Page 1
8/3/2019 Tooling Materials&Heat Treatment
http://slidepdf.com/reader/full/tooling-materialsheat-treatment 1/13
Your Engineering Solutions – Our Core Business!!!
TOOLING MATERIALS
Required Properties: Depending upon the application, tool steels requirea combination of all or some of the following properties.
1.Strength
2.Hardness
3.Wear Resistance
4.Machinability
5.Toughness
6.Hot hardness
7.Corrosion resistance
The above mentioned properties can be obtained by adding the alloying
elements like Carbon, Tungsten, Chromium, Vanadium, Molybdenum, Silicon,
Nickel, Manganese, Copper, Cobalt etc… to the base metal.
Page 2
8/3/2019 Tooling Materials&Heat Treatment
http://slidepdf.com/reader/full/tooling-materialsheat-treatment 2/13
Your Engineering Solutions – Our Core Business!!!
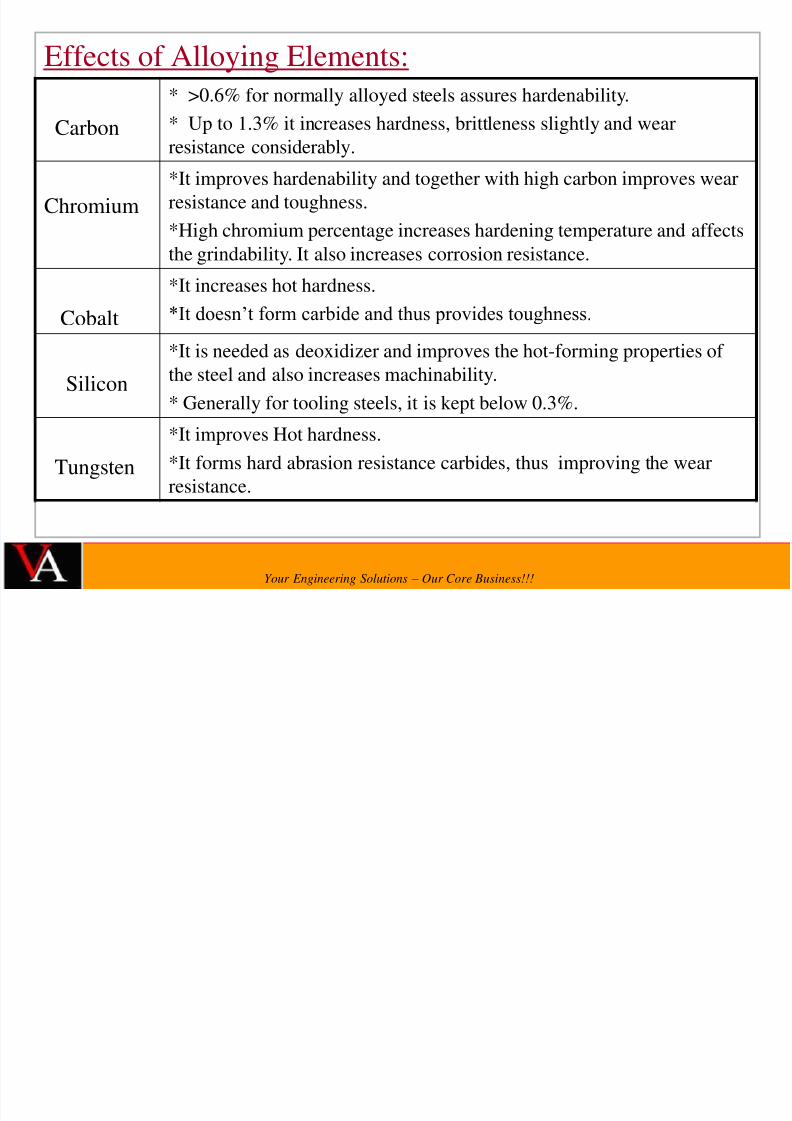
Effects of Alloying Elements:
Carbon
* >0.6% for normally alloyed steels assures hardenability.
* Up to 1.3% it increases hardness, brittleness slightly and wear
resistance considerably.
Chromium
*It improves hardenability and together with high carbon improves wear
resistance and toughness.
*High chromium percentage increases hardening temperature and affects
the grindability. It also increases corrosion resistance.
Cobalt
*It increases hot hardness.
*It doesn’t form carbide and thus provides toughness.
Silicon
*It is needed as deoxidizer and improves the hot-forming properties of
the steel and also increases machinability.
* Generally for tooling steels, it is kept below 0.3%.
Tungsten
*It improves Hot hardness.
*It forms hard abrasion resistance carbides, thus improving the wear
resistance.
Page 3
8/3/2019 Tooling Materials&Heat Treatment
http://slidepdf.com/reader/full/tooling-materialsheat-treatment 3/13
Your Engineering Solutions – Our Core Business!!!
Vanadium
*It refines the carbide structure and thus improves forgeability.
*It has a very strong tendency to form a hard carbide, thus improves
hardness, and wear properties.
* Large amount of vanadium carbide causes low grindability. Hence itis kept not usually more than 1%.
Nickel
Generally in combination with other alloying elements, particularly
chromium, nickel is used to improve the toughness, corrosion
resistance and to some extent, the wear resistance of tool steels.
Manganese
*To about 0.60%, manganese is added for reducing brittleness and to
improve forgeability by nullifying the effects of sulpher. It also
provides very good machinability.
*Larger amounts of manganese improve hardenability, thus reducing
deformation.
Molybdenum
*In small amounts, it improves deep hardening and toughness.
*It is used often in larger amounts in certain high-speed tool steels to
replace tungsten.
Page 4
8/3/2019 Tooling Materials&Heat Treatment
http://slidepdf.com/reader/full/tooling-materialsheat-treatment 4/13
Your Engineering Solutions – Our Core Business!!!
Chemical composition of Commonly used Tooling materials:
C Cr V Ni Co Mo Mn Si Cu P S
A2 0.95-1.05 4.75-5.5 0.15-
0.5
0.30 - 0.90-
1.40
1.00 0.50 0.25 0.03 0.03
D2 1.40-1.60 11.00-13.00
1.10 0.30 1.00 0.70-1.20
0.60 0.60 0.25 0.03 0.03
O1 0.85-1.00 0.40-
0.60
0.30 0.30 - (W=0.40
-0.60)
1.00-
1.40
0.50 0.25 0.03 0.03
S7 0.45-0.55 3.00-
3.50
0.20-
0.30
- - 1.30-
1.80
0.20-
0.80
0.20-
1.00
0.25 0.03 0.03
4140 0.38-0.43 0.80-1.10
- - - 0.15-0.25
0.75-1.00
0.15-0.30
- 0.035 0.04
4150 0.48-0.53 0.80-
1.10
- - - 0.15-
0.25
0.75-
1.00
0.15-
0.30
- 0.035 0.04
P 20 0.28-0.40 1.40-
2.00
- - - 0.30-
0.50
0.60-
1.00
0.20-
0.80
0.25 0.003 0.003
8620 0.18-0.23 0.40-0.60
- 0.40-0.70
- 0.15-0.25
0.70-0.90
0.15-0.30
- 0.035 0.04
1060 0.55-0.65 - - - - - 0.60-
0.90
- - 0.04 0.05
6150 0.48-0.53 0.80-
1.10
0.15
min
- - - 0.70-
0.90
0.15-
0.30
- 0.035 0.04
Page 5
8/3/2019 Tooling Materials&Heat Treatment
http://slidepdf.com/reader/full/tooling-materialsheat-treatment 5/13
Your Engineering Solutions – Our Core Business!!!
Applications:A2 - Trim steels, Lance steels
D2 - Trim steels, Form steels
O1 - Wear plates, Pilots, Cam key, Heel Block(O1DCF)4140 - Punch Retainer, Cam Gib, Slug deflector,
4140DCF - Stock guide, Trim retainer, Lifter bar, Bottoming block,
Form pad, Pad window, Binder pad, Gage, Lifter.
4150PHT - Lifter Depressor, Transfer pin, Stock Guide, Lift rail,
Cam push block, Gage, Standoff, Window6150 - Clamp plate, Anvil,
CRS - Key, Pad balancer, Sensor Block, Cam stop, Nitro plate,
Heel retainer, Bottoming Block, Cam pusher, Filler block,
Stop block, Keeper, Nitro cap, Anti rotation pin, Stand off,
Lifter pin, Coil feed plate, Riser, Cap, Lifter keeper,
Pilot block, Lifter bushing retainer, Die steel (Pilot receiving)
HRS - Parallels 1060 - Strippers or any other plate requiring flame hardening
Note: DCF – Decarburization Free PHT – Pre Heat Treated
Page 6
8/3/2019 Tooling Materials&Heat Treatment
http://slidepdf.com/reader/full/tooling-materialsheat-treatment 6/13
Your Engineering Solutions – Our Core Business!!!
Equivalence of materials:
AISI/
SAE
(US)
BS
(UK)
DIN
(Germany)
JIS
(Japan)
IS
(INDIA)
Common Names
A2 BA2 1.2363
X100CrMoV5-1SKD12 - Air-hardening medium-alloy
cold work steel
D2 BD2 1.2379
X155CrVMo12-1SKD11 - High Carbon, High Chromium
Cold work steels
O1 BO1 1.2510100MnCrW4
SKS3 - Oil hardening
cold work steels
S7 - - - - Shock Resisting Steels
4150 - 1.7228 SCM 5 - Chromium-Molybdenum steels
P 20 BP20 1.2311
40CrMnMo7- - General Mold Steel
8620 - 1.6523 SNCM21 - Nickel-Chromium-Molybdenum steel
4140 En 19 1.7225 SCM 4 - Chromium-Molybdenum steels
1060 1.0601 - - Carbon steel
6150 En 47 1.8159 SUP 10 T50Cr4V2 Chromium-vanadium steel
Page 7
8/3/2019 Tooling Materials&Heat Treatment
http://slidepdf.com/reader/full/tooling-materialsheat-treatment 7/13Your Engineering Solutions – Our Core Business!!!
HEAT TREATMENT OF TOOL STEELS:
*What Is Heat Treatment as Applied to Steel?
Heat treatment - as applied to steel - can be defined as the application of heat to change a
characteristic or condition of the steel. The amount of heat can be measured by the temperature of
the steel being treated.
Heat treatment is the process of heating an alloy to a high temperature, soaking at that
temperature and then cooling it at a particular rate in order to obtain a desired properties.
*Why Do We Heat Treat Steel?
Steel can be categorized in a variety of manners. The principle alloying element is
carbon, which influences the steel's hardness and its mechanical properties. It is necessary to apply
heat to steel to enable its condition and mechanical properties to be changed to allow the steel to
function either during manufacture or its operating life cycle.
Page 8
8/3/2019 Tooling Materials&Heat Treatment
http://slidepdf.com/reader/full/tooling-materialsheat-treatment 8/13Your Engineering Solutions – Our Core Business!!!
*What happens to steel when Heat Treated? (See Figure)
*Heat treatment depends to a great extent on the structure of the metal and on the manner in which
the structure changes when the metal is heated and cooled. A pure metal cannot be hardened by heat
treatment because there is little change in its structure when heated. On the other hand, most alloys
respond to heat treatment since their structures change with heating and cooling. 1. At room temp – Structure is BCC.
2. Lower transformation temperature (1333°F) – (a) The start of phase change from ferrite to
austenite (b) Structure changes from BCC to FCC. (c) Magnetic to Non magnetic change occurs.
3.Upper transformation temperature – Complete phase change from ferrite to austenite.
Page 9
8/3/2019 Tooling Materials&Heat Treatment
http://slidepdf.com/reader/full/tooling-materialsheat-treatment 9/13Your Engineering Solutions – Our Core Business!!!
Heat Treatment Processes:
Depending on the Heating temperature, soaking time and cooling rate for a particular
alloy, the structure changes and accordingly the mechanical properties.
In order to have required mechanical properties, the following major heat treatment
processes will be carried.
1.Annealing
2.Normalizing
3.Hardening
4.Tempering
5.Case Hardening
Hardening and Tempering of Tool steels:
*Hardening of steels is done to increase the strength and wear properties. *One of the pre-requisites for hardening is sufficient carbon and alloy content. If there is sufficient
Carbon content then the steel can be directly hardened. Otherwise the surface of the part has to be
carbon enriched using some diffusion treatment hardening techniques.*Hardening of steel requires a change in structure from the BCC found at room temperature to the
FCC found in the Austenitic region. The steel is heated to Austenitic region. When suddenly
quenched, the Martensite is formed. This is a very strong and brittle structure.
*In order to reduce the brittleness due to sudden cooling, hardening will be followed by tempering
process.
Page 10
8/3/2019 Tooling Materials&Heat Treatment
http://slidepdf.com/reader/full/tooling-materialsheat-treatment 10/13Your Engineering Solutions – Our Core Business!!!
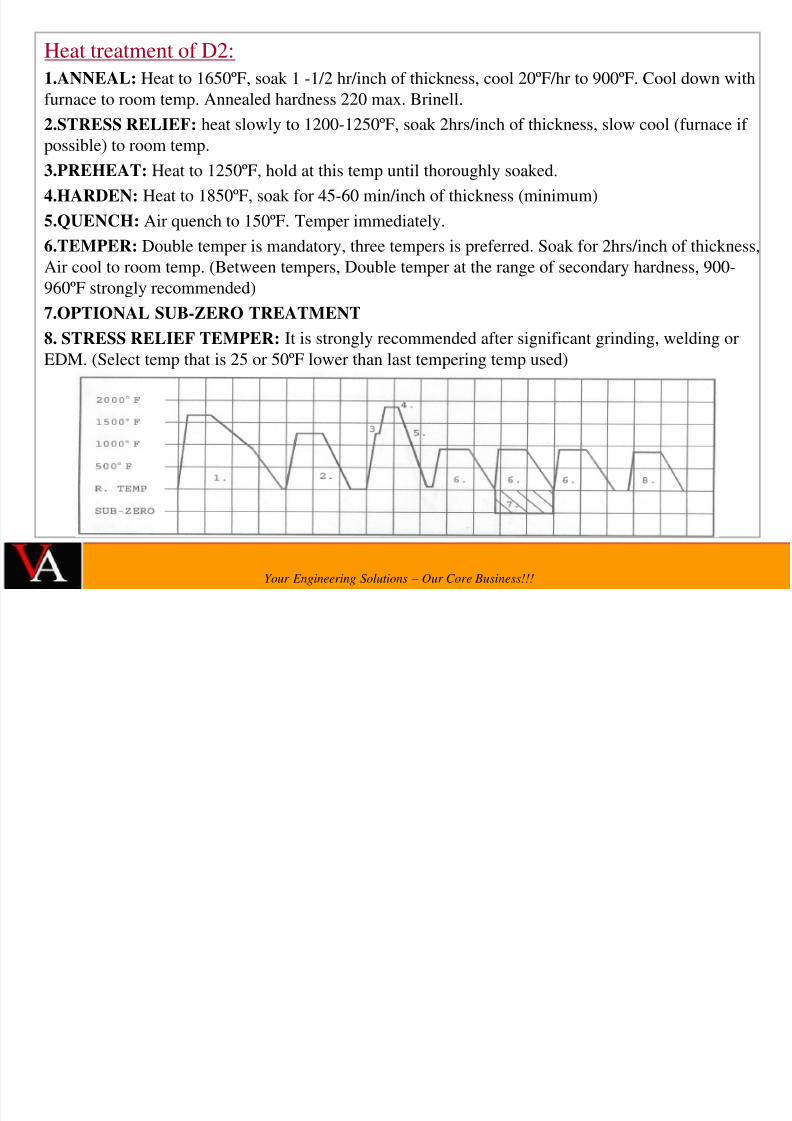
Heat treatment of D2:
1.ANNEAL: Heat to 1650ºF, soak 1 -1/2 hr/inch of thickness, cool 20ºF/hr to 900ºF. Cool down with
furnace to room temp. Annealed hardness 220 max. Brinell.
2.STRESS RELIEF: heat slowly to 1200-1250ºF, soak 2hrs/inch of thickness, slow cool (furnace if
possible) to room temp.
3.PREHEAT: Heat to 1250ºF, hold at this temp until thoroughly soaked.
4.HARDEN: Heat to 1850ºF, soak for 45-60 min/inch of thickness (minimum)
5.QUENCH: Air quench to 150ºF. Temper immediately.
6.TEMPER: Double temper is mandatory, three tempers is preferred. Soak for 2hrs/inch of thickness,
Air cool to room temp. (Between tempers, Double temper at the range of secondary hardness, 900-
960ºF strongly recommended)
7.OPTIONAL SUB-ZERO TREATMENT
8. STRESS RELIEF TEMPER: It is strongly recommended after significant grinding, welding or
EDM. (Select temp that is 25 or 50ºF lower than last tempering temp used)
Page 11
8/3/2019 Tooling Materials&Heat Treatment
http://slidepdf.com/reader/full/tooling-materialsheat-treatment 11/13Your Engineering Solutions – Our Core Business!!!
Heat Treatment of A2:
1.ANNEAL: Heat to 1650ºF, soak 2 hr/inch of thickness, cool 40ºF/hr to 900ºF. Air cool to room
temp. Annealed hardness 235 max. Brinell.
2.STRESS RELIEF: heat slowly to 1200-1250ºF, soak 2hrs/inch of thickness, slow cool (furnace if
possible) to room temp.
3.PREHEAT: Heat to 1200ºF, hold at this temp until thoroughly soaked.
4.HARDEN: Heat to 1750-1850ºF, soak for 45-60 min/inch of greatest thickness (minimum)
5.QUENCH: Air quench to 150ºF. Temper immediately.
6.TEMPER: Double temper is mandatory, three tempers is preferred. Soak for 2hrs/inch of
thickness, Air cool to room temp between tempers.
7.OPTIONAL SUB-ZERO TREATMENT
8. STRESS RELIEF TEMPER: It is strongly recommended after significant grinding, welding or
EDM. (Select temp that is 25 or 50ºF lower than last tempering temp used)
Page 12
8/3/2019 Tooling Materials&Heat Treatment
http://slidepdf.com/reader/full/tooling-materialsheat-treatment 12/13Your Engineering Solutions – Our Core Business!!!
Heat Treatment of 6150:Annealing: Heat to 1500F (815C), hold 2 hours, slow cool 50F(28C)/ hr max. to 1200F (650C),
then air or furnace cool. Hardness BHN 170/201.
Stress Relieving
Annealed Material: 1100-1300F (595-740C), hold 2 hrs, air cool.Hardened Material: 50-100F (30-55C) below last tempering temperature, hold 2 hrs, air cool.
Hardening: (Atmosphere or Vacuum Furnace).
Preheat: 1200-1250F (650-675C), equalize.
Hardening: 1550-1650F (845-900C), soak 10 to 30 minutes. For vacuum hardening, use the high
side of the high heat range and soak times.
Quench: Oil quench to hand warm, 150F (65C). Temper immediately. Note vacuum furnaces must
have oil quench capability.
Temper: Tempering at 400-1200F (205-650C) for 1 hr/inch of thickness thickness(2 hrs min.). Air
cool to room temperature.
Page 13
8/3/2019 Tooling Materials&Heat Treatment
http://slidepdf.com/reader/full/tooling-materialsheat-treatment 13/13Your Engineering Solutions – Our Core Business!!!
Recommended Heat Treatment temperatures for Tool steels:
Material Preheat Temp ºF Hardening Temp ºF Tempering Temp ºF Quenching Media
O1 1247-1346 1454/1499 347/599 Oil at 149F
4140 1247-1301 1508/1598 806/1292 Oil
S7 1301Approx 1751 392-995 Air/oil for sections above
3”
P20 1508/1544 392-1112 Oil/Air
D2 1250 1850 900-960(Doubletempering is mandatory,
triple temper is preferred.)
Air quench to 150F
A2 1200 1750-1850 500 (Double tempering is
mandatory, triple temper is
preferred.)
Air quench to 150F
6150 1200-1250 1550-1650 400-1200 Oil quench to 150F