ANALYTICAL TESTING OF ADVANCED BUTT FUSION TECHNOLOGY FOR HDPE PIPE Steve D. Sandstrum ISCO Industries, LLC Dick McKinley Fast Fusion, LLC ABSTRACT:The market for high density polyethylene (HDPE) pipe continues to expand across a variety of end use applications. As this growth continues to accelerate, users within the market place have become more familiar with the traditional method of joining HDPE pipe, namely butt fusion, and have become more educated in the benefits, challenges and potential impact this joining method may have on project economics. In recent y ears, however, advancements in butt fusion technology have paved the way for improved efficiencies in the joining of HDPE pipe. This paper will focus on one of these advancements which has recently been introduced to the North American market and has become known as automated mobile fusion technology. The discussion which follows explains the technology associated with this joining technique and presents the analytical testing undertaken to verify the integrity of HDPE pipe joints made with this adaptation of the butt fusion procedure. The discussion shall conclude with example comparisons ofthe improvements in job site efficiency achieved with this technology as compared to the conventional butt fusion joining process. INTRODUCTION: High density polyethylene pipe (HDPE) has long been established in the market as a preferred material for demanding municipal and industrial piping systems. HDPE’s surge capacity, light weight, and flexibility have made it a logical choice for direct burial or “trenchless” placement of potable water lines and force main sewers. The chemical and abrasion resistance of HDPE pipe combined with its overall toughness and durability have also made it an ideal candidate for industrial piping systems such as mine dewatering lines, gas and oil gathering, chemical and mineral processing, fines and slurries lines and many more highly aggressive applications. The butt fusion method of joining HDPE pipe and the “leak-free” joint performance which it affords has been inherent to its overall success in the broad array of applications for which it is utilized. Over the years, fusion joining technology and the equipment
Transcript
8/3/2019 Analytical Testing of Advanced Butt Fusion Technology
ABSTRACT: The market for high density polyethylene (HDPE) pipe continues to expand across avariety of end use applications. As this growth continues to accelerate, users within the
market place have become more familiar with the traditional method of joining HDPEpipe, namely butt fusion, and have become more educated in the benefits, challenges and
potential impact this joining method may have on project economics. In recent years,
however, advancements in butt fusion technology have paved the way for improved
efficiencies in the joining of HDPE pipe. This paper will focus on one of theseadvancements which has recently been introduced to the North American market and has
become known as automated mobile fusion technology. The discussion which follows
explains the technology associated with this joining technique and presents the analyticaltesting undertaken to verify the integrity of HDPE pipe joints made with this adaptation
of the butt fusion procedure. The discussion shall conclude with example comparisons of the improvements in job site efficiency achieved with this technology as compared to theconventional butt fusion joining process.
INTRODUCTION:
High density polyethylene pipe (HDPE) has long been established in the market as a
preferred material for demanding municipal and industrial piping systems. HDPE’s surgecapacity, light weight, and flexibility have made it a logical choice for direct burial or
“trenchless” placement of potable water lines and force main sewers. The chemical and
abrasion resistance of HDPE pipe combined with its overall toughness and durabilityhave also made it an ideal candidate for industrial piping systems such as mine
dewatering lines, gas and oil gathering, chemical and mineral processing, fines and
slurries lines and many more highly aggressive applications.
The butt fusion method of joining HDPE pipe and the “leak-free” joint performance
which it affords has been inherent to its overall success in the broad array of applications
for which it is utilized. Over the years, fusion joining technology and the equipment
8/3/2019 Analytical Testing of Advanced Butt Fusion Technology
involved has continued to evolve. This evolutionary process has held two key benefits
for the industry. First, is the continued expansion in the recognition of the long-termintegrity of the properly made butt fusion joint. The second benefit is the greater
confidence and versatility of the butt fusion system of joining afforded by advancements
in equipment technology. From the very early days of HDPE pipe’s first use in North
America, the industry has witnessed tremendous strides in equipment durability and,hence, reliability in the field. More recent advancements have been focused on fusion
mobility, process automation and computerized fusion parameter recording.
This paper will examine yet another step in the evolution of the butt fusion process for
HDPE pipe, automated mobile fusion technology, or AMFT. To facilitate this, we willbriefly re-cap the general butt fusion procedure as it has been developed to this point in
time, including advancements in automation and data recording. From this, the latest
advancement in butt fusion technology referred to as automated mobile butt fusion will
be introduced and reviewed. Industry recognized testing of butt fusions made using thistechnology will then be presented and discussed. This paper will then conclude with a
brief summary of job site benefits associated with deployment of the automated mobilefusion technology and its overall impact on job-site productivity.
TRADITIONAL BUTT FUSION:
From the early days of its use in the oil and gas fields of the United States, the technique
used to join HDPE pipe has been key to its continued growth and expansion. All along
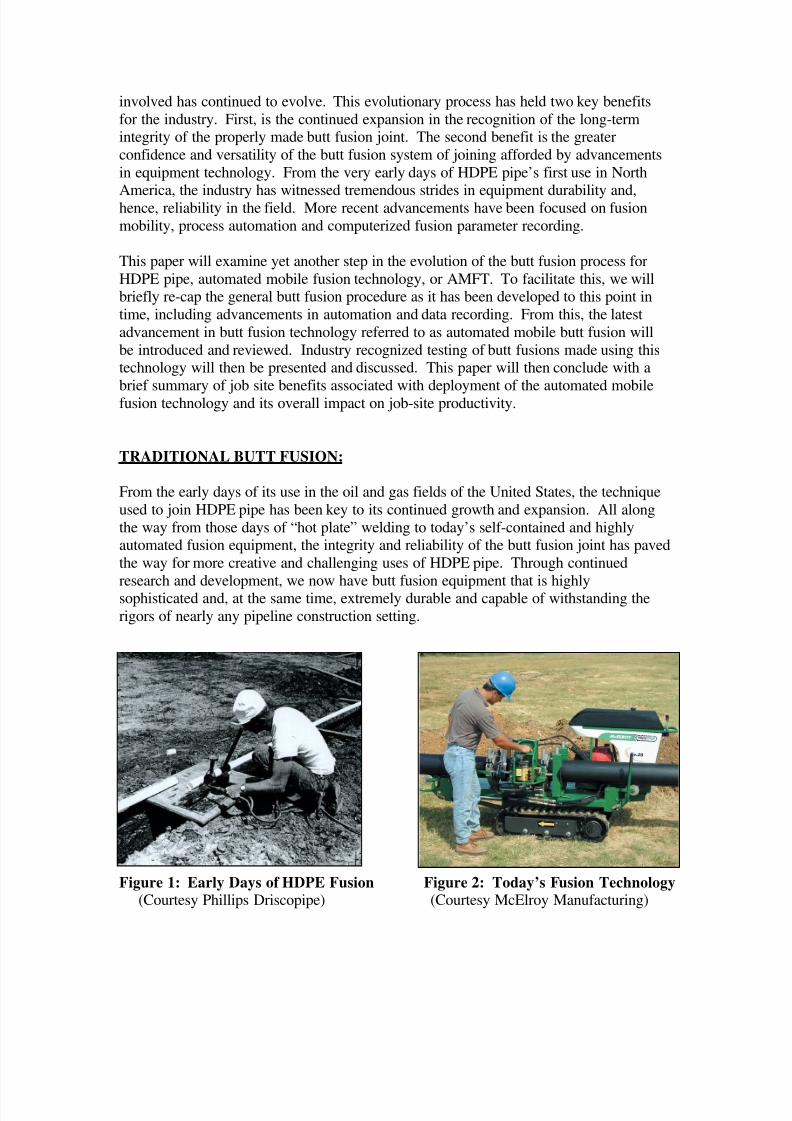
the way from those days of “hot plate” welding to today’s self-contained and highlyautomated fusion equipment, the integrity and reliability of the butt fusion joint has paved
the way for more creative and challenging uses of HDPE pipe. Through continued
research and development, we now have butt fusion equipment that is highlysophisticated and, at the same time, extremely durable and capable of withstanding the
rigors of nearly any pipeline construction setting.
Figure 1: Early Days of HDPE Fusion Figure 2: Today’s Fusion Technology (Courtesy Phillips Driscopipe) (Courtesy McElroy Manufacturing)
8/3/2019 Analytical Testing of Advanced Butt Fusion Technology
Notwithstanding the technological advancements that have been realized, thefundamental butt fusion method of joining HDPE pipe has not changed significantly. As
noted within various industry publications, the butt fusion procedure is still comprised of
the following basic steps. (1),(2)
The Basic Steps of the Butt Fusion Method
1. Clamp and align the pipes to be joined.
2. Face the pipe ends to establish clean, parallel surfaces
3. Align the pipe profiles4. Melt the pipe interfaces
5. Join the two profiles together by applying the proper fusion force
6. Hold under pressure until the joint is cool
While the advancements in fusion technology over the years have been numerous, the
basic process remains largely the same as it did in the early days. Place the pipe ends tobe fusion joined in a suitably designed piece of equipment that can securely hold therespective pipes in a concentric fashion. Use a suitable device to “square” the pipe ends.
That is, to clean them up or “face” them in a consistent fashion such that the resulting
pipe faces are parallel in orientation. Once that is complete, a heat source is placedwithin the interface of the two pipe joints to achieve a uniform roll-back bead. The heat
source is then removed and the pipe faces brought together at a suitable fusion pressure
and held there until the joint is cool enough to be maneuvered out of the fusion
equipment in a safe and efficient manner.
The advancements or improvements in fusion technology have occurred principally in the
area of equipment improvements such as pipe alignment and holding capacity, pipediameter capability, mitered fitting capability, pressure control, heating and temperature
control technology, job-site durability and portability of the fusion equipment itself and,
of course, automated data recording. Clearly, each of the improvements has, in its ownway advanced the technology by which we continue to join HDPE piping systems.
However, the fundamental process by which we position and place the pipe in a fusion
machine, grip it throughout the various steps of the butt fusion method, and, subsequently
remove the completed pipe string from the fusion equipments has not changedsignificantly.
AUTOMATED MOBILE FUSION TECHNOLOGY:
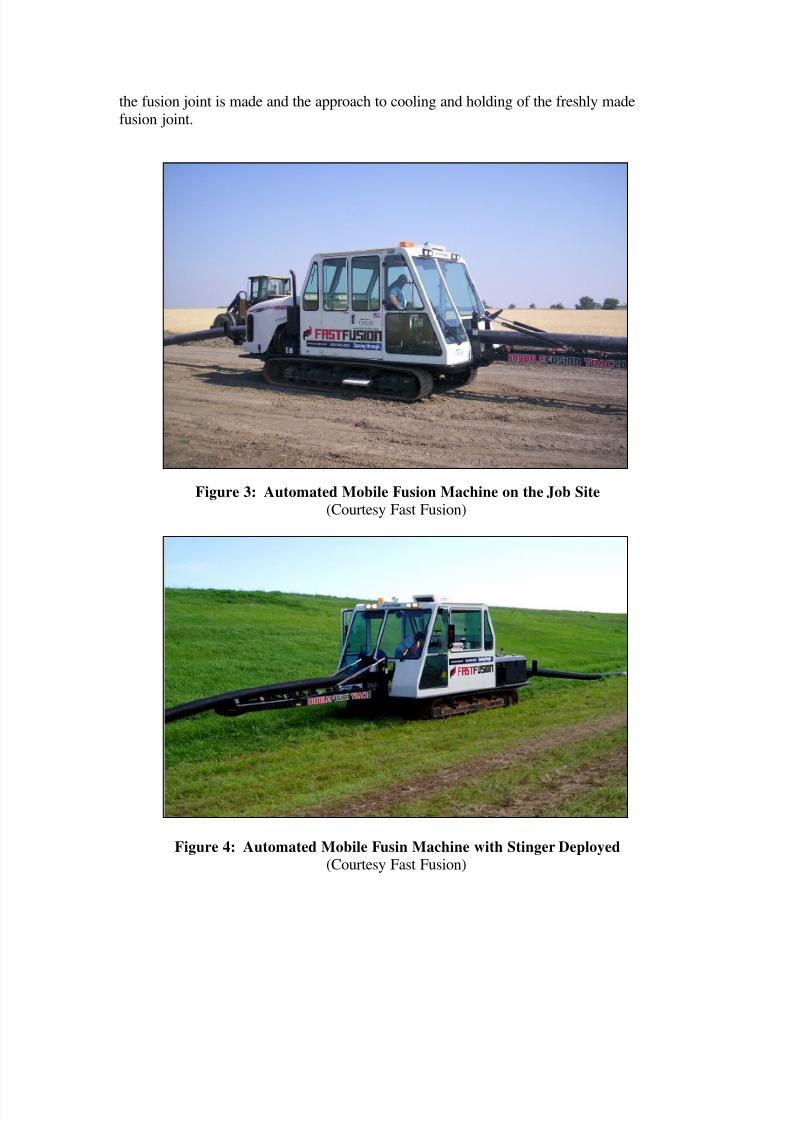
Automated mobile fusion technology (AMFT) represents the latest innovation in HDPEpipe joining technology. As shown in Figure 3, AMFT may appear to be a radically new
approach to butt fusion joining technology when in reality it is based on the traditional
six step approach previously described. What is different is the overall approach to theissues associated with the handling and conveyance of the pipe, the environment in which
8/3/2019 Analytical Testing of Advanced Butt Fusion Technology
First and foremost, AMFT is a mobile, self-contained fusion apparatus that provides a
climate controlled environment in which to make the pipe fusion joint. The AMFTfusion vehicle is driven down the pipeline right-of-way along which the HDPE pipe has
been unloading and positioned for in-line joining. As the vehicle progresses along the
right-of-way, the leading “boom” or “stinger” picks a piece of HDPE pipe off of the
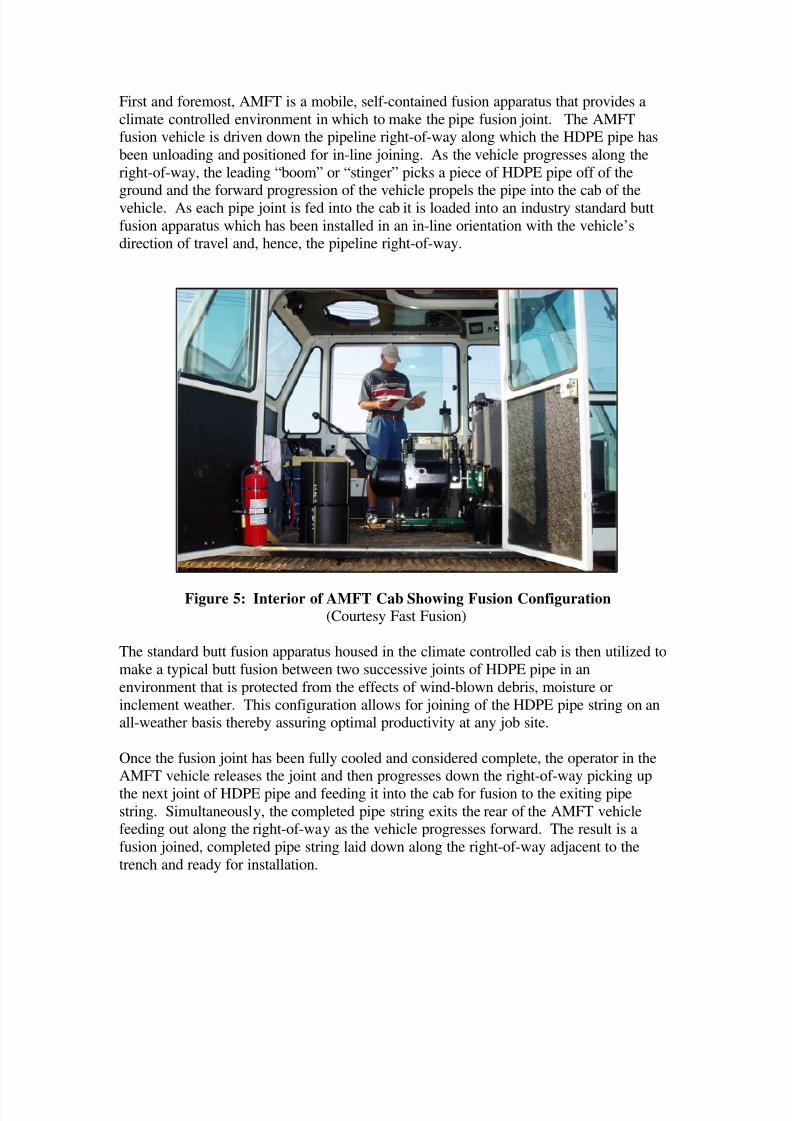
ground and the forward progression of the vehicle propels the pipe into the cab of thevehicle. As each pipe joint is fed into the cab it is loaded into an industry standard butt
fusion apparatus which has been installed in an in-line orientation with the vehicle’sdirection of travel and, hence, the pipeline right-of-way.
Figure 5: Interior of AMFT Cab Showing Fusion Configuration(Courtesy Fast Fusion)
The standard butt fusion apparatus housed in the climate controlled cab is then utilized to
make a typical butt fusion between two successive joints of HDPE pipe in an
environment that is protected from the effects of wind-blown debris, moisture or
inclement weather. This configuration allows for joining of the HDPE pipe string on anall-weather basis thereby assuring optimal productivity at any job site.
Once the fusion joint has been fully cooled and considered complete, the operator in theAMFT vehicle releases the joint and then progresses down the right-of-way picking up
the next joint of HDPE pipe and feeding it into the cab for fusion to the exiting pipe
string. Simultaneously, the completed pipe string exits the rear of the AMFT vehiclefeeding out along the right-of-way as the vehicle progresses forward. The result is a
fusion joined, completed pipe string laid down along the right-of-way adjacent to the
trench and ready for installation.
8/3/2019 Analytical Testing of Advanced Butt Fusion Technology
The AMFT vehicle is the industry’s first attempt to address HDPE pipe fusion as an
integrated step within the overall pipeline construction process. Some specific benefits of the AMFT system are as follows.
• Tracked vehicle design assures mobility in the most demanding pipeline
construction environments.• Climate controlled fusion environment that insures high quality fusion results
despite aggressive weather conditions.
• Unique pipe handling capability minimizes the need for additional costly pipehandling equipment on the job-site during the fusion process
• Standard commercially available butt fusion equipment mounted in-line with
vehicle’s direction of travel
• Proprietary technology provides for quick, uniform removal of heat from the buttfusion joint
• Absolute minimal disturbance of the butt fusion joint during the cooling andremoval process
• Integrated butt fusion data logging of all fusion joints
While it is the combination of each of these benefits that bears a direct relationship on theoverall productivity improvement potential of the AMFT equipment, there are two
specific points that warrant further consideration as to their impact on the overall quality
of the fusion joint produced using this technology. These are: the proprietary heatremoval system and the integrated movement control system. Each of these points will
be discussed briefly as follows.
The AMFT apparatus utilizes proprietary technology to remove heat from the fusion joint
in a uniform controlled fashion. It is important to understand that this unique approach
does not actually cool the joint. Rather a patented apparatus is placed around the fusion joint at the time of cooling. This device then circulates ambient air around the joint toexpedite the removal of heat without affecting the overall integrity of the joint. Again, all
parameters relating to this step in the fusion process are recorded in the AMFT on-board
computer system.
In traditional butt fusion of HDPE pipe, a joint is made within the fusion apparatus and
then allowed to cool to a non-specific temperature at which time it is removed from themachine. The removal process typically entails the pulling of the fused string of pipe out
of the fusion equipment potentially placing considerable stress on the freshly made fusion
joint. Depending on the temperature of the joint at the time that the pipe string is
“pulled” from the fusion equipment, the associated forces may have an affect on thequality of the fusion joint just produced. With AMFT technology, the pipe is not
“pulled” from the fusion apparatus. As each joint is produced and cooled using AMFT
technology, the fusion apparatus is moved out from under the freshly made fusion joint asthe vehicle proceeds along the pipeline right of way. In this way, the resulting stress
imposed on the freshly made fusion joint is minimized to the extent possible as compared
to conventional butt fusion.
8/3/2019 Analytical Testing of Advanced Butt Fusion Technology
The fusion heat removal system utilized within the AMFT process is, in itself, a unique
evolution in fusion joining technology. As such, testing has been performed to validate
the overall AMFT fusion process and insure that the resulting joint integrity is notaffected in any way.
Hydrostatic testing of fusion joints produced using AMFT technology was undertaken in
2005 in accordance with the requirements of ASTM D2513-04a.(3) Three series of
fusion joints were produced to facilitate testing; a) the first series was conventionalPE3408, b) the second series was conventional PE2406 and c) the final series was
produced from cross-fusions of PE3408 to PE100 piping products. Three specimens
were produced from each series of pipe resulting in a total test regime of 9 specimens.
Fusion conditions for each series of test specimens are detailed in Table 1
Table 1: Fusion Conditions for Each Series of Pipe to be Tested
Series MaterialHeart time,
seconds
Fusion Time,
seconds
Cooling Time,
seconds
I PE3408/PE3408 200 16 360
II PE2406/PE2406 100 16 210
III PE3408/PE100 100 16 210
Each specimen was then placed on hydrostatic test in accordance with ASTM D1598-02
at 80º C and a fiber stress of 670 or 798 psi. The test results are summarized in Table 2which follows.
Table 2: ASTM 1598-02 80º C Testing of Pipe Specimens Produced
with AMFT Technology
Specimen Material OD, inchesStress,
psi
Minimum Time
to Failure, hoursTest Results, hours
I-1/2 PE3408 18.250 670 165 Pass, removed after 170
I-3/4 PE3408 18.250 670 165 Pass, removed after 170
I-5/6 PE3408 18.250 670 165 Pass, removed after 400
II-1/2 PE2406 12.733 670 165 Pass, removed after 170
II-3/4 PE2406 12.733 670 165 Pass, removed after 170
II-5/6 PE2406 12.733 670 165 Pass, removed after 170III-1/2 PE3408/PE100 12.750 798 165 Pass, removed after 165
III-3/4 PE3408/PE100 12.750 798 165 Pass, removed after 165
III-5/6 PE3408/PE100 12.750 798 165 Pass, removed after 165
From these results, we see that all specimens produced using the AMFT technologypassed the elevated temperature sustained pressure test of ASTM D2513-04a. Due to test
space limitation, all but one of the specimens was removed from test shortly after
8/3/2019 Analytical Testing of Advanced Butt Fusion Technology
exceeding the minimum number of hours required. The one exception was test specimen
I-5/6 which was allowed to continue under stress until it was removed with over 400hours of test time. All specimens completed or exceeded the recommended test time
without failure and, hence, meet the requirements for sustained pressure testing of the
pipe itself.
Figure 6: Photo of Test Specimens from (left to right) Series III, I and II
DISCUSSION:
The AMFT fusion procedure represents the next evolution in fusion joining of HDPE
pipe. The proprietary technology involved produces a high quality butt fusion joint
shown to meet or exceed the elevated temperature sustained pressure testing requirementsof ASTM D2513 in a consistent manner. It should also be noted that additional
comparative testing was conducted during 2003. These tests of fusion joints produced
with AMFT technology versus those produced with standard butt fusion technologyshowed no difference in performance when tested for tensile strength, tensile elongation
or bend back testing and all test specimens produced using both technologies surpassed
the requirements of Title 49 CFR.(5)
These test results presented in this discussion bear testament to the fact that the
proprietary cooling mechanism associated with AMFT does not affect the integrity of theresulting fusion joint. Obviously, this heat removal mechanism inherent to the AMFT
technology can be directly correlated to time savings at the job site.
8/3/2019 Analytical Testing of Advanced Butt Fusion Technology
However, the tangible benefits of the AMFT are not limited to the time savingsassociated with efficient heat removal from the fusion joint itself. Rather, it is the
deployment of the full AMFT technology at the job-site that results in overall
productivity improvement. Improved pipe handling capability and climate controlled
fusion environment combined with efficient heat removal results in time and cost savingsin the overall pipeline installation project.
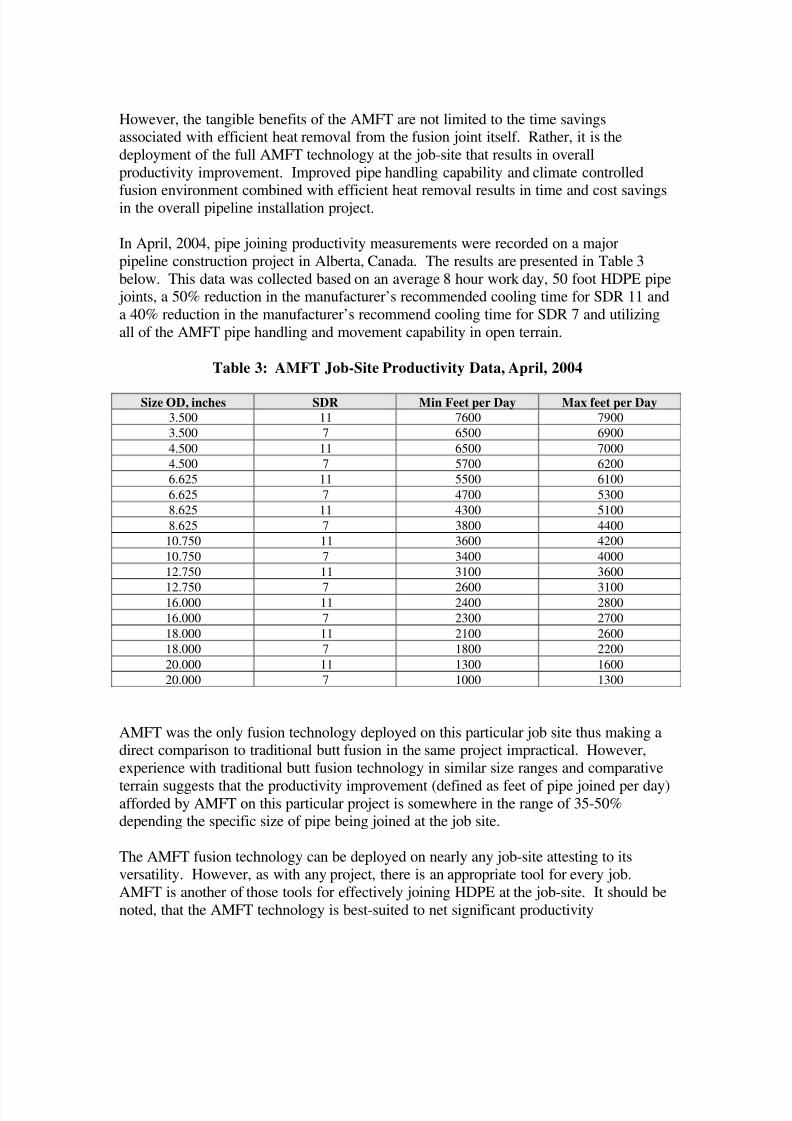
In April, 2004, pipe joining productivity measurements were recorded on a major
pipeline construction project in Alberta, Canada. The results are presented in Table 3
below. This data was collected based on an average 8 hour work day, 50 foot HDPE pipe joints, a 50% reduction in the manufacturer’s recommended cooling time for SDR 11 and
a 40% reduction in the manufacturer’s recommend cooling time for SDR 7 and utilizing
all of the AMFT pipe handling and movement capability in open terrain.
Table 3: AMFT Job-Site Productivity Data, April, 2004
Size OD, inches SDR Min Feet per Day Max feet per Day
3.500 11 7600 7900
3.500 7 6500 6900
4.500 11 6500 7000
4.500 7 5700 6200
6.625 11 5500 6100
6.625 7 4700 5300
8.625 11 4300 5100
8.625 7 3800 4400
10.750 11 3600 4200
10.750 7 3400 4000
12.750 11 3100 3600
12.750 7 2600 310016.000 11 2400 2800
16.000 7 2300 2700
18.000 11 2100 2600
18.000 7 1800 2200
20.000 11 1300 1600
20.000 7 1000 1300
AMFT was the only fusion technology deployed on this particular job site thus making adirect comparison to traditional butt fusion in the same project impractical. However,
experience with traditional butt fusion technology in similar size ranges and comparative
terrain suggests that the productivity improvement (defined as feet of pipe joined per day)afforded by AMFT on this particular project is somewhere in the range of 35-50%depending the specific size of pipe being joined at the job site.
The AMFT fusion technology can be deployed on nearly any job-site attesting to itsversatility. However, as with any project, there is an appropriate tool for every job.
AMFT is another of those tools for effectively joining HDPE at the job-site. It should be
noted, that the AMFT technology is best-suited to net significant productivity
8/3/2019 Analytical Testing of Advanced Butt Fusion Technology
improvements on projects characterized by open terrain which afford long stretches of
trench or right-of-way access.
SUMMARY AND CONCLUSION:
This paper has introduced a new HDPE pipe joining technology knows as automated
mobile fusion technology or AMFT. Through this discussion, this new technology hasbeen addressed as yet another evolution in the predominant means by which to join
HDPE piping systems. With two notable exceptions, this technology does not deviate
from the traditional butt fusion protocol prevalent throughout North America. These twoexceptions are the automated removal of heat during the cooling cycle of the butt fusion
process and the movement of the completed fusion joint out of the fusion apparatus.
We have shown that these two features pose no detriment to the integrity of the fusion joint produced using this technology and data was presented to verify that joints made
using this technology surpass the elevated temperature testing requirements of ASTMD2513. There too, it was shown that these test results apply across the various pipematerials designations, PE2406, PE3408 and PE100 (soon to be PE4710 in North
America).
Finally, it was shown that these advancements in the fusion joining process combined
with the climate controlled fusion environment and pipe handling capability of the AMFT
apparatus pose tremendous potential in advancing job-site productivity when installing
HDPE pipe. From this discussion, it is clear that automated mobile fusion technologywill play an increasingly visible role in the design, installation and overall economics of
HDPE piping systems.
REFERENCES:
1) “Chapter 9, Polyethylene Joining Procedures”, Handbook of Polyethylene Pipe,
Plastics Pipe Institute, Washington DC, 2006.
2) PPI TR-33/2005, “Generic Butt Fusion Joining Procedure for Filed Joining of
Polyethylene Pipe”, Plastics Pipe Institute, Washington DC, 2005
3) ASTM D2513-2004a, “Standard Specification for Thermoplastic Gas Pressure
Pipe, Tubing and Fittings”, American Society for Testing and Materials, WestConshohocken, PA, 2004.
4) ASTM D1598, “Standard Test Method for Time-to-Failure of Plastic Pipe Uner
Constant Internal Pressure”, American Society for Testing and Materials, WestConshohocken, PA, 2002.
5) Title 49, Part 192, “Transportation of Natural and Other Gas Pipeline: Minimum
Federal Safety Standards”, Department of Transportation, Office of PipelineSafety