38
Larry Stringer, P.E. U. S. Army Corps of Engineers Transportation Systems Center UFGS 32 13 14.13 CONCRETE PAVING FOR AIRFIELDS AND OTHER HEAVY DUTY PAVEMENTS 1 File Name

Larry Stringer, P.E.U. S. Army Corps of EngineersTransportation Systems Center
UFGS 32 13 14.13 CONCRETE PAVING FOR AIRFIELDS AND OTHER HEAVY DUTY PAVEMENTS
1File Name

https://transportation.erdc.dren.mil/tsmcx/Default.aspx
TRANSPORTATION SYSTEMS CENTER
File Name 2
TRANSPORTATION SYSTEMS CENTER
File Name 3
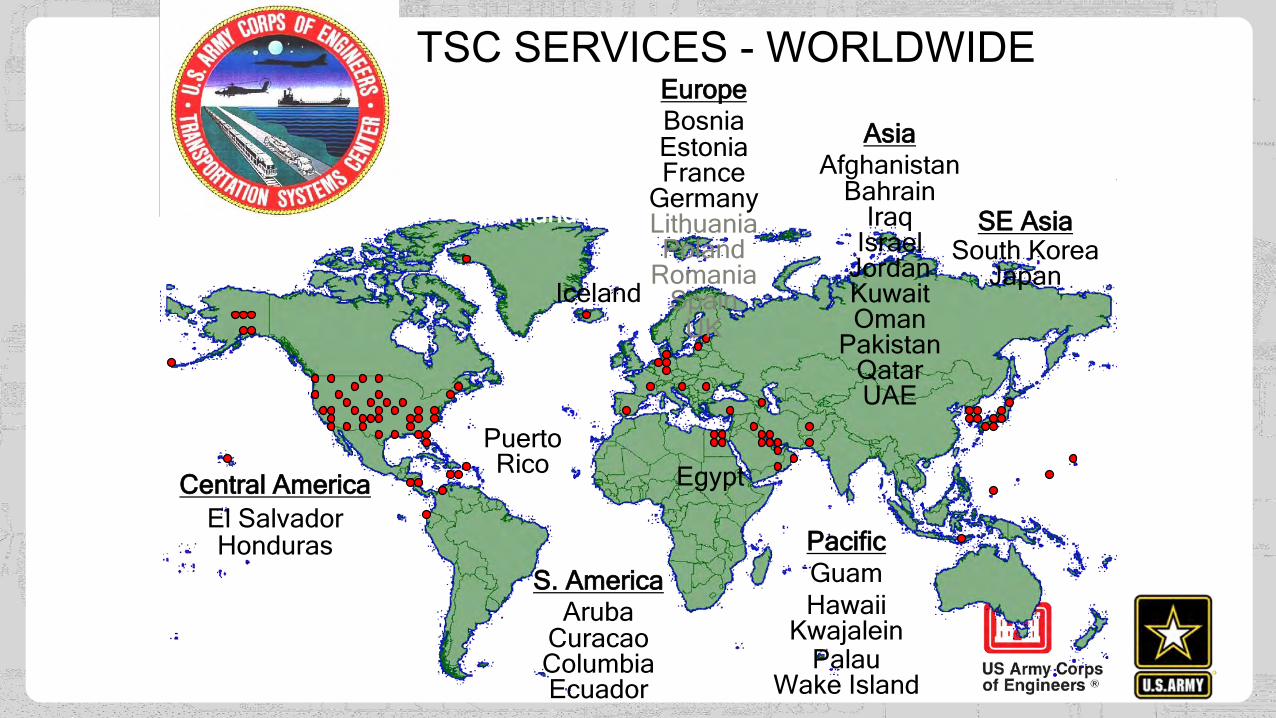
Europe
BosniaEstoniaFrance
GermanyLithuaniaPoland
RomaniaSpain
UK
Central America
El SalvadorHonduras
S. America
ArubaCuracaoColumbiaEcuador
Asia
AfghanistanBahrain
IraqIsrael
JordanKuwaitOman
PakistanQatarUAE
Egypt
Greenland
Iceland
Pacific
Guam
HawaiiKwajalein
PalauWake Island
Puerto Rico
SE AsiaSouth Korea
Japan
TSC SERVICES - WORLDWIDE

PRESENTATION OUTLINE
• History of Government QC• Highlight various paragraphs of UFGS 32 13 14.13 (0819)
• PART 1 General• 1.4 Quality Control• 1.4.3 Laboratory Accreditation and Validation• 1.5.2 Aggregate Materials
• Part 2 Products• 2.1.6 Evaluation of Cores• 2.1.7 Diamond Grinding of PCC Surfaces• 2.3 Aggregates
• 2.3.1.3 Combined Aggregate Gradation• 2.3.2.3 (Coarse Aggregate) Size and Grading• 2.3.2.4 (Coarse Aggregate) Deleterious Materials – Airfield Pavements
• 2.11.1.1 (Batching and Mixing Plant) Location• 2.12 SPECIFIED CONCRETE STRENGTH AND OTHER PROPERTIES
• 2.12.1 Specified Flexural Strength• 2.12.2 Water-Cementitious Materials Ratio• 2.12.3 Air Content• 2.12.4 Slump
• Part 3 Execution• 3.5.5.1 Forms for Fixed-Form Paving• 3.6 Finishing• 3.8.6 Contraction Joints• 3.9.2 Slabs with Cracks
• Unique DoD Requirements• Questions
5
• Time and Materials approach up to about 1961 – Government directed the work, Contractor provided resources.• 1961, first occurrence of ‘Inspection of Construction’ clause in DoD contracts – made Contractor responsible for achieving
and documenting contract quality.• 1968, CQM system had developed into fairly loose structured process w/significant variation in application between agencies,
offices, and projects.• Eventually Government and contractors both recognized that structured approach was preferred – Government has specific
tasks addressed in the contract, and Contractors have a better idea of what to expect.• Led to current requirements – 3 phase inspection system, formal submittals, deficiency tracking and resolution
documentation.• Conscious decision on the Government’s part between various options, accepting there is a cost associated with the
requirements and the results are worth the effort.
• Major ongoing user concern is FOD generation and overall durability. Achieving specified strength is NOT generally a major issue.
• Current UFGS are Tri-Service specifications – Army, Air Force and Navy have agreed to the requirements.
HISTORY OF GOVERNMENT QC
6
• CONTRACTOR QUALITY CONTROL (CQC) – That process by which the Contractor manages all aspects of his work effort to construct a project complying with all quality requirements of the contract.
• QUALITY ASSURANCE – Activities by the Government through which it is confirmed that CQC is working effectively, and that the end product complies with contract requirements.
• CQC Issues:
1. Inexperienced/Inadequate staff and other resources to manage the work.2. Insufficient costs included to cover level of effort/rework.3. Lack of organization.4. Inability/lack of authority to enforce QC on the job site.5. Reporting not performed in a timely manner, is often poorly organized and/or incomplete.6. QC not proactive and only reacts to items noted by QA, often not until the issue has been
brought up numerous times.7. Similar issues whether paving contractor is prime or subcontractor.
• Also acknowledge there are experience/adequacy issues with QA staff that often make the situation worse.
• Bottom line is inadequate quality and a dissatisfied customer.
CONTRACTOR QUALITY CONTROL
7

• “Provide laboratory and testing facilities. Submit accreditation of the commercial laboratory by an independent evaluation authority, indicating conformance to ASTM C1077, including all applicable test procedures. The laboratories performing the tests are required to be accredited in accordance with ASTM C1077, including ASTM C78/C78M and ASTM C1260. Provide current accreditation and include the required and optional test methods, as specified. In addition, all contractor quality control testing laboratories performing acceptance testing require USACE validation by the Material Testing Center (MTC) for both parent laboratory and on-site laboratory. Validation on all laboratories is required to remain current throughout the duration of the paving project. Contact the MTC manager listed at http://www.erdc.usace.army.mil/Media/FactSheets/FactSheetArticleView/tabid/9254/Article/476661/materials-testing-center.aspx for costs and scheduling. Provide on-site temperature-controlled concrete curing facilities.”
• Contact weblink has changed: https://mtc.erdc.dren.mil/contact2.aspx
1.4.3 LABORATORY ACCREDITATION AND VALIDATION
8
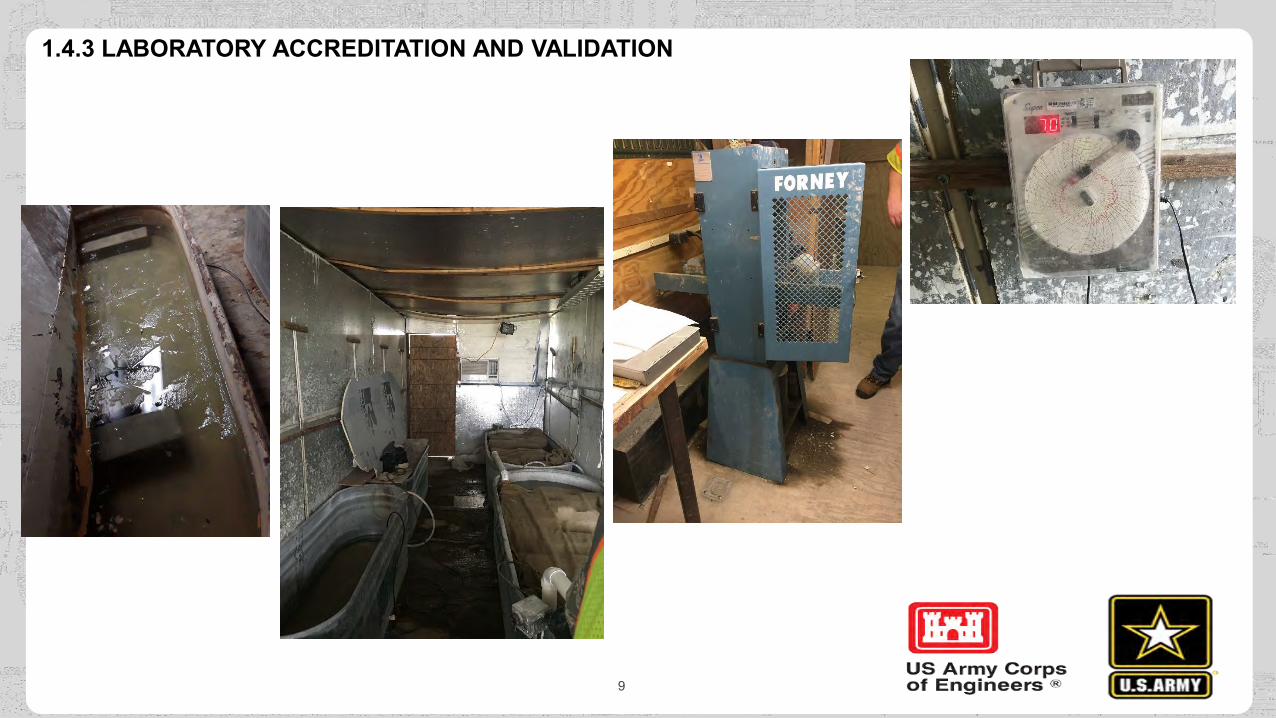
1.4.3 LABORATORY ACCREDITATION AND VALIDATION
9

1.5.2 Aggregate Materials
10
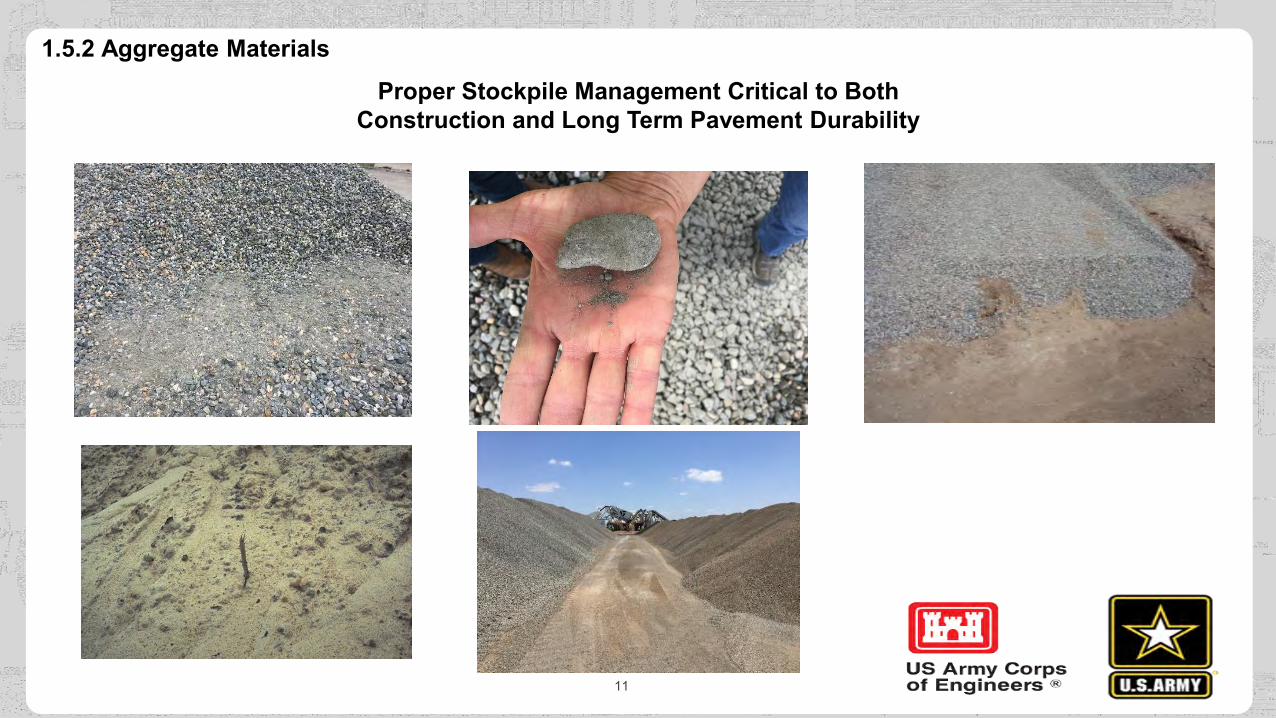
• “Store aggregate at the site of the batching and mixing plant avoiding breakage, segregation, intermixing or contamination by foreign materials. Store each size of aggregate from each source separately in free-draining stockpiles. Provide a minimum 24 inch thick sacrificial layer left undisturbed for each aggregate stored on ground. Provide free-draining storage for fine aggregate and the smallest size coarse aggregate for at least 24 hours immediately prior to use. Maintain sufficient aggregate at the site at all times to permit continuous uninterrupted operation of the mixing plant at the time concrete pavement is being placed. Do not allow tracked equipment on coarse aggregate stockpiles.”
1.5.2 Aggregate Materials
11
Proper Stockpile Management Critical to Both Construction and Long Term Pavement Durability

2.1.6 Evaluation of Cores
12
• “Record and submit testing, inspection, and evaluation of each core for mortar-rich surface, uniformity of aggregate distribution, segregation, voids, cracks, and depth of reinforcement or dowel (if present). Moisten the core with water to visibly expose the aggregate and take a minimum of three photographs of the sides of the cores entire length, rotating the core approximately 120 degrees between photographs. Include a ruler for scale in the photographs that does not obscure the core. Provide plan view of location for each core.”

2.1.7 Diamond Grinding of PCC Surfaces
13
• “Minimum of three years experience in diamond grinding of airfield pavements.”• “Saw blades that are 1/8-inch wide, a minimum of 55 to 60 blades per 12 inches of cutting head width, and capable of cutting
a path a minimum of 3 ft wide.”• “Maximum area corrected by diamond grinding the surface of the hardened concrete is 10 percent of the total area of any
sublot. The maximum depth of diamond grinding is 1/4 inch.”• Intent is to encourage quality construction while allowing limited surface corrections for weak surface or smoothness issues.

GRINDING MACHINE
14

OVERGRINDING AND POPOUT REPAIROFFUTT AFB, NE
15

2.3.1.3 Combined Aggregate Gradation
16
Coarseness Factor (CF)
𝐶𝐹
=Cumulative % Retained 3/8” Sieve
Cumulative % Retained No. 8 Sieve(100)
Workability Factor (WF)
𝑊𝐹 = 𝐶𝑢𝑚𝑢𝑙𝑎𝑡𝑖𝑣𝑒 % 𝑃𝑎𝑠𝑠𝑖𝑛𝑔 𝑁𝑜. 8 𝑆𝑖𝑒𝑣𝑒
Adjust WF upwards 2.5% per 94 pounds of
cementitious material greater than 564 pounds
per cubic yard

2.3.1.3 Combined Aggregate Gradation
17
• Zone I - Coarse, Gap-Graded Tends
to Segregate
• Zone II - Well graded 1-1/2" and 1"
• Zone III- 3/4" and Finer
• Zone IV- Sticky, Pasty (Problems)
• Zone V - Rocky
Zone IV
Zone III
Zone I
Zone II
Zone V
2.3.2.3 (Coarse Aggregate) Size and Grading
18
• “Provide coarse aggregate with a nominal maximum size of [1.5] [_____] inches with a minimum of 10 percent retained on the [1.0] inch sieve of the proposed combined aggregate gradation. Grade and provide the coarse aggregates in a minimum of two size groups meeting the individual grading requirements of ASTM C33/C33M, Size No. 4 (1.5 to 0.75 inch) and Size No. 67 (0.75 inch to No. 4) to meet the criteria of paragraph COMBINED AGGREGATE GRADATION. A third coarse aggregate size group may be required to meet the criteria of paragraph COMBINED AGGREGATE GRADATION.”
• Larger aggregate is required to provide better load transfer at contraction joints, as well as to minimize paste volume, water demand, and associated shrinkage.
• Mid sized aggregate necessary to achieve a well graded mix. Depending on the gradations of the two required coarse aggregates, a third blending aggregate may be required to produce a mix complying with the specification requirements.
• The aggregate proportions included in the mix design must also be of such quantity that the plant can produce the mix within the required batch production tolerances.
AIRFIELD CONCRETE PAVING NOMINAL MAXIMUM SIZE AGGREGATE
• Issues: Airfield concrete paving requires coarse aggregate with a nominal maximum size aggregate (NMSA) of 1.5 inches ASTM C33 defines grading requirements with #4 size number being the smallest grading meeting the NMSA requirement
• Why: Lower cementitious materials content required to meet minimum flexural strength requirement Lower water demand Lower shrinkage potential Increased aggregate load transfer across contraction joints
• Plan: Working with industry to revise specification requirements to address areas that ASTM C33 #4 size number is not available
• Benefits: More economical airfield concrete mix designs
19
2.3.2.4 (Coarse Aggregate) Deleterious Materials – Airfield Pavements
20
• The amount of deleterious material in each size group of coarse aggregate is not allowed to exceed the limits shown in Table 5, determined in accordance with the test methods shown.
• Requirements are a result of a Congressional Investigation due to popouts from 1959 Selfridge AFB project
• Larger samples sizes required than per ASTM due to the limit levels to be assessed.• Limited number of qualified petrographers experienced with DoD requirements.• Specification requires evaluation be performed prior to mix design.• Proper documentation of sample processing to demonstrate no loss of materials.• Insufficient time is often allowed by contractor for sampling and testing.• Retesting of sources is required due to potential for materials changes in those sources over time.
• DOT criteria is generally INADEQUATE for DoD airfield pavements.
• Deleterious materials testing is NOT to be waived.

2.11.1.1 (Batching and Mixing Plant) Location
21
• Locate the batching and mixing plant [on project site as indicated on the drawings][off Government premises no more than 15 minutes haul time from the placing site]. [Water and electrical power [are] [are not] available on the project site.] Provide operable telephonic or radio communication between the plant and the placing site at all times concreting is taking place.
• Short haul time specified is intended to provide flexibility for issues with traffic, base access, etc. Longer haul time compromise overall delivery time required when issues arise, affecting both fresh mix properties and long term durability.
• Contractor may also have to consider shifting work to lower demand times for traffic or access. Often arrangements can be made with security forces to use other gates or expedite trucks hauling time sensitive materials.
• Adequate space to establish plant and associated support areas, stockpiles.• Air space limitations.• Area lighting limitations.• Site access, haul road limitations.• Security considerations – laborers.

2.12.1 Specified Flexural Strength
22
• “Specified flexural strength, R, for concrete is [_____] psi at [28] [90] days, as determined by [tests made in accordance with ASTM C78/C78M of beams fabricated and cured in accordance with ASTM C192/C192M][equivalent flexural strength, as specified in paragraph MIXTURE PROPORTIONING FOR FLEXURAL STRENGTH below].”
• 90 days is the standard for DoD airfield paving. More time to develop strength, potential lower cement requirement, consideration of strength delays due to fly ash.
• Standard design strength is 650 psi for DoD airfield pavements. Past USAF experience with higher strength pavements that had reduced thickness indicated placement issues and cracking in the final product. Higher strength pavements also demonstrated brittleness and decreased durability.
• Also need to consider required overdesign strength in mix design process.• Changes in characteristics of cement and other cementitious materials leading to different performance than in the past.
2.12.2 Water-Cementitious Materials Ratio
23
• “Maximum allowable water-cementitious material ratio is 0.45. The water-cementitious material ratio is the equivalent water-cement ratio as determined by conversion from the weight ratio of water to cement plus SCM by the mass equivalency method described in ACI 211.1.”
• Current specification does not have a minimum w/c ratio. FAA AC 150/5370-10H (P501) recently (12/21/2018) added minimum w/c of 0.38.
• Below w/c of 0.40, autogenous shrinkage becomes more significant in overall shrinkage.• Below w/c of about 0.38, there is typically insufficient water to fully hydrate the cement.• Decreased amounts of available water can often also adversely affect dispersion of air entrainment admixture.• Aggregates are often batched when not at SSD, which depending on level of absorption can aggravate the situation.
• This also means that production w/c ratios must be monitored for impact to the pavement as they are often lower than the mix design values.
• The end w/c value would include all batch water, plus any water added at the site either to the load or during finishing.
2.12.3 Air Content
24
• “Provide concrete that is air-entrained with a total air content of [4.0] [6.0] [6.5] plus or minus 1.5 percentage points, at the point of placement. Determine air content in accordance with ASTM C231/C231M.”
• DoD recommended air contents are 0.5% higher than ACI recommendations. If smaller aggregates are used the air content must be increased accordingly.
• Air content lowers strength but the increased workability allows an offsetting reduction in water content resulting in minimal net change. High air and water content at the same time may have a drastic reduction on strength, which is why the specification calls for mix proportions to be developed at maximum air content and w/c ratio.
2.12.4 Slump
25
• The maximum allowable slump of the concrete at the point of placement is 2 inches for pavement constructed with fixed forms. For slipformed pavement, at the start of the project, select a slump which produces in-place pavement meeting the specified tolerances for control of edge slump. The selected slump is applicable to both pilot and fill-in lanes.
• Intent of the specified slump is to ensure heavy machine placement for fixed form placements to the maximum extent possible with the intent to place low w/c mixes and achieve a highly durable mix.
• Slip form placement slumps are typically in the 0.75-1.5 inch range.• Well suited as an indicator of variations in the material or batching process.
3.5.5.1 Forms for Fixed-Form Paving
26
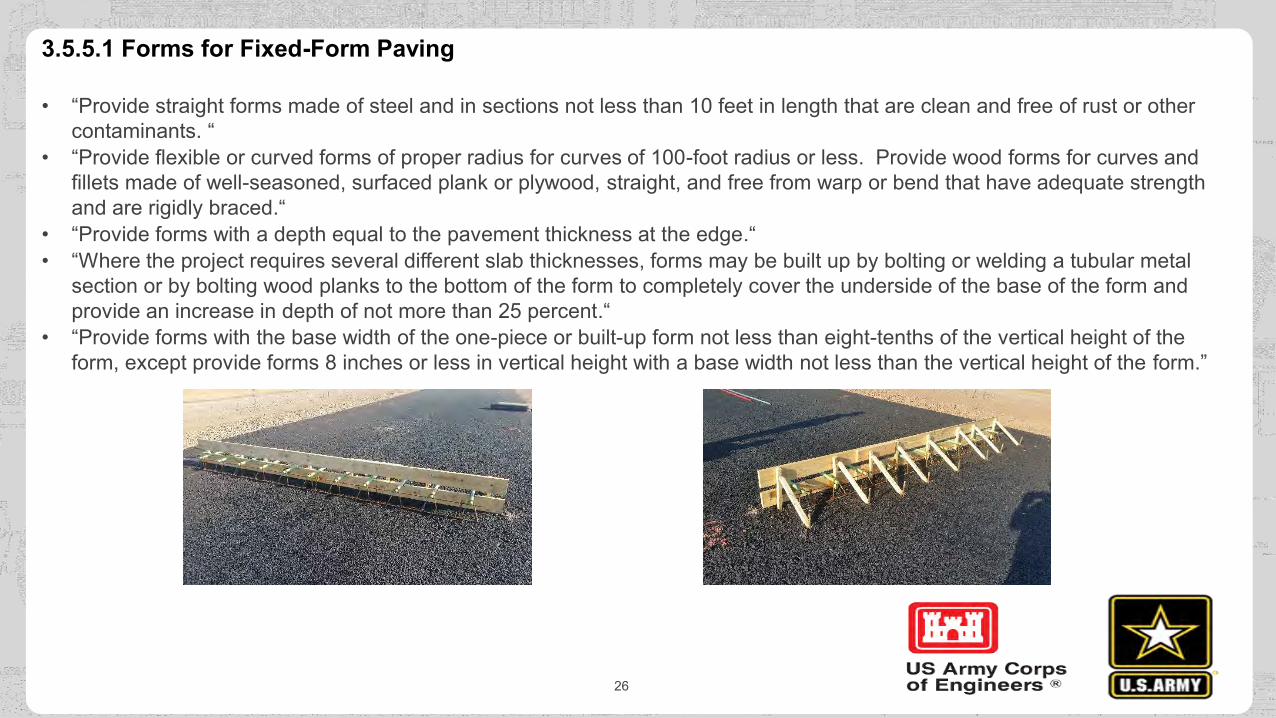
• “Provide straight forms made of steel and in sections not less than 10 feet in length that are clean and free of rust or other contaminants. “
• “Provide flexible or curved forms of proper radius for curves of 100-foot radius or less. Provide wood forms for curves and fillets made of well-seasoned, surfaced plank or plywood, straight, and free from warp or bend that have adequate strength and are rigidly braced.“
• “Provide forms with a depth equal to the pavement thickness at the edge.“• “Where the project requires several different slab thicknesses, forms may be built up by bolting or welding a tubular metal
section or by bolting wood planks to the bottom of the form to completely cover the underside of the base of the form and provide an increase in depth of not more than 25 percent.“
• “Provide forms with the base width of the one-piece or built-up form not less than eight-tenths of the vertical height of the form, except provide forms 8 inches or less in vertical height with a base width not less than the vertical height of the form.”
3.5.5.1 Forms for Fixed-Form Paving
27

3.6 Finishing
28
• Immediately halt any operations which produce more than 1/8 inch of mortar-rich surface (defined as deficient in plus U.S. No. 4 sieve size aggregate) and the equipment, mixture, or procedures modified as necessary.
• Excessive paste may be due to mix, equipment, and/or process issues.
• Regardless of source, correction is required to provide durable surface.
• Specification intent is for finishing to be mainly accomplished by machine,with minimal hand work.
• Excessive hand work often degrades an otherwise acceptable surface.
3.8.6 Contraction Joints
29
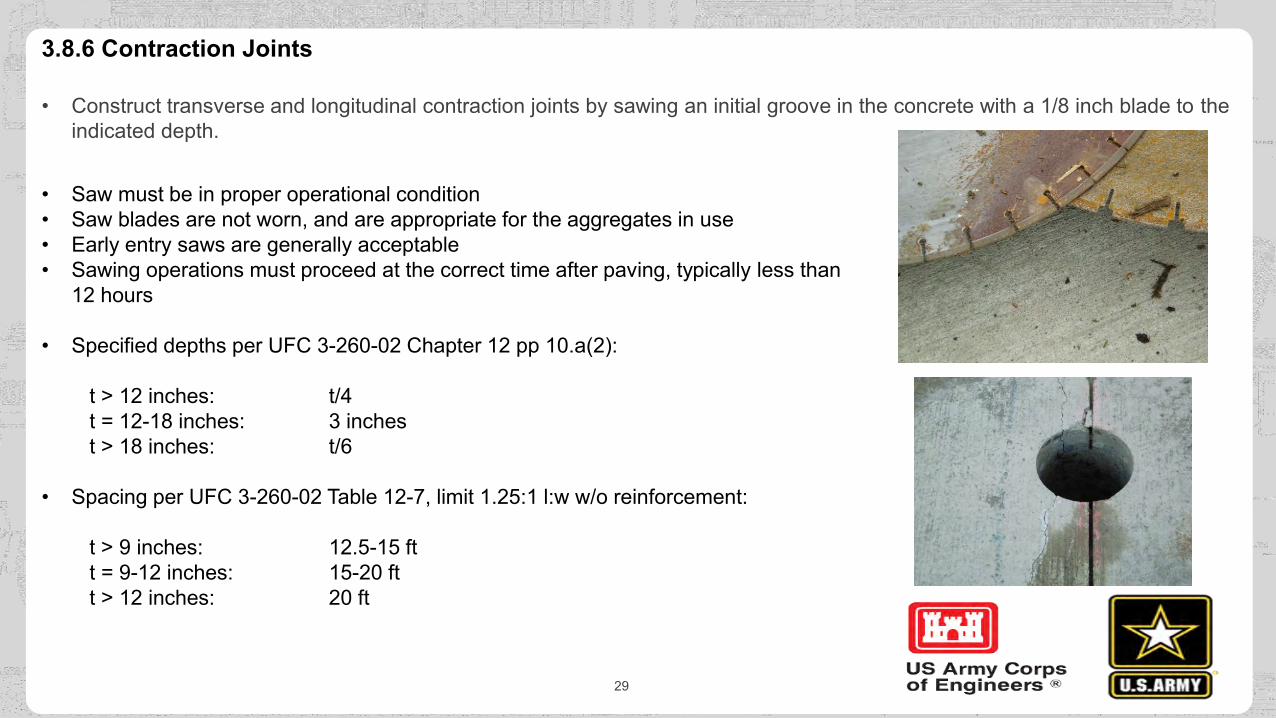
• Construct transverse and longitudinal contraction joints by sawing an initial groove in the concrete with a 1/8 inch blade to the indicated depth.
• Saw must be in proper operational condition• Saw blades are not worn, and are appropriate for the aggregates in use• Early entry saws are generally acceptable• Sawing operations must proceed at the correct time after paving, typically less than
12 hours
• Specified depths per UFC 3-260-02 Chapter 12 pp 10.a(2):
t > 12 inches: t/4t = 12-18 inches: 3 inchest > 18 inches: t/6
• Spacing per UFC 3-260-02 Table 12-7, limit 1.25:1 l:w w/o reinforcement:
t > 9 inches: 12.5-15 ftt = 9-12 inches: 15-20 ftt > 12 inches: 20 ft
3.9.2 Slabs with Cracks
30
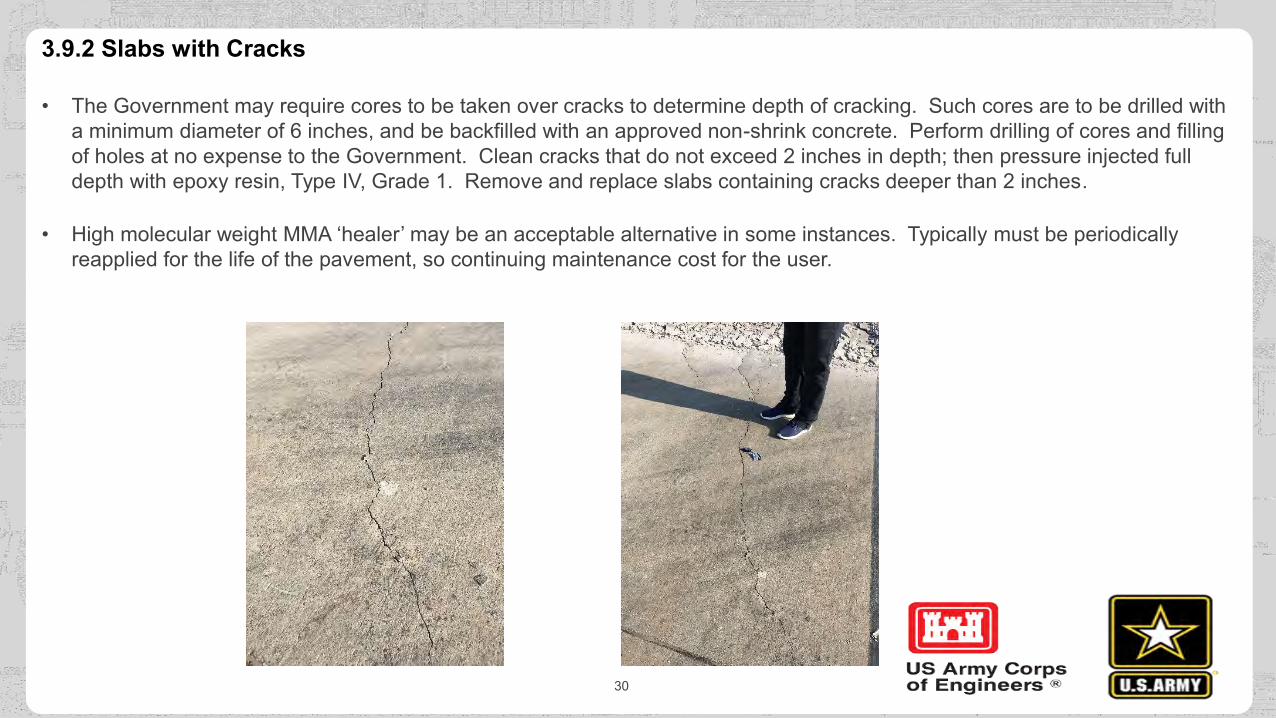
• The Government may require cores to be taken over cracks to determine depth of cracking. Such cores are to be drilled with a minimum diameter of 6 inches, and be backfilled with an approved non-shrink concrete. Perform drilling of cores and filling of holes at no expense to the Government. Clean cracks that do not exceed 2 inches in depth; then pressure injected full depth with epoxy resin, Type IV, Grade 1. Remove and replace slabs containing cracks deeper than 2 inches.
• High molecular weight MMA ‘healer’ may be an acceptable alternative in some instances. Typically must be periodically reapplied for the life of the pavement, so continuing maintenance cost for the user.

OK, THAT’S ALL VERY INTERESTING.
SO WHAT’S THE JUSTIFICATION?
31

32
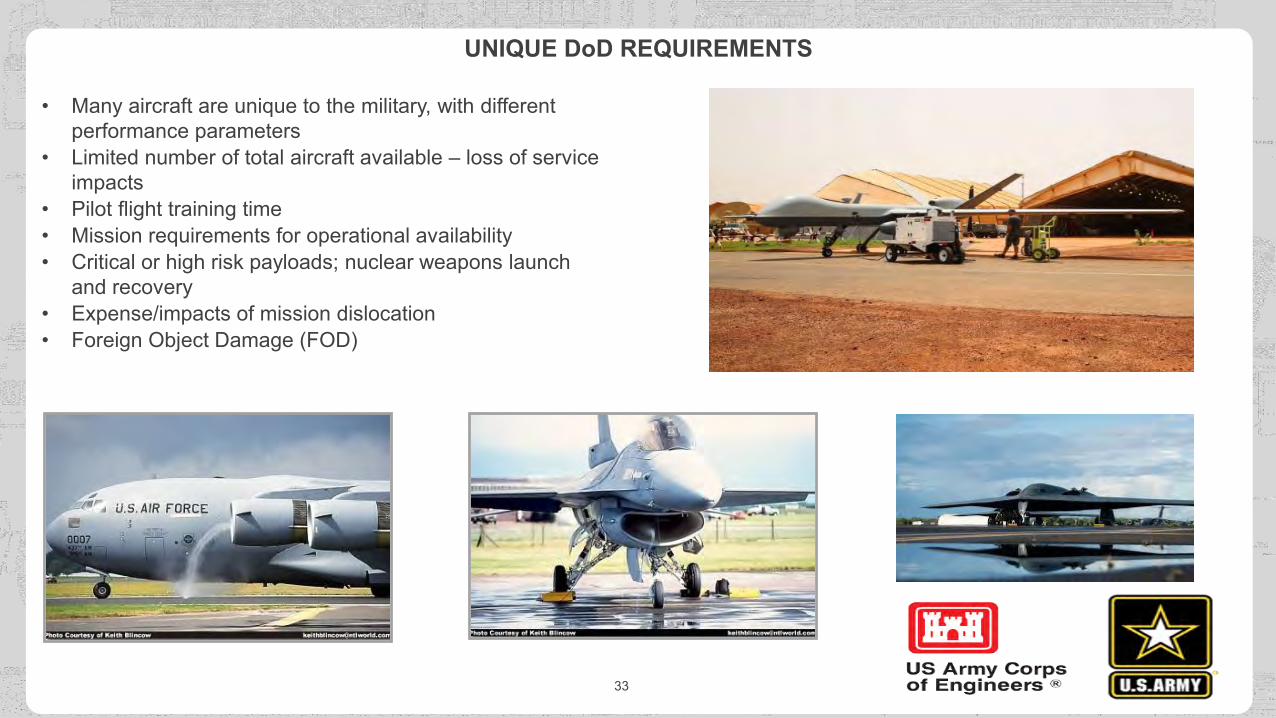
• Many aircraft are unique to the military, with different performance parameters
• Limited number of total aircraft available – loss of service impacts
• Pilot flight training time• Mission requirements for operational availability• Critical or high risk payloads; nuclear weapons launch
and recovery• Expense/impacts of mission dislocation• Foreign Object Damage (FOD)
UNIQUE DoD REQUIREMENTS
33

FOD - HIGH PRIORITY FOR USING SERVICES
34

35

AFP (ARMY/AIR FORCE) MATOC
• $499M Capacity• Regional Project Footprint Limited to USACE NWD Military Boundary
• States Included: WA, OR, ID, MT, WY, CO, ND, SD, NE, KS, MN, IA, MO, and WI• Problem Statement: Use of inappropriate contract vehicles, poor quality product, and poor government QA have led to
decreased customer confidence• Driving Need for MATOC:
• Launch and recovery of weapons systems (troops, supplies, nuclear weapons) – risks include mission failure, damage to government property, and life safety
• Pavements must perform for 60-plus years due to current recapitalization rate of DOD airfield pavements (over three time longer than that of FAA or DOT pavements)
• Disruption to mission - displacement of units and aircraft during construction • Decline in contractor quality and knowledge base directly impacts the DOD
• Trend has increased with recent implementation of IFB awards, or inappropriate use of LPTA awards• Results in delays, litigation, and delivery of inferior products with decreased service life• Presents unnecessary increase in the amount of maintenance required by the end user
• Projected Benefits:• Expeditious access to specialized, pre-qualified contractors with proven track records • Well constructed runways minimize required maintenance, mission impacts, or need for premature repair/replacement
of pavement• Development of standardized contract template, easily/quickly
implemented in separate regions for future success• Incorporation of Army (TSC) and Air Force (AFCEC) SME
support from project “cradle-to-grave”36

AND SOMETIMES YOU JUST CAN’T FIX…
37
Questions??
38

















