

7/27/2019 CBA_how to Conduct CBA_ZOO
http://slidepdf.com/reader/full/cbahow-to-conduct-cbazoo 1/10
1
How Engineers Can Conduct Cost-Benefit Analysis for
PHM Systems1
Jeffrey Banks, Karl Reichard, Ed Crow and Ken NickellPenn State Applied Research Laboratory
P.O. Box 30State College, PA 16804-0030
814-863-3859 [email protected]
0-7803-8870-4/05/$20.00© 2005 IEEE
IEEEAC paper #1363, Version 3, Updated November 23, 2004
Abstract— Individuals who work in the field of Prognosticand Health Management (PHM) technology have come tounderstand that PHM can provide the ability to effectivelymanage the operation, maintenance and logistic support of individual assets or groups of assets through the availabilityof regularly updated and detailed health information. Naturally, prospective customers of PHM technology ask,‘How will the implementation of PHM benefit my
organization?’ Typically, the response by individuals in thefield is, ‘Anecdotal evidence indicates that PHM decreasesmaintenance costs, increases operational availability andimproves safety’. This information helps the prospectivecustomer understand the practical benefits of the technology but that customer stills needs more information to justifytheir investment in the technology. The customer needs acalculated return on investment (ROI) figure for their particular asset that provides financial assessment of the benefit of the investment.
The data, time and expertise required to conduct a rigorouscost benefit analysis makes the effort seem daunting to theaverage engineer with little to no financial analysis training.
The reality is that with a cursory understanding of the assetoperation, maintenance and logistic issues, a useful cost benefit analysis can be conducted by engineers without business school training.
The purpose of this paper is to provide a generalmethodology for conducting a preliminary cost benefitanalysis that calculates an ROI for PHM implementation.The paper will discuss the general types of informationneeded for the analysis, the quantifying of expected benefitsand the types of supporting data required to validate the benefit assumptions as well as an outline for the costing of the PHM technology.
TABLE OF CONTENTS
1. PROGNOSTICS AND HEALTH MANAGEMENT .......1 2. INTRODUCTION TO COST-BENEFIT ANALYSIS.....2 3. ASSET DEGRADER ANALYSIS ...............................2 4. CALCULATING TECHNOLOGY COSTS...................4 5. ESTIMATING THE BENEFITS..................................5 6. CALCULATING DECISION METRICS .....................7
7. CONCLUSIONS .......................................................9 R EFERENCES .............................................................9
1. PROGNOSTICS AND HEALTH MANAGEMENT
Prognostics and Health Management (PHM) is broad termthat is used to describe the ability to manage themaintenance, operations and logistics of complex assets based on real time and continuous assessments of asset
health. The term prognostics in the context of the PHMfield specifically refers to the ability to detect, isolate anddiagnose mechanical and electrical faults in assetcomponents as well as determine the accurate remaining
useful life (RUL) of those components. This is achievedthrough the implementation of the appropriate sensors togather data, analyzing the data to extract the conditioninformation and reasoning to estimate the health and track the degradation of equipment. It has been often stated that
an effective PHM capability helps to increase assetreliability, safety and the probability of mission success.Additionally it enables the ability to reduce the lead time for maintenance planning and parts procurement as well asfacilitating the concept of autonomic logistics. Many
organizations such as manufacturing industries, the power generation industry and the Department of Defense arelooking for ways to reduce Total Ownership Costs of theoperation, maintenance and logistical support for their
critical assets. PHM technology has been identified as a‘key enabler’ for conducting effective and efficientmaintenance and logistic management for the Joint StrikeFighter [1] which is a key future asset for the DoD. With somuch promise provided by the advocates of PHM, naturally

7/27/2019 CBA_how to Conduct CBA_ZOO
http://slidepdf.com/reader/full/cbahow-to-conduct-cbazoo 2/10
2
prospective customers of the technology ask how will it benefit their organization and what will be the return oninvestment for implementing this technology? The typical
response is that ‘anecdotal evidence indicates that PHMdecreases maintenance costs, increases operationalavailability and improves safety’, but this response does not provide the answer to ‘how much can support costs bereduced?’. The answer to this question is not something
that the typical engineer is trained to analyze and address.The objective of this paper is to provide a general guidelinefor conducting a cost benefit analysis (CBA). This paper isnot intended to provide an exhaustive and in-depth
discussion of cost-benefit analysis, which would requireseveral volumes of books. Instead, the purpose is to provide a cursory overview of how a simple cost benefitanalysis can be conducted by engineers with no businessschool training. The key is to understand how to use CBA
as another tool for aiding the decision process for theimplementation of PHM technology.
2. INTRODUCTION TO COST-BENEFIT ANALYSIS
Typical engineers are generally focused on the technical
challenges that confront them when trying to achieve the project goals. Addressing the economic issues related to thedesign, development and implementation of technology isnot an area of emphasis in the typical engineering
curriculum. Engineers simply have very little training for making decisions based on how much something costs.This is why engineers need to be exposed to the concept of
Cost-Benefit Analysis (CBA), which is a tool used for guiding decisions. Simply put by Michael Snell, “Having
formulated a possible course of action (a project), we assessthe cost it will incur and the benefits it will bring, balance
the one against the other, perhaps consider other influences,and then decide: is the benefit worth the cost?” [2].
A typical cost-benefit analysis for a PHM system mustconsider:
• The scope of the PHM system
• The up-front or acquisition and installation cost of thePHM technology
• The life-cycle cost of the PHM system (spares and
maintenance)
• The projected use profile for the target platform(operational hours over the lifetime of the system)
• Planned depot overhauls and scheduled maintenance
intervalsThese factors will combine to provide an estimate of the payback period for the cost of PHM technology andinstallation, and the impact of the PHM system over the lifecycle of the platform.
The general systematic approach that we use for conductinga cost benefit analysis for the implementation of PHMtechnology for any complex asset is shown in block diagram in Figure 1.
Figure 1: Systematic Steps for Cost Benefit Analysis
The details of the cost benefit analysis steps will bediscussed in the proceeding sections of the paper throughthe use of examples from various DoD air and ground
assets. The reason that we chose to use examples of different types of platforms for this paper is because it helps
to reach a broader audience through the illustration of theimplementation of PHM technology for a variety of
applications.
3. ASSET DEGRADER ANALYSIS
The first step in conducting a cost-benefit analysis for theimplementation of PHM system is to select a critical asset in
which the technology would provide the most benefit. Thisseems like a simple task but it can be a difficult becausethere may be numerous prospective candidates. The key isto select a critical asset that has the greatest impact on the
mission, function or objective of the organization. For
example, the mission of the Air Force KC-10 Extender is to provide in-flight refueling for numerous aircraft that areflying close air support, air superiority and reconnaissancemissions. There are typically a few tankers on station to
support many combat aircraft, which makes the refuelingaircraft a critical asset for the success of many missions. A picture of the refueling procedure is demonstrated in Figure2.
Figure 2: KC-10 In-Flight Refueling of F-15

7/27/2019 CBA_how to Conduct CBA_ZOO
http://slidepdf.com/reader/full/cbahow-to-conduct-cbazoo 3/10
3
The few tankers need to have a high reliability to insure thesuccess of the many combat aircraft. The focus for selecting an asset should be where there is a lack of
redundancy or a single point of failure which can lower the probability of mission success. In the case of the KC-10Extender, a large number of aircraft flying a variety of rolesrely on the Extender to get the fuel that they need tocomplete their missions. A decrease in availability of the
KC-10 affects the effectiveness of the entire fleet, which inturn impacts the capability of the Air Force to meet their mission objectives.
Once a critical asset has been selected it is necessary toascertain the top degraders of asset performance, reliabilityand availability. The word reliability relates to how oftenthat a platform breaks down or is unable to functioncorrectly. The term Mean Time Between Failure (MTBF) is
a statistical metric for evaluating reliability as shown in thediagram in Figure 3. The length of the time duration between failures reflects upon the reliability of the asset.
Figure 3: Reliability and Availability Diagram
The word availability refers to amount of time that the platform is out of service due to a functional failure. Theterm Mean Time To Repair (MTTR) is a statistical metric
for evaluating the availability. The length of the timeduration to repair an asset due to maintenance and/or supplyissues reflects upon the availability of the asset.
The top degrader analysis is important because PHMtechnology is developed for specific asset sub-systems,
components and elements and the implementation of thetechnology will have the greatest benefit when it is appliedto the areas that are historically the least reliablecomponents or whose failure modes have the greatest effect
on the success of the mission. There are significant costsassociated with the design, development andimplementation of PHM technology, so the greatest return
on this investment can be achieved when the technologyinsertion is selectively applied to the areas that contribute
most to low asset performance and availability. Thedegrader analysis also helps to identify the sub-systems andcomponents that degrade the reliability of the asset. The process to identify these degrader components can be a
daunting endeavor because of all the systems, sub-systems,components and elements that make up a complex platform.The first step is to identify and define the hierarchical
levels for the selected platform as shown in Figure 4. This
example is of a single branch in the propulsion systemhierarchy for an F-16 Fighting Falcon.
Figure 4: Asset Hierarchy of the F-16 Propulsion System
Once the major branches of the critical platform systemshave been identified and their hierarchical levels defined,then the next step is to identify the functions for each of the
levels from platform to component. For example, themission of the F-16 Fighting Falcon platform is as acompact, multi-role fighter aircraft. It was designed to behighly maneuverable for air-to-air combat and air-to-surfaceattack. It provides a relatively low-cost, high-performance
weapon system for the United States and allied nations [3].The function of the F100 gas turbine engine system is to provide main propulsion up to 27,000 pound-thrust througha variety of flight regimes and with a maximum takeoff
weight of 37,500 pounds [4]. The function of the turbine
compressor sub-system is to increase the pressure of the in- jested air and channel it to the combustion section of theengine. The compressor blade is one of the major components in the compressor section (the stator, bearings
and shaft are additional major components) and its functionis to use the rotational energy created by the turbine sectionto compress the inlet air for combustion. All of these levelsin the system hierarchy must work together to meet the
objective of the platform mission.
At this point in the analysis an evaluation must be made toassess which sub-systems and components contribute mostto the degradation of the platform mission. This is achieved
by obtaining data that reflects component level reliability.A variety of data sets can be used to provide higher confidence in the evaluation. A good source of data toevaluate is the part replacement information that shows how
often different component-level parts have been replacedover a period of time for a set number of platforms. Thisdata can be compared to the expected operational life of the parts. The parts can be prioritized from highest replacementlevel, which would be considered least reliable, to lowest
replacement level, which would be considered morereliable.
7/27/2019 CBA_how to Conduct CBA_ZOO
http://slidepdf.com/reader/full/cbahow-to-conduct-cbazoo 4/10
4
In general, this type of data could be obtained from aComputerized Maintenance Management System (CMMS),from a supply and logistics data base, or possibly from the
OEM. An additional analysis that can be conducted is anevaluation of supply records that indicates the time requiredto obtain replacement parts. Long logistic delay timesdecrease the availability of the asset. An early and accuratediagnosis of a developing fault can provide additional lead
time to obtain the correct part and subsequently increaseasset availability.
In order to corroborate the information from the parts
database and the supply records, it is recommended toconduct interviews with maintainers, operators and supply personnel for the platform being evaluated. They can provide insight into reliability issues that are not reflected inthe parts database. A few examples of questions that might
be asked in an interview include:
1. Which components or sub-systems fail most often (listfrom most to least)?
2. Which components or sub-systems are the most difficultto diagnose for faults?
3. Which components or sub-systems are the most difficultto obtain replacement parts in a timely manner?
The first question addresses the reliability of thecomponents and part. The second question identifies whichcomponents and parts have the highest repair costs andwhose repair times would have the biggest impact on
operational availability. The final question identifies which parts and components have the biggest impact onoperational availability due to down time waiting for repair and replacement parts.
It can be helpful to develop a standard questionnaire to usefor all of the interviews to maintain consistency. After anumber of interviews have been conducted, the resultsshould be compiled and tabulated. The results of the data
analysis and the interviews can provide backgroundinformation for determining and prioritizing the degradersof the selected platform.
4. CALCULATING TECHNOLOGY COSTS
Once the degrader study has been completed, a few of thetop degraders should be selected for the cost benefit
analysis. The selection of these degraders should be basedon the impact of the degraders on the asset reliability andavailability, the maturity and effectiveness of the PHM
technology that would be implemented to alleviate thespecific degraders and engineering judgment. Theimplementation of the PHM technology should be focusedon the greatest contributors to the degradation of the asset
performance, availability and reliability. The top degradersfrom the analysis should represent these contributors wellwhen the analysis is conducted thoroughly and withattention to details. The next step in the process is to
determine the cost of the PHM technology design,development and insertion to the asset. The question thatneeds to be answered here is ‘What kind and how much
PHM technology is needed to impact the reliability of theasset?’ This is not an easy question to answer but there is asystematic approach to help define the scope of thetechnology implementation. The process that can be used isthe Failure Modes, Effects and Criticality Analysis
(FMECA) that comes from the Reliability CentredMaintenance (RCM) methodology [5]. FMECA is areliability focused modeling methodology used to classify potential failure modes for a system in order to determine
the effects that may impact system integrity and performance. The FMECA is composed of two analysissteps applied in succession, Failure Modes and EffectsAnalysis, which is concerned with likely failure modes for essential components and Criticality Analysis which is
concerned with the severity of a failure mode and the probability of that mode occurring. Traditionally,FMECA’s have been implemented using a tabular formatwith columns for failure modes, effects and criticality of the
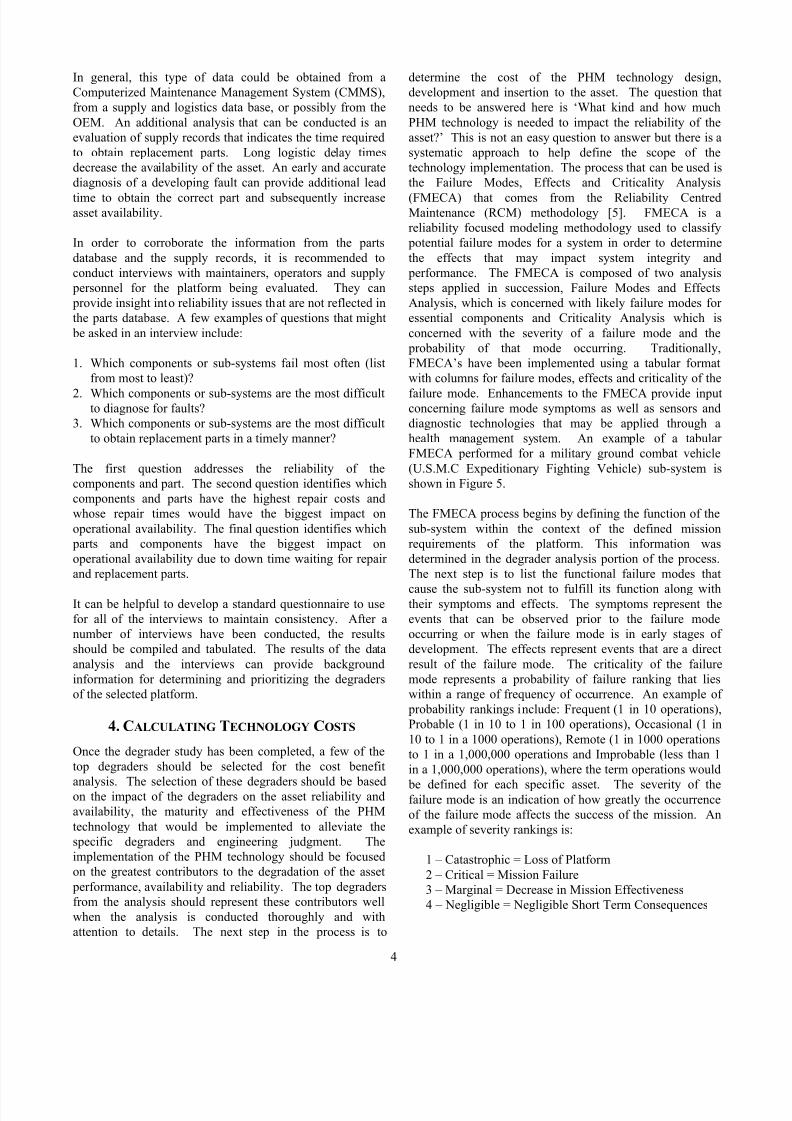
failure mode. Enhancements to the FMECA provide inputconcerning failure mode symptoms as well as sensors anddiagnostic technologies that may be applied through ahealth management system. An example of a tabular FMECA performed for a military ground combat vehicle
(U.S.M.C Expeditionary Fighting Vehicle) sub-system isshown in Figure 5.
The FMECA process begins by defining the function of the
sub-system within the context of the defined missionrequirements of the platform. This information wasdetermined in the degrader analysis portion of the process.The next step is to list the functional failure modes that
cause the sub-system not to fulfill its function along withtheir symptoms and effects. The symptoms represent theevents that can be observed prior to the failure modeoccurring or when the failure mode is in early stages of development. The effects represent events that are a direct
result of the failure mode. The criticality of the failuremode represents a probability of failure ranking that lieswithin a range of frequency of occurrence. An example of probability rankings include: Frequent (1 in 10 operations),Probable (1 in 10 to 1 in 100 operations), Occasional (1 in
10 to 1 in a 1000 operations), Remote (1 in 1000 operationsto 1 in a 1,000,000 operations and Improbable (less than 1in a 1,000,000 operations), where the term operations would
be defined for each specific asset. The severity of thefailure mode is an indication of how greatly the occurrenceof the failure mode affects the success of the mission. Anexample of severity rankings is:
1 – Catastrophic = Loss of Platform
2 – Critical = Mission Failure3 – Marginal = Decrease in Mission Effectiveness4 – Negligible = Negligible Short Term Consequences

7/27/2019 CBA_how to Conduct CBA_ZOO
http://slidepdf.com/reader/full/cbahow-to-conduct-cbazoo 5/10
5
The Component column identifies the componentimmediately affected by the failure mode. The Sensor column lists the sensor that can be implemented with the
PHM system to observe the symptom or effect whileS_Component is the component to which the sensor islinked. Sensors that are required for control purposes butcould also be utilized by the PHM system for diagnostics
are shown in blue (i.e. pressure sensor). Finally, the“Diagnostics” column identifies any discrete (Built in Test(BIT)) or diagnostic and prognostic algorithms that can beused to extract the health information from the raw data for
conducting diagnostics or prognostics.
The FMECA process is a useful analysis tool for assessingand organizing the ways that the platform sub-systems canfail as well as sensors that could be implemented to detect
the onset of the defined failure modes. The results of theFMECA provide a guideline for designing the architectureof the PHM system in terms of sensor type, quantity andlocation. After determining the sensor specifications, thedata collection and processing systems that are needed to
support the sensors can be specified as well. Once thedesign of the PHM system has been determined, the cost toimplement the system can be calculated. An example of a
cost breakdown for a PHM system for conducting battery prognostics on ground combat vehicles is shown in Table 1[6].
The cost of the technology is broken down into twocategories: the cost of technology development which is a
non-recurring cost and the cost to procure and install thetechnology on the vehicle that is a function of the number of vehicles that will have the technology. The cost of development is further broken down into algorithm
development, hardware and software design, engineering,
qualification and testing needed to validate the technologyand qualify to military standards. Additionally there are
development costs that are specific to each type of groundcombat vehicle platform and organization (GCSS-MarineCorps, GCSS-Army, etc) that include the vehicle systemintegration and the integrated data environment (IDE)development.
The total non-recurring development costs for Penn StateARL battery prognostics have been leveraged againstseveral ground vehicle platforms for which battery health
monitoring is currently being developed. The developmentcosts for the Light Armored Vehicle (LAV) and the Striker Brigade Combat Team (SBCT) are a portion of the totaldevelopment cost. The cost to implement the technologyincludes the cost to manufacture a battery prognostic sensor
and the cost of installation for the fleet of vehicles. Thecost to manufacture a mil-spec battery prognostic sensor was determined and then multiplied by the number of batteries per vehicle and the number of vehicles for a total
sensor cost as shown in Table 1.
5. ESTIMATING THE BENEFITS
The next step in the cost benefit analysis is to determine the benefit of the technology implementation. When
determining possible benefits for the implementation of PHM systems, the key is to identify situations where havinghealth information for the degrader components wouldchange the way that the operation, maintenance and logisticsupport would be managed. There are a number of ways to
conduct this process and a short list of examples includesthe following methods [7].
Figure 5: Example FMECA for the Expeditionary Fighting Vehicle (EFV) Power Transfer ModuleFigure 5: Example FMECA for the Expeditionary Fighting Vehicle (EFV) Power Transfer Module

7/27/2019 CBA_how to Conduct CBA_ZOO
http://slidepdf.com/reader/full/cbahow-to-conduct-cbazoo 6/10
6
A literature search dealing with PHM technology insertion. An evaluation of the open literature for examples of PHM
cost-benefit information for a specific type of asset (i.e.fixed wing fighter/attack aircraft) can provide information
for assessing benefits to an asset similar to the one beingevaluated. There may be a limited amount of informationobtained through the literature search depending on theasset type. The search can be broadened to include assetsthat may not relate directly to the asset that is being
analyzed but could serve as a reference. For example, acost-benefit analysis that is being conducted for a fixedwing aircraft could utilize data generated for PHMtechnology that has been implemented on rotary wing
aircraft. Though these systems function differently, theymay have similar mission roles (i.e. close air support) and
similar maintenance and logistic requirements to functioneffectively.
The literature search should also be conducted to obtain basic information that will be used in the benefits portion of the analysis. An example of information that is useful is pay ranges for people who maintain the asset. This
information is important because the implementation of PHM technology may reduce the amount of time requiredfor maintenance that can result in labor costs savings.
Another example is the cost to overhaul or dispose of anasset. This is important because if the components life can
be extended with the implementation of PHM technologythen these costs could be averted. Additional, information
that could be useful for the analysis is the cost of criticalcomponents that were identified in the degrader analysis. If fewer spare parts are needed because of the lead time beforefailure is provided by the health management system, thenfewer spares are needed in the stock room which results in a
reduction of stockpile savings. This information is some of the key data that is needed for making the financial cost- benefit assessment.
The development of operation and maintenance scenarios
based on mission context details. The initial selection of a
specific asset provides the context for determining the benefits of the technology implementation. The missioncontext of the asset is an important factor when estimating
the benefits of the technology implementation. Thisinformation is important because it helps to determine howthe platforms will be used and the related issues associatedto the achievement of the typical mission objectives. For
example, when evaluating the implementation of battery prognostics for ground combat vehicles, many vehicles havean operational capability requirement to operate in a ‘silentwatch’ mode where the vehicle’s critical systems (i.e.
Table 1: Cost Breakdown for Battery Prognostics

7/27/2019 CBA_how to Conduct CBA_ZOO
http://slidepdf.com/reader/full/cbahow-to-conduct-cbazoo 7/10
7
communications) must run off of battery power alone(without the engine running for recharging) for many hours.Without accurate information about the charge level of the
batteries, they can be drained until they are unable to restartthe vehicle, which would affect the success of the mission.Understanding the context of how the platforms are usedhelps to identify prospective benefits.
Conduct interviews with operators and maintainers of the selected asset. Gathering information from operators andmaintainers is an important part of the process because it provides unique insight into the ‘real’ issues that could be
addressed with the implementation of the technology. The people that deal directly with the platform can providedetails that lead to the identification of the root cause of problems, which is where the PHM technology can providethe greatest benefit. For example, interviews conducted
with Marine Corps maintainers of the LAV described adegrader situation that was occurring on their vehicleswhere they were having differential failures at a significantrate [8]. They are unable to assess the health condition of
the differentials before going out on a mission and failureswere occurring in the field, where conducting maintenanceis the most difficult and time consuming. By providingPHM technology to monitor the differential they canevaluate the condition of the differentials in the initial
stages as well as through out the mission, which allows themaintainers to effectively plan their maintenance so that it ismost efficient and allows for the greatest vehicleavailability. As is the case with the degrader analysis
described earlier, conducting interviews with the peoplewho are closest to the day to day issues of the platforms provides a wealth of information that can be difficult toobtain elsewhere.
Facilitate brainstorming sessions with colleagues and other
PHM practitioners for determining benefits. This lastexample relates to gathering benefit information from other sources that may not be working directly on the project. As
is the case in many situations, great insight can be gainedfrom people that are not constrained by the perceived boundaries of the proposed technology implementation or the needs of platform support personnel.
In order to provide more detail about how to calculate aquantifiable value for a specific benefit, an example fromthe battery prognostics cost-benefit analysis will be
provided. The battery prognostic example involves theability to accurately diagnose whether a battery in a bank of batteries has completely failed and should be discarded or could be recharged and reused. Support data gathered for the analysis indicated that 11% of automotive use batteriesfail because of serviceability, which relates to the mis-
diagnosis of healthy batteries as failed. Most of the currenttechnology used to assess the state of health of batteries isfairly limited. The ability to make an accurate healthassessment of each battery makes for more efficient
resource management, especially when considering that
there are significant disposal costs associated with batteriesthat are replaced. Additionally, when a battery is found tohave been mis-diagnosed and unnecessarily replaced, that
battery is not recovered by the original customer but sent back to general stock. The implementation of embedded battery prognostic technology to effectively diagnose battery faults would alleviate the serviceability failure mode
seen in automotive type batteries.
For the LAV’s, the total number of batteries replaced per year is 701 of which 11% or 77 batteries per year are mis-diagnosis and unnecessarily thrown away. The benefit for
the LAV fleet would only be approximately $5.8K per year for avoiding the needless replacement of healthy batteries plus an additional savings of $1.5K for battery disposal costavoidance per year. Over the remaining design life of the
vehicle (13 years), this equates to a savings of $94.9K for the avoided replacement and disposal of mis-diagnosed batteries. The number of batteries replaced because of amis-diagnosis for the SBCT would be 11% of 3175 or 349 batteries per year. The benefit for the six Stryker Brigade
Combat Teams would be approximately $26.3K per year for avoiding the needless replacement of healthy batteries plusan additional savings of $6.9K for battery disposal costavoidance per year. Over the 25 year design life of the
SBCT fleet, this equates to a savings of $830K for theavoided replacement and disposal of mis-diagnosed batteries.
The number of batteries used by ground vehicles across the
DoD is 880,636. The number that would be unnecessarilyreplaced because of a mis-diagnosis would be 11% of 880,636 or 21,961 batteries per year. The implementationof technology to accurately and reliably diagnose batteries
would lead to a cost savings of approximately $1.65M per year plus an additional savings of $439K for batterydisposal cost avoidance that equates to $52.4M for theavoided replacement and disposal of mis-diagnosed batteries over the 25 years period used for the cost-benefit
analysis [6].
The process shown in Figure 1 shows that Step 2:Calculating the Technology Costs and Step 3: Estimating
the Benefits of the Implementation should be conducted asan iterative process because the design and size of the PHMsystem could be re-scaled based upon new informationdiscovered through the estimating benefits portion of the
process.
6. CALCULATING DECISION METRICS
The final step in the cost-benefit analysis process is todevelop metrics that can be compared to decision criteria for building a business case for making the decision: Is
implementing PHM technology for the asset worth the cost?There are many financial metrics can be used in a cost-

7/27/2019 CBA_how to Conduct CBA_ZOO
http://slidepdf.com/reader/full/cbahow-to-conduct-cbazoo 8/10
8
benefit analysis including: Net Cash Flow, Cumulative
Cash Flow, Payback, Return on Investment, Net PresentValue (NPV) and Internal Rate of Return (IRR) to name a
few [9]. The two metrics that will be discussed in this paper is Return on Investment (ROI) and Payback period. ROIinvolves comparing the cost savings from theimplementation of the technology against the cost of
development, manufacture and installation of thetechnology on the selected asset. A simple return oninvestment calculation is frequently derived as the net gainfrom an action divided by the cost of that action as shown inEquation 1 [9].
ROI = (Benefit Gain – Technology Cost)/Technology Cost [1]
The payback period is the amount of time it would take to
cover the cost of the initial investment in the PHMtechnology or in other words ‘pay for itself’. The payback
period in months can be calculated as shown in Equation 2.
Payback = Technology Cost/Monthly Benefit [2]
In order to provide an example for the ROI and Payback period, a comparison was conducted for the implementationof battery prognostics and power management technology
for ground combat vehicles. The results of the cost benefitanalysis are shown in Table 2.
The analysis shows a benefit for battery life extension,accurate battery diagnostics and localization to beapproximately $1.89M for LAV vehicles. The cost to
develop and install the battery prognostics technology on771 vehicles is approximately $1.03M. This results in areturn on investment of approximately 0.84 over the 13 year remaining design life of the vehicle with an 85 month payback period. The results of the analysis for the Stryker
Brigade Combat Team shows a benefit of approximately$18.8M for the 5226 vehicles and a cost to develop andimplement the technology of $4.08M which results in a ROIof 4.61 over a 25 year period with a payback period of 65
months. The benefit of battery prognostic for all DoD
systems that require 6TL (mil-spec) batteries was estimatedto be $1,017M. The cost of the implementation for all DoD batteries is approximately $66.7M which results in a ROI of 15.25 over a 25 year period with a payback period of 20
months.
As stated in the Solution Matrix financial analysis website“Simple ROI works well in situations where both the gains
and the costs of an investment are easily known and wherethey clearly result from the action. Other things being equal,the investment with the higher ROI is the better
Table 2: ROI and Payback Period of Battery Prognostics for Various Ground Combat Vehicle Platforms

7/27/2019 CBA_how to Conduct CBA_ZOO
http://slidepdf.com/reader/full/cbahow-to-conduct-cbazoo 9/10
9
investment“[9]. The Payback period provides a metric for assessing the magnitude of the return and for assessing risk of the investment. A very long payback period has higher
risk involved than an implementation that has a shorter payback period.
7. CONCLUSIONS
The decision to design, develop and implement PHMtechnology for an asset can be difficult. The cost-benefitanalysis is intended to be a tool for aiding the decision process. A simple CBA starts with the degrader analysis for assessing the major contributors to reduced asset performance, reliability and availability. The next step is to
determine the cost of the PHM technology design,development and implementation that is facilitated with theFMECA process. The estimated benefits of the installationof the technology should be conducted that involves
identifying situations where having health information for the degrader components would change the way that theoperation, maintenance and logistic support would be
managed. Finally, the decision metrics can be calculated to provide parameters for answering the question, ‘How will
the implementation of PHM benefit my asset, organizationand bottom line?’ The examples in this paper show that asimple but effective CBA can be conducted by engineerswith little to no financial analysis training for basing PHM
implementation decisions.
R EFERENCES
[1] Hess, Andrew; Capt. Calvello, Giulio; Dabney, Thomas;Firth, Peter; ‘PHM the Key Enabler for the Joint StrikeFighter (JSF) Autonomic Logistics Support Concept’
58th Meeting of the MFPT Society, 2004
[2] Snell, Michael; Cost-Benefit for Engineers and Planners,
Thomas Telford Publications, 1997
[3] Air Force Fact Sheet,
http://www.af.mil/factsheets/factsheet.asp
[4] Global Security.org,
http://www.globalsecurity.org/military/systems/aircraft/f-16-specs.htm
[5] Moubray, John; Reliability-Centered Maintenance,Butterworth-Heinemann, 1997
[6] Banks, Jeffrey; Kozlowski, James; Rogan, Chris;Reichard, Karl; Crow, Ed; ‘Cost Benefit Analysis for
the Implementation of Battery Prognostics for GroundCombat Vehicles’, 58th Meeting of the MFPT Society,2004
[7] Sassone, Peter; Schaffer, Peter; Cost-Benefit Analysis:A Handbook, Academic Press, 1978
[8] Banks, Jeffrey; Crow, Ed; Reichard Karl; Col. Ruark,
Robert; ’A Cost Benefits Analysis of the Effect of Condition-Based Maintenance Strategies for MilitaryGround Vehicles’, 2003 IEEE Aerospace Conference.
[9] Solution Matrix.com
http://www.solutionmatrix.com/business-case-tools.html#Free
BIOGRAPHIES
Jeff Banks is an Associate Research
Engineer with the Applied Research
Laboratory at The Pennsylvania State
University with more than 10 years in
the PHM field. He received his M.S.
in Acoustics at The Pennsylvania State
University and his B.S. in Mechanical
Engineering from Villanova
University. Before coming to Penn State, Jeff worked for
Mead Central Research Laboratory for five years as a
research engineer in the paper industry. Mr. Banks led
over 100 diagnostic surveys at 9 separate paper
manufacturing facilities. His primary functions were to
troubleshoot machinery maintenance problems and process
variability issues and develop unique predictive failure
technology. His current research involves the development
of diagnostics and prognostics technology for complex
mechanical systems.
Karl Reichard has more than 15 yearsof experience in the development of
advanced sensors, measurement
systems, and signal processing
algorithms. An Assistant Professor of
Acoustics at Penn State and Head of the
Condition-Based Maintenance
Department at the University's Applied
Research Laboratory, Dr. Reichard leads advanced
research and development efforts in embedded systems,
electro-optics, intelligent acoustic and vibration sensors,
and signal processing and classification algorithms for
active noise and vibration control, manufacturing
machinery monitoring, and surveillance systems. Prior to joining Penn State ARL in 1991, he was employed by the
U.S. Army Aberdeen Proving Grounds and Virginia
Polytechnic Institute and State University, his alma mater.
Dr. Reichard has published more than 25 papers in
refereed journals, conference publications, and technical
reports.

7/27/2019 CBA_how to Conduct CBA_ZOO
http://slidepdf.com/reader/full/cbahow-to-conduct-cbazoo 10/10
10
Ed Crow has more than 20 years of
program management experience in
a wide range of technology
integration and systems application
projects. He has Extensive
experience in systems automation,
information and communications
system integration, materials and
composites engineering, and propulsion rocket/turbine engine
development and test. Since 1998 he
has been involved in Condition-Based Maintenance for a
variety of applications including Navy surface ships and
ground combat vehicles. He presently is the division
head for Systems and Operations Automation at Penn
State’s Applied Research Laboratory.
Ken Nickell is a Research Engineer at the Applied
Research Laboratory with 15 years of project
management experience implementing software solution
in manufacturing environments. He received a MBA from
Syracuse University and a B.S. in Geophysics fromVirginia Tech. Prior to joining ARL, Mr. Nickell worked
for Corning Inc. as an Enterprise Resource Planning
(ERP) project manager. His current research involves
the development of integrated architectures for
diagnostics and prognostics within the Department of
Defense.







