

6 MARKET AND MANAGEMENT Sustainability
© Carl Hanser Verlag, Munich Kunststoffe international 6/2014
Resource Efficiency with Plastics Technology
The Plastics Industry Needs to Adopt a Bolder Approach
Comprehensive resource efficiency means far more than the preservation of natural resources. It also includes
the productivity factors of material, machine and labor. The plastics industry has made a great contribution to
resource efficiency, but often finds itself on the defensive. Yet a knowledge of the various relationships involved
provides enough material to go on the offensive with arguments illustrating the benefits of plastics
technology.
Great economic and social change is imminent. Mankind has reached a
level of prosperity that it could only have dreamed about 100 years ago. As a result of the industrial revolution and popula-tion growth, it has taken control of almost all habitable land and harnessed resourc-es from the far-flung corners of the world [1]. Resources will always be consumed while there is life on Earth. The principles of sustainability dictate that each genera-tion use the resources at its disposal as ef-ficiently as possible so that succeeding generations can enjoy the same standard of living.
By natural resource efficiency is meant the relationship between output quantity
and the input of natural resources em-ployed: energy, water, cultivated land, air, etc. In the wider sense, it additionally in-cludes the resources employed, namely machine (or generally, capital), labor and material or raw material. These last-men-tioned are called productivity factors in economics (Fig. 1).
Scarce Resources Mean Expensive Resources
Energy is probably the scarcest resource in the world at the moment. Mankind does not have a water problem, as two thirds of the Earth’s surface is covered with water. However, transforming
sea-water into drinking water and trans-porting it to areas short of water takes a great deal of energy. Nor is mankind short of productive land, as artificial irrigation can make much barren land habitable. And nor does mankind have a food prob-lem, as the earth yields ample food, albeit unevenly distributed – the problem is usually a lack of energy to transport and store it.
No matter what the scarcity is: engi-neers will come up with a technical solu-tion. However, economic use of these technical solutions is often restricted by energy shortages and the resulting pric-es. For example, it is already possible on an industrial scale to extract excess car-bon dioxide (CO2) from the air and to con-vert it into, e. g., plastics, but the process is too energy-intensive. A less energy-inten-sive approach would be to prevent the CO2 from reaching the atmosphere in the first place. For the purpose of sustainabil-ity, then, energy should come from re-newable sources, not fossil sources, where possible.
Attempts have been underway for some time in Germany to harness geo-thermal energy from the Earth’s interior. This is a good idea, even though deep drilling is fraught with risks that first must be identified and averted. Mankind has long used water power to generate energy, but there are limits to such inter-ventions in nature, and anyway reser-voirs are incapable of sating the world’s
Fig. 1. Resource efficiency in the broadest sense also covers the productivity factors of machine,
labor and material (figure: IKT)
Definitions
Productivity/ Production efficiency Resource efficiency in the narrow sense
Resource efficiency in the broadest sense
Machine productivityOutput quantityMachine hours
= Energy efficiencyOutput quantity
Energy input=
Other considerationsOutput quantity
Water input=
Output quantityLand in use
Output quantityAir input
Labor productivityOutput quantity
Labor hours=
Material productivityOutput quantity
Quantity of material=
[VEHICLE ENGINEERING] [MEDICAL TECHNOLOGY] [PACKAGING] [ELECTRICAL & ELECTRONICS] [CONSTRUCTION] [CONSUMER GOODS] [LEISURE & SPORTS] [OPTICS]
© Kunststoffe
---------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------© 2014 Carl Hanser Verlag, Munich, Germany www.kunststoffe-international.com/archive Not for use in internet or intranet sites. Not for electronic distribution.

Sustainability MARKET AND MANAGEMENT 7
Kunststoffe international 6/2014 www.kunststoffe-international.com
hunger for energy. On the upswing, as it were, are energy producers such as in-dustrial wind turbine farms, which have fiber-polymer composites to thank for their scale and efficiency, but which are often unloved because they “scar” the countryside. Europe’s largest solar park opened in Templin near Berlin in 2013. Such parks require vast tracts of land, and given that they are located in heavi-ly populated latitudes with a small num-ber of hours of sunshine they can at best serve as test fields.
Resources Must Remain Expensive
A longstanding problem often disap-pears off the radar: when prices soften, fewer resources are conserved. This so-called rebound effect was described as early as the 1920s. The tendency to be wasteful can even lead to a “backfire” or increased consumption of resources – suggesting that the free market might fail in the long term. To illustrate: the cheaper electric light (electricity) becomes, the greater is the number of lights turned on. If resources are to be conserved, con-sumption rates must rise in lockstep with efficiency gains, so that the cost to both private and corporate consumers remains more or less constant.
Moderately rising prices for resources are an incentive to be even more re-source-efficient and can even cause an economy to become more successful. Ja-pan, for example, had the highest energy prices of the industrialized nations from 1975 to 1990, yet it was the dominant economy in that period.
Where the free market fails to regulate itself, politics has to step in. Since 2005, there has been an EU directive on a resource-effi-cient Europe. In Germany, it is being imple-mented through the ProgRess Resource Ef-ficiency Program. Its objectives are:
W Avoid supply shortages for Germany and Europe,
W gain competitive advantages through the use of efficient technologies,
W avoid negative environmental effects and/or observe the limits of sustain-ability,
W conserve natural resources for future generations.
These are important reasons for any in-dustrial society that wishes to boost or at least maintain its level of prosperity to urgently make do with fewer re- »
---------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------© 2014 Carl Hanser Verlag, Munich, Germany www.kunststoffe-international.com/archive Not for use in internet or intranet sites. Not for electronic distribution.

8 MARKET AND MANAGEMENT Sustainability
© Carl Hanser Verlag, Munich Kunststoffe international 6/2014
both national and European level. Ambi-tious standards that raise the bar in line with advances in technology serve as cat-alysts for new technologies. A lack of effi-ciency standards is part of the reason that, technologically, the USA lags far be-hind Germany in respect of vehicles, power plants and household appliances.
As a rule, the higher a country’s gross domestic product (GDP) per capita, the more energy it consumes and the higher are its fossil-based CO2 emissions (Fig. 3). Northern and Western Europe (along with
Japan) have started to uncouple them-selves from this relationship in an exem-plary manner. Thus, these countries have a lower ratio of energy input and CO2 emis-sions to gross domestic product than all other countries in the world. The greatest levers that can be used to uncouple Ger-man GDP from CO2 emissions are:
W The use of renewable energies, W thermal insulation of buildings, W switchover to fuel-efficient forms of
transport, and W energy-efficient modes of production.
Renewable energy production can, at least in part, be realized only with plastics. As already mentioned, wind turbines are not efficient without fiber-reinforced plastics. Photovoltaics made with poly-mers has a future, but even fuel cells need polymer membranes.
Energy-Efficient Buildings with Polymers
A great deal of energy is expended on heating buildings in Central and Northern Europe and on cooling them in Southern Europe and other hot regions. Conse-quently, an important contribution can be made to energy conservation by using thermally insulating plastic panels (Fig. 4). The website www.nachhaltiges-bauen.de states that systems comprising expanded polystyrene (EPS) and graphite (“gray” boards) offer the best ecological perfor-mance, followed by EPS without graphite, rock wool, and cork. And still numerous research institutes and industrial compa-nies are constantly developing new foams that will provide even more effi-cient thermal insulation and can also be used in lightweight construction.
Domestic appliances are becoming more and more efficient, too. Studies have shown that refrigerator insulation made from polyurethane, as opposed to rock wool, costs more energy to produce but that this energy is recouped many times over during the normal lifetime, and that, energetically speaking, rock wool is “outdated”. Thanks to advanced sensors and more-efficient pumps and heat exchangers made of plastic, dish-washers and washing machines are con-suming less and less energy and water, while continuing to clean as effectively as before.
Bulbs need less and less energy: LED lights consume only a tiny fraction of
Fig. 3. Relationship between CO2 emissions and GDP [2]. Western Europe and Japan are uncou-
pling themselves from the rule, namely the higher the gross domestic product per capita, the
greater the CO2 emissions (figure: International Energy Outlook 2007)
GDP [US dollars per capita per year, based on 1995]
104
103
102
101
100
CO2 e
mis
sion
s [kg
per
cap
ita p
er y
ear]
1,000 10,000 100,000
USA
GermanyJapan
Great Britain
FranceSpain
Malaysia
Mexico
Brazil
Gabun
SaudiArabiaPoland
Russia
Current CO2 emissions ≈ 0,2kg per capita
US dollars
Ukraine
Uzbekistan
China
Indonesia
India
Pakistan
Nigeria Kenya
Sudan
TanzaniaCongo
Switzerland
AustraliaCanadaSouthKorea
Nether-lands
Kuwait
»
Fig. 2. Despite
strong economic
growth, energy
consumption in
Germany has de-
clined since 1990
(figure: Gesamtverband
Steinkohle)
140
130
120
110
100
90
801990
1990=100
1995 2000 2005 2010
Primary energy consumptionGross domestic productEnergy productivity
+39.1%
+30.7%
-9.8%
sources. Systematic improvements in re-source efficiency therefore act as a type of life insurance against resource short-ages and rising prices. In the ideal sce-nario, the price increases are overcom-pensated.
Since 1990, Germany has boosted its energy efficiency by almost 40 % (Fig. 2); in other words, despite enjoying economic growth, it consumes less energy. For Ger-many to become the most efficient in-dustrial nation in the world there needs to be mandatory efficiency standards at
© Kunststoffe
© Kunststoffe
---------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------© 2014 Carl Hanser Verlag, Munich, Germany www.kunststoffe-international.com/archive Not for use in internet or intranet sites. Not for electronic distribution.

---------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------© 2014 Carl Hanser Verlag, Munich, Germany www.kunststoffe-international.com/archive Not for use in internet or intranet sites. Not for electronic distribution.

10 MARKET AND MANAGEMENT Sustainability
© Carl Hanser Verlag, Munich Kunststoffe international 6/2014
and public transport because they lower inertia due to their low inertial forces. Lowering inertia allows huge reductions to be made in engine power and thus dis-tance-related energy input. For instance, every weight saving of 100 kg in a car cuts fuel consumption by 0.15 to 0.40 liters for every 100 km traveled (Fig. 5). And every weight saving of 100 kg in an airliner low-ers fuel consumption by 300,000 kg over the course of 60,000 flight hours. The Air-bus 380 is not the only aircraft in which extremely lightweight carbon fibers are being installed; the new A350 has more CFRP parts than any other aircraft.
Many research institutes are currently working intensively on lightweight tech-nologies to achieve the cycle times that
are common in thermoplastics process-ing. Fiber-reinforced polymers based on thermoplastics seem to be the key to es-tablishing more lightweight applications in automotive construction. For example, the IKT is working on expanding the pos-sible applications of polyamide sheet as well on in situ pultrusion of highly filled, fiber polyamide semi-finished products. These will serve as lightweight replace-ments for metals in hybrid injection molding.
Automotive engineering is not alone in needing to develop wholly new manu-facturing techniques as carbon-fiber-re-inforced plastics (CFRPs) become more prevalent in production vehicles. A para-digm shift is also needed in other areas, such as construction and recycling.
Energy-Efficient Production in the Plastics Industry
The third major lever for making signifi-cant energy savings concerns the energy that goes into the product manufacture. Almost all makers of injection molding machines have an all-electric model in their range. According to the makers, these machines can cut energy con-sumption by up to 50 %, compared with their hydraulic peers.
Research conducted by the IKT in the course of a project funded by the State of Baden-Württemberg, Germany, showed that energy costs constitute the bulk of the operating costs of extruders [3] and injection molding machines [4, 5]. A small portion of the energy is used for heating,
the energy consumed by their incandes-cent counterparts. These energy-saving lights need a plastic base to protect the electronics. Heat dissipation poses a partic-ular technological challenge in this applica-tion: several research centers, including the Institut für Kunststofftechnik (IKT) at the University of Stuttgart, Germany, are work-ing feverishly on developing low-cost, ther-mally conducting plastics which can be processed efficiently on conventional ma-chines.
Transport Mobility in the Future – Only with Lightweight Technology
Plastics and fiber-reinforced polymers are becoming more widespread in private
Fig. 5. The advent of fiber-plastic composites in automotive construc-
tion can slash fuel consumption (figure: Mercedes-Benz)
Fig. 4. Energy-efficient thanks to plastic thermal insulation: the
renovated half-timbered house consumes less than 7 l/m² heating oil
– this figure was previously more than 25 l/m² (figure: BASF)
Annual operating time
100
80
60
40
20
02,000 4,000
Dependenton the type
of drive
Dependenton the type
of drive
h 6,000
3.8
38.1(±10)
47.6(±10)
38.8(±10)
48.6(±10)
39.1(±10)
48.8(±10)
1.0 1.0 1.09.5 9.7 9.8
1.9 1.3
Shar
e of
tota
l life
time
cost
s of a
nin
ject
ion
mol
ding
mac
hine
Purchasing costs
Maintenance andrepair
Electric heating
Screw drive
Electric or hydraulicmovements
Fig. 6. Energy costs account for over 90% of the total lifetime costs incurred by an injection
molding machine (figure: IKT)
© Kunststoffe
---------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------© 2014 Carl Hanser Verlag, Munich, Germany www.kunststoffe-international.com/archive Not for use in internet or intranet sites. Not for electronic distribution.

Sustainability MARKET AND MANAGEMENT 11
Kunststoffe international 6/2014 www.kunststoffe-international.com
but over 90 % is expended on drives and hydraulic or electric traversing move-ments (Fig. 6). Considerable progress has been made in drive technology in recent years as well. Thus, the now common-place direct drives fitted with torque mo-tors are 5 to 10 % more efficient than con-ventional gear motors [6].
The IKT is engaged in systematically analyzing heat sources and heat sinks during processing on extruders and in-jection molding machines. These analy-ses are yielding charts of heat flows and temperature levels that could help iden-tify coupling potential within a produc-tion unit. This means that waste-heat flows could be used, e. g., to heat dry-air dryers which, although considered effi-cient, are energy-intensive and account for 10 to 20 % of the process energy con-sumed.
The Helibar high-performance ex-truder developed at the IKT utilizes a spe-cial process technology that supports particularly energy-efficient operation. Featuring a grooved, conveying plasticiz-ing zone, this system does not suffer from the high pressure peaks in the feed zone that occur in conventional grooved-bar-rel extruders and lead to loss of convey-ing capacity. This lowers the drive’s ener-gy requirement, and allows the melt tem-perature to be kept low. The energy sav-ings are in the range of 15 to 30 %.
In the EU-sponsored “HyperDry” project funded under the research pro-gram FP7/2007-2013, the IKT and its part-ners are studying ways to combine ener-gy-efficient drying with shorter drying times. The idea is to use microwaves to heat the damp pellets on the inside and accelerate mass transport, while super-heated steam on the outside affords a rapid and efficient way to convectively introduce the heat and remove the moisture (Fig. 7).
Resource Productivity through Process Integration
In recent years, the rising cost of the re-source “machine and labor hours” has been counteracted by disproportionate rationalization measures that have always generated savings for any operation that invested in them. It is this approach which has steadily boosted German industrial productivity, leading to the well-known outcome that payroll costs account for a
mere 20 % of costs incurred by the Ger-man plastics industry. It is not low materi-al prices, but rather low mass-production costs that make plastic products success-ful.
To cut down on machine and labor hours, the plastics industry has com-bined more and more process steps to-gether and, e. g., integrated them into
the injection molding process. Consid-er a part which is made from a continu-ous-fiber-reinforced thermoplastic and intended for car-seat supports (Fig. 8). It will replace a metal part that is very stiff and strong, but heavy. The long fibers and high fiber content are made possi-ble by direct long-fiber injection mold-ing. Direct methods of this kind en-
Volumetric heatingwith microwaves
Convective heatingwith superheated steam
High-efficiency heatingthrough a combined approach
Fig. 8. At K 2013, Arburg and project partners showed how metals are increasingly being
replaced by fiber-reinforced plastics (figure: Arburg)
Fig. 7. A new processes combines convection and microwaves for more energy-efficient drying
(figure: IKT)
»
Receive
Receive andheat in situ
Shape and overmold Remove
RemoveShape and overmoldHeat in the IR heater
Elimination oftwo process steps
Fig. 9. Already at K 2010, a consortium of companies headed by machine-maker KraussMaffei
addressed the topic of producing a lightweight, continuous-fiber-reinforced part with chopped-
glass fiber-reinforced reinforcing ribs. Two process steps in the heating of the polyamide sheet
can be eliminated: Heating in the IR oven and transfer to the machine (figure: IKT)
© Kunststoffe
© Kunststoffe
---------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------© 2014 Carl Hanser Verlag, Munich, Germany www.kunststoffe-international.com/archive Not for use in internet or intranet sites. Not for electronic distribution.

12 MARKET AND MANAGEMENT Sustainability
© Carl Hanser Verlag, Munich Kunststoffe international 6/2014
–
+
Electrical contact
Polyamide sheetCarbon fiber cloth witha thermoplastic matrixParallel grippers
Electricallyinsulatedclamp jaw
20 °C 280 °CTemperature distribution
Flow of electric current
Fig. 10. The carbon fibers are placed under electric current in the robot gripper to heat the poly-
amide sheet from the inside out (figure: IKT)
able converters themselves to vary the fiber length and fiber content. A bonus effect is that cheaper raw materials can be used, because the matrix material and glass fiber rovings are cheaper than, e. g., ready-made continuous-fiber pellets.
At the K 2010 plastics trade fair, a high-ly integrated process was presented which consisted in heating polyamide sheet with continuous carbon fiber fabric in an infrared station and inserting it into an injection mold where it was directly overmolded with a polyamide melt filled with glass fibers. As the reinforcing ribs were being molded onto the thermo-plastic-based lightweight part, the injec-tion pressure was used to shape the poly-amide sheet in the mold.
The IKT has now managed to elimi-nate two further process steps (Fig. 9) as well as devise a new heating con-cept that simultaneously reduces the energy demand. The polyamide sheet is no longer heated in the infrared sta-tion; instead, it is heated from the in-side out by an electric current applied as the robot removes it from the stack. Numerous experiments involving dif-ferent clamping jaws and gripper de-signs (Fig. 10) show that this approach creates a homogeneous temperature distribution in the polyamide sheet in just a few seconds and requires little energy.
Material Efficiency through Replacing Expensive Raw Materials
The cost of materials in Germany rep-resents about 50 % of the costs incurred in the manufacturing sector. Where the design permits, the least-possible amount of material is used. Injection molded packaging, especially, is de-signed to be as thin as possible be-cause that saves on material (and short-ens the cycle time). Where a technical part is not stretched to its limits when in actual use, a blowing agent can be employed to create lightweight foam structures that can squeeze out some more savings on material.
High material efficiency is not just about employing the least possible amount of material, however. It is also about seeking a lower price for the equal-ly reliable product solution: wherever fea-
sible, cheaper materials (downgrading), recycled materials or – cheaper still – monomers (in situ polymerization) are used.
Downgrading is a commonplace R&D topic because it enables users to save a great deal of money. As high-vis-cosity, extrudable polyamides are ex-pensive, the IKT has modified an inex-pensive injection molding-grade poly-amide to render it suitable for extru-sion. An even cheaper approach is to generate PA6 specialties directly from the monomer: Impact-modified PA6 block copolymers can be made by feeding the low-cost monomer capro-lactam together with an activator and a catalyst into a twin-screw extruder, where it is polymerized. The melt is vented in a controlled manner to lower the residual monomer content to a minimum. This reactive extrusion pro-cess affords a way of controlling the im-pact strength of the resultant PA6 block copolymer during production.
Uniaxial continuous-fiber-reinforced PA6 profiles are being produced for the first time on the IKT’s in situ pultrusion line (Fig. 11). Because the extremely thin liquid monomer easily impregnates the fiber bundle, fiber contents of 70 wt. % and more are possible, even where walls are very thick and flow paths are long. The lightweight, very rigid polyamide- fiber-composite parts serve as inserts for maximizing local rein-forcement of complex technical parts which have been injection molded in polyamide.
The AuthorsProf. Dr.-Ing. Christian Bonten studied mechanical engineering in Duisburg and Aachen and received his doctorate in Plastics Technology at the University of Essen. After management positions at BASF SE and the bioplastics manufacturer FKuR Kunststoff GmbH, as well as teach-ing at the University of Essen and the University of Karlsruhe, he was appointed Director and Head of the Institut für Kunststofftechnik (IKT) at the University of Stuttgart.Prof. Dr. Dr. h.c. Ernst Ulrich von Weizsäcker studied chemistry and phys-ics in Hamburg and received his doctor-ate in zoology at the University of Freiburg. After serving as president of the University of Kassel and the Wuppertal Institute for Climate, Environment and Energy, he was a member of the German Bundestag and Dean and Professor of the University of California. Today, he works freelance and is an honorary co-chair of the International Resource Panel (UNEP) and Co-President of the “Club of Rome”.
ServiceReferences & Digital Version
B You can find the list of references and a PDF file of the article at www.kunststoffe-international.com/839450
German Version B Read the German version of the
article in our magazine Kunststoffe or at www.kunststoffe.de
© Kunststoffe
---------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------© 2014 Carl Hanser Verlag, Munich, Germany www.kunststoffe-international.com/archive Not for use in internet or intranet sites. Not for electronic distribution.
Sustainability MARKET AND MANAGEMENT 13
Kunststoffe international 6/2014 www.kunststoffe-international.com
Material Efficiency through Recycling
The value chain ends with recycling, in-cineration – or litter. A study commis-sioned by the Association of Plastics Eu-rope has shown that approx. 99 % of post-consumer plastic in Germany is re-cycled. This world record is shared with Switzerland. And Austria is not far behind. Some 43 % is sent for physical recycling (mechanical and feedstock) and 56 % is sent to thermal recovery. It is indeed highly unlikely, as former German Envi-ronment Minister Peter Altmaier has pointed out, that a plastic carrier bag originating in Germany would be found in the world’s oceans. High collection and recycling rates, similar to those in Germa-ny, Switzerland and Austria, are a exem-plary way to avoid polluting the environ-ment, including the oceans.
In addition, post-consumer plastic is now a sought-after tradable recyclable. This increases the appeal of physical recycling. At the same time, there is clearly no point in physically recycling certain post-consumer plastic, e. g., multi-layer barrier films or lac-quered, coated or heavily soiled parts. But it can be sent to energy recovery – common-ly known as incineration – to generate ener-gy and conserve fossil fuels.
The separate collection of the PET stream, which, in Germany, is virtually un-contaminated by other types of polymer due to the nationwide availability of ma-chines for returning bottles, is growing the proportion of recyclate which is melt-purified and chemically reassem-bled during the recycling process to eventually be reused as PET bottles. These processes are now so safe that the recyclate is even approved for food con-tact. Lidl, a discounter, advertises a 50 % content, but this is already being exceed-ed in the laboratory.
Bioplastics Will Not Save the World – But Maybe the Industry
Using renewable raw materials also constitutes long-term material efficien-cy because it means that dwindling and increasingly expensive fossil resources stay untouched for longer. According to the latest forecasts, bioplastics will nonetheless meet about 2 % of global plastics demand within a few years – a figure that even recently was inconceiv-able.
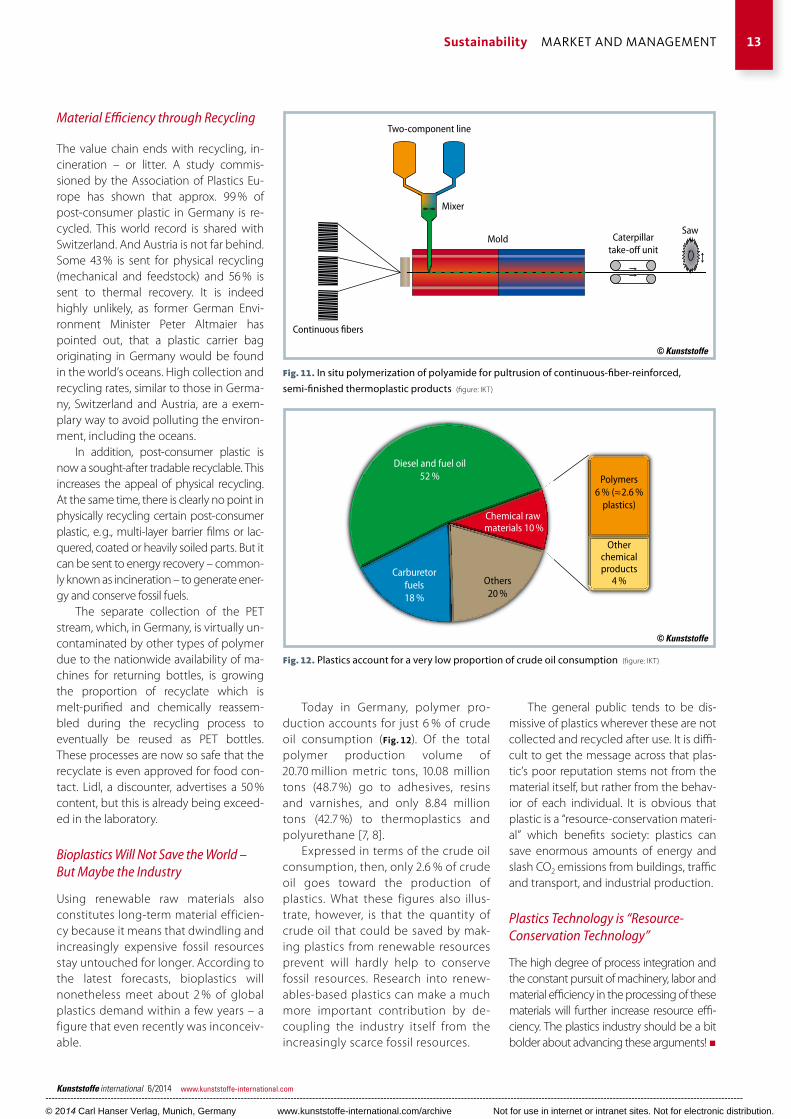
Today in Germany, polymer pro-duction accounts for just 6 % of crude oil consumption (Fig. 12). Of the total polymer production volume of 20.70 million metric tons, 10.08 million tons (48.7 %) go to adhesives, resins and varnishes, and only 8.84 million tons (42.7 %) to thermoplastics and polyurethane [7, 8].
Expressed in terms of the crude oil consumption, then, only 2.6 % of crude oil goes toward the production of plastics. What these figures also illus-trate, however, is that the quantity of crude oil that could be saved by mak-ing plastics from renewable resources prevent will hardly help to conserve fossil resources. Research into renew-ables-based plastics can make a much more important contribution by de-coupling the industry itself from the increasingly scarce fossil resources.
The general public tends to be dis-missive of plastics wherever these are not collected and recycled after use. It is diffi-cult to get the message across that plas-tic’s poor reputation stems not from the material itself, but rather from the behav-ior of each individual. It is obvious that plastic is a “resource-conservation materi-al” which benefits society: plastics can save enormous amounts of energy and slash CO2 emissions from buildings, traffic and transport, and industrial production.
Plastics Technology is “Resource- Conservation Technology”
The high degree of process integration and the constant pursuit of machinery, labor and material efficiency in the processing of these materials will further increase resource effi-ciency. The plastics industry should be a bit bolder about advancing these arguments! W
Continuous fibers
Mixer
Two-component line
SawMold Caterpillar
take-off unit
Diesel and fuel oil52 %
Carburetorfuels18 %
Others20 %
Chemical raw materials 10 %
Polymers6 % (≈2.6 %
plastics)
Otherchemicalproducts
4 %
Fig. 12. Plastics account for a very low proportion of crude oil consumption (figure: IKT)
Fig. 11. In situ polymerization of polyamide for pultrusion of continuous-fiber-reinforced,
semi-finished thermoplastic products (figure: IKT)
© Kunststoffe
© Kunststoffe
---------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------© 2014 Carl Hanser Verlag, Munich, Germany www.kunststoffe-international.com/archive Not for use in internet or intranet sites. Not for electronic distribution.







