

Smart CHP from Biomass and Waste
It Cost Money to Throw Energy Away
Gasification Technology Conference
William (Bill) Partanen, P.E
October 13 - 16, 2013
Colorado Springs, CO
.

© Metso
SRF and RDF and recycled wood are valuable fuel options use in Metso Gasifiers
Household waste
(pre-treatment with partners) Wood chips & forest residue
2

© Metso
Commercial Gasification Installations
• Lahti Energia Full Scale RDF/SRF (160 MWfuel)
• First waste gasification plant in the world
• Start of bio gasification : September 2011
• Start on sorted MSW feedstock gasification : Dec. 2011
• Vaskiluodon Voima Biomass Gasification Plant (140 MWfuel)
• Coal replacement in PC boilers
• First in the world on such a large scale.
• Start up: December 2012
• Displaces 25 – 40% of coal fuel
• Eliminates up to 230,000 TPY CO2
• Demonstration GoBiGas Project (20 MWgas output)
• Synthetic natural gas production from biomass
• Licensed steam blown gasification technology from REPOTEC
• Metso scope: gasification plant, gas synthesis by other
3
Lahti Energia site

© Metso 4
Gasification Applications

© Metso
Gasification technologies Position of Metso CFB gasification
PRESSURE OXIDIZIER PROCESS FEEDSTOCK SIZE APPLICATION
Atmospheric Air Fixed-bed Coal
SMALL
0 – 10
MW
Combustion engines
Pressurized
Oxygen BFB Biofuel
MEDIUM
5-50
MW
Combustible gas for
industrial furnaces
Steam CFB Oil
LARGE
50 -200
MW
Fossil fuel
replacement in
power plants
Entrained
flow Gas
HUGE
200 -2000
MW
IGCC
Transport
reactor Waste Transport fuels
Flame
gasification Synthetic NG
5

© Metso 6
Lahti Energia LAHTI ENERGIA
Gasifier

© Metso
Complete EfW concept – Lahti Energia From well planned recycling & sorting to high efficiency energy solution
• World’s largest waste
(SRF/RDF) gasification
power plant
• Highest electricity
efficiency (32 %)
7
CO2 emissions
have decreased
by 30 % from
2011 to 2012
CFB gasification plant converts waste
into clean product gas for the power boiler
Processing of 250,000 tonnes /year of solid
recovered fuel (SRF) to :
• 50 MW of electricity
• 90 MW of district heat

© Metso
Lahti Energia Metso scope:
inlet silo gasifier – stack outlet
8
SRF
handling
Gasification
and cooling
Hot gas
cleanup
Steam boiler
121 bar/540 °C Flue gas
cleaning

© Metso
Sorted MSW Waste to Energy Lahti Energy – SRF feedstock + gasification + gas cleaning
9
• Gasify syngas at 850 – 900 oC (1560 – 1650 oF)
• Cooled down to about 400 oC (750 oF) - all corrosive components,
- alkali chlorides, Pb, Zn will be in solid form
- collect on ceramic filters & removed
• Filter dust out so the resulting gas is clean
• Burn clean gas in gas fired boiler
• Capture mercury after the boiler
• Reduces boiler O&M

© Metso
Benefits of waste gasification - “Modern” technology vs. Metso technology
10
• Metso technology: Worlds highest power production efficiency in
waste firing
25%
60%
15%
Modern grate firing waste power plant (www.jly.fi)
Power Heat Loss
31%
56%
13%
Metso technology (Lahti Case)
Power Heat Loss
Metso technology is not limiting steam parameters, it is possible to built a plant with even higher power efficiency than Lahti
Waste to Energy

© Metso 11
AIR
SODIUMBI-
CARBONATE
BOTTOM ASH
FLY ASH FROM
GASIFICATION
Product gas
SAND
LIMESTONE
FUEL
ADDITIVE
0 kg/s 0 kg/s
Flow from/to other gasifier line
ACTIVATED
CARBON
AMMONIA
Product gas AIR
Steam: 49 Kg/s (390,000 lbs/hr)
121 Bar 540 C (1750 psig, 1000 F)
41 m³ 41 m³ 50 m³ PSA
NITROGEN FLY ASH FROM BOILER
Lahti Energy
Simplified process diagram

GASIFICATION of MSW is not INCINERATION
• Gasification of MSW does not involve combustion (burning)
• Thermo-chemical process breaks down MSW into simple molecules
• Molecules convert into a biogas
• Combustion process uses 110%+ of theoretical air
• Gasification is auto-thermal using 20 – 40 % of theoretical air
• Dioxins and furans need sufficient oxygen to form or re-form
• Oxygen-deficiency in a gasifier prevents this from happening
• 98% of the energy in the MSW feedstock still in the biogas
• Capture & control harmful pollutants during gasification process
• Biogas similar in cleanliness to natural gas due to filtration system
• Combustion - all gas cleaning done after combustion

© Metso 13
Vaskiluodon Voima
Main Features
•Electricity output 230 Mw
•District heat output 175 Mw
•535 C (995 F) 185 bar (2,675 psig)
Success Story
•Displaces between 20 - 40% of coal
•Reduced CO2 emissions by up to 230,000 TPY
•No boiler instabilities during co-firing
•All performance guarantees met
•Tie-in to main plant done during normal scheduled outage

© Metso
Supply of Biomass
14
The fuel is procured within 100
kilometers of the plant:
‒ Wood (forest harvest residues)
90% (50–100%)
‒ Straw and reed canary grass 0%
(0–5%)
‒ Peat (milled) 10% (0–50%)
Amount:
‒ 900 GWth/a
‒ 30 trucks a day

© Metso
Gasifier
• Atmospheric air gasification
‒ CFB-principle
‒ Operating range 20 – 50 MWe
• Biofuels are gasified in reactor through
partial oxidation
‒ Start-up with light oil, air ratio 1.1
‒ The air ratio 0.3 during the
gasification mode
‒ Product (lean) gas temperature is
approximately 1200°F.
‒ The syngas produced - CO and H2
(both around 10%), N2, H2O, CO2,
tar
Feed silos
Reactor

© Metso
CFB gasifier Co-firing with Coal
16
Biomass receiving
and pre-handling
Instrumentation,
electronics,
and automation
Large-scale belt dryer CFB gasifier
140 MWfuel
• Metso’s scope
• Feedstock receiving and handling
• Drying
• Gasification
• Boiler modifications
• Automation, electronics and instrumentation
Vaskiluodon Voima – Scope
Wet biomass Dried biomass
Product gas

© Metso
Vaasa Feedstock Specifications
17
Feedstock Type Forest Residue Peat
Moisture (w-%) 42 - 65 38 - 55
Average LHV (MJ.kg) 5 - 11 9 – 23
Ash (w-% DM) 0.4 - 4 3 - 6
Cl (w-% DM) <0.05 <0.06
(Na + K) (w-%DM) < 0.2

© Metso
Fuel handling
• Capacity
‒ 30 truck loads/d, 3,500 ft3/load
‒ Unloading capacity 20,000 ft3/h
‒ 170 – 2500 TPD @ 40% moisture
• Fuel handling
‒ Screening and crushing
‒ Automatic sampling
‒ Storage silos 2 x 90,000 ft3
• Belt dryer for wood biomass
‒ Fuel moisture before dryer 47%
‒ Fuel moisture after dryer 34 %
‒ Water removal capacity 10 t/h
‒ Heat source for drying is the district heating circuit

© Metso 19

© Metso
Gasification co-firing plant layout
Fuel unloading
Fuel screening
and crushing Fuel sampling
Fuel storage silos
Wood fuel belt dryer Gasifier
20
Chain conveyers
VASKILUODON VOIMA OY

© Metso
Benefits of adding a biomass gasifier into a existing coal-fired plant
21
Produces electricity from bio-
fuels with high efficiency
Extends the lifecycle of the
existing power plant
Replaces fossil fuel with
biomass in larger scale
Increases fuel flexibility
Original coal capacity can be
kept
Reduces CO2 emission
economically
Relatively low investment cost
Short delivery time and
minimized production
interference
Interface connections made
during normal maintenance
outage

© Metso
INTERNAL
22
© Metso
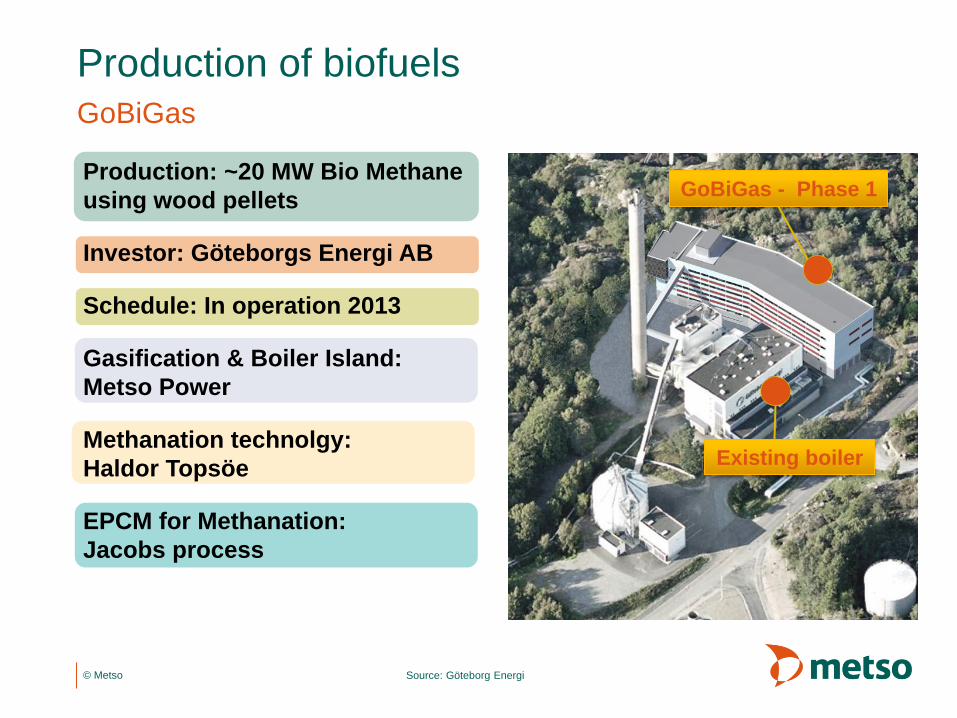
Production of biofuels
Source: Göteborg Energi
Production: ~20 MW Bio Methane
using wood pellets
Investor: Göteborgs Energi AB
Schedule: In operation 2013
Gasification & Boiler Island:
Metso Power
Methanation technolgy:
Haldor Topsöe
EPCM for Methanation:
Jacobs process
Existing boiler
GoBiGas - Phase 1
GoBiGas

© Metso
GoBiGas – Overall Process
• Simplified process scheme of bio-SNG process
• Metso delivers drying, gasification and part of gas cleaning
25 Source: Göteborg Energi
Production of biofuels

© Metso
Advantages of Gasification
• Produces a consistent high-
quality syngas product
• Can use existing generation
infrastructure
• Simple integration with existing
boiler equipment,(no extended
shutdown required)
• Lower maintenance costs
• Quicker turnaround time from
product initiation to start-up
• Fewer permitting issues
• Uses broad range of biomass
feedstocks and waste materials
• Provides combustible syngas for
industrial & utility boilers
• Replaces fossil fuel with proven
bio/waste fuel
• Biogas emissions equal or less
than those when using natural
gas
• Gasification experience based
on over 200 CFB and BFB
installations worldwide
27

© Metso 28
For more information, please contact:
William (Bill) Partanen, P.E.
Manager, Business Development, Gasification
3430 Toringdon Way
Charlotte, NC 28277
980-254-0877







