INTRODUCTION TO COMPOSITES A broad defini tion of compo site is : Two or more chemical ly distinct mater ials which when combined have imp roved propert ies over the individual materials. It is also defined as a heterogeneous substance consisting of two or more mater ials whi ch does not lose the characteri stics of eac h component. Thi s combination of materials brings about new desirable properties. Mankind has been aware composite materials since several hund red year s bef ore Chr ist and applied innovat ion to improve the quality of life. Although it is not clear has to how Man understood the fact that mud bricks made sturdier houses if lined with strawhe used them to make buildings that lasted. Ancient !haraohs made their slaves use bricks with to straw to enhance the structural integrity of their buildingssome of which testify to wisdom of the dead civili"ation even today. Composites could be natural or synthetic. − Traditional or natural composites -composite materials that occur in nature or have been produced by civili"ations for many years #$amples: woodconcreteasphalt %aturall y occ urri ng compos ites include tendonbone bamboo rockand many other biological and geological materials. &ood is a good e$ample of a natural compositecombination of cellulose fi ber and li gnin. The cell ulo se fi ber provides strengt h and the lignin is the 'glue' that bonds and stabili"es the fiber.− Synthetic composites ( modern material systems normal ly associated wi th the manufacturing industriesin which the components are first produced separately and then combined in a controlled way to achieve the desired structurepropertiesand part geometry
A broad definition of composite is : Two or morechemically distinct materials which when combined haveimproved properties over the individual materials. It is alsodefined as a heterogeneous substance consisting of two or morematerials which does not lose the characteristics of eachcomponent. This combination of materials brings about newdesirable properties.
Mankind has been aware composite materials since
several hundred years before Christ and applied innovation to
improve the quality of life. Although it is not clear has to how Man
understood the fact that mud bricks made sturdier houses if lined
with straw he used them to make buildings that lasted. Ancient
!haraohs made their slaves use bricks with to straw to enhance
the structural integrity of their buildings some of which testify to
wisdom of the dead civili"ation even today.
Composites could be natural or synthetic.
− Traditional or natural composites - composite materials that
occur in nature or have been produced by civili"ations for
many years
#$amples: wood concrete asphalt
%aturally occurring composites include tendon bone bamboo
rock and many other biological and geological materials.
&ood is
a good e$ample of a natural composite combination of cellulose
fiber and lignin. The cellulose fiber provides strength and the
lignin is the 'glue' that bonds and stabili"es the fiber.
− Synthetic composites ( modern material systems normally
associated with the manufacturing industries in which the
components are first produced separately and then combined
in a controlled way to achieve the desired structure properties
In its most basic form a composite material is one
which is composed of at least two elements working together toproduce material properties that are different to the properties ofthose elements on their own. In practice most composites consistof a bulk material0the 1matri$12 and a reinforcement of some kindadded primarily to increase the strength and stiffness of thematri$. This reinforcement is usually in fibre form.
Composite materials are commonly classified at following twodistinct levels:
− Composites based on matri$ constituent.
− Composites based on reinforcement form.
• Composites based on matri$ constituent :
The first level of classification is usually madewith respect to
the matri$ constituent. The ma3or composite classes include/rganic Matri$
Composites 0/MCs2 Metal Matri$ Composites 0MMCs2 andCeramic Matri$
Composites 0CMCs2. The term organic matri$ composite isgenerally assumed
to include two classes of composites namely !olymer Matri$Composites
0!MCs2 and carbon matri$ composites commonly referred to ascarboncarbon composites.
Today the most common man(made composites can be dividedinto three main groups:
− !olymer Matri$ Composites 0!MC1s2 :These are the mostcommon and will the main area of discussion in this guide. Alsoknown as -4! ( -ibre 4einforced !olymers 0or !lastics2 ( these
materials use a polymer(based resin as the matri$ and avariety of fibres such as glass carbon and aramid as thereinforcement.
− Metal Matri$ Composites 0MMC1s2 ( Increasingly found in theautomotive industry these materials use a metal such asaluminium as the matri$ and reinforce it with fibres such assilicon carbide.
−
Ceramic Matri$ Composites 0CMC1s2 ( 5sed in very hightemperature environments these materials use a ceramic asthe matri$ and reinforce it with short fibres or whiskers such asthose made from silicon carbide and boron nitride.
• Composites based on reinforcement form
The second level of classification refers to
the reinforcement form ( fibre reinforced composites laminarcomposites and particulate composites. -ibre reinforcedcomposites can be further divided into those containingdiscontinuous or continuous fibres.
− -ibre 4einforced Composites are composed of fibres embeddedin matri$ material. uch a composite is considered to be adiscontinuous fibre or short fibre composite if its propertiesvary with fibre length. /n the other hand when the length of
the fibre is such that any further increase in length does notfurther increase the elastic modulus of the composite thecomposite is considered to be continuous fibre reinforced.-ibres are small in diameter and when pushed a$ially theybend easily although they have very good tensile properties.
These fibres must be supported to keep individual fibres frombending and buckling.
− )aminar Composites are composed of layers of materials heldtogether by matri$. andwich structures fall under this
category. − !articulate Composites are composed of particles distributed or
embedded in a matri$ body. The particles may be flakes or inpowder form. Concrete and wood particle boards are e$amplesof this category.
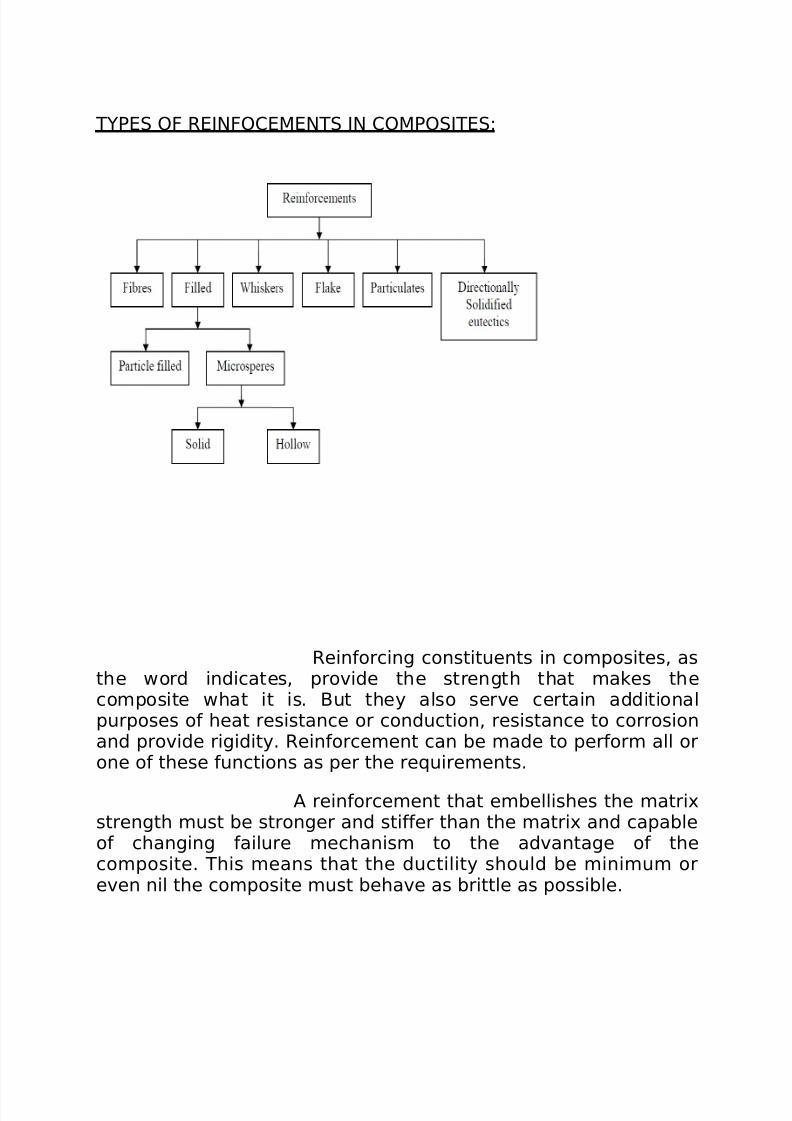
4#I%-/4C#M#%T:
trong materials bonded to or into a matri$ toimprove mechanical properties. Materials ranging from shortfibers through comple$ te$tile forms that is combined with a resin to provide the composite with enhanced mechanical properties.
4einforcements for the composites can be fibersfabrics particles or whiskers. -ibers are essentially characteri"edby one very long a$is with other two a$es either often circular ornear circular. !articles have no preferred orientation and so doestheir shape. &hiskers have a preferred shape but are small bothin diameter and length as compared to fibers.
4einforcing constituents in composites asthe word indicates provide the strength that makes thecomposite what it is. 7ut they also serve certain additionalpurposes of heat resistance or conduction resistance to corrosionand provide rigidity. 4einforcement can be made to perform all orone of these functions as per the requirements.
A reinforcement that embellishes the matri$strength must be stronger and stiffer than the matri$ and capableof changing failure mechanism to the advantage of thecomposite. This means that the ductility should be minimum oreven nil the composite must behave as brittle as possible.
-iber 4einforcement : -ibers are the important class ofreinforcements as they satisfy the desired conditions andtransfer strength to the matri$ constituent influencing and
enhancing their properties as desired. 8lass fibers are the earliest known fibers used to
reinforce materials. Ceramic and metal fibers were subsequentlyfound out and put to e$tensive use to render composites stiffermore resistant to heat.
-ibers fall short of ideal performance due toseveral factors. The performance of a fiber composite is 3udged byits length shape orientation composition of the fibers and the
mechanical properties of the matri$.
Types of Fibers : /rganic and inorganic fibers are used toreinforce composite materials. Almost all organic fibers have lowdensity fle$ibility and elasticity. Inorganic fibers are of highmodulus high thermal stability and possess greater rigidity thanorganic fibers and not withstanding the diverse advantages of
organic fibers which render the composites in which they areused.
Mainly the following different types of fibersnamely glass fibers silicon carbide fibers high silica and quart"fibers aluminina fibers metal fibers and wires graphite fibersboron fibers aramid fibers and multiphase fibers are used. Amongthe glass fibers it is again classified into #(glass A(glass 4(glassetc.
There is a greater marker and higher degree of commercialmovement of organic fibers. The potential of fibers of graphitesilica carbide and boron are also e$ercising the scientific minddue to their applications in advanced composites.
Glass fibers : /ver 9; of the fibers used in reinforcedplastics are glass fibers as they are ine$pensive easy tomanufacture and possess high strength and stiffness with respect
to the plastics with which they are reinforced. Their low density resistance to chemicals
insulation capacity are other bonus characteristics although theone ma3or disadvantage in glass is that it is prone to break whensub3ected to high tensile stress for a long time.,owever it remains break(resistant at higher stress(levels inshorter time frames. This property mitigates the effectivestrength of glass especially when glass is e$pected to sustainloads for many months or years continuously.
!eriod of loading temperature moisture and
other factors also dictate the tolerance levels of glass fibers andthe disadvantage is further compounded by the fact that thebrittleness of glass does not make room for prior warning beforethe catamorphic failure.
7ut all this can be easily overlooked in viewof the fact the wide range of glass fiber variety lend themselves
amicably to fabrication processes like matched die(mouldingfilament winding lay(up and so on. 8lass fibers are available inthe form of mates tapes cloth continuous and choppedfilaments roving and yarns.
Addition of chemicals to silica sand while making glass yieldsdifferent types of glasses
Carbon fibers also come in a variety of grades and si"es andwere once limited to the aerospace industry due to their highcost. Carbon fiber imparts significantly more stiffness to a
composite than glass fibers at a lower weight and as the cost ofthe fibers have decreased the utili"ation of carbon fibers havemade their way into other industries.
Aramid fibers recogni"ed more commonly by their tradenames of <evlar and Twaron are very strong lightweight andheat resistant fibers. Aramid fibers are most commonly used inhigh(end composites that require optimal strength(to(weightperformance.
Thermoplastic fibers are strands of thermoplastic resin frompolypropylene to ultra(high molecular weight polyethylene thatare lightweight chemical resistant and very tough.
Natural Fibers have been in 'composites' for thousands ofyears dating back to the use of straw in mud bricks for primitivebuildings. In more recent times with a focus on renewableresources there has been increased use of natural fibers incomposites focused mostly in thermoplastic composites. As withany natural resource there is natural variation in material andperformance variation that has thus far been too great for manycomposite manufacturing processes. As agri(tech and
manufacturing process continue to evolve and e$pand with afocus on such.
Fabrics are produced from all of the above fibers in a multitudeof weaves. These fabrics from unidirectional to three(dimensionalweaves are all designed and engineered to optimi"e particularmechanical properties in specific directions within the composite.
Cores are materials that have been encapsulated within acomposite laminate typically designed to increase the stiffness orincrease the insulative properties of the composite withoutsignificantly increasing the weight of the system. The use of coresare even used to 'tune' a composite1s transparency to specificelectromagnetic radiation 0i.e. various radar bands2. #$amples ofcore material include a wide range of materials from
polyurethane foam to thermoplastic or even aluminumhoneycomb structures.
Multiphase Fibers :
poolable filaments made by chemical vapour depositionprocesses are usually the multiphase variety and they usuallycomprise materials like boron silicon and their carbides formedon surface of a very fine filament substrate like carbon ortungsten. They are usually good for high temperatureapplications due to their reduced reaction with higher meltingtemperature of metals than graphite and other metallic fibers.7oron filaments are sought after for structural and intermediate(
temperature composites.A poly(phase fiber is a core(sheath fiber consisting of a poly(
crystalline core.
Whiskers :
ingle crystals grown with nearly "ero defects are termedwhiskers. They are usually discontinuous and short fibers ofdifferent cross sections made from several materials like graphite
silicon carbide copper iron etc. Typical lengths are in = to %.M. ranges. &hiskers differ from particles in that whiskers havea definite length to width ratio greater than one. &hiskers canhave e$traordinary strengths upto >??? M!a.
Although it is undoubtedly true that the high strength ofcomposites is largely due to the fibre reinforcement theimportance of matri$ material cannot be underestimated as itprovides support for the fibres and assists the fibres in carrying
the loads. It also provides stability to the composite material.4esin matri$ system acts as a binding agent in a structuralcomponent in which the fibres are embedded. &hen too muchresin is used the part is classified as resin rich. /n the other handif there is too little resin the part is called resin starved. A resinrich part is more susceptible to cracking due to lack of fibresupport whereas a resin starved part is weaker because of voidareas and the fact that fibres are not held together and they arenot well supported.
Funtions of a Matrix
In a composite material the matri$ material serves the followingfunctions:
@ ,olds the fibres together.@ !rotects the fibres from environment.@ istributes the loads evenly between fibres so that all fibres
are sub3ected to the same amount of strain.
@ #nhances transverse properties of a laminate.@ Improves impact and fracture resistance of a component.@ ,elps to avoid propagation of crack growth through the fibres
by providing alternate failure path along the interface between
The matri$ plays a minor role in the tensile load(carrying capacityof a composite structure. ,owever selection of a matri$ has ama3or influence on the interlaminar shear as well as in(planeshear properties of the composite material. The interlaminarshear strength is an important design consideration for structuresunder bending loads whereas the in(plane shear strength isimportant under torsion loads. The matri$ provides lateral supportagainst the possibility of fibre buckling under compressionloading thus influencing to some e$tent the compressive strengthof the composite material.
The interaction between fibres and matri$ is also important indesigning damage tolerant structures. -inally the processabilityand defects in a composite material depend strongly on thephysical and thermal characteristics such as viscosity meltingpoint and curing temperature of the matri$. The fibres aresaturated with a liquid resin before it cures to a solid. The solidresin is then said to be the matri$ for the fibres
General types of Matrix Materials
In general following general following types of matri$ materialsare available:
A thermosetting material is the one which when cured byheat or chemical reaction is changed into an infusible andinsoluble material. Thermosetting resins undergo irreversiblechemical cross(linking reaction upon application of heat. /n theother hand thermoplastics do not undergo a chemical reaction onapplication of heat. They simply melt on application of heat andpressure to form a component. Thermoplastics can be softened
and they undergo large and rapid change in viscosity withvariation in temperature. Thermoplastics can be repeatedlysoftened by heating and hardened by cooling.
Thermosetting Materials The ma3or group of materials used today in the industriescontains thermosetting matri$ resins.
T!er"oset Resin
!olyesters epo$y and other resins in liquid formcontain monomers 0consisting of simple molecules2 whichconvert into polymers 0comple$ cross(linked molecules2 when theresin is cured. The resulting solid .is called thermosets which is
tough hard insoluble and infusible. The property of infusibilitydistinguishes thermosets from the thermoplastics. Cure andpolymerisation refer to the chemical reactions that solidify theresin. Curing is accomplished by heat pressure and by addition ofcuring agents at room temperature.
Thermosetting materials can be further divided into twogroups depending on how they react to form their networkstructure. -or e$ample epo$ies and polyesters react to form anetwork structure without formation of a volatile by(product.!henolics react to form a volatile by(product i.e. water. The factthat some thermosets form volatile by(products means that highpressure laminating techniques must be used to prevent theformation of voids or other defects. #po$ies and polyesters can becured at atmospheric pressures and also at ambienttemperatures.
!olyester matrices have been in use for the longest period in
the widest range of structures. !olyesters cure with the addition
of a catalyst 0usually a pero$ide2 resulting in an e$othermicreaction which can be initiated at room temperature. The mostwidely used matrices for advanced composites have been theepo$y resins. These resins cost more than polyesters and do nothave the high temperature capability of the 7ismaleimides or!olyimides. ,owever they are widely used due to the followingadvantages.
@ Adhesion to fibres and to resin @ %o by(products formed during cureB
@ )ow shrinkage during cureB
@ ,igh or low strength and fle$ibilityB@ 4esistance to solvents and chemicalsB@ 4esistance to creep and fatigueB@ &ide range of curative optionsB@ Ad3ustable curing rateB@ 8ood electrical properties.
#po$ies do have few inherent disadvantages also vi".
@ 4esins and curatives are somewhat to$ic in uncured formB@ Moisture absorption resulting into change in dimensions and
physical propertiesB@ )imited to about ??DC 0=9D-2 upper temperature useB@ ifficult to combine toughness and high temperature
resistanceB@ ,igh thermal coefficient of e$pansionB@ ,igh degree of smoke liberation in a fireB@ May be sensitive to ultraviolet light degradationB@ low curing.
A structural laminate is designed to have a specificlay(up or plyarrangement based on the various design criteria imposed on it.A laminate lay(up definition refers to the fibre orientation ofsuccessive pies in a laminate with respect to an establishedreference coordinate system.
Ply Orientation %efinition :
It designates the tape fibre direction or the warp
It is important that for positive and negative angles should beconsistent with the coordinate system chosen./ne of the advantages of using a modern composite is itspotential to orient the fibres to respond to the load requirement s.this means that the composite designer must take intoconsideration the characteristics of the material including theaspects of the fibre orientation in each ply and how the plies artearranged.
#ach pl" #lamina$ is defined by a number representing thedirection of the fibre in degrees with respect to the reference 0$2a$is. ?E fibres of both tape and fabric are oriented at angles equalin magnitude but opposite in sign 0F2 and 0(2 are used. #ach 0F2or 0(2 sign represents one ply.
Criteria use% %urin& Ply Orientation
-ollowing criteria should be used during ply orientation:@ Attention to ply orientation on strength controlled laminates
can prevent matri$ and stiffness degradation. The ?E ply
orientation is used to carry the longitudinal loading the 9?Eply orientation is suited to the transverse loading and theGHE ply orientation is for shear loading.
@ In order to minimise the in(plane shear place the GHE and(HE plies togetherB the in(plane shear is carried as tensionand compression in the HE plies.
@ To minimise warpage and interlaminar shear within alaminate maintain the symmetry about the centre line ofthe laminate.
@ tress orientation can be minimised by proper designing or
by stepped laminate thickness changes.@ The placement of specific ply orientations can influence thebuckling strength and damage tolerance. The outer plyorientations influence the laminate bending characteristicsmore than plies placed at or near the laminate bendingcharacteristics more than the plies placed at or near theneutral a$is.
Influene of Fibre Orientation :
Strength and stiffness of a composite laminate depends on the orientation of the
plies with reference to the load direction. Proper selection of ply orientation isnecessary to provide a structurally efficient design. As stated above, a composite
part might require 0º plies to react to the axial loads, !"º to react to the shear
loads and #0º plies to react to the side loads. $or example, a lay%up of "0& of 0º
plies and "0& of !"º plies will have strength and stiffness equivalent to those of
aluminium when loaded in the 0º direction.
Speial lassifiation of #a"inates :
'he laminates also classified based on the symmetricity of (einforced fibres, vi)*
Many structural materials generally have isotropic propertiesand they are homogeneous that is to say they are uniform in alldirections.
A composite material can take a number of differentforms. The material may be orthotropic such as a unidirectionallyreinforced polymer where the strength and stiffness in the fibredirection considerably e$ceeds that at 9?D to the fibre. It may beplanar&isotropic such as a random chopped strand glass matreinforced polymer. It may approach isotropy by the use of veryshort fibres randomly placed in a polymer by in3ection moulding.In all cases though composite materials are inhomogeneous.
It is these anisotropic properties of composite
materials that are the key to developing highly efficientstructures. -ibres can be strategically placed so that they locallyengineer the required strength and stiffness properties.-urthermore by combining different fibre types ( glass aramidcarbon etc ( the particular properties of each fibre can bee$ploited. -or instance the low cost of glass the e$tremetoughness of aramid fibre and the high strength and stiffness ofcarbon can all be used within a single laminate.
A composite material is not ductile like metal andfailure when it occurs is abrupt. The stiffness properties aregenerally lower than those of steel but the lower weight ofcomposite materials results in e$cellent specific strength andstiffness properties leading to reduced( weight components andstructures.
The properties of the laminate are affected by the amount of fibrein the matri$ which in turn is influenced by the manufacturingprocess.
T!e priniples of %esi&n analysis :
As in all structural designs the developed stress and strain levels in the
polymer composite when it is under load must be determined and the material
designed. 'he critical stress, strain and deformation values are then compared with
the relevant design criteria to ensure that the component satisfies product
requirements and material limitations. Polymer composites are usually
macroscopically inhomogeneous and anisotropic because of the reinforcing fibres
and, in addition, have visco elastic properties derived from the polymer matrix.
-wing to the differing material descriptions between composites, further material properties are required to characterise polymer composites completely,
consequently, more complex analysis procedures are required to determine stress
and deformation levels than are generally required for the more conventional
materials.
'he three main aspects of material design which will be considered are*
. 'he analysis which considers the anisotropy and non%homogeneity in
polymer composites /the material properties the fibre and matrix, ply
orientation, layer thic1nesses, etc.2.
3. 'he short term load condition, in which the elastic stress and analysis
methods may be used, provided anisotropy is ta1en into account.
4. 'he long term load conditions, in which viscoelastic and degradation effects
may be significant5 in this case it would be necessary to modify the short
!olymer composite materials generally consist of laminae ofresin impregnated fibres which are unidirectionall" ororthogonall" aligned angle&pl" or randoml" orientated
systems. It is also possible to provide a mi$ture of fibre arraysin ad3acent laminae when fabricating a composite material tomeet the required loading situation. This freedom to tailor(make composite materials with specific required propertiesintroduces an additional comple$ity in the design analyses ofthese systems over those of the conventional ones.
As the design of composite structures ideally involves thesimultaneous analysis and design of the material and thestructural system this approach may be undertaken by the finiteelement analysis. It can be e$pensive for small 3obs and is reallyrelevant only to the high technology of the aerospace industryB forthe medium technology applications a simpler approach is toconsider the material design independently from that of thestructural one. Consequently for the latter design application theproperties of a chosen fibrematri$ array are calculated or
measured and are then utilised in the structural analyses.
'he ma6ority of polymer composite structural systems are composed of
relatively thin plates or shell laminates where the properties may be in terms of
laminate structure and ply thic1ness using laminated plate theory or by
commercially available P7 software. Assuming that the laminates had orthotropic
symmetry and that both in%plane direct and shear loads as well as bending and
twisting moments were acting on the plate,the element properties would require
two principal tensile stiffness, shear stiffness and two principal flexural rigidities.
8n addition, the corresponding strength values in tension, flexure and shear would
be required5 the latter three values would be obtained by either mechanical tests or
by underta1ing a laminate analysis and thus the laminate stiffness and strength
characteristics would be 1nown. 'o satisfy the necessary design criteria this
relatively small number of properties would then be used in the structural analysis
Manufacturing !rocesses :Manufacturing of composite materials involves distinct operationsthat may vary depending upon available technology e$isting
facilities and personnel skill. The manufacturing process may alsovary due to wide variety of composite materials and theirapplication. #ach of the fabrication processes has characteristicsthat define the type of products to be produced. This isadvantageous because this e$pertise allows to produce the bestcomposite. -actors considered for selection of most efficientmanufacturing process are as follows:
@ 5ser needs@ Total production volume@ !erformaiJce requirements
@ #conomic targets@ i"e of the product@ )abour@ urface comple$ity@ Materials@ Appearance@ Toolingassembly
The goals of the composite manufacturing process are to:
@ Achieve a consistent product by controlling• -ibre thickness
• -ibre volume
• -ibre direction@ Minimise voids@ 4educe internal residual stresses@ !rocess in the least costly manner
The procedure to achieve these goals involves series of actions toselect the three key components vi".
@ Composite material and its configuration@ Tooling@ !rocess
As reinforcement for composite material the choicebetween unidirectional tape and woven fabric is made on thebasis of the greater strength and modulus attainable with thetape particularly in applications in which compression strength isimportant. alient advantages and disadvantages of tape and
Another aspect considered important for composite fabrication isappropriate lay(up techniques along with composite cure control.ome of the considerations for choosing lay(up techniques aregiven below:
The hand 0wet2 lay(up is one of the oldest and most
commonly used methods for manufacture of composite parts.,and lay(up composites are a case of continuous fibre reinforcedcomposites. )ayers of unidirectional or woven composites arecombined to result in a material e$hibiting desirable properties inone or more directions. #ach layer is oriented to achieve thema$imum utilisation of its properties. )ayers of different materials0different fibres in different directions2 can be combined to furtherenhance the overall performance of the laminated compositematerial. 4esins are impregnated by hand into fibres which are inthe form of woven knitted stitched or bonded fabrics. This is
usually accomplished by rollers or brushes with an increasing useof nip(roller type impregnators for forcing resin into the fabrics bymeans of rotating rollers and a bath of resin. )aminates are left tocure under standard atmospheric conditions.
4emove dust and dirt from mold. If mold is of plaster wood ornew fiberglass apply soft wa$ 0&a$ O2 and buff with soft towel.
Then spray or brush with !.R.A. parting compound and allow todry. If mold material is glass metal ceramic or well(curedfiberglass apply three coats of hard wa$ carnauba type buffingbetween each coat.
. A!!)6I%8 T,# 8#)C/AT
J. If gelcoat is to be brushed on allow first coat to cure and thenapply second coat to make sure there are no light spots.
. If gelcoat is to be sprayed on with a gelcoat gun spray up to athickness of .?J+ to ??+. &hen gelcoat has cured long enough
that your fingernail cannot easily scrape it free 0test at edge ofmold where damage will not show on part2 then proceed withne$t step.
=. )A6(5! <I% C/AT
Cut or J o". mat to cover part. 7rush cataly"ed resin overgelcoat then apply the mat. &ork with roller adding more resin
where necessary until all white areas in mat fibers havedisappeared and all air bubbles have escaped. A mohair roller isideal for rolling in the resin and a serrated plastic roller assistsgreatly in popping any remaining bubbles. Avoid leaving e$cessresin standing in puddles. 4esin(rich areas weaken the part.&here rollers will not reach brushes must be used. &hen this
step is complete clean all tools in acetone. Allow skin coat tocure before ne$t step.
H. )A6I%8 -I7#48)A 4#I%-/4C#M#%T
-or a J ft. boat two layers of JN o". or o". mat may beadequate depending upon design. -or a JH ft. boat an additionallayer of woven roving will add considerable strength. Apply eachlayer as in step = but it will not be necessary to wait for curingbetween these layers. 7e sure to shake all acetone out of
brushes and rollers before applying resin. Acetone drips canresult in uncured spots in the lay(up.
. T4IM
/n a small lay(up the fiberglass laminate which hangs over theedge of the mold can be trimmed off easily with a ra"or knife ifyou catch the *trim stage+ of the period after the lay(up has
gelled but before it has hardened. /n a larger lay(up it can betrimmed with a saber saw and coarse sand paper.
K. C54#
May take from two hours to overnight depending upon turnoverdesired temperature canali"ation and nature of the part. If laidup in a female mold longer cure will affect shrinkage and easier
parting. In the case of the male mold the part comes off moreeasily before it shrinks appreciably. If the part is sub3ect towarping a longer cure may be necessary. In any case when thepart is removed it should be supported in its desired shape untilfully cured.
-irst e$amine the trim edge all the way around the mold andmake sure there is no resin bridging the line between the moldand the part. and this edge where necessary. Then woodenwedges such as *tongue sticks+ can be pushed into the edges tostart the separation. Continue separation by pulling and fle$ing.In some cases it is necessary to drill a small hole in the mold andapply air or water pressure.
L. -I%I,
Trim edges and back of part may need to be fine(sanded andcoated with surfacing resin or gelcoat.
9. 8#)C/AT !4/7)#M
Alligatoring or wrinkling of the gelcoat may be due to thefollowing reasons:
J. 8elcoat is too thin in spots consequently it does notcompletely cure.
. Insufficient hardener added or hardener not mi$ed wellenough. In general it is best to use about twice as much hardenerin gelcoat as in lay(up resin at the same room temperature sincethe gelcoat goes on thinner than a mat lay(up.
=. 8elcoat has not cured long enough before mat lay(up.
H. Acetone from tools drips onto gelcoat or into skin lay(up.
Curing is a term in polymer chemistry and processengineering that refers to the toughening or hardening of apolymer material by cross(linking of polymer chains broughtabout by chemical additives ultraviolet radiation electron beam
or heat. In rubber the curing process is also called vulcani"ation.
Resin urin&:
espite the wide variety of thermoset resin formulations0epo$y vinylester polyester etc.2 their cure behavior isqualitatively identical. The resin viscosity drops initially upon theapplication of heat passes through a region of ma$imum flow andbegins to increase as the chemical reactions increase the averagelength and the degree of cross(linking between the constituentoligomers. This process continues until a continuous =(dimensional network of oligomer chains is created S this stage istermed gelation. In terms of processability of the resin this marksan important watershed: before gelation the system is relativelymobile after it the mobility is very limited the micro(structure of
the resin and the composite material is fi$ed and severe diffusionlimitations to further cure are created. Thus in order to achievevitrification in the resin it is usually necessary to increase theprocess temperature after gelation. Cure monitoring methods
give a significant insight to the chemical process and defineprocess actions towards achieving specific quality indices of thecured resin systems.
A very important aspect of thermoset resins is their cure cycle.5nsaturated polyester and vinylester along with epo$y require
time and temperature in order to achieve what we call*Crosslinking.+ This is the the *set+ part of thermoset and is thepermanent and irreversible chemical bonds in the resin. Theamount of time and temperature is dependent upon theformulation of the resin the ratio of resin(to(hardener and thepresence of additional chemicals used to modify the properties.
/utside of the chemistry the control of the time and temperatureis important to the curing of the resin. If the actual temperature isoutside the range of the intended formulated temperature it will
affect the curing reaction. If the part is demolded too early theresin will continue to cure but the final shape of the part may notmatch the mold. The manufacturer of the resin is the very bestsource for information on the recommended cure time andtemperature.
As these resins change from liquid to solid states there is acertain amount of shrinkage involved. A part made on a femalemold will shrink towards the center and a part made on a malemold will tighten around that mold. This shrinkage factor depends
upon the resin chemistry and its additives but is generally lessthan =; by volume. This is why male molds more difficult todemold and the design of the mold needs to account for partshrinkage and part removal.
Curing Mechanisms
Temperature plays an important role in the curing process of theresins used in composites. Many of the resins are setup for room(
temperature curing. This requires that the ambient roomtemperature is ideally set between K and > degrees. And thatthe resin itself is near this temperature. The old rule of thumb isthat a drum of resin takes about H hours to get to room tempwhen moved in from shipping or storage. These roomtemperature cured resins have windows of open working timebefore the curing cycle begins to happen. #levated temperaturesin the summer can cause havoc but can be managed with specialmi$tures and ingredients.
ome resins cure with time and elevated temperatures which areachieved with the use of ovens. These allow for nearly unlimitedopen working time before cure. &hen things are satisfactorilyplaced the temperatures are elevated to start the cure process.
5R )ight is another curing mechanism that has specialapplications and takes the temperature consideration away. Thishas a big use with the infrastructure restoration industriesworking onsite and underground. It is much more of a speciali"edniche application.
The processes used to manufacture compositestructures generally require that trimming and other machiningoperations be performed prior to assembly. Machining processes
are required to produce accurate surfaces andholes to allow precision fitting of components into an assembly.ue to shrinkage during the curing stage of the compositestructure it is notpracticable to place holes in the part during the molding stagetherefore milling cutting drilling etc. are considered a post cureoperation.
ue to the toughness and abrasive nature of moderncomposites there is a need for harder and longer lasting cutting
tools. A large databaseof machining information for various high speed steel and carbidecutting toolmaterials e$ists for machining metal wood and somethermoplastics. ,owever much of this data cannot be applied tomachining moderncomposites . Modern composites like graphite(epo$y aramid(epo$y and carbon carbon each have their own machiningcharacteristics.Composites are not homogeneous orisotropic therefore the
machining characteristics are dependent on the tool path inrelationto the direction of the reinforcing fibers. Metals or metal alloyshave nearly homogeneous properties throughout the work piecebut each material in a composite retains its individual properties.
Ad'antages of machining composites are:
• improved surface finish unless part surface was directly incontact with the mold surfaceB
• machined surfaces provide accurate mating surfaces forparts to be assembledB
• eliminates the ma3ority of the problems associated with partshrinkage and insert movement during the fabricationprocesses
The disadvantages associated with machining of compositesinclude controlling dust particles produced due to machiningconfining them to a small area and having an adequate collectionsystem.
A second problem is controlling the outer layers of the compositeso that the fibers will shear instead of lifting up under the force ofthe cutting action and leaving e$tended fibers beyond the cutsurface. Also when cutting perpendicular to the lay of compositefibers edge break(out can occur. This can be controlled bydesigning a backup structure in the tooling.
elamination of composite is also another ma3or disadvantagewhile machining .The fiber glass reinforcement tend to separate
from the matri$ material due to delamination .This tend tohappen during machining due toImproper curing and insufficient compaction pressure .If thecuring temperature is not maintained properly then there will beweak cross linking/f the resin with the reinforcement .Therefore care should betaken whileCuring the composites and machining of the composites.
,AF+T3 W*-%+ MAC*-N-N /F C/M!/,-T+,:
afety is something that needs lots of attention. The processesare very operator dependent and we are working with chemicalshere so workers must be protected. Many of these chemicals areregulated by several government agencies. This is why thesechemicals are generally difficult to obtain on the street.
The styrene(based polyesters and vinylesters require respiratory
protection and skin protection as styrene is considered by some0California2 to be a possible carcinogen. There is a time weightedaverage for breathing the esters specific to the percentage ofstyrene in the mi$ture. #$cessive inhalation can lead toheadaches sinus irritation and watering eyes. kin contact ispermissible but can be difficult to remove and can enter thebloodstream.
The epo$y(based resins are more forgivable with regards torespiratory issues but dermal protection is much more important.hort term occasional e$posure is not serious but can developinto allergic reactions.
Therefore while machining of the composites a lot of dust isgenerated and must be eliminated in order for the safety of theworkers .-or this a vaccum pump is provided while machiningprocess so that the dust produced is eliminate by vaccum pumpby sucking of the dust produced while machining processensuring the safety of the workers.As a safety measure veryevery worker need to wear a protective mask around his face andcover his body with a appron to prevent any health problems.
MAC,I%I%8 !4/C#:
ue to the toughness and abrasive nature of the moderncomposites it is not possible to machine the composites throughthe convectional methods as the tool wear out is at a larger scale.o non convectional maching process are employed for themachining of the composites.
The various non convectional manchining process employed are