13
UD1- ARMAS BLANCAS Y ARMADURAS 1.3.-Fabricación del armamento: cómo y porqué Curso de Conservación de Armas y Armaduras. IPCE 2014
| Date post: | 14-Dec-2015 |
| Category: |
Documents |
| Upload: | gustavo-jorge-pagliardini |
| View: | 214 times |
| Download: | 0 times |

UD1- ARMAS BLANCAS Y ARMADURAS1.3.-Fabricación del armamento:
cómo y porquéCurs
o de
Con
serv
ació
n de
Arm
as y
Arm
adur
as. I
PCE
2014

Curso de Conservación de Armas y Armaduras. IPCE. 2014
“Uno no puede soñarse una personalidad; debe usar el martillo y forjarse una” James A. Froude
Prefacio
Hablar de fabricación de armas y armaduras es, pero lo general, hablar de metales. Es cierto que existe un rango enorme de materiales que se usan para fabricar instrumen-tos de ataque y defensa, y de ello tenemos ejemplos a lo largo del tiempo y la geografía. Pero también es cierto que de manera general, la tendencia es a dejar de lado en lo posible los otros materiales en el momento en que el metal se hace disponible. Es por ello que en este capítulo nos centraremos en la obtención y el trabajo del metal y en su aplicación a la fabricación del armamento, relacionándolo con la funcionalidad de éste. El objetivo de todo esto es entender un poco mejor cómo y porqué un arma o una ar-madura están fabricadas de una manera determinada, para así poder planificar y abordar de manera más adecuada las intervenciones de conservación y restauración. En este sentido, es necesario conocer el material del que está hecha una pieza de armamento para llevar a cabo cualquier actuación sobre ella. No sólo su composición es importante sino también el resultado de los procesos tecnológicos que se le hayan podido aplicar y que, intencionales o no, constituyen una parte integral de su naturaleza como objeto cultural, producto de la intervención humana. Este conocimiento nos debería permitir saber mejor cómo va a reaccionar una pieza determinada a cualquier tratamiento, pero como no siempre es posible llevar a cabo en cada caso un análisis profundo, resulta interesante tener un conocimiento general sobre su fabricación y su propósito, puesto que esto nos permite hacernos una idea de lo que cabe esperar y como es adecuado intervenir.
Propiedades de los materiales.
Desde el punto de vista tecnológico, la elección de un material determinado para cumplir una función específica viene condicionada por sus propiedades, y en el caso del armamento las que más importan son las propiedades mecánicas (en contraposición con otras, como las estéticas – caso de los metales nobles, por ejemplo). En la Tabla 1 se definen resumidamente algunas de ellas, cuya comprensión sirve de ayuda para entender después las aplicaciones que se le dan a este material.
Propiedades Definición
ElasticidadCapacidad de un material para recuperar su forma original una vez que ha desapare-cido la fuerza que lo deforma. Un globo hinchado, por ejemplo, es elástico. Al apre-tarlo con la mano se deforma, pero al dejar de apretarlo recupera su forma original.
Plasticidad
Capacidad de un material para, tras deformarse ante la acción de una fuerza, conser-var su nueva forma una vez que esta fuerza deja de aplicarse. Es decir, que la defor-mación producida se conserva de manera permanente e irreversible. La arcilla, por ejemplo, es plástica. Si la deformamos, la nueva forma permanece al dejar de aplicar fuerza.

Fabricación del armamento: cómo y porqué. MARC GENER
Propiedades Definición
Dureza
Oposición que ofrece un cuerpo a dejarse rayar o penetrar por otro. Es la capacidad de un material de oponer resistencia a la deformación superficial por uno más duro, y en este sentido es una medida de su cohesión superficial y de su capacidad de penetración. Por eso el diamante, que es muy duro, y por lo tanto difícil de rayar, se usa para herramientas de corte y abrasión de alta eficiencia. Lo contrario de duro es blando, y hay que tener en cuenta que la dureza lleva asociada la fragilidad.
Fragilidad
Facilidad con que se rompe un cuerpo bajo los efectos de una fuerza externa. La propiedad opuesta a la fragilidad es la tenacidad. Decimos que un material es frágil cuando casi no se deforma antes de romperse. Así, el cristal o la cerámica son frágiles, y se rompen ante impactos o deformaciones leves.
Tenacidad
Capacidad de un material para soportar esfuerzos que lo deforman hasta su rotura, siendo una medida de su cohesión. Es la resistencia que opone un cuerpo a la rotura al ser sometido a fuerzas externas. Es decir, un material es tenaz si soporta esfuerzos sin romperse.
También se define como la cantidad de energía, aplicada lentamente, que puede ab-sorber un material antes de romperse. El acero, por ejemplo, es un material muy tenaz, especialmente alguna de sus aleaciones. La tenacidad requiere la existencia de resistencia y plasticidad. Cuanto más tenaz un material, más resistente, y cuanto más duro, menos tenaz.
Resistencia
Es la propiedad que presentan los materiales para soportar las diversas fuerzas (trac-ción, compresión, torsión o cizallamiento). Es, resumiendo, la oposición al cambio de forma y a la separación, es decir a la destrucción por acción de fuerzas o cargas.Se denomina también carga de rotura, y habrá una resistencia a la rotura para cada tipo de fuerza aplicada. Se expresa en kg/mm².
Resiliencia
Capacidad de un material para soportar choques o impactos sin romperse. También se define como la capacidad de oponer resistencia a la destrucción por carga diná-mica. Cuantifica la cantidad de energía por unidad de volumen que almacena un material al deformarse elásticamente debido a una tensión aplicada, antes de que comience la deformación plástica (irreversible). Es decir, la capacidad de memoria de un material para recuperarse de una deformación producto de una presión externa. En este sentido, está relacionada con la elasticidad.
Tabla 1: Resumen de algunas propiedades mecánicas significativas de los materiales

Curso de Conservación de Armas y Armaduras. IPCE. 2014
Funcionalidad del armamento.
La elección de un material determinado para fabricar una herramienta, en este caso una herramienta de combate, está directamente relacionada con la función de la misma, por eso vamos a describir, en los términos más generales posible debido a la enorme variedad de la casuística, cuales son los mecanismos a través de los cuales el armamento lleva a cabo su función, para entender así poder entender mejor porqué se elige un determinado tipo de materiales para fabricarlo.
Armas:
Las armas son herramientas cuyo propósito fundamental es herir a otro ser vivo, generalmente con el fin de provocarle la muerte. En el caso del armamento de guerra el objetivo es otro ser humano, que potencialmente intentará impedir que esto ocurra por diversos medios, produciéndose entonces el combate, que es lo que caracteriza las armas de este tipo. El caso de las armas de caza o las armas recreativas (tiro al blanco, práctica de esgrima, etc…) se debe considerar de manera parecida, pero teniendo en cuanta las características propias del objetivo. Así, una presa de caza es una víctima a la que se acecha y que generalmente huye cuando puede, con lo que interesa acabar con ella de manera rápida para aprovechar la oportunidad que creamos y para que no se aleje de nosotros. Incluso en los casos en que el animal es peligroso para el cazador, este principio de muerte rápida también es aplicable. Para las armas recreativas, hay que recordar que el objetivo ya no es herir, sino que se enfatizan otros factores como la precisión, la durabilidad, la no-letalidad, la estética, etc. y lo mismo puede aplicarse al caso de las armas con fines rituales o simbólicos.
Hemos establecido que el propósito esencial de las armas es herir al adversario, pero esto debe hacerse de manera eficiente, de modo que existen una serie de implicaciones adicionales relacionadas con este propósito. Así, el arma no solo debe ser capaz de herir de manera efectiva sino que tiene que poder hacerlo de forma repetida durante el combate, tiene que poder superar el blindaje que se encuentre, o al menos no quedar inutilizada al enfrentarse a él, y tiene que ser capaz de llevar a cabo una función defen-siva cuando sea necesario. Efectivamente, tal y como se insinuaba en el capítulo 1, el propósito de las armas no es sólo ofensivo, sino que tienen un importante papel a la hora de defender al que las empuña. Esto hace que a veces la clasificación del armamento en ofensivo y defensivo se difumine. Así, por ejemplo, las armas blancas se utilizan como instrumento defensivo a través del control que proporcionan sobre el arma del adversario (sujetándola, bloqueándola…) y también sobre el mismo adversario (amenazando e impidiendo así que tome ciertos cursos de acción sin exponerse a ser herido). Reconocido esto, es evidente que hay armas diseñadas y fabricadas con un mayor potencial ofensivo y otras con mayor potencial defensivo, y que podemos clasificarlas por los mecanismos mediante los cuales llevan a cabo esas funciones mayoritarias, que son las que gobernarán la elección y el tratamiento de los materiales, que es lo que nos interesa aquí.
En este sentido, vemos que las armas penetrantes (de filo y punta) actúan aplicando una gran cantidad de fuerza sobre una superficie muy pequeña para provocar la herida. Cuanta más fuerza se aplica y más pequeña es la superficie, más fácilmente se produce la laceración. Eso significa que el filo y/o la punta del arma, que es donde se focaliza esta acción, tiene que ser fino: presentar poca superficie con el fin de concentrar el esfuerzo. Además, es importante que sea duro para que mantenga su cohesión al aplicar y serle aplicada la fuerza, y no se deshaga o se doble. Esa dureza, o “rigidez” intrínseca, que hace que el material mantenga su forma bajo presión y la transmita adecuadamente al blanco, provoca al mismo tiempo que tenga muy poca tolerancia a la deformación, y que por lo tanto sea frágil. Es decir, que si se le aplica suficiente fuerza para deformarlo, se rompe.
El problema, es que al mismo tiempo que el filo tiene que ser duro para poder cortar, el cuerpo del arma tiene que ser capaz de aguantar golpes, impactos y presiones, puesto que es fácil que en combate ésta se enfrente a un blindaje o a los intentos violentos de control y sujeción del adversario, eso sin mencionar que el sólo hecho de manejarla para llevar a cabo su tares la somete a esfuerzos considerables. Para ello, debe ser tenaz y resiliente. Pero, cómo hemos visto, la dureza y la tenacidad son propiedades contrapues-tas. Cuanto más duro es un material, más frágil. Y cuanto más frágil, menos tenaz y resiliente. Combinar de manera equilibrada ambas propiedades en un mismo instrumento es un problema al que ha habido que enfrentarse desde la creación de las armas blancas, y que veremos cómo se resuelve en el apartado de tecnología.

Fabricación del armamento: cómo y porqué. MARC GENER
Las armas contundentes, cómo las mazas, funcionan simplemente aplicando una cantidad enorme de fuerza para provocar traumatismos. La superficie sobre la que se aplica esta fuerza no tiene porqué ser particularmente pequeña ni dura, puesto que no necesitan recurrir a la penetración para ser efectivas, aunque eso ayuda a aumentar el daño. Su diseño se basa sobre todo en conseguir una distribución de masas que facilite la generación de ímpetu1, lo cual se consigue generalmente acumulando peso al extremo de un brazo de palanca largo. No se puede acumular demasiado peso ni que el brazo sea demasiado largo, o el arma se vuelve difícil de manejar, así que la eficiencia real de estas armas reside precisamente en conseguir un buen equilibrio entre la generación de ímpetu y la manejabilidad. Las “cabezas”, que es donde se acumula la masa, pueden ser de todo tipo de materiales, como madera o piedra, pero también se favorecen los metales porque suelen ser muy densos y resistentes, con lo que acumulan mucho peso con poco volumen y sin riesgo de romperse bajo el impacto.
Hay armas que combinan ambos aspectos como los martillos de guerra o las mazas con puntas. En este caso el material del que están hechas tiene responder a algunas de las necesidades de las armas de penetración, pero con márgenes más amplios de operación. Sus filos y puntas son muy gruesos porque tienen que resistir grandes impactos, y aunque aumentemos su dureza para que no se deformen, la gran masa que poseen y que ayuda a su naturaleza contundente hace que les cueste deformarse y contribuye a impedir que se rompan con facilidad.
Vistos estos fundamentos básicos, podemos decir que las armas arrojadizas por lo general operan bajo los mismos principios (penetrantes serían por ejemplo flechas o ja-balinas, y contundentes serían por ejemplo piedras o proyectiles de honda). En estos casos la fuerza operativa la genera el elemento lanzador, y las armas están diseñadas y construidas, además de para herir, para alcanzar su objetivo con precisión y conservando suficiente energía para poder cumplir su cometido. De nuevo, hay que alcanzar un equilibrio.
En un caso parecido se encuentran las armas de fuego. En su caso, la herida la produce la bala, hecha de un material denso y pesado para que abulte poco pero que, gracias a la expansión de los gases producto de la combustión de la pólvora, genere un ímpetu lo bastante grande como para volver secundarias las cuestiones de penetración, que con frecuencia se resuelven con el expeditivo método de imprimir todavía más velocidad al proyectil o hacerlo más grande (más masa). El arma de fuego con la que solemos tratar es precisamente el elemento que lanza el proyectil, y están diseñados, además de para lanzar el proyectil con fuerza, para hacerlo con la mayor precisión posible, para contener de manera segura la explosión de la pólvora y para iniciar la ignición controlada y eficientemente. Esto incluye cuestiones de recarga, seguridad, mantenimiento, etc. Las armas de fuego aparecen al final del periodo que nos ocupa, y tienen una gran complejidad, así que las trataremos aquí solo de manera general.
Armaduras:
El propósito fundamental de las armaduras es proteger a su portador de manera que cuando sean alcanzadas por un arma se evite todo el daño que sea posible. Como en el caso de las armas, en esta función defensiva existe también un potencial ofensivo, ya sea por poder usar la armadura directamente como arma, por ejemplo golpeando direc-tamente al adversario con escudos o partes del cuerpo blindadas, o, de manera más versátil, por permitirnos llevar a cabo de manera segura acciones que de otra manera no se podrían llevar a cabo, al exponernos a ser heridos.
A efectos estrictos de este capítulo, podemos decir que las armaduras funcionan mediante mecanismos que agrupamos en dos grandes categorías: de dispersión y de absor-ción. Los mecanismos de dispersión funcionan distribuyendo la fuerza incidente sobre una gran superficie. El ejemplo más claro son las protecciones de grandes placas rígidas.
1 También conocido como cantidad de movimiento, momento lineal o momentum. Es una magnitud física que viene definida como el producto de la masa (m) de un cuerpo por la velocidad (v) a la que se mueve (ímpetu = m•v). Intuitivamente, al aplicarlo al armamento, nos permite entender que, a mayor masa y mayor velocidad, se genera mayor ímpetu, y por lo tanto más fuerte (y potencialmente dañino) es el golpe cuando conecta.

Curso de Conservación de Armas y Armaduras. IPCE. 2014
Al golpearlas con un arma de filo, si esta no penetra, la fuerza pasa de estar aplicada sobre la pequeña superficie del filo a estarlo sobre toda la placa, con lo cual se dispersa. Las defensas de placas pequeñas como las cotas de escamas, que son más fáciles de fabricar, ajustar y mantener que las de grandes placas rígidas, funcionan de manera pare-cida, pero distribuyen la fuerza de manera menos eficiente, aunque hay que tener en cuenta que las placas o escamas suelen estar conectadas entre sí, con lo que se apoyan mutuamente para favorecer la dispersión. El punto clave está en impedir que el arma penetre la placa, porque si no la armadura pierde gran parte de su efectividad. Por eso las armas penetrantes pueden superar este tipo de armadura aplicando bastante fuerza sobre un punto lo bastante pequeño: si son más duras que la armadura, pueden penetrar-la. Para ello la fuerza se debe aplicar lo más perpendicularmente posible a la superficie de la armadura, para “morder” en ella y poder dedicar entonces esa fuerza a superar la cohesión del material. El uso de superficies curvas en las armaduras de placas rígidas (y de cascos, grebas, brazales, etc.) intenta crear unas condiciones que favorezcan que los ataques “resbalen” sobre ellas y disminuir así su capacidad de “morder”. Por eso son más eficientes contra los ataques penetrantes que las armaduras de tipo escamas, que es más fácil que, de manera local, presenten una superficie perpendicular a un ataque, o si resbala el arma ésta se deslice hasta una juntura entre placas y encuentre “agarre” en ese punto. Las armas contundentes intentan superar este mecanismo de defensa aplicando una cantidad masiva de fuerza con el fin de deformar la placa y afectar a lo que hay debajo. Así, para funcionar adecuadamente, las armaduras que utilizan mecanismos de dispersión necesitan ser tenaces y resilientes para resistir los impactos sin deformarse, y duras para evitar la penetración. Combinar de manera equilibrada ambas propiedades vuelve a ser, de nuevo, un problema tecnológico importante.
Los mecanismos de absorción consisten en ceder ante el ataque y emplear la energía que reciben en la deformación de la armadura, evitando que la fuerza aplicada llegue al cuerpo y lo dañe. Así, las armaduras acolchadas funcionan bajo este modelo, y además vemos frecuentemente que se usan en combinación con mecanismos de dispersión puesto que la combinación de ambos incremente sus efectos defensivos. Por ejemplo, encontramos que los cascos de metal rígido para proteger la cabeza llevan casi siempre incorporado un acolchado interior, o se usan en combinación con una prenda acolchada que cubre el cráneo. La dura capa exterior metálica desvía los ataques cortantes e impide su penetración, mientras que el acolchado subyacente absorbe el ímpetu del golpe, disminuyendo sus efectos traumáticos. El efecto del exterior rígido de dispersar la fuerza agresora sobre una superficie mayor también permite que entre en acción mayor cantidad de acolchado para absorber la energía, multiplicando su eficacia. Otro ejem-plo son las defensas de malla, que también funcionan con esta combinación de efectos. Los anillos de metal impiden que se produzca el corte, y, de anillo a anillo, distribuyen la fuerza sobre una gran superficie, permitiendo que cualquier acolchado subyacente disperse la fuerza del golpe de manera efectiva. Pierden el efecto “desvío” de las protec-ciones de láminas rígidas, con lo que son particularmente susceptibles a los ataques de punta que afectan con mucha fuerza a unas pocas anillas y las pueden romper, pero también es cierto que ofrecen más flexibilidad y ligereza que la mayoría de armaduras de placas diseñadas en la misma época. En esto también las razones tras una decisión son fruto de un equilibrio de factores.
Cabe destacar que algunas armaduras de placas también operan parcialmente bajo el mecanismo de absorción para proteger al portador de las amenazas con mayor capaci-dad de penetración. Así, por ejemplo, en el s. XV algunas armaduras, sobre todo las corazas, se fabricaban a propósito relativamente blandas. Esto las hacía menos eficientes contra las armas de filo, pero había una razón. Si eran alcanzadas por el proyectil de alguna de las primitivas armas de fuego que empezaban a apoderarse del campo de batalla en aquella época, se deformaban por el impacto, absorbiendo la energía de la bala. Si la placa era demasiado dura, se rompía bajo el impacto por su fragilidad y dejaba pasar el proyectil. Era una elección tecnológica, y jugaba con el equilibrio de propiedades, que es algo que veremos que se hacía con frecuencia.
TecnologíaUna vez descrito el funcionamiento del armamento a nivel de sus necesidades mecánicas fundamentales, vamos a ver como los diversos materiales cubren estas necesidades.
Hierro y acero
Como ya hemos comentado, nos centraremos en los metales, y empezaremos por el hierro. Éste es un metal que presenta diversos grados de dureza y tenacidad en función de los aleantes que lleve y los tratamientos térmicos a los que haya sido sometido. A la hora de darle forma, nos encontramos que a temperatura ambiente es poco plástico,

Fabricación del armamento: cómo y porqué. MARC GENER
pero esta propiedad se incrementa notablemente a alta temperatura. Es por eso que el trabajo de conformado del hierro se suele realizar calentándolo hasta que su plasticidad aumenta lo suficiente como para que sea cómodo trabajarlo aplicándole esfuerzos de deformación mediante la forja. Al disminuir la temperatura va perdiendo su plasticidad, y hay que volver a calentarlo para poder seguir dándole forma (Fig. 1).
El hierro es extremadamente tenaz, y esta una de sus mejores propiedades. Resiste muy bien la rotura bajo esfuerzo, lo cual lo convierte en óptimo para multitud de aplica-ciones. Son su tenacidad y resiliencia las que lo hacen capaz de soportar cargas e impactos lo cual, como hemos visto, lo hace particularmente útil cómo material para armas y blindajes. El acero es una aleación de hierro y carbono (en su definición moderna, entre un 0.2% y aproximadamente un 2.1% de C en peso), la aleación férrica más frecuente de encontrar en materiales históricos, sobre todo en el caso del armamento. El acero comparte con el hierro una gran tenacidad y resiliencia, y además presenta mayor dureza. Asimismo, tiene la enorme ventaja de que esta dureza se puede aumentar notablemente, en función de la cantidad de carbono contenida en la aleación, mediante tratamien-tos térmicos de calentamiento-enfriamiento. A partir de ciertos niveles, la fragilidad que lleva asociada la dureza puede hacerse demasiado grande para algunas funciones, así que hay que mantenerla en el nivel adecuado para los objetivos que se buscan.
Figura 1: Trabajo del hierro en caliente (forja).
El tratamiento térmico a través del cual se endurece el acero se conoce como templado o temple.
Este proceso consiste en calentar el metal por encima de una temperatura determinada (aproximadamente entre 700 y 900º C, según el contenido en carbono y otros alean-tes) y a continuación enfriarlo rápidamente. Si el enfriamiento (la extracción de calor) es lo suficientemente repentino se producen cambios en la estructura que dan como resultado un endurecimiento. La mecánica exacta del proceso, a nivel atómico, está relacionada con el comportamiento del carbono contenido en el material, es por eso que
Curso de Conservación de Armas y Armaduras. IPCE. 2014
el hierro puro, sin carbono, sometido al mismo proceso no sufre cambios, no se endurece. El grado de endurecimiento del acero al templarse varía en función de esta veloci-dad de enfriamiento, de la proporción de carbono y del efecto de otros posibles aleantes. Como regla general, se puede decir que cuanto más repentinamente se produzca el enfriamiento y cuanto más carbono contenga el acero, más se endurece.
Es precisamente para acelerar al máximo el enfriamiento que el metal caliente se sumerge en un líquido, que ayudará a drenar el calor más rápidamente de lo que ocurriría en el aire. El líquido es frecuentemente agua, ya que tiene una elevada capacidad calorífica que le permite extraer el calor a gran velocidad. Esto, en algunos casos, puede llegar a ser contraproducente, ya que el templado es un proceso muy violento, y el endurecimiento viene acompañado de un aumento de las tensiones internas y de la fragilización, con lo cual el acero puede llegar a quebrarse durante esta operación, especialmente en el caso del acero histórico, poco homogéneo. Es por eso, y porque se tenía poco con-trol sobre el contenido en carbono del material, que a veces se usaban otros medios que extrajeran el calor más lentamente, pero aún lo suficientemente rápido para que se produjera el templado. Estos medios podían ser desde la misma agua con aditivos (sales en disolución, generalmente), aceites o incluso metales de bajo punto de fusión en estado líquido (cómo el plomo fundido), pasando por todo tipo de materiales exóticos de los que nos han dejado noticia algunas fuentes documentales, como pueden ser la orina o la sangre, que en el fondo no dejan de ser agua con sales y otros elementos disueltos, pero de los que no se debe obviar el valor simbólico que puedan tener añadido. Aun así, el templado puede dejar el acero en un estado tan endurecido que resulte demasiado frágil para tareas que impliquen cualquier tipo de esfuerzo o impacto, sobre todo en el caso de templados muy agresivos o contenidos en carbono altos. Por eso es conveniente aplicar tras el templado otro tratamiento térmico consistente en calentar de nuevo la pieza a una temperatura no tan alta como en los procesos anteriores durante un cierto periodo de tiempo, con el fin de ayudar a relajar las tensiones internas del material, perdiéndose algo de la dureza obtenida, pero disminuyendo también la fragilidad no deseada. Este proceso se conoce como revenido.
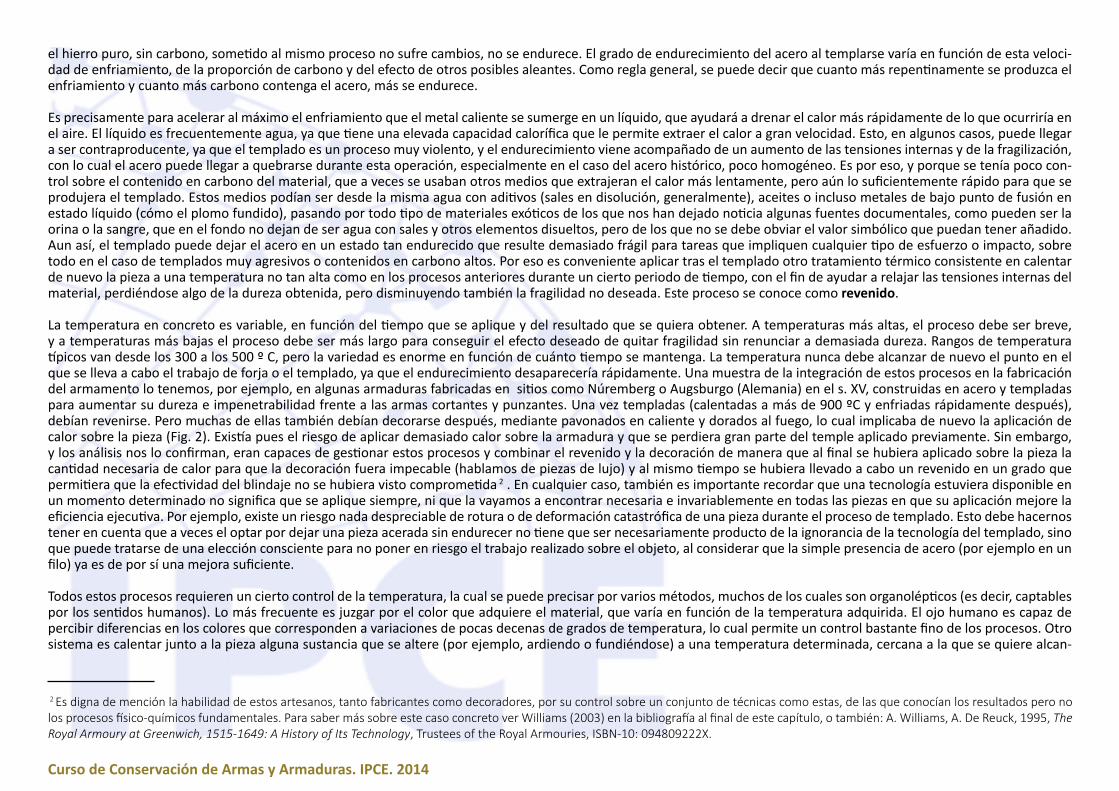
La temperatura en concreto es variable, en función del tiempo que se aplique y del resultado que se quiera obtener. A temperaturas más altas, el proceso debe ser breve, y a temperaturas más bajas el proceso debe ser más largo para conseguir el efecto deseado de quitar fragilidad sin renunciar a demasiada dureza. Rangos de temperatura típicos van desde los 300 a los 500 º C, pero la variedad es enorme en función de cuánto tiempo se mantenga. La temperatura nunca debe alcanzar de nuevo el punto en el que se lleva a cabo el trabajo de forja o el templado, ya que el endurecimiento desaparecería rápidamente. Una muestra de la integración de estos procesos en la fabricación del armamento lo tenemos, por ejemplo, en algunas armaduras fabricadas en sitios como Núremberg o Augsburgo (Alemania) en el s. XV, construidas en acero y templadas para aumentar su dureza e impenetrabilidad frente a las armas cortantes y punzantes. Una vez templadas (calentadas a más de 900 ºC y enfriadas rápidamente después), debían revenirse. Pero muchas de ellas también debían decorarse después, mediante pavonados en caliente y dorados al fuego, lo cual implicaba de nuevo la aplicación de calor sobre la pieza (Fig. 2). Existía pues el riesgo de aplicar demasiado calor sobre la armadura y que se perdiera gran parte del temple aplicado previamente. Sin embargo, y los análisis nos lo confirman, eran capaces de gestionar estos procesos y combinar el revenido y la decoración de manera que al final se hubiera aplicado sobre la pieza la cantidad necesaria de calor para que la decoración fuera impecable (hablamos de piezas de lujo) y al mismo tiempo se hubiera llevado a cabo un revenido en un grado que permitiera que la efectividad del blindaje no se hubiera visto comprometida 2 . En cualquier caso, también es importante recordar que una tecnología estuviera disponible en un momento determinado no significa que se aplique siempre, ni que la vayamos a encontrar necesaria e invariablemente en todas las piezas en que su aplicación mejore la eficiencia ejecutiva. Por ejemplo, existe un riesgo nada despreciable de rotura o de deformación catastrófica de una pieza durante el proceso de templado. Esto debe hacernos tener en cuenta que a veces el optar por dejar una pieza acerada sin endurecer no tiene que ser necesariamente producto de la ignorancia de la tecnología del templado, sino que puede tratarse de una elección consciente para no poner en riesgo el trabajo realizado sobre el objeto, al considerar que la simple presencia de acero (por ejemplo en un filo) ya es de por sí una mejora suficiente.
Todos estos procesos requieren un cierto control de la temperatura, la cual se puede precisar por varios métodos, muchos de los cuales son organolépticos (es decir, captables por los sentidos humanos). Lo más frecuente es juzgar por el color que adquiere el material, que varía en función de la temperatura adquirida. El ojo humano es capaz de percibir diferencias en los colores que corresponden a variaciones de pocas decenas de grados de temperatura, lo cual permite un control bastante fino de los procesos. Otro sistema es calentar junto a la pieza alguna sustancia que se altere (por ejemplo, ardiendo o fundiéndose) a una temperatura determinada, cercana a la que se quiere alcan-
2 Es digna de mención la habilidad de estos artesanos, tanto fabricantes como decoradores, por su control sobre un conjunto de técnicas como estas, de las que conocían los resultados pero no los procesos físico-químicos fundamentales. Para saber más sobre este caso concreto ver Williams (2003) en la bibliografía al final de este capítulo, o también: A. Williams, A. De Reuck, 1995, The Royal Armoury at Greenwich, 1515-1649: A History of Its Technology, Trustees of the Royal Armouries, ISBN-10: 094809222X.

Fabricación del armamento: cómo y porqué. MARC GENER
zar, y cuando esta sustancia reacciona se sabe que se ha llegado a la temperatura que se busca. Materiales tradicionales para esto eran, por ejemplo, diversos tipos de grasa o de cuerno. No se debe subestimar la precisión y consistencia de estos mecanismos de medida, a pesar de su naturaleza empírica y relativamente subjetiva y circunstancial. Después de todo, la metalurgia del hierro y el acero se convirtió en una de las bases de la tecnología a lo largo de 3000 años basándose sólo en métodos de medición de este tipo. También es posible usar diversos métodos organolépticos para distinguir entre hierro y acero, como la respuesta del material al forjarse (más o menos fluido bajo los golpes), o reacciones diferentes al temple y a la abrasión, consecuencia de la presencia de carbono. De hecho, no es hasta finales del s. XVIII que se averigua que lo que realmente distingue el hierro del acero es la presencia de carbono en la aleación, pero eso no impide que mientras tanto exista una industria importantísima articulada en gran medida alrededor de la distinción de ambos materiales.
El acero no es la única aleación de hierro que se usa de manera deliberadamente distinta que el hierro puro por sus propiedades mecánicas. La más habitual en materiales históri-cos es la aleación de hierro y fósforo conocida como hierro fosfórico (“phosphoric iron” en la literatura en inglés). Aquí el fósforo es el responsable, ya a partir de concentracio-nes muy pequeñas (menos de un 1% en masa), de aumentar considerablemente la dure-za del hierro. Pero el hierro fosfórico no se puede templar, y a concentraciones elevadas de este elemento la aleación resulta progresivamente más frágil a bajas temperaturas y más difícil de trabajar. Aun así, históricamente este material se usa en la antigüedad para funciones parecidas a las del acero, y se obtiene como resultado de la utilización de minerales de hierro ricos en fósforo como fuente para obtener el metal. A medida que se va avanzando en la capacidad de controlar mejor los niveles de carbono en el hierro este material se va abandonado puesto que su capacidad de endurecimiento es menor que la del acero, que, como sabemos, puede templarse. Aun así, convive con el hierro y el acero durante mucho tiempo, permaneciendo integrado en la tecnología general del trabajo de materiales férricos, y eso sin tener en cuenta que el hierro fosfórico tiene ven-tajas propias, cómo el hecho de que presenta una resistencia considerable a la corrosión.
Lo que sí se puede decir, ateniéndonos a las observaciones realizadas sobre los objetos de la cultura material con el fin de analizar el uso que se da a los metales, es que, en ge-neral, la principal distinción histórica entre la utilización del hierro y el acero en el arma-mento se centra en la dureza. Así, encontramos que el acero, más difícil de obtener, se reserva para ser utilizado por ejemplo en los filos de las armas, donde ayuda a una mejor y más prolongada capacidad de corte, mientras que el hierro se usa allí donde no hace falta tanta dureza o donde ésta puede incluso resultar contraproducente. A veces ambos materiales conviven en una misma pieza, donde el filo que tiene que mantenerse agudo y sin deformarse para poder cortar está hecho con acero – a veces templado, mejor o peor, a veces no - mientras que el cuerpo, más voluminoso y del que se desea una cierta tenacidad y resiliencia para soportar impactos y tensiones, está hecho de hierro, más fácil de obtener y sin capacidad para endurecerse. La posibilidad de usar hierro y acero
Figura 2: Armadura para el combate a pie del Príncipe Elector Cristián I de Sajonia, de-corada con pavonado térmico y dorados al fuego (1591, Augsburgo, Alemania. Obra de Anton Peffenhauser. Decoración atribuida a Jörg Sorg el Joven)

Curso de Conservación de Armas y Armaduras. IPCE. 2014
en una misma pieza pasa por el uso tanto de la cementación, que permite desarrollar una capa superficial de acero en un objeto acabado, como de la capacidad que tiene el hierro de unirse a sí mismo (y al acero) mediante un proceso termomecánico conocido como soldadura a la calda o a la forja (“forge welding” en la literatura en inglés).
La cementación, muy suscitamente, consiste en meter un fragmento de hierro o una pieza terminada en un horno cerrado y crear en su interior una atmósfera muy rica en monóxido de carbono (mediante una combustión con poca presencia de oxígeno) a una temperatura de cerca de 900ºC. Esto hace que el monóxido de carbono reaccione con el metal, y vaya introduciendo carbono en su interior, convirtiéndolo en acero. Este es el proceso básico de obtención de acero hasta la Edad Media tardía, ya fuera de manera directa, durante el mismo proceso con el que se obtenía hierro a partir del mineral, o a posteriori, mediante procedimientos específicos.
La técnica de la soldadura a la calda consiste en calentar las dos piezas de metal que se quieren soldar a una cierta temperatura (que puede estar entre el 50% y el 90% de la temperatura de fusión del material), ponerlas en contacto y golpearlas para que las superficies a unir hagan presión entre ellas. La combinación de calor y presión produce un fenómeno de difusión entre los átomos de hierro de ambas superficies, dando como resultado la unión de las piezas. Hay que tener en cuenta, sin embargo, que al calentar el hierro en presencia de aire éste se oxida fácilmente, con lo que al poner las piezas en contacto no se están uniendo dos superficies de hierro sino dos superficies de óxido de hierro, impidiendo el proceso de difusión. Para evitarlo se utiliza alguna substancia a modo de fundente que se esparce sobre una de las superficies a unir y que al licuarse disuelva los óxidos de manera que, al juntar las piezas y golpear, el líquido se expulse por la fuerza del impacto y las superficies limpias entren en contacto. Históricamente uno de los fundentes más habituales ha sido la arena, por su riqueza en sílice (dióxido de silicio –SiO2), que es también el componente fundamental del cuarzo. Más modernamente se ha usado mucho el bórax (tetraborato de sodio, usado también para el mismo fin a la hora de unir otros metales –oro, plata, etc.- entre sí).
Aleaciones de cobre
Cómo hemos visto, pues, el acero tiene todas las virtudes del hierro y además una dureza adicional (tanto intrínseca cómo potencial, vía templado), por eso se hace el esfuerzo de obtenerlo. También fue la búsqueda de una mayor capacidad de endurecimiento lo que llevó a la obtención de las primeras aleaciones de cobre. La armas más primitivas del calcolítico, como hemos visto en el capítulo 1, son de cobre o de cobre arsenicado (aleación de cobre y arsénico). Hasta qué punto los cobres arsenicados son una aleación intencionada y no el producto de la utilización de un tipo determinado de minerales en la obtención del cobre es un tema que todavía está en discusión en arqueología. Sin embargo, sí es cierto que esta aleación es más dura que el cobre sólo, y la vemos utilizada en dagas y alabardas de la época. Por otro lado tenemos el bronce, una aleación de cobre y estaño que es a su vez más dura que el cobre y que el cobre arsenicado. Su descubrimiento permitió que las armas y armaduras alcanzaran grados de complejidad bastante importantes en su fabricación, dando lugar a morfologías que intentaban sacar todo el provecho posible de las propiedades mecánicas de este material.
Hay otra razón para favorecer el uso de aleaciones, y es que estas disminuyen la temperatura de fusión del cobre. Esto es porque, a diferencia del hierro, la tecnología del cobre y el bronce están basadas en la fusión y el moldeo, en la que, básicamente, se calienta el metal hasta que se funde, y luego se vierte en el interior de un molde preparado con la forma que queremos que tenga el objeto final. Estas técnicas permiten desde las figuras más simples a las más complejas, a medida que se van desarrollando las técnicas de moldeo. Si la temperatura de fusión de la aleación es más baja que la del cobre, eso hace que sea más fácil fundirla y que además el líquido resultante sea más fluido, lo cual favorece la creación de formas más elaboradas en los moldes. De hecho, se constata la presencia de plomo en algunos bronces, que es un aditivo que todavía disminuye más la temperatura de fusión y la hace más fluida por lo que era usado sobre todo en estatuaria, que con frecuencia exige moldes muy elaborados. No es óptimo para ser usado en armamento, porque también hace la aleación resultante más blanda, pero en ocasiones ocurre, sobre todo en algunos contextos culturales concretos, y a menudo relacionado con prácticas de reciclaje de metal.
El bronce se podía trabajar en frío tras el moldeado mediante forja para darle nuevas formas, pero tiene el problema de que si se deforma mucho, se endurece. Es un fenó-meno conocido como endurecimiento por acritud, y se produce porque la deformación introduce microfisuras en el interior del metal que impiden que se siga moviendo con facilidad bajo la acción del martillo o la presión, provocando un aumento de la dureza. Era un problema importante en el caso de piezas que debían manipularse considerable-mente, como las joyas, pero se resolvía volviendo a calentar la pieza cuando se había endurecido demasiado, y enfriándola después. Esto elimina las microfisura, permitiendo que la estructura básica del metal se reconstruya y devolviendo la pieza a su dureza original. Pero este fenómeno también se aprovechaba para endurecer el metal a propósito y de manera localizada mediante un martilleado, por ejemplo en el caso de los filos de las armas y de las herramientas, aumentando así la versatilidad de la tecnología y las

Fabricación del armamento: cómo y porqué. MARC GENER
Figura 3: Reconstrucción del proceso de fabricación de una hoja de espada de bronce. a) Fundi-ción del metal en un crisol. b) Vertido del bronce fundido en un molde cerámico. c) y d) Una vez enfriado el molde, se rompe para revelar la pieza de metal solidificado. e) Resultado de la fun-dición: una hoja de espada en bruto. f) Tras limpiarla, quitarles los restos indeseados de la fundi-ción, pulirla, decorarla, endurecer los filos golpeándolos con un martillo y montarla, asegurándola con remaches de bronce, en un mango de madera, la espada está completa.
posibilidades de jugar con combinaciones de dureza y tenacidad en las armas de bronce, como después se haría con las de hierro y acero (Fig. 3).
Las técnicas:
Hemos visto cómo las propiedades mecánicas que se buscan en armas y armadu-ras son con frecuencia contrapuestas. ¿Cómo hacer entonces que convivan en una misma pieza? La respuesta es: compromisos. Ya lo hemos ido viendo a lo largo del texto: la tecnología, tanto en su diseño como en su ejecución, trata, sobre todo, de compromisos, de equilibrios. Entre varias propiedades mecánicas, entre diferentes funciones, entre diversos condicionantes socio-culturales… siempre compromisos, siempre equilibrios.
En el campo técnico, estos compromisos se reflejan en un producto que o bien se intenta que esté, metalúrgicamente hablando, en un punto más o menos interme-dio entre no demasiada dureza y no demasiada tenacidad, pero con suficiente de ambas para hacer su trabajo, o bien que se intenta que tenga maximizadas cada una de estas propiedades en la zona del instrumento que más las necesita y mini-mizada en la zona en la que más perjudican
Hay que hacer notar que éste es un problema de carácter universal para todo tipo de armas de corte, y en muchos casos para las armaduras. En el caso concreto de las espadas, por ejemplo, éstas resultan particularmente problemáticas debido a su configuración y su uso: las hojas largas son más susceptibles a la rotura o a la de-formación bajo un impacto que las hojas cortas, mientras que su manejo y su masa exigen un filo razonable y medianamente duradero para ser efectivas. Es decir, que aquí los compromisos son más críticos. Y es por ello que todos los armeros, en todo el mundo, en todas las culturas, se dedican a forzar los límites de su arte para resolver este problema con los conocimientos y los medios que tienen a mano. Las soluciones son muchas y muy variadas, fruto de la tradición o de la búsqueda sis-temática; de la aplicación ciega de un ritual aprendido o de un conocimiento más o menos estructurado de la fenomenología de los procesos elementales que tienen lugar en el trabajo del metal. Así, en el caso del bronce pasan por el martilleado localizado de los filos, como hemos visto, pero en el caso de los materiales férricos las soluciones siempre pasan por la manipulación de dos elementos claves: la can-tidad de carbono en el acero y la velocidad de enfriamiento durante el temple.
La cantidad de carbono en diferentes puntos de la pieza se controla esencialmente de dos maneras: uniendo (soldando) diversos trozos de acero con diferentes con-tenidos en carbono de manera que éstos queden distribuidos de la manera que más conviene, o añadiendo carbono a la pieza ya conformada antes de templarla. Así, por ejemplo, se pueden juntar tiras o barras de metal de bajo contenido en carbono para el cuerpo principal de la hoja y reservar las de alto contenido en

Curso de Conservación de Armas y Armaduras. IPCE. 2014
carbono para los filos que queremos endurecer. O dejar un núcleo de acero de bajo contenido en carbono envuelto en una capa externa (o “camisa”) de acero con mayor contenido en carbono, la cual se puede generar por cementación o se puede soldar directamente, encapsulando el núcleo.
En todos los casos, si se ha hecho bien, al templar la pieza sólo se va a endurecer la zona que tenga un contenido en carbono apreciable, es decir, los filos o la capa externa, manteniendo el resto de la pieza la tenacidad estructural que se necesita.
El control de la velocidad de enfriamiento con frecuencia se combina con el control de la cantidad de carbono para obtener el efecto deseado. Hay multitud de técnicas y va-riantes para ello. Muchas de ellas, por ejemplo, pasan por la elección adecuada del medio en que se sumerge la pieza caliente para enfriarla. Como ya se ha mencionado antes el agua es un medio muy agresivo, ya que dispersa el calor muy rápidamente y la violencia del enfriamiento puede provocar la aparición de grietas en la hoja, así como defor-maciones, que por otra parte son bastante habituales, sobre todo en armas de hoja larga, fina y/o estrecha. Si aparecen, y no son muy extremas, a veces se pueden corregir a posteriori, generalmente durante o después del revenido, pero eso añade riesgos adicionales de rotura que es mejor evitar. Para ello se pueden usar medios que disipen el calor más lentamente, como el aceite o agua con sales y otros elementos disueltos que modifican la capacidad de extracción de calor del líquido. La misma temperatura del medio es también importante para determinar cuan rápidamente puede enfriar y hasta qué punto.
Otro conjunto de técnicas de control de la velocidad de enfriamiento consiste en interrupciones o ciclos de interrupciones del temple. Éstas son muy delicadas, y bastante específicas para el tipo de hoja que se esté templando. Básicamente, el proceso pasa por sumergir la pieza en el líquido y retirarla pasado un corto tiempo, antes de que esté templada del todo, dejándose enfriar al aire y volviéndose a sumergir a continuación. El objetivo es interrumpir la transformación del temple, de manera que el resultado final no esté demasiado duro. Este sistema de temple interrumpido no solo está también condicionado por el tipo de líquido, sino que además se puede jugar con el hecho de sumergir solo la parte a endurecer y con que estas partes más delgadas de la pieza (normalmente el filo y/o las puntas) pierden calor más rápido que las partes más gruesas. Esto permite, por ejemplo, en algunos casos y si se tiene experiencia y habilidad, que el calor residual de la parte gruesa actúe sobre la parte fina ya templada, reviniéndola parcialmente. Con todo esto es fácil ver que no será lo mismo templar un cuchillo, que una espada que una cabeza de hacha, por ejemplo, ni tampoco sumergir la pieza primero por la punta, que por el filo, o por el dorso. De ahí que hablemos de técnicas específicas para cada tipo de hojas.
Relacionado con esto tenemos el método japonés, que consiste en recubrir las partes que no se quieren endurecer de una arcilla refractaria, dejando el filo sin cubrir o cubierto por una capa muy fina. Se deja secar la arcilla, para después calentar la hoja de manera homogénea, con la arcilla aplicada y todo, y sumergirla a continuación en agua. La parte cubierta con arcilla pierde calor mucho más lentamente, de manera que no se templa. El filo, en cambio, sin cubrir de arcilla, pierde calor mucho más rápido y se endurece. Esta técnica deja una línea en el acero que separa la zona endurecida de la que no lo está, y permite controlar la forma de esta línea, la cual puede adquirir un perfil artístico y, con el pulido adecuado, hacerse notablemente visible.
En resumen, es de esta manera y de muchas otras, combinando el uso de los métodos que la tradición, la experiencia y los medios a su alcance dictaban, que los herreros aplicaban su oficio. Hay que decir que no siempre era posible apurar tanto. Se podía llegar a un compromiso metalúrgico, por ejemplo con un acero con poco carbono, o con un temple suave, de manera que se obtenía un producto más o menos aceptable. De hecho, se hacía bastante, pero el resultado era una pieza de menos calidad. Pero como también ocurre hoy en día, todos los niveles tecnológicos tenían su aplicación y su lugar, y no hay que olvidar que, por ejemplo, una solución rápida y barata es la mejor solu-ción cuando lo que aprieta es la prisa o la economía. Al final, siempre se trata de tomar decisiones para encontrar el equilibrio adecuado.

Fabricación del armamento: cómo y porqué. MARC GENER
-1: Las imágenes referenciadas con este logo se presentan aquí bajo licencia Creative Commons Attribution-NoDerivs 2.0 Generic (CC BY-ND 2.0). En resumen, se es libre de copiar y redistribuir el material en cualquier medio y for-mato para cualquier propósito, incluso comercial, bajo las condiciones siguientes: debe ser atribuida apropiadamente a su autor o autores, proporcionar un enlace a la licencia correspondiente e indicar explícitamente si se ha modificado; y si se re-mezcla, transforma o crea a partir del material, no se puede difundir el material modificado. Puede encontrarse información detallada sobre la licencia oficial para la utilización de dichas imágenes en el enlace siguiente: https://creativecommons.org/licenses/by-nd/2.0/deed.es_ES
-2: Las imágenes referenciadas con este logo se presentan aquí bajo licencia Creative Commons Attribution-NonCommercial 2.0 Generic (CC BY-NC 2.0). En resumen, se es libre de compartir y hacer trabajos derivados de esta imagen bajo las condiciones siguientes: debe ser atribuida apropiadamente a su autor o autores, indicar explícitamente si se han modificado, no puede usarse para fines comerciales y debe distribuirse solamente bajo una licencia idéntica a ésta. Puede encontrarse información detallada sobre la licencia oficial para la utilización de dichas imágenes en el enlace siguiente: https://creativecommons.org/licenses/by-nc/2.0/deed.es_ES
Figura 1: Imagen: -1 Hans Splinter
Figura 2: Museo Metropolitano de Arte, Nueva York. © The Metropolitan Museum of Art.Figura 3: Imagen: -2 Karstensfotos
Créditos de las imágenes:
Bibliografía
KAPP, L., KAPP, H., YOSHIHARA, Y. (1987): The Craft of the Japanese Sword, Kodansha Intl., Tokyo, ISBN-13: 9781568364315.ROVIRA LLORENS, S., GÓMEZ RAMOS, P. (2003): Las primeras etapas metalúrgicas en la Península Ibérica III: Estudios Metalográficos, Madrid, ISBN-10: 8460785750.SCOTT, D. A. (1991): Metallography and Microstructure in Ancient and Historic Metals, Getty Conservation Institute, Oxford University Press, ISBN-13: 9780892361953. Versión digital en PDF: http://www.getty.edu/conservation/publications_resources/pdf_publications/pdf/metallography.pdfSCOTT, D. A., PODANY, J., CONSIDINE, B.B. (1995): Ancient & Historic Metals: Conservation and Scientific Research, Getty Conservation Institute, Oxford University Press, ISBN-13: 9780892362318. Versión digital en PDF: http://www.getty.edu/conservation/publications_resources/pdf_publications/ancientmetals.htmlSMITH, C. S. (1960): A History of Metallography. The Development of Ideas on the Structure of Metal Before 1890, The University of Chicago Press [Hay una edición moderna de Literary Licensing, LLC, (2012, ISBN-13: 9781258473365].TYLECOTE, R.F. (1984): A history of metallurgy, The Metals Society Institute of Materials, Londres, ISBN-13: 978-1902653792.TYLECOTE, R.F. GILMOUR, B.J.J. (1986): The metallography of early ferrous edge tools and edged weapons, British Archaeological Reports (BAR), Oxford, ISBN-10: 086054401XVERHOEVEN, J.D. ( 2007): Steel Metallurgy for the Non-Metallurgist, ASM International, ISBN-10: 0871708582. WILLIAMS, A. (2003): The Knight and the Blast Furnace: A History of the Metallurgy of Armour in the Middle Ages & the Early Modern Period, Brill Academic Publishers, Leiden, ISBN-13: 978-9004124981.WILLIAMS, A. (2012): The Sword and the Crucible: A History of the Metallurgy of European Swords Up to the 16th Century, Brill Academic Publishers, Leiden, ISBN-13: 9789004227835.

















