four additional dies. The press table can be shifted to either side of the press with a stroke of 4m for loading and unloading of e.g. upsetting parts.
The technical key data of the 45 MN press are summa-rized in fi gure 7.
The Manipulators and transport units
The manipulator unit contains two railbound manipula-tors (SSM 1000 and SSM 300), one pop up turn table and a mobile transport manipulator (MTM300) for charging and discharging the batch furnaces.
The railbound manipulators provide dynamic features, which in terms of acceleration and speed of all movements support the press speed capabilities. Although both ma-chines are of different dimensions they can be operated in a combined dual manipulator mode for forgings up to 18 t ingot size. This range covers almost all Nickel Alloy ingots. Ingots in the range of 18 to 60 t are processed only with the SSM 1000. For loading, unloading and turning of ingots and forgings, a 60 t pop up turn table is installed between the tracks of the SSM1000.
The transport of ingots and forgings between the forging line and the heating furnaces is performed by either bay
located in the main bay. Directly beside the forging line an area of about 1000 m2 divides one of the two side bays. All electrical and hydraulic supply units for the forge shop are located there, close to the press. A part of this area is occupied by the water cooling plant, which is providing cooling capacity for all hydraulic systems and the water quench tank.
The tank is positioned directly parallel to the track of one of the manipulators. This guaranties the shortest transfer times. The maximum length of pieces that can be quen-ched is about 11 m. Tank cross section is 3 m x 3 m.
The complete building is equipped with an automatic fi re detection system including the whole shop fl oor area. All supply rooms are connected to an automatic fi re extin-guishing system based on inert gas for all electric control rooms and water systems for the others.
45 MN press and railbound manipulators
45 MN Presse mit schmiedegebundenen Manipulatoren
6.
Technical key data of 45 MN press
Technische Daten der 45 MN Presse
7.
crane or MTM 300. MTM 300 is designed to carry loads from 100 to 1000 mm in diameter with a maximum weight of 8 t. It is designed for fast transport from the batch fur-naces to the forging line. Ingots and forgings heavier than 8t are moved by the bay crane with two lifting units with max. carrying capacity of 80 t.
The technical key data of the manipulators are shown in fi gure 8.
Heating furnaces
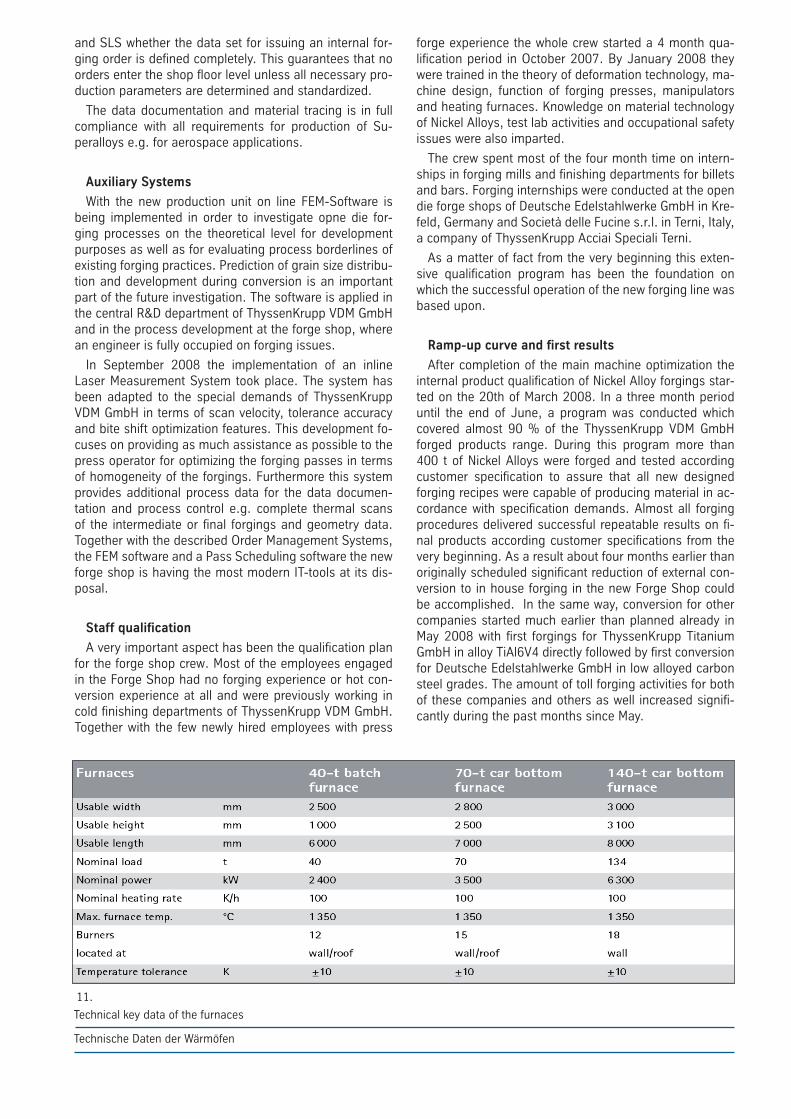
The installed heating capacity contains fi ve Batch Furn-aces (BF) and six Car Bottom Furnaces (CBF), fi gure 9.
All furnaces are equipped with natural gas fl at burner systems. The combustion air preheating is provided by a central recuperator system at each unit. Maximum process heating temperature of 1300 °C is specifi ed. Due to the necessity of very tight temperature tolerances in proces-sing Nickel and Titanium Alloys especially for aerospace applications temperature uniformity in the working zone of the batch furnaces and the 70 t CBF are periodically sur-veyed according to AMS 2750. The furnaces are capable for max. +/-10K deviation from set point temperature abo-ve 750 °C. Figure 10 shows the 70 t car bottom furnace during hot commissioning on the 15th of Feburary 2008.
The furnace control system is linked to a central furna-ce visualization system as well as to the new Forge Shop Management System.
The technical key data of the furnances are summarized in fi gure 11.
IT environment in the new Forge ShopThe new forge shop also included a new shop manage-
ment system and auxiliary systems which will be descri-bed next.
Forge Shop Management System
The new forge shop is embedded in the IT-world of Thys-senKrupp VDM GmbH. Therefore part of the project has been the programming of the related software modules. Besides the Order Management System (SAP) emphasis was put on the Quality Data System (PRINS) and the Forge Shop Management System (SLS). Both PRINS and SLS are developed in-house and are focusing on overall data collection. This includes all actual press, manipulator and furnace data. On the other hand, all set point data such as heating/reheating curves and forging schedules are stored in these systems and linked to the material code of the products to be forged. Moreover SLS provides 100% ma-terial tracking from the moment an ingot enters the Forge Shop stock area until the delivery note is issued and the forged products leaving the Forge Shop. Specifi cally, all handling during heating, forging and release procedures are documented with regard to a single piece tracing. This fi nger print of forgings being processed in the new Forge Shop provides the highest transparency of production his-tory of material. Finally, it provides an automatic forging report with all relevant data stored in the forge shop data base.
An automatic internal quality release is provided within the PRINS system, including automatic issuing of non con-formance reports in case of deviation between set point and actual process data. PRINS also checks between SAP
Technical key data of manipulators
Technische Daten der Manipulatoren
8.
70 t car bottom furnace during hot commissionong on 15 Feb 2008
70 t Herdwagenofen während der Inbetriebnahme der Schmiede am 15.02.08
10.
Batch furnaces and one of the 70 t car bottom furnaces
Kammeröfen und einer der 70 t Herdwagenöfen
9.
forge experience the whole crew started a 4 month qua-lifi cation period in October 2007. By January 2008 they were trained in the theory of deformation technology, ma-chine design, function of forging presses, manipulators and heating furnaces. Knowledge on material technology of Nickel Alloys, test lab activities and occupational safety issues were also imparted.
The crew spent most of the four month time on intern-ships in forging mills and fi nishing departments for billets and bars. Forging internships were conducted at the open die forge shops of Deutsche Edelstahlwerke GmbH in Kre-feld, Germany and Società delle Fucine s.r.l. in Terni, Italy, a company of ThyssenKrupp Acciai Speciali Terni.
As a matter of fact from the very beginning this exten-sive qualifi cation program has been the foundation on which the successful operation of the new forging line was based upon.
Ramp-up curve and fi rst results
After completion of the main machine optimization the internal product qualifi cation of Nickel Alloy forgings star-ted on the 20th of March 2008. In a three month period until the end of June, a program was conducted which covered almost 90 % of the ThyssenKrupp VDM GmbH forged products range. During this program more than 400 t of Nickel Alloys were forged and tested according customer specifi cation to assure that all new designed forging recipes were capable of producing material in ac-cordance with specifi cation demands. Almost all forging procedures delivered successful repeatable results on fi -nal products according customer specifi cations from the very beginning. As a result about four months earlier than originally scheduled signifi cant reduction of external con-version to in house forging in the new Forge Shop could be accomplished. In the same way, conversion for other companies started much earlier than planned already in May 2008 with fi rst forgings for ThyssenKrupp Titanium GmbH in alloy TiAl6V4 directly followed by fi rst conversion for Deutsche Edelstahlwerke GmbH in low alloyed carbon steel grades. The amount of toll forging activities for both of these companies and others as well increased signifi -cantly during the past months since May.
and SLS whether the data set for issuing an internal for-ging order is defi ned completely. This guarantees that no orders enter the shop fl oor level unless all necessary pro-duction parameters are determined and standardized.
The data documentation and material tracing is in full compliance with all requirements for production of Su-peralloys e.g. for aerospace applications.
Auxiliary Systems
With the new production unit on line FEM-Software is being implemented in order to investigate opne die for-ging processes on the theoretical level for development purposes as well as for evaluating process borderlines of existing forging practices. Prediction of grain size distribu-tion and development during conversion is an important part of the future investigation. The software is applied in the central R&D department of ThyssenKrupp VDM GmbH and in the process development at the forge shop, where an engineer is fully occupied on forging issues.
In September 2008 the implementation of an inline Laser Measurement System took place. The system has been adapted to the special demands of ThyssenKrupp VDM GmbH in terms of scan velocity, tolerance accuracy and bite shift optimization features. This development fo-cuses on providing as much assistance as possible to the press operator for optimizing the forging passes in terms of homogeneity of the forgings. Furthermore this system provides additional process data for the data documen-tation and process control e.g. complete thermal scans of the intermediate or fi nal forgings and geometry data. Together with the described Order Management Systems, the FEM software and a Pass Scheduling software the new forge shop is having the most modern IT-tools at its dis-posal.
Staff qualifi cation
A very important aspect has been the qualifi cation plan for the forge shop crew. Most of the employees engaged in the Forge Shop had no forging experience or hot con-version experience at all and were previously working in cold fi nishing departments of ThyssenKrupp VDM GmbH. Together with the few newly hired employees with press
Technical key data of the furnaces
Technische Daten der Wärmöfen
11.

Figure 12 shows a 52 t ingot carbpon steel before for-ging.
Beyond these important results during the fi rst months of operation, the heaviest ESR ingot with a diameter of about 1 m has been successfully forged to a forging of about 17 t weight ready to be processed in further tube manufacturing for a the new 700 °C power plant project, fi gure 13.
First premium quality forgings of Nicrofer 5219Nb AMS from triple melt ingots (VIDP-ESR-VAR) were forged inclu-ding upsetting according a special designed forging sche-dule for 8” inch fi nal size, fi gure 14. All results were in full compliance with the related specifi cations for rotating parts in jet engines. The grain size distribution was ho-mogeneously at about ASTM 8,5 across the billet cross section in the as forged condition.
ConclusionThyssenKrupp VDM GmbH together with all its suppliers
succeeded in on time commissioning of the new Forge Shop. All objectives defi ned during the early project phase were achieved. The time schedules were even reduced, exceeding expectations. This was an important issue as it enables the earlier than planned reduction of external conversion and the earlier start of contract conversion for other companies.
The forging schedules developed during the fi rst press utilization were focussed on establishing a stable quali-ty level on forged products as quickly as possible. Since August 2008 the forging schedules are being gradually optimized in order to increase the productivity on the new forging line to the target levels. This is being supported by FEM calculations and growing experience of in-house forging.
With the fi rst forgings of Nicrofer 5219Nb, AMS premi-um quality in June 2008, ThyssenKrupp VDM GmbH pro-ved that know how, procedures and process capability are available for the entire production line, including in-house forging of premium quality billets for rotating parts in air-craft turbines. This confi rms the Forge Shop investment decision to be fully aligned to the ThyssenKrupp VDM GmbH growth strategy.
52 t ingot carbon steel before forging
52 t Block vor dem Schmieden
12.
17 t forging in Nicrofer 5520Co for power plant application
17 t Schmiedeteil aus Nicrofer 5520Co für neue Kraftwerksentwicklung
13.
Nicrofer 5219Nb AMSpremium qualitty in asforged condition
Nicrofer 5213nB AMS für rotierende Turbinen-teile in geschmiedetemZustand
14.

















