Page 1
TOTAL PRODUCTIVE MAINTENANCE
Introducing Total Productive Maintenance (TPM)
TPM increases production and lifts availability by improving equipment and machinery health.
Requirements for a Successful TPM Introduction
Page 2
Honeywell Confidential - © 2016 by Honeywell International Inc. All rights reserved.
Learning objectives2
• Understand the goals & objectives of TPM• Understand how to measure the
effectiveness of equipment
• Understand the elements of TPM–Keys to success–How does it apply here?
• Prepare for TPM implementation
1
2
3
Page 3
Honeywell Confidential - © 2016 by Honeywell International Inc. All rights reserved.
What is TPM?3
Total Productive Maintenance
A “lean” maintenance strategy for maximizing equipment reliability
Eliminate Equipment Related Waste (Gemba)
Share Responsibility for Equipment Reliability
An organizational philosophy of everyone appreciating and caring about company assets and realizing that everyone’s job directly or indirectly affects those assets
A shift from “I operate it, you fix it” to “Our team is the best in the business!”
Page 4
Honeywell Confidential - © 2016 by Honeywell International Inc. All rights reserved.
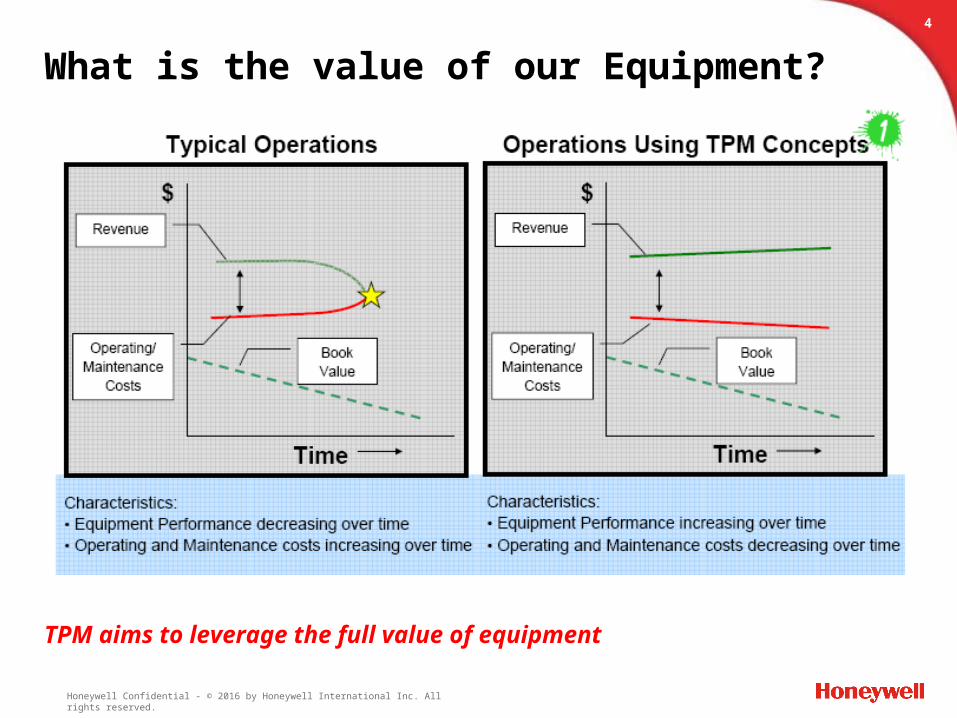
What is the value of our Equipment?4
TPM aims to leverage the full value of equipment
Page 5
Honeywell Confidential - © 2016 by Honeywell International Inc. All rights reserved.
Overall Equipment Effectiveness5
How do we measure TPM?To support product flow, machines and equipment must:
Run when needed (Availability)Run at the rate needed (Performance)Yield the required result (Quality)
Overall Equipment Effectiveness:OEE = (% Availability) (% Performance Efficiency) (% Quality Rate)
Throughput Rate120% (danger here – high stresses in parts)
Name Plate
80% (Under perform)
Availability = Uptime . Uptime + Downtime80% = down 73 days90% = 36.5 days95% = 18.25 days98% = 7.3 days99% = 3.65 days99.9% = 0.365 days
Product Quality(Six Sigma Method)
First Pass Yield6δ - 99.99966%5δ – 99.977%4δ – 99.38%3δ - 93.32%2δ - 69.15%1δ – 30.8%
Page 6
Honeywell Confidential - © 2016 by Honeywell International Inc. All rights reserved.
Six Big Losses6
Breakdowns SlowdownsProduction Rejects
Start-up Rejects
Setup and Adjustments
Stoppages
Availability Loss Quality Loss Throughput Loss
• Tooling Failures • Unplanned Maintenance • General Breakdowns • Equipment Failure
• Setup/ Changeover • Material Shortages • Operator Shortages • Major Adjustments • Warm-Up Time
• Obstructed Product Flow • Component Jams • Misfeeds • Sensor Blocked • Delivery Blocked • Cleaning/ Checking
• Rough Running • Under Nameplate
Capacity • Under Design
Capacity • Equipment Wear • Operator Inefficiency
• Scrap • Rework • In-Process Damage • In-Process Expiration • Incorrect Assembly
• Scrap • Rework • In-Process Damage • In-Process Expiration • Incorrect Assembly
Issues Identified through Visual Management should be addressed with Rapid Problem Solving and Kaizen
Page 7
Honeywell Confidential - © 2016 by Honeywell International Inc. All rights reserved.
Shared Responsibility7
Operators
Engineers
Maintenance
Management
Equipment Reliability
Page 8
Honeywell Confidential - © 2016 by Honeywell International Inc. All rights reserved.
Shared Responsibility88
• Prevent deterioration• Measure effectiveness
– Availability– Performance– Quality
• Report or correct abnormalities• Participate in improvement
• Provide technical support to operators• Train operators• Perform major repairs/overhauls• Improve preventive/predictive
maintenance• Participate in improvement
• Identify Critical Equipment• Implement equipment improvement ideas• Engineer improvement solutions• Provide technical/training support• Communicate with operators and
maintenance
• Communicate plans, goals, expectations• Provide resources • Recognize and reward success• Lead by example
Operators Maintenance
Engineers Management
Page 9
Honeywell Confidential - © 2016 by Honeywell International Inc. All rights reserved.
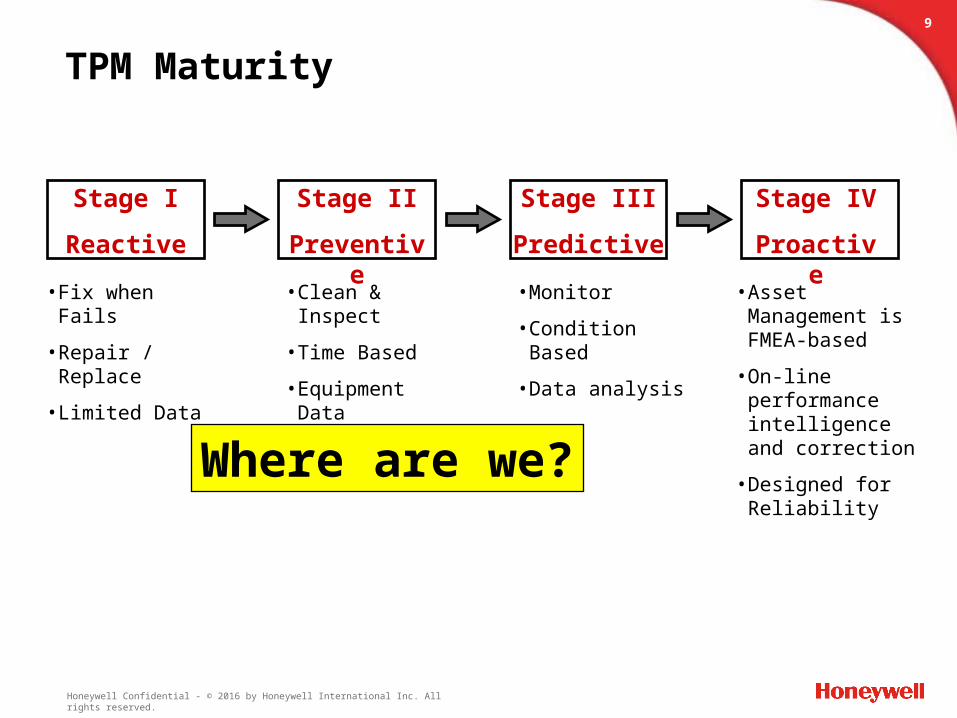
TPM Maturity9
Stage I
Reactive
Stage II
Preventive
Stage III
Predictive
Stage IV
Proactive
• Fix when Fails
• Repair / Replace
• Limited Data
• Clean & Inspect
• Time Based
• Equipment Dataavailable
• Monitor
• Condition Based
• Data analysis
• Asset Management is FMEA-based
• On-line performance intelligence and correction
• Designed for ReliabilityWhere are we?
Page 10
Honeywell Confidential - © 2016 by Honeywell International Inc. All rights reserved.
Planned Maintenance10
• Planned Maintenance should increase the maintainability and the reliability of our equipment!
Maintainability – Minimize the mean time to restore (MTTR)
Reliability – Maximize the mean time between failures (MTBF)
• Planned Maintenance can increase stability• Stability is the foundation for further improvements
Page 11
Honeywell Confidential - © 2016 by Honeywell International Inc. All rights reserved.
Critical Equipment Daily Status11
Equipment Name PCN Cell Value Stream Current StatusOverall
AvailabilityMTTR(days)
MTBF(days)
Estimated Completion Date
First Day for Annual PM
Last day for Annual PM
Baker Process Line 058030080 4 VS1
De-Emulsifier pump is leaking. Calling in Safety Kleen on 7-6-16 to repair it. UPDATE 7-11-16,
Safety Kleen called back and said they started a ticket on it. No ETA. 100% 1 336 TBD 1/2 5/3
C-6 Process Line 047100006 4 VS1 99% 3 328 #N/A #N/A
Carbon Adsorbtion 024090010 4 VS1 100% 1 2442 10/29 2/27
Ozone Converter Room 4 VS1 99% 4 383 #N/A #N/A
Quench Furnace (Furnace# 10) 030070104 4 VS1
99% 2 269
#N/A #N/A
Ramco Line 047100019 4 VS1 100% 1 1266 2/8 6/9
Salt Bath & Pre-Heat Ovens 030010014 4 VS1 100% 2 431 1/2 5/3
CO2 Laser 031010131 5 VS1
Laser is losing power, contacted SBA they want operator to monitor when problem occurs and will
schedukle return service call. UPDATE 6-15-16, Power stays up with fan on vacuum pump. Sending
spare pump out for rebuild. 98% 3 172 TBD 1/8 5/9
7/15/16 - WM
Page 12
Honeywell Confidential - © 2016 by Honeywell International Inc. All rights reserved.
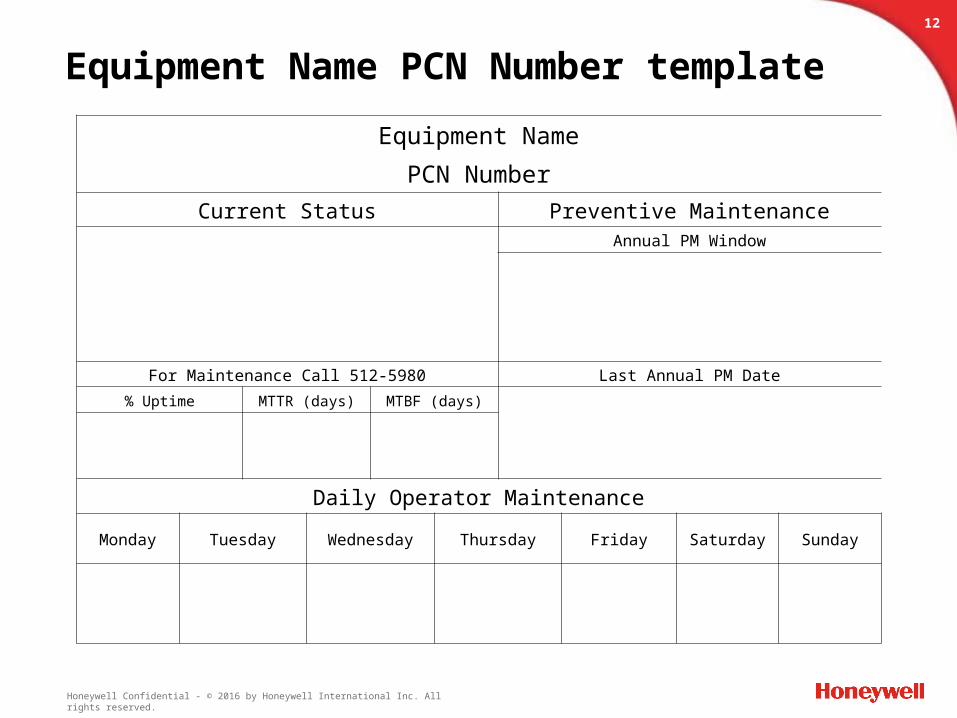
Equipment Name PCN Number template12
Equipment Name
PCN NumberCurrent Status Preventive Maintenance
Annual PM Window
For Maintenance Call 512-5980 Last Annual PM Date% Uptime MTTR (days) MTBF (days)
Daily Operator Maintenance
Monday Tuesday Wednesday Thursday Friday Saturday Sunday
Page 13
Honeywell Confidential - © 2016 by Honeywell International Inc. All rights reserved.
Autonomous Maintenance (Operator task performed)
13
Page 14
Honeywell Confidential - © 2016 by Honeywell International Inc. All rights reserved.
Autonomous Maintenance (Operator Task Performed)
14
• Who knows better how a given machine should perform, sound, function, etc. than the person who interacts with the equipment every day.
• Daily cleaning and maintenance tasks should be designed into the operator’s standardized work and the housekeeping standards should be made as visual as possible.
Equipment Kaizen• Equipment should be designed to reinforce the operator’s standardized work • Equipment Kaizen is used to eliminate the six losses and to improve equipment performance
Page 15
Honeywell Confidential - © 2016 by Honeywell International Inc. All rights reserved.
TPM Checklist15
Page 16
Honeywell Confidential - © 2016 by Honeywell International Inc. All rights reserved.
Visual Management16