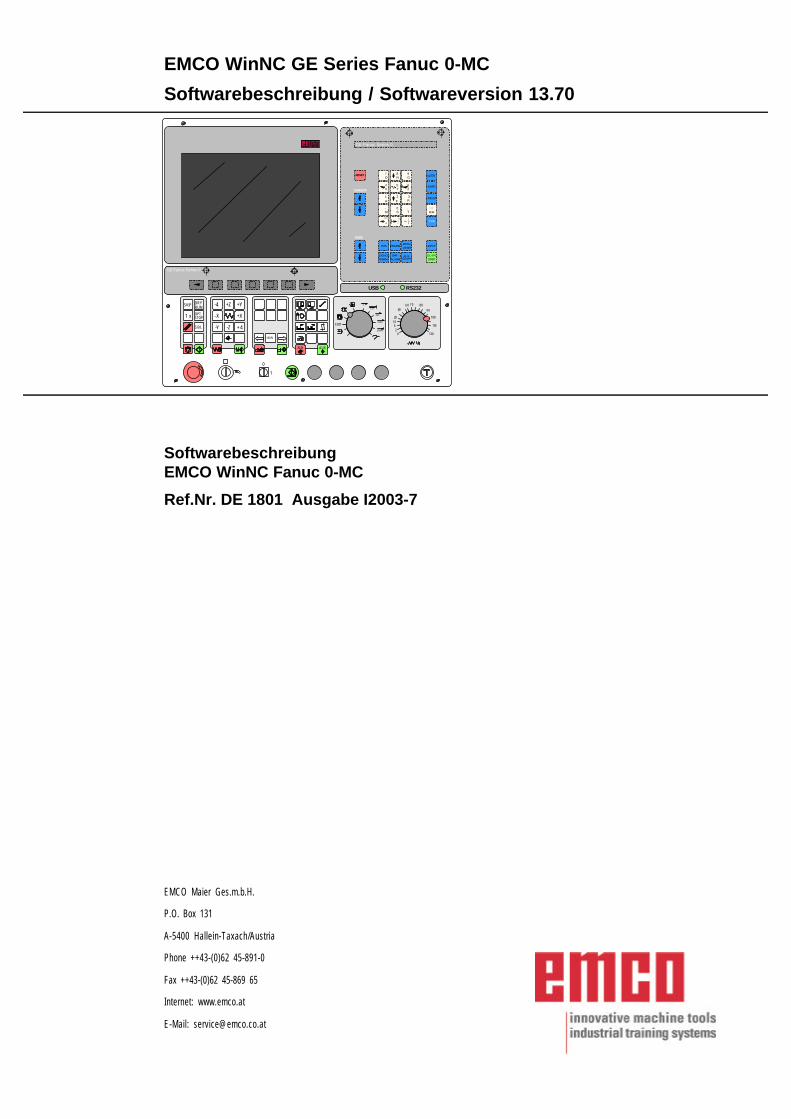
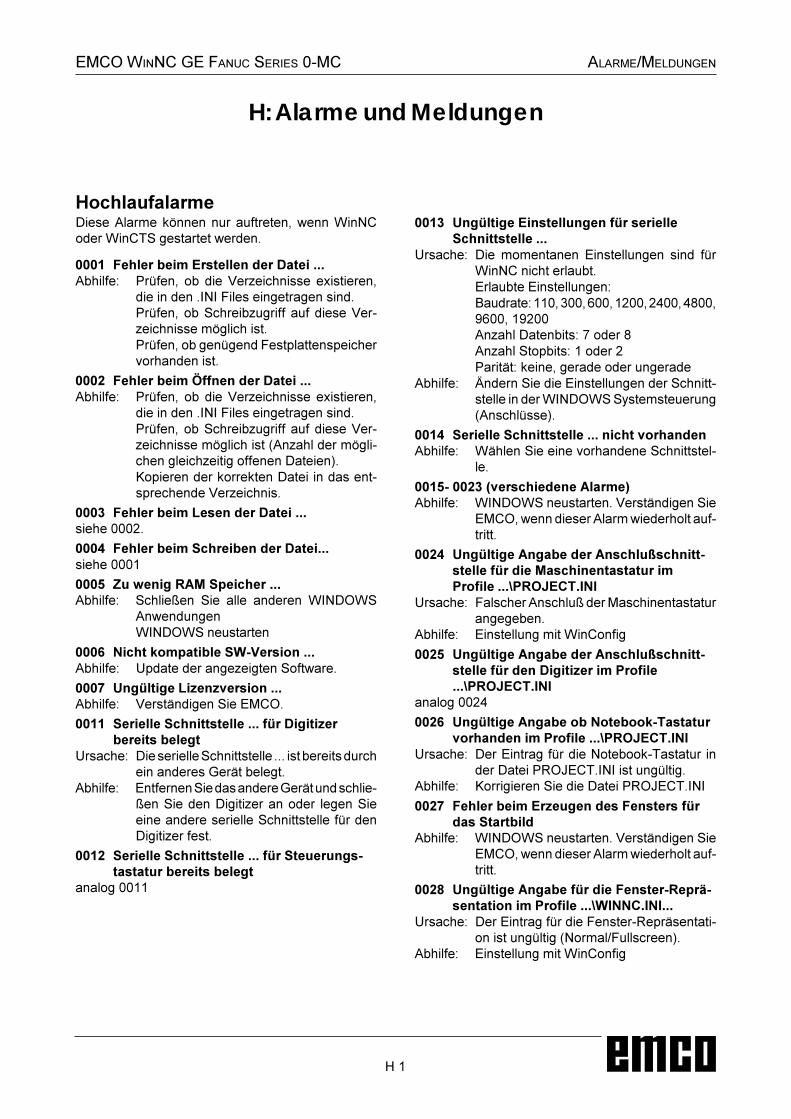
Softwarebeschreibung EMCO WinNC Fanuc 0-MC Ref.Nr. DE 1801 Ausgabe I2003-7 EMCO Maier Ges.m.b.H. P.O. Box 131 A-5400 Hallein-Taxach/Austria Phone ++43-(0)62 45-891-0 Fax ++43-(0)62 45-869 65 Internet: www.emco.at E-Mail: [email protected]EMCO WinNC GE Series Fanuc 0-MC Softwarebeschreibung / Softwareversion 13.70 RS232 USB -Y 1 x SKIP DRY RUN OPT. STOP AUX 100% AUX SBL -X -Z +Z +X +Y 0 1 60 70 80 90 100 110 120 40 20 10 6 0 2 10000 1000 100 10 1 EDIT -4 +4 0 1 GE Fanuc Series 21 GE Fanuc Series 0 RESET CURSOR ALTER INSRT DELET EOB CAN INPUT OUTPT START / , # POS PRGRM MENU OFSET DGNOS PARAM OPR ALARM AUX GRAPH PAGE 7 8 9 5 6 3 2 1 N O G X Y Z H F R 4 - . M S T 4th B L Q P No. 0 GE Fanuc Series 0 K I J
Die Software EMCO WinNC GE Fanuc Series 0-MC ist ein Bestandteil desEMCO Ausbildungskonzeptes auf PC-Basis.
Ziel dieses Konzeptes ist das Erlernen der Bedienung und Programmierungder Originalsteuerung am PC.
Mit EMCO WinNC für die EMCO MILL können die Fräsmaschinen der EMCOPC MILL und der Concept MILL Serien direkt über den PC angesteuert werden.
Durch die Verwendung eines Digitizers, oder der Steuerungstastatur mit TFTFlachbildschirm (optionales Zubehör) wird die Bedienung wesentlich verein-facht und durch die originalsteuerungsnahe Art und Weise didaktisch wertvol-ler.
Neben dieser Softwarebeschreibung und der zur Maschine mitgeliefertenMaschinenbeschreibung ist eine Lernsoftware-CD-ROM "WinTutorial" (CNC-Beispiele, Bedienung Steuerung, Beschreibung Befehle und Zyklen) in Vorbe-reitung.
Der Umfang dieser Anleitung beinhaltet nicht die ganze Funktionalität derSteuerungssoftware GE Fanuc Series 0-MC, vielmehr wurde Wert daraufgelegt, die wichtigen Funktionen einfach und klar darzustellen, um einenmöglichst umfassenden Lernerfolg zu erreichen.
Falls Sie Rückfragen oder Verbesserungsvorschläge zu dieser Betriebsanlei-tung haben, so wenden Sie sich bitte direkt an
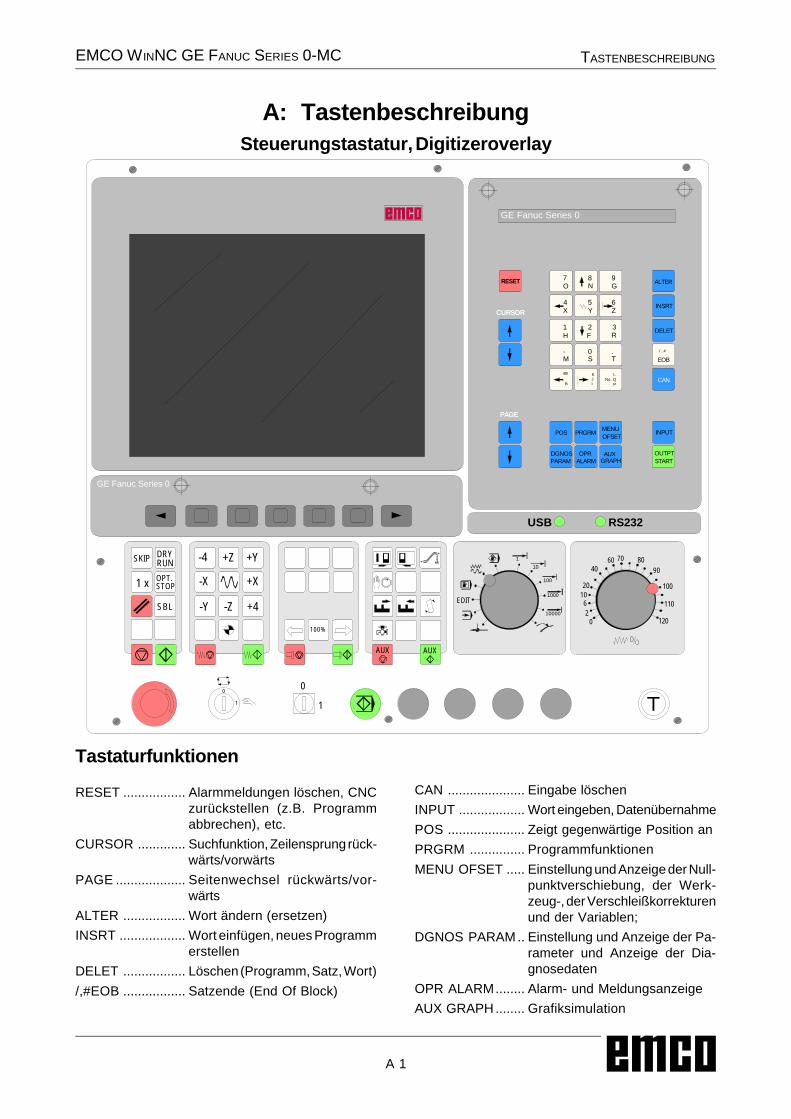
CAN ..................... Eingabe löschenINPUT .................. Wort eingeben, DatenübernahmePOS ..................... Zeigt gegenwärtige Position anPRGRM ............... ProgrammfunktionenMENU OFSET ..... Einstellung und Anzeige der Null-
punktverschiebung, der Werk-zeug-, der Verschleißkorrekturenund der Variablen;
DGNOS PARAM.. Einstellung und Anzeige der Pa-rameter und Anzeige der Dia-gnosedaten
OPR ALARM........ Alarm- und MeldungsanzeigeAUX GRAPH........ Grafiksimulation
RS232USB
-Y
1 x
SKIP DRYRUN
OPT.STOP
AUX
100%
AUX
SBL
-X
-Z
+Z
+X
+Y
0
1
60 70 8090
100
110
120
40
20106
0210000
1000
100
101
EDIT
-4
+4
0
1
GE Fanuc Series 21GE Fanuc Series 0
RESET
CURSOR
ALTER
INSRT
DELET
EOB
CAN
INPUT
OUTPTSTART
/ , #
POS PRGRMMENUOFSET
DGNOSPARAM
OPRALARM
AUXGRAPH
PAGE
7 8 9
5 6
321
NO G
X Y Z
H F R
4
- .M S T
4th
B
LQP
No.
0
GE Fanuc Series 0
K
IJ
EMCO W INNC GE FANUC SERIES 0-MC
A 2
TASTENBESCHREIBUNG
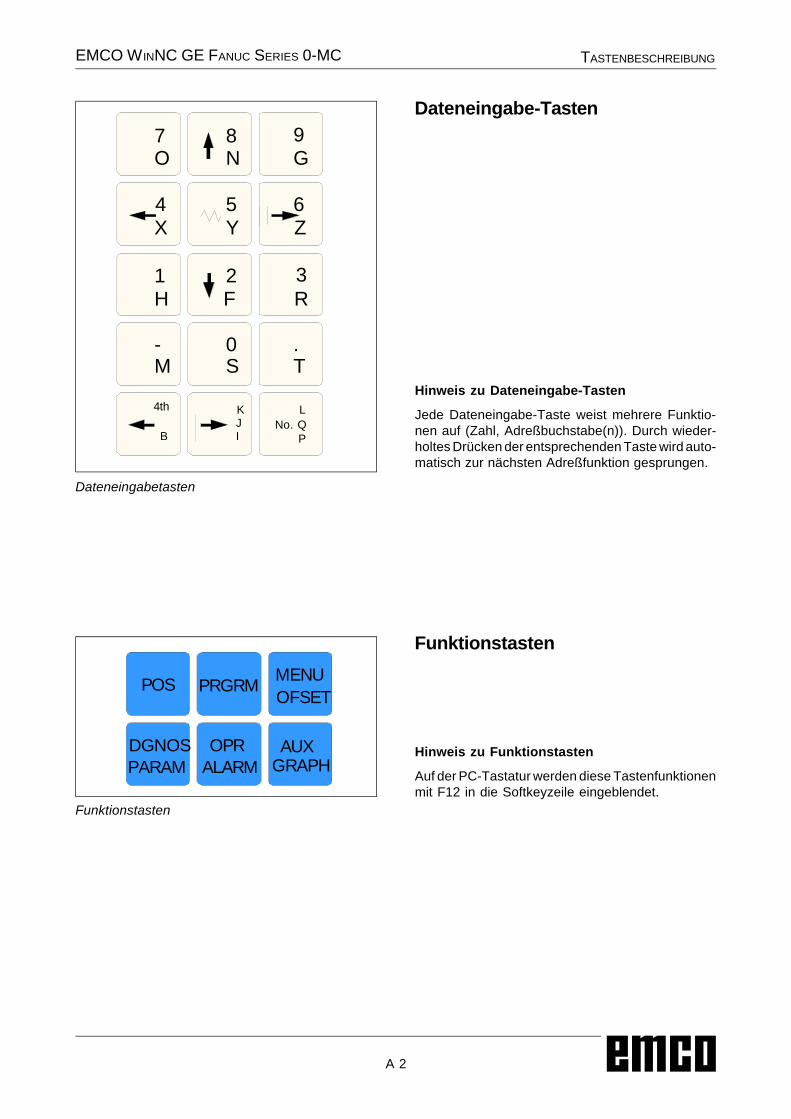
Dateneingabe-Tasten
Hinweis zu Dateneingabe-Tasten
Jede Dateneingabe-Taste weist mehrere Funktio-nen auf (Zahl, Adreßbuchstabe(n)). Durch wieder-holtes Drücken der entsprechenden Taste wird auto-matisch zur nächsten Adreßfunktion gesprungen.
Dateneingabetasten
Funktionstasten
Hinweis zu Funktionstasten
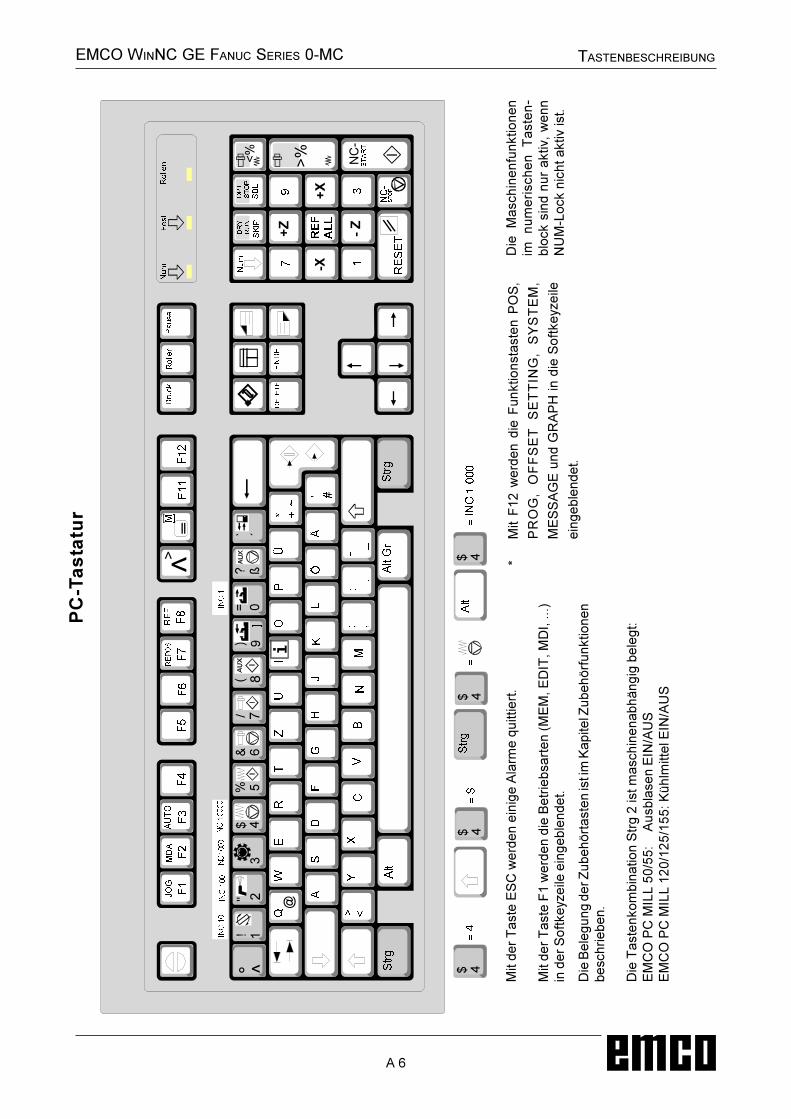
Auf der PC-Tastatur werden diese Tastenfunktionenmit F12 in die Softkeyzeile eingeblendet.
Funktionstasten
POS PRGRMMENUOFSET
DGNOSPARAM
OPRALARM
AUXGRAPH
7 8 9
5 6
321
NO G
X Y Z
H F R
4
- .M S T
4th
B
LQP
No.
0
K
IJ
EMCO W INNC GE FANUC SERIES 0-MC
A 3
TASTENBESCHREIBUNG
EMCO W INNC GE FANUC SERIES 0-MC
A 4
TASTENBESCHREIBUNG
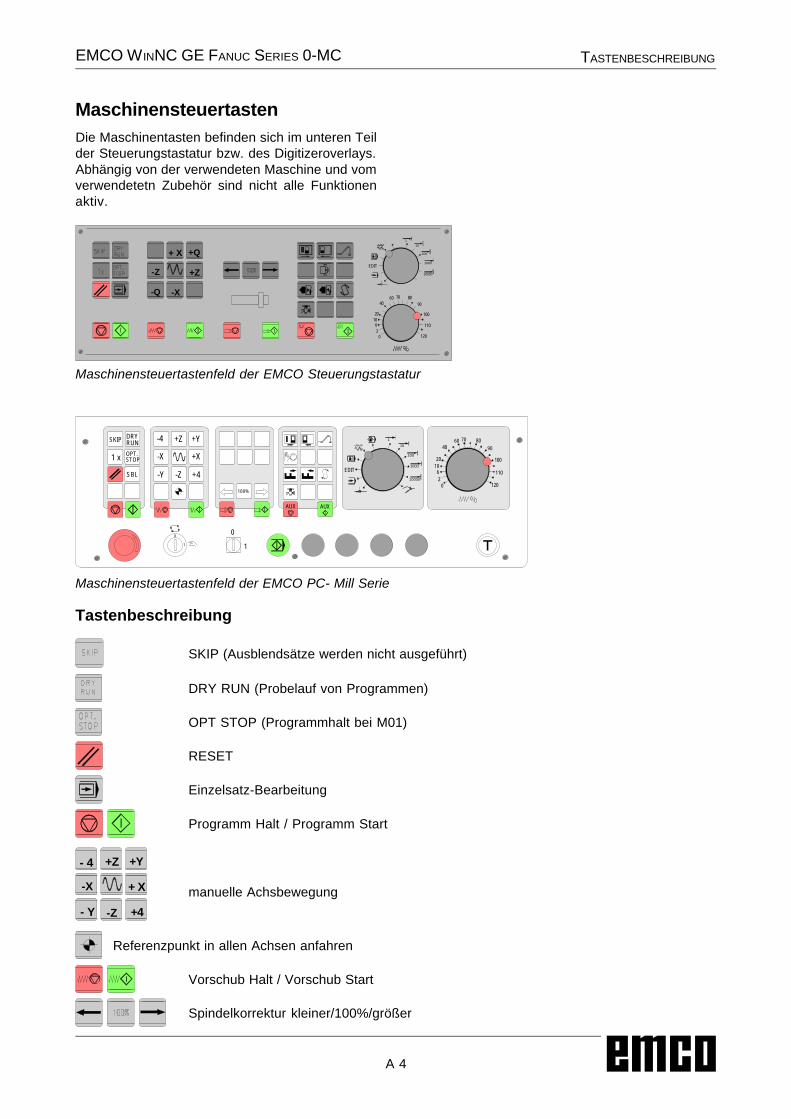
MaschinensteuertastenDie Maschinentasten befinden sich im unteren Teilder Steuerungstastatur bzw. des Digitizeroverlays.Abhängig von der verwendeten Maschine und vomverwendetetn Zubehör sind nicht alle Funktionenaktiv.
Maschinensteuertastenfeld der EMCO Steuerungstastatur
SKIP (Ausblendsätze werden nicht ausgeführt)
DRY RUN (Probelauf von Programmen)
OPT STOP (Programmhalt bei M01)
RESET
Einzelsatz-Bearbeitung
Programm Halt / Programm Start
+ X
+Z
-Z
-X
- 4
+4- Y
+Y
manuelle Achsbewegung
Referenzpunkt in allen Achsen anfahren
Vorschub Halt / Vorschub Start
Spindelkorrektur kleiner/100%/größer
+ X
+Z-Z
-X-Q
+Q
60 70 8090
100
110
120
40
20106
02
10000
1000
100
101
EDIT
Maschinensteuertastenfeld der EMCO PC- Mill Serie
Tastenbeschreibung
-Y
1 x
SKIP DRYRUN
OPT.STOP
AUX
100%
AUX
SBL
-X
-Z
+Z
+X
+Y
0
1
60 70 8090
100
110
120
40
20106
0210000
1000
100
101
EDIT
-4
+4
0
1
EMCO W INNC GE FANUC SERIES 0-MC
A 5
TASTENBESCHREIBUNG
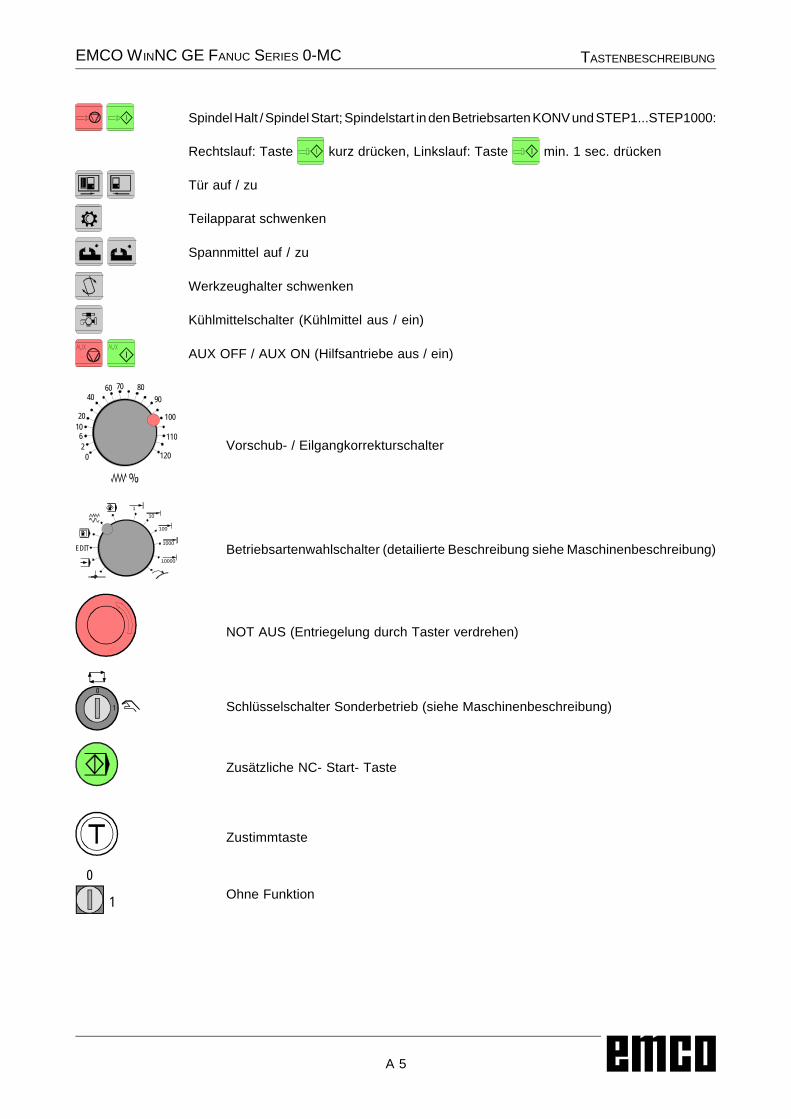
Spindel Halt / Spindel Start; Spindelstart in den Betriebsarten KONV und STEP1...STEP1000:
Rechtslauf: Taste kurz drücken, Linkslauf: Taste min. 1 sec. drücken
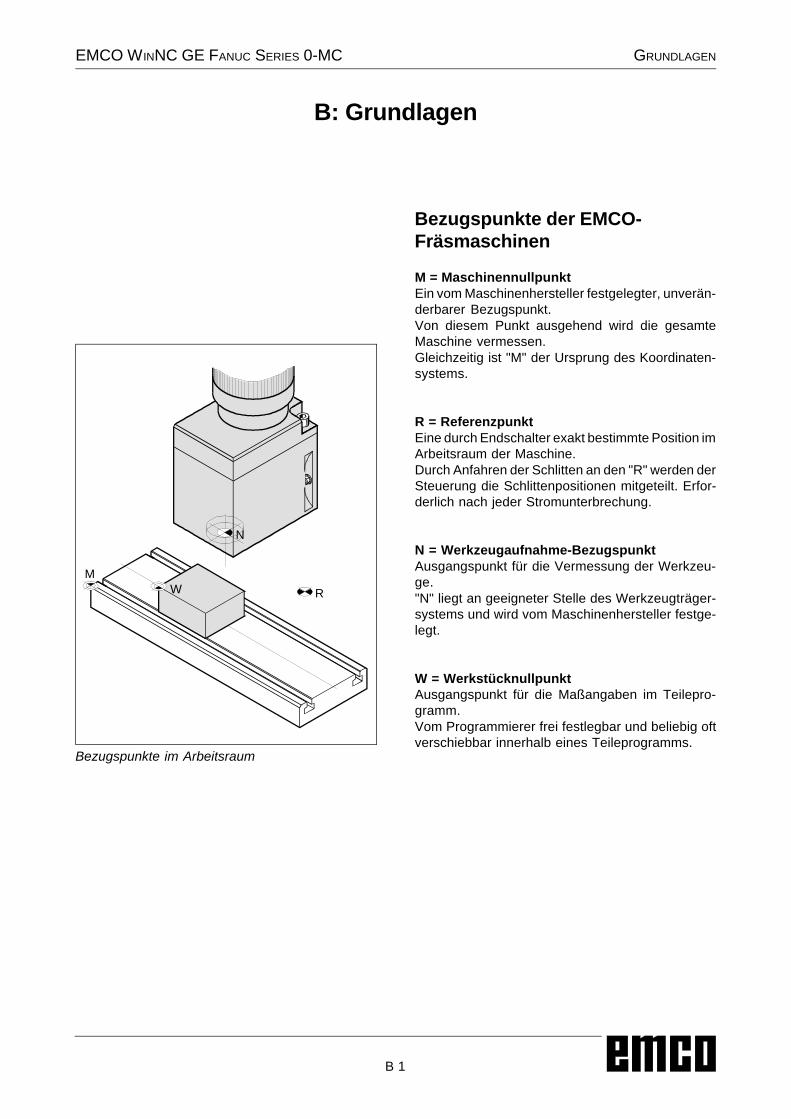
M = MaschinennullpunktEin vom Maschinenhersteller festgelegter, unverän-derbarer Bezugspunkt.Von diesem Punkt ausgehend wird die gesamteMaschine vermessen.Gleichzeitig ist "M" der Ursprung des Koordinaten-systems.
R = ReferenzpunktEine durch Endschalter exakt bestimmte Position imArbeitsraum der Maschine.Durch Anfahren der Schlitten an den "R" werden derSteuerung die Schlittenpositionen mitgeteilt. Erfor-derlich nach jeder Stromunterbrechung.
N = Werkzeugaufnahme-BezugspunktAusgangspunkt für die Vermessung der Werkzeu-ge."N" liegt an geeigneter Stelle des Werkzeugträger-systems und wird vom Maschinenhersteller festge-legt.
W = WerkstücknullpunktAusgangspunkt für die Maßangaben im Teilepro-gramm.Vom Programmierer frei festlegbar und beliebig oftverschiebbar innerhalb eines Teileprogramms.
GRUNDLAGEN
B: Grundlagen
Bezugspunkte im Arbeitsraum
M
RW
N
EMCO WINNC GE FANUC SERIES 0-MC
B 2
+X
+Y
+Z
-X
-Z
-Y
+X
+Y
+Z
-X
-Z
-Y
GRUNDLAGEN
Koordinatensystem
Die X-Koordinate liegt parallel zur Maschinentisch-vorderkante, die Y-Koordinate parallel zur seitlichenMaschinentischkante, die Z-Koordinate senkrechtauf den Maschinentisch.Z-Koordinatenangaben in Minusrichtung beschrei-ben Bewegungen des Werkzeugsystems zum Werk-stück, Angaben in Plusrichtung vom Werkstück weg.
Koordinatensystem beiAbsolutwertprogrammierungDer Ursprung des Koordinatensystems liegt imMaschinennullpunkt "M" bzw. nach einer program-mierten Nullpunktverschiebung im Werkstücknull-punkt "W".Alle Zielpunkte werden vom Ursprung des Koordi-natensystems ausgehend, durch Angabe der jewei-ligen X- Y- und Z-Abstände beschrieben.
Koordinatensystem beiInkrementalwertprogrammierungDer Ursprung des Koordinatensystems liegt im Werk-zeugaufnahmebezugspunkt "N" bzw. nach einemWerkzeuglängenkompensation in der Schneiden-spitze.Bei Inkrementalwertprogrammierung werden die tat-sächlichen Verfahrwege des Werkzeugs (von Punktzu Punkt) beschrieben.
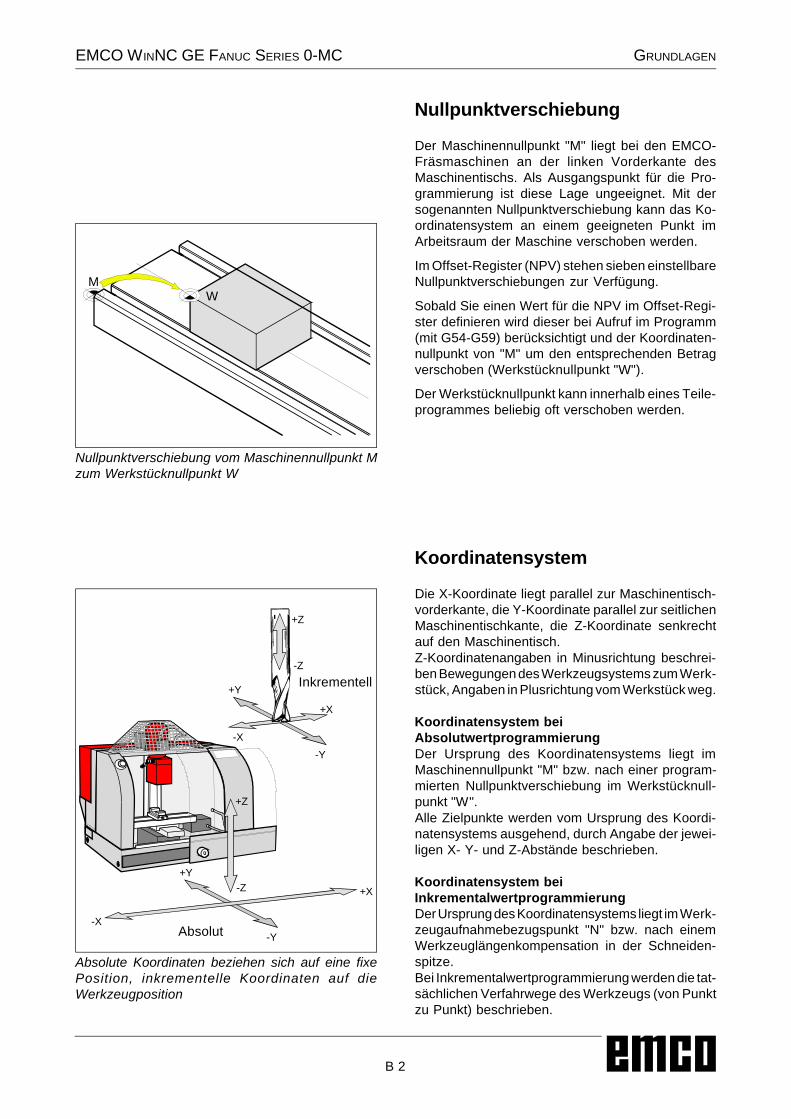
Nullpunktverschiebung
Der Maschinennullpunkt "M" liegt bei den EMCO-Fräsmaschinen an der linken Vorderkante desMaschinentischs. Als Ausgangspunkt für die Pro-grammierung ist diese Lage ungeeignet. Mit dersogenannten Nullpunktverschiebung kann das Ko-ordinatensystem an einem geeigneten Punkt imArbeitsraum der Maschine verschoben werden.
Im Offset-Register (NPV) stehen sieben einstellbareNullpunktverschiebungen zur Verfügung.
Sobald Sie einen Wert für die NPV im Offset-Regi-ster definieren wird dieser bei Aufruf im Programm(mit G54-G59) berücksichtigt und der Koordinaten-nullpunkt von "M" um den entsprechenden Betragverschoben (Werkstücknullpunkt "W").
Der Werkstücknullpunkt kann innerhalb eines Teile-programmes beliebig oft verschoben werden.
Nullpunktverschiebung vom Maschinennullpunkt Mzum Werkstücknullpunkt W
Absolut
Inkrementell
Absolute Koordinaten beziehen sich auf eine fixePosition, inkrementelle Koordinaten auf dieWerkzeugposition
MW
EMCO WINNC GE FANUC SERIES 0-MC
B 3
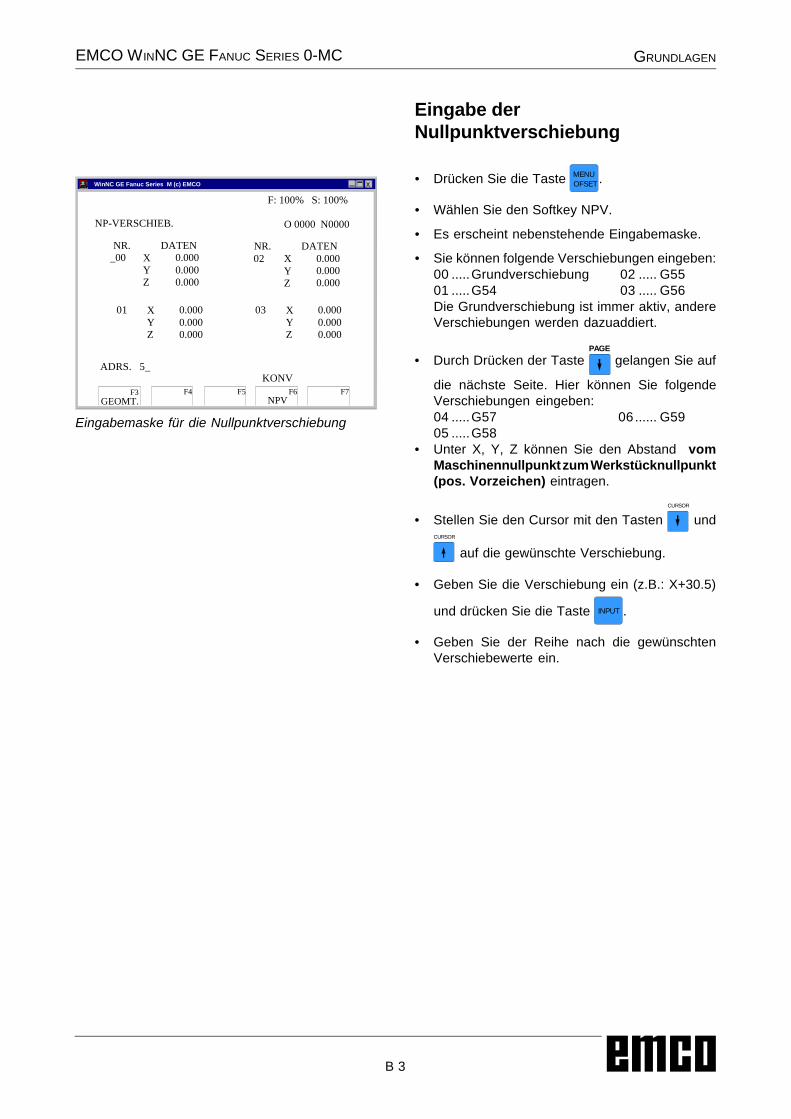
Eingabe derNullpunktverschiebung
• Drücken Sie die Taste MENUOFSET .
• Wählen Sie den Softkey NPV.
• Es erscheint nebenstehende Eingabemaske.
• Sie können folgende Verschiebungen eingeben:00 .....Grundverschiebung 02 ..... G5501 .....G54 03 ..... G56Die Grundverschiebung ist immer aktiv, andereVerschiebungen werden dazuaddiert.
• Durch Drücken der Taste PAGE
gelangen Sie auf
die nächste Seite. Hier können Sie folgendeVerschiebungen eingeben:04 .....G57 06...... G5905 .....G58
• Unter X, Y, Z können Sie den Abstand vomMaschinennullpunkt zum Werkstücknullpunkt(pos. Vorzeichen) eintragen.
• Stellen Sie den Cursor mit den Tasten CURSOR
undCURSOR
auf die gewünschte Verschiebung.
• Geben Sie die Verschiebung ein (z.B.: X+30.5)
und drücken Sie die Taste INPUT .
• Geben Sie der Reihe nach die gewünschtenVerschiebewerte ein.
GRUNDLAGEN
Eingabemaske für die Nullpunktverschiebung
WinNC GE Fanuc Series M (c) EMCO x
F3 F4 F5 F6 F7
NP-VERSCHIEB.
XYZ
ADRS. 5_KONV
F: 100% S: 100%
O 0000 N0000
GEOMT. NPV
0.0000.0000.000
NR. DATEN_00 X
YZ
0.0000.0000.000
NR. DATEN 02
XYZ
0.0000.0000.000
01 XYZ
0.0000.0000.000
03
EMCO WINNC GE FANUC SERIES 0-MC
B 4
GRUNDLAGEN
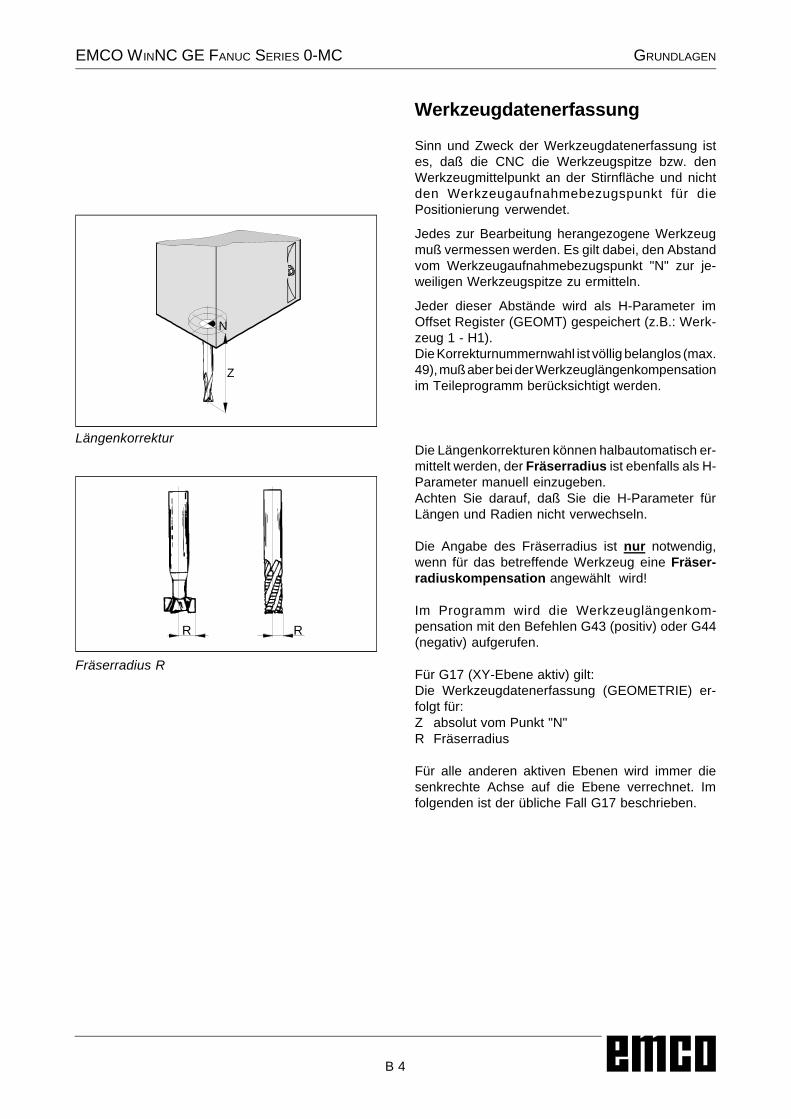
Werkzeugdatenerfassung
Sinn und Zweck der Werkzeugdatenerfassung istes, daß die CNC die Werkzeugspitze bzw. denWerkzeugmittelpunkt an der Stirnfläche und nichtden Werkzeugaufnahmebezugspunkt für diePositionierung verwendet.
Jedes zur Bearbeitung herangezogene Werkzeugmuß vermessen werden. Es gilt dabei, den Abstandvom Werkzeugaufnahmebezugspunkt "N" zur je-weiligen Werkzeugspitze zu ermitteln.
Jeder dieser Abstände wird als H-Parameter imOffset Register (GEOMT) gespeichert (z.B.: Werk-zeug 1 - H1).Die Korrekturnummernwahl ist völlig belanglos (max.49), muß aber bei der Werkzeuglängenkompensationim Teileprogramm berücksichtigt werden.
Die Längenkorrekturen können halbautomatisch er-mittelt werden, der Fräserradius ist ebenfalls als H-Parameter manuell einzugeben.Achten Sie darauf, daß Sie die H-Parameter fürLängen und Radien nicht verwechseln.
Die Angabe des Fräserradius ist nur notwendig,wenn für das betreffende Werkzeug eine Fräser-radiuskompensation angewählt wird!
Im Programm wird die Werkzeuglängenkom-pensation mit den Befehlen G43 (positiv) oder G44(negativ) aufgerufen.
Für G17 (XY-Ebene aktiv) gilt:Die Werkzeugdatenerfassung (GEOMETRIE) er-folgt für:Z absolut vom Punkt "N"R Fräserradius
Für alle anderen aktiven Ebenen wird immer diesenkrechte Achse auf die Ebene verrechnet. Imfolgenden ist der übliche Fall G17 beschrieben.
Längenkorrektur
Fräserradius R
N
Z
R R
EMCO WINNC GE FANUC SERIES 0-MC
B 5
GRUNDLAGEN
Werkzeugdatenübernahme mitAnkratzmethode• Spannen Sie ein Werkstück so im Arbeitsraum,
daß Sie den Meßpunkt auf dem Werkstück mitdem Werkzeugaufnahmebezugspunkt und mitallen zu vermessenden Werkzeugen erreichenkönnenDer Werkzeugaufnahmebezugspunkt für dieEMCO PC MILL 100 ist am Referenzwerkzeug(vorher spannen).
• Wechseln Sie in die Betriebsart KONV.
• Legen Sie ein dünnes Blatt Papier zwischenWerkstück und Frässpindel ein.
• Fahren Sie mit dem Werkzeugaufnahmebezugs-punkt auf das Werkstück (stehende Spindel)Vorschub auf 1% reduzieren.Fahren Sie mit der Spindel (Werkzeugaufnahme-bezugspunkt) so weit auf das Werkstück, daßsich das eingelegte Blatt Papier gerade nochbewegen läßt.
• Taste POS und Softkey REL drücken, damit am
Bildschirm die relative Position angezeigt wird.
• Taste 6Z drücken - Z-Anzeige blinkt.
• Z-Wert mit CAN auf 0 stellen.
• Spannen Sie das zu vermessende Werkzeug.
• Wechseln Sie in die Betriebsart HE.
• Schalten Sie die Spindel ein (z.B. S1000 M3 NC-Start).
• Wechseln Sie in die Betriebsart KONV.
• MENUOFSET Taste drücken.
• Kratzen Sie auf dem Werkstück an.
• Am Bildschirm wird jetzt direkt die Längendifferenzzwischen dem Werkzeugaufnahmebezugspunktund der Werkzeugspitze angezeigt (Z-Wertrelativ).
• Mit CURSOR-Tasten CURSOR
CURSOR
entsprechenden
H-Parameter anwählen.
• Den angezeigten relativen Z-Wert in den H-Para-
meter eingeben und mit INPUT - Taste übernehmen.
• Nächstes Werkzeug spannen und auf Werkstückankratzen usw.
EMCO WINNC GE FANUC SERIES 0-MC
B 6
EMCO WINNC GE FANUC SERIES 0-MC
C 1
BEDIENUNGSABLÄUFE
C: Bedienungsabläufe
Übersicht Betriebsarten
REF
In dieser Betriebsart wird der Referenzpunkt ange-fahren.
Bei Erreichen des Referenzpunktes wird die Istwert-anzeige auf den Wert der Referenzpunktkoordinatengesetzt. Der Steuerung ist dadurch die Position derSchlitten im Arbeitsraum bekannt.
Bei folgenden Situationen muß der Referenzpunktangefahren werden:
• Nach Einschalten der Maschine• Nach Netzunterbrechung• Nach Alarm "Referenzpunkt anfahren" oder "Ref.-
punkt nicht erreicht".• Nach Kollisionen oder wenn die Schlitten wegen
Überlastung stehenbleiben.
AUTO
Zur Abarbeitung eines Teileprogramms ruft dieSteuerung in dieser Betriebsart die Sätze nachein-ander ab und wertet sie aus.Die Auswertung berücksichtigt alle Korrekturen, dieüber das Programm angesprochen werden.Die auf diese Weise bearbeiteten Sätze werdennacheinander abgearbeitet.
EDITIn der Betriebsart EDIT können Sie Teileprogrammeeingeben und Daten übertragen.
HE
In der Betriebsart HE können Sie die Spindel ein-schalten und den Werkzeugwender schwenken.Die Steuerung arbeitet den eingegebenen Satz abund löscht danach den Zwischenspeicher für neueEingaben.
KONV
Mit den Richtungstasten können Sie die Schlittenmanuell verfahren.
S1 ... S1000 100001 ...
In dieser Betriebsart können die Schlitten um dasgewählte Inkrement (1...10000 in µm/10-4 inch) mit
den Richtungstasten + X-X - Y +Y
+Z-Z positioniert werden.
Das gewählte Inkrement (1, 10, 100, ...) muß größersein als die Maschinenauflösung (kleinstmöglicherVerfahrweg), ansonsten erfolgt keine Bewegung.
REPOS
Rückpositionieren. Kontur wieder anfahren in derBetriebsart JOG.
Teach In
Erstellen von Programmen im Dialog mit der Ma-schine in der Betriebsart MDA.
EMCO WINNC GE FANUC SERIES 0-MC
C 2
BEDIENUNGSABLÄUFE
Referenzpunkt anfahren
Durch das Anfahren des Referenzpunktes synchro-nisieren Sie die Steuerung mit der Maschine.
• Wechseln Sie in die Betriebsart REF.
• Betätigen Sie zuerst die Richtungstasten -Z
oder +Z , danach -X oder + X und - Y oder
+Y , um den Referenzpunkt in der jeweiligen
Richtung anzufahren.
• Mit der Taste REFALL werden automatisch alle
Achsen in der richtigen Reihenfolge angefahren(PC-Tastatur).
Kollisionsgefahr
Achten Sie auf Hindernisse im Arbeitsbereich (Spann-mittel, gespannte Werkstücke usw.).
Nach Erreichen des Referenzpunktes wird dessenPosition als Istposition auf dem Bildschirm ange-zeigt. Die Steuerung ist jetzt mit der Maschine syn-chronisiert.
Einstellen von Sprache undWerkstückverzeichnis
• Betätigen Sie die Taste DGNOSPARAM .
• Betätigen Sie die Taste PAGE
so oft, bis die Ein-
gabemaske für (EINSTELLUNGEN ALLGEMEIN)angezeigt wird.
Werkstückverzeichnis
Im Werkstückverzeichnis werden die vom Anwen-der erstellten CNC-Programme abgespeichert.Das Werkstückverzeichnis ist ein Unterverzeichnisdes bei der Installation angegebenen Programm-verzeichnisses.Geben Sie im Eingabefeld "PFAD = ..." den Namendes Werkstückverzeichnisses mit der PC-Tastaturein, es können max. 8 Zeichen eingegeben werden,keine Laufwerks- oder Pfadangaben. Nicht existie-rende Verzeichnisse werden angelegt.
Aktive Sprache
Auswahl aus installierten Sprachen, die ausge-wählte Sprache wird erst mit Neustart der Soft-ware aktiviert.Geben Sie im Eingabefeld "SPR. = ..." die Sprach-bezeichnung ein.
Teileprogramme und Unterprogramme können inden Betriebsart EDIT eingegeben werden.
Aufruf eines Programms
• In die Betriebsart EDIT wechseln
• Taste PRGRM drücken
• Mit dem Softkey LIB werden die bestehendenProgramme angezeigt
• Programmnummer O... eingeben
• Neues Programm: Taste INSRT drücken
• Bestehendes Programm: Taste CURSOR
drücken
Eingabe eines Satzes
Beispiel:
HinweisMit dem Parameter "SEQ" (SETTING 1) kann einge-stellt werden, ob die Satznummerierung automa-tisch erfolgen soll (1 = ja, 0 = nein).
Satz einfügenStellen Sie den Cursor vor das EOB-Zeichen ";"indem Satz, der vor dem eingefügten Satz stehen sollund geben Sie den einzufügenden Satz ein.
Satz löschenStellen Sie den Cursor an den Anfang (vor dieSatznummer) des zu löschenden Satzes, Satz-nummer eingeben (wenn keine Satznummer: N0)
und Taste DELET drücken.
Wort suchenAdresse des zu suchenden Wortes (z.B.: X) einge-
ben und Taste CURSOR
drücken.
Wort einfügenStellen Sie den Cursor vor das Wort, das demeingefügten Wort vorausgehen soll und geben Siedas Wort (Adresse und Wert) ein und drücken Sie
die Taste INSRT .
Wort ändernCursor vor das zu ändernde Wort stellen, Wort
eingeben und Taste ALTER drücken.
Wort löschenCursor vor das zu löschende Wort stellen und Taste
DELET drücken.
EMCO WINNC GE FANUC SERIES 0-MC
C 4
Programm löschenBetriebsart EDITGeben Sie die Programmnummer ein (z.B. O22) und
drücken Sie die Taste DELET .
Alle Programme löschenBetriebsart EDITGeben Sie als Programmnummer 0-9999 ein und
drücken Sie die Taste DELET .
BEDIENUNGSABLÄUFE
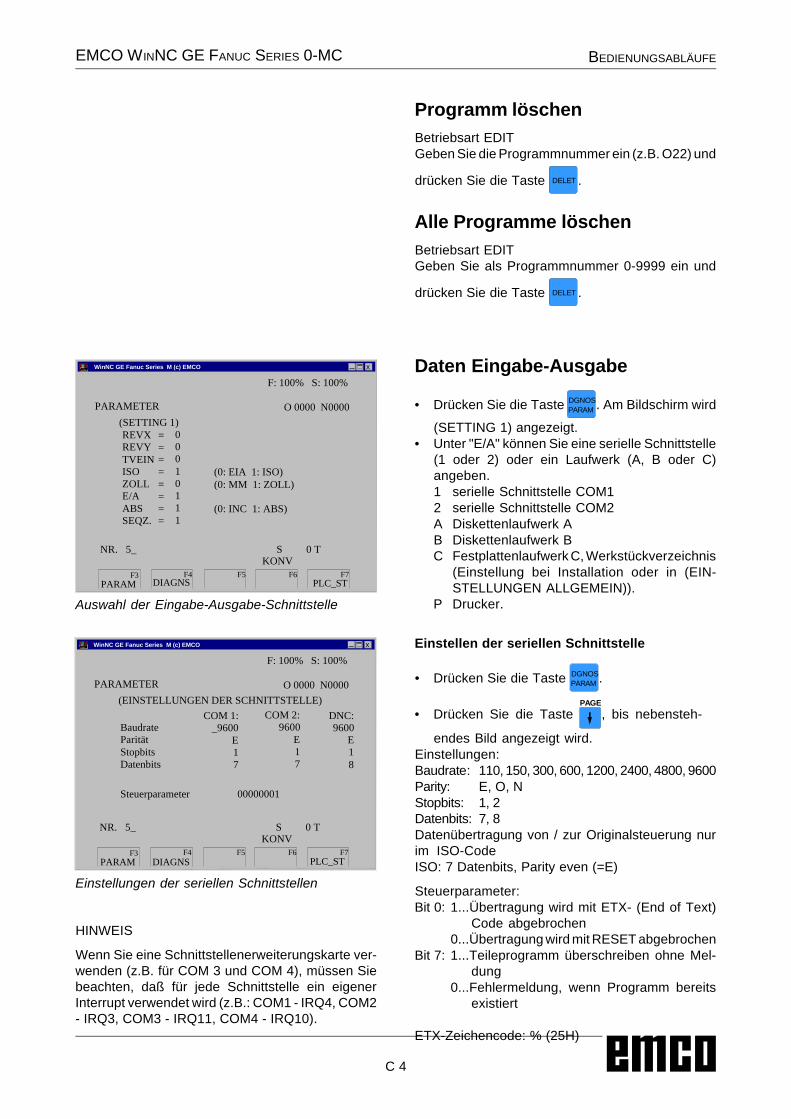
Auswahl der Eingabe-Ausgabe-Schnittstelle
Einstellen der seriellen Schnittstelle
• Drücken Sie die Taste DGNOSPARAM .
• Drücken Sie die Taste PAGE
, bis nebensteh-
endes Bild angezeigt wird.Einstellungen:Baudrate: 110, 150, 300, 600, 1200, 2400, 4800, 9600Parity: E, O, NStopbits: 1, 2Datenbits: 7, 8Datenübertragung von / zur Originalsteuerung nurim ISO-CodeISO: 7 Datenbits, Parity even (=E)
Steuerparameter:Bit 0: 1...Übertragung wird mit ETX- (End of Text)
Code abgebrochen0...Übertragung wird mit RESET abgebrochen
Bit 7: 1...Teileprogramm überschreiben ohne Mel-dung
0...Fehlermeldung, wenn Programm bereitsexistiert
ETX-Zeichencode: % (25H)
Daten Eingabe-Ausgabe
• Drücken Sie die Taste DGNOSPARAM . Am Bildschirm wird
(SETTING 1) angezeigt.• Unter "E/A" können Sie eine serielle Schnittstelle
(1 oder 2) oder ein Laufwerk (A, B oder C)angeben.1 serielle Schnittstelle COM12 serielle Schnittstelle COM2A Diskettenlaufwerk AB Diskettenlaufwerk BC Festplattenlaufwerk C, Werkstückverzeichnis
(Einstellung bei Installation oder in (EIN-STELLUNGEN ALLGEMEIN)).
P Drucker.
HINWEIS
Wenn Sie eine Schnittstellenerweiterungskarte ver-wenden (z.B. für COM 3 und COM 4), müssen Siebeachten, daß für jede Schnittstelle ein eigenerInterrupt verwendet wird (z.B.: COM1 - IRQ4, COM2- IRQ3, COM3 - IRQ11, COM4 - IRQ10).
Einstellungen der seriellen Schnittstellen
WinNC GE Fanuc Series M (c) EMCO x
F3 F4 F5 F6 F7
PARAMETER
NR. 5_ S 0 TKONV
F: 100% S: 100%
O 0000 N0000
PARAM PLC_ST
(SETTING 1)REVXREVYTVEINISOZOLLE/AABSSEQZ.
========
00010111
(0: EIA 1: ISO)(0: MM 1: ZOLL)
(0: INC 1: ABS)
DIAGNS
WinNC GE Fanuc Series M (c) EMCO x
F3 F4 F5 F6 F7
PARAMETER
NR. 5_ S 0 TKONV
F: 100% S: 100%
O 0000 N0000
PARAM PLC_ST
(EINSTELLUNGEN DER SCHNITTSTELLE)
BaudrateParitätStopbitsDatenbits
DIAGNS
COM 1:_9600
E17
COM 2:9600
E17
DNC:9600
E18
Steuerparameter 00000001
EMCO WINNC GE FANUC SERIES 0-MC
C 5
BEDIENUNGSABLÄUFE
Werkzeugverschiebungen ausgeben
• Betriebsart EDIT• Geben Sie in (SETTING 1) unter E/A die
Schnittstelle (Empfänger) ein.
• Drücken Sie die Tasten MENUOFSET und OUTPT
START .
• Wenn der Empfänger ein Laufwerk ist (A, B oderC) werden zusätzlich die Nullpunktverschiebun-gen mitübertragen.
Werkzeugverschiebungen einlesen
• Betriebsart EDIT• Geben Sie in (SETTING 1) unter E/A die
Schnittstelle (Sender) ein.
• Drücken Sie die Tasten MENUOFSET und INPUT .
Programme ausdrucken
• Der Drucker (Standarddrucker unter Windows)muß angeschlossen und ON LINE sein.
• Betriebsart EDIT• Geben Sie in (SETTING 1) unter E/A den
Kennbuchstaben P (Printer) ein.
• Drücken Sie die Taste PRGRM .
• Geben Sie das zu druckende Programm ein.Geben Sie die Programmnummer ein, wenn Sieein Programm drucken wollen (z.B.: O22).Wenn Sie z.B. O5-15 eingeben werden alleProgramme mit den Nummern 5 bis einschließlich15 gedruckt.Wenn Sie als Programmnummer O-9999 ein-geben, werden alle Programme gedruckt
• Drücken Sie die Taste OUTPTSTART .
Programm ausgeben
• Betriebsart EDIT• Geben Sie in (SETTING 1) unter E/A die
Schnittstelle (Empfänger) ein.
• Drücken Sie die Taste PRGRM .
• Geben Sie das zu sendende Programm ein.Geben Sie die Programmnummer ein, wenn Sieein Programm senden wollen (z.B.: O22).Wenn Sie z.B. O5-15 eingeben werden alleProgramme mit den Nummern 5 bis einschließlich15 übertragen.Wenn Sie als Programmnummer O-9999 ein-geben, werden alle Programme ausgegeben
• Drücken Sie die Taste OUTPTSTART .
Programm einlesen
• Betriebsart EDIT• Geben Sie in (SETTING 1) unter E/A die
Schnittstelle (Sender) ein.
• Drücken Sie die Taste PRGRM .
• Beim Einlesen von Diskette oder Festplattemüssen Sie die Programmnummer angeben.Geben Sie die Programmnummer ein, wenn Sieein Programm einlesen wollen (z.B.: O22).Wenn Sie z.B. O5-15 eingeben werden alleProgramme mit den Nummern 5 bis einschließlich15 übertragen.Wenn Sie als Programmnummer O-9999 ein-geben, werden alle Programme übertragen.
• Drücken Sie die Taste INPUT .
EMCO WINNC GE FANUC SERIES 0-MC
C 6
BEDIENUNGSABLÄUFE
Satzvorlauf
Mit dieser Funktion können Sie an einer beliebigenStelle des Programms einsteigen.Während des Satzvorlaufs werden die gleichen Be-rechnungen wie bei der normalen Programmabar-beitung durchgeführt, die Schlitten bewegen sichjedoch nicht.
• Betriebsart EDIT• Wählen Sie das zu bearbeitende Programm an.
• Stellen Sie den Cursor mit den Tasten CURSOR
und
CURSOR
auf den Satz, bei dem die Bearbeitung
beginnen soll.
• Wechseln Sie in die Betriebsart AUTO
• Starten Sie das Programm mit der Taste .
Programmablauf
Start eines Teileprogramms
Vor dem Start eines Teileprogramms müssen Steu-erung und Maschine für den Ablauf des Teilepro-gramms eingerichtet sein.• Wählen Sie die Betriebsart EDIT.
• Drücken Sie die Taste PRGRM
• Geben Sie die gewünschte Teileprogramm-nummer ein (z.B.: O79).
• Drücken Sie die Taste CURSOR
.
• Wechseln Sie in die Betriebsart AUTOMATIC.
• Drücken Sie die Taste .
Anzeigen während des Programmablaufs
Während des Programmablaufs können verschie-dene Werte angezeigt werden.
• Drücken Sie den Softkey PRGRM (Grundzu-stand). Während des Programmablaufs wird deraktuelle Programmsatz angezeigt.
• Drücken Sie den Softkey CHECK . Während desProgrammablaufs werden der aktuelleProgrammsatz, die aktuellen Positionen, aktivenG- und M-Befehle sowie Drehzahl, Vorschub undWerkzeug angezeigt.
• Drücken Sie die Taste POS . Die Positionen
werden vergrößert am Bildschirm angezeigt.
Programmbeeinflussung
DRY RUN:DRY RUN dient zum Testen von Programmen. DieHauptspindel wird nicht eingeschalten und alle Be-wegungen erfolgen im Eilgang.Wenn DRY RUN aktiviert ist, wird in der oberstenBildschirmzeile DRY angezeigt.
SKIP:Mit SKIP werden die Programmsätze, die mit einem"/" gekennzeichnet sind (z.B.: /N0120 G00 X... ) nichtausgeführt und das Programm wird mit dem näch-sten Satz ohne "/" fortgesetzt.Wenn SKIP aktiviert ist, wird in der obersten Bild-schirmzeile SKP angezeigt.
Programmunterbrechung
Einzelsatzbetrieb:Nach jedem Programmsatz wird das Programmangehalten. Fortsetzen des Programmes mit der
Taste .
Wenn der Einzelsatzbetrieb aktiviert ist, wird in derobersten Bildschirmzeile SBL angezeigt.
M00:Nach M00 (Programmierter Halt) im Programm wirddas Programm angehalten. Fortsetzen des Pro-
grammes mit der Taste .
M01:Wenn OPT STOP aktiv ist (Anzeige OPT in derobersten Bildschirmzeile), wirkt M01 wie M00, an-sonsten ist M01 wirkungslos.
Anzeige der Softwarestände
• Drücken Sie die Taste DGNOSPARAM
• Softkey DIAGNSEs wird der Softwarestand von EMCO WinNC undder eventuell angeschlossenen RS485-Teilnehmerangezeigt.
EMCO WINNC GE FANUC SERIES 0-MC
C 7
BEDIENUNGSABLÄUFE
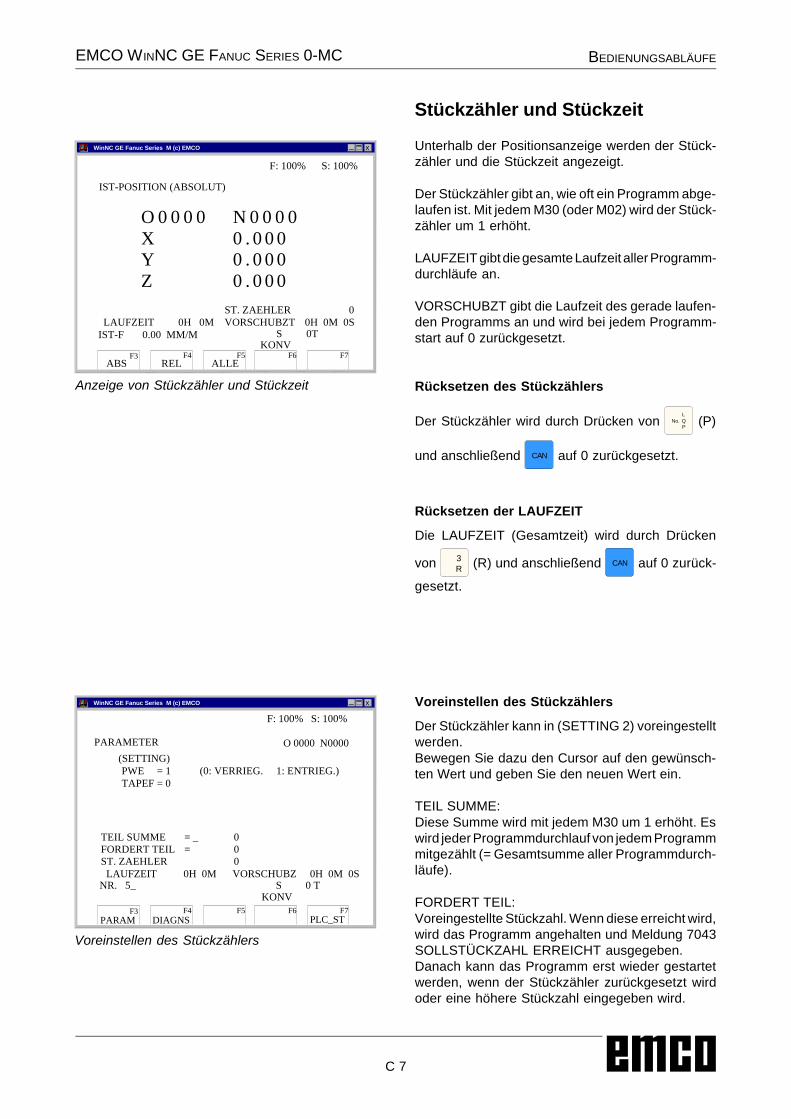
Stückzähler und Stückzeit
Unterhalb der Positionsanzeige werden der Stück-zähler und die Stückzeit angezeigt.
Der Stückzähler gibt an, wie oft ein Programm abge-laufen ist. Mit jedem M30 (oder M02) wird der Stück-zähler um 1 erhöht.
LAUFZEIT gibt die gesamte Laufzeit aller Programm-durchläufe an.
VORSCHUBZT gibt die Laufzeit des gerade laufen-den Programms an und wird bei jedem Programm-start auf 0 zurückgesetzt.
Rücksetzen des Stückzählers
Der Stückzähler wird durch Drücken von LQP
No. (P)
und anschließend CAN auf 0 zurückgesetzt.
Rücksetzen der LAUFZEIT
Die LAUFZEIT (Gesamtzeit) wird durch Drücken
von 3R (R) und anschließend CAN auf 0 zurück-
gesetzt.
Voreinstellen des Stückzählers
Der Stückzähler kann in (SETTING 2) voreingestelltwerden.Bewegen Sie dazu den Cursor auf den gewünsch-ten Wert und geben Sie den neuen Wert ein.
TEIL SUMME:Diese Summe wird mit jedem M30 um 1 erhöht. Eswird jeder Programmdurchlauf von jedem Programmmitgezählt (= Gesamtsumme aller Programmdurch-läufe).
FORDERT TEIL:Voreingestellte Stückzahl. Wenn diese erreicht wird,wird das Programm angehalten und Meldung 7043SOLLSTÜCKZAHL ERREICHT ausgegeben.Danach kann das Programm erst wieder gestartetwerden, wenn der Stückzähler zurückgesetzt wirdoder eine höhere Stückzahl eingegeben wird.
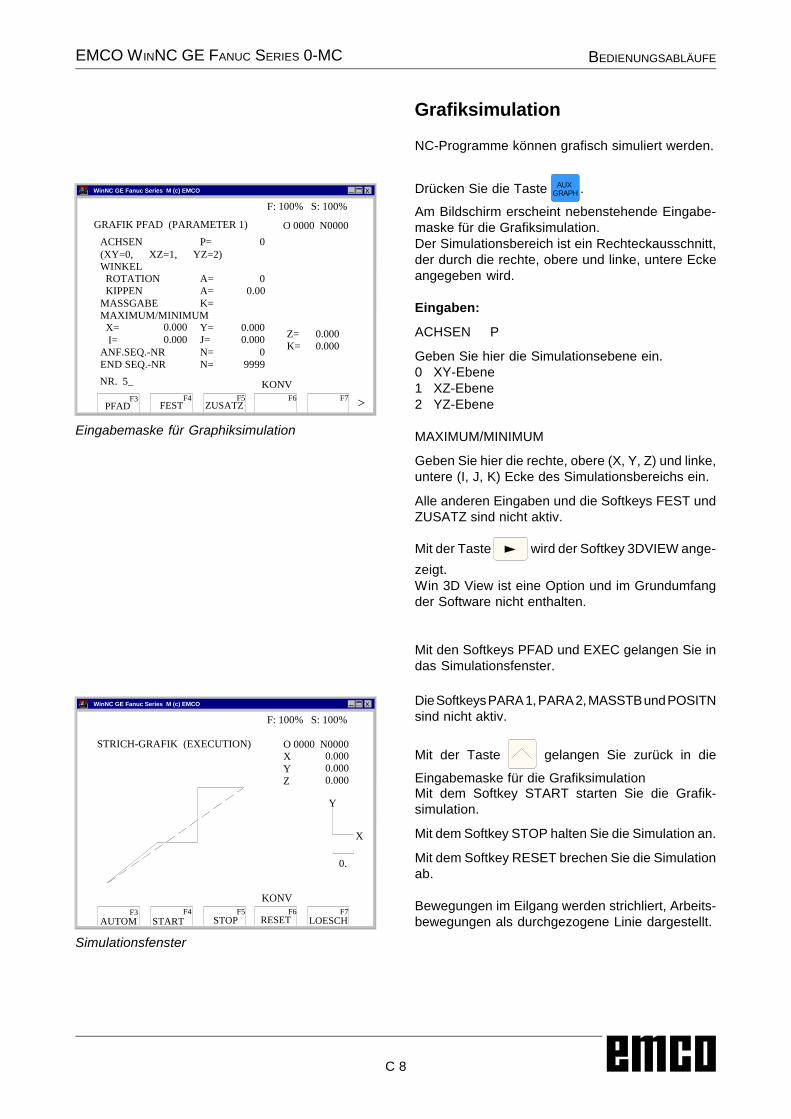
Am Bildschirm erscheint nebenstehende Eingabe-maske für die Grafiksimulation.Der Simulationsbereich ist ein Rechteckausschnitt,der durch die rechte, obere und linke, untere Eckeangegeben wird.
Eingaben:
ACHSEN P
Geben Sie hier die Simulationsebene ein.0 XY-Ebene1 XZ-Ebene2 YZ-Ebene
MAXIMUM/MINIMUM
Geben Sie hier die rechte, obere (X, Y, Z) und linke,untere (I, J, K) Ecke des Simulationsbereichs ein.
Alle anderen Eingaben und die Softkeys FEST undZUSATZ sind nicht aktiv.
Mit der Taste wird der Softkey 3DVIEW ange-
zeigt.Win 3D View ist eine Option und im Grundumfangder Software nicht enthalten.
Mit den Softkeys PFAD und EXEC gelangen Sie indas Simulationsfenster.
Eingabemaske für Graphiksimulation
Simulationsfenster
Die Softkeys PARA 1, PARA 2, MASSTB und POSITNsind nicht aktiv.
Mit dem Softkey START starten Sie die Grafik-simulation.
Mit dem Softkey STOP halten Sie die Simulation an.
Mit dem Softkey RESET brechen Sie die Simulationab.
Bewegungen im Eilgang werden strichliert, Arbeits-bewegungen als durchgezogene Linie dargestellt.
Es wird die NC-Programmierung für Arbeitsmaschi-nen nach DIN 66025 angewendet.Ein NC-Programm besteht aus einer Folge vonProgrammsätzen, die in der Steuerung gespeichertwerden.Bei der Bearbeitung von Werkstücken werden dieseSätze vom Rechner in der programmierten Reihen-folge gelesen und geprüft.Entsprechende Steuersignale werden an die Werk-zeugmaschine ausgegeben.
Ein Bearbeitungsprogramm besteht aus:• Programmnummer• NC-Sätzen• Wörter• Adressen• und Ziffernkombinationen (für Achsadressen ggf.
mit Vorzeichen)
Verwendete Adressen
C .......... FaseF .......... Vorschub, GewindesteigungG .......... WegfunktionH .......... Nummer der Korrekturwertadresse im Off-
set Register (GEOMT)I, J, K .... Kreisparameter, Maßstabsfaktor, K auch
Anzahl der Wiederholungen bei Zyklus,Spiegelachsen
M ......... Schaltfunktion, ZusatzfunktionN .......... Satznummer 1 bis 9999O .......... Programmnummer 1 bis 9499P .......... Verweilzeit, UnterprogrammaufrufQ .......... Schnittiefe oder Verschiebungswert im
ZyklusR .......... Radius, Rückzugsebene bei ZyklusS .......... SpindeldrehzahlT .......... WerkzeugaufrufX, Y, Z.. Positionsdaten (X auch Verweilzeit); ........... Satzende
Befehlsübersicht M-Funktionen
M00.......Programmierter HaltM01.......Programmierter Halt bedingtM02.......ProgrammendeM03.......Spindel EIN im UhrzeigersinnM04.......Spindel EIN im GegenuhrzeigersinnM051 ...........Spindel AUSM06.......WerkzeugwechselM07.......Minimalschmierung EINM08.......Kühlmittel EINM091 ...........Kühlmittel AUSM10.......Rundachse klemmenM11.......Rundachse Klemmung lösenM27.......Teilapparat schwenkenM30.......ProgrammendeM71.......Ausblasen EINM721 ...........Ausblasen AUSM98.......UnterprogrammaufrufM99.......Unterprogrammende
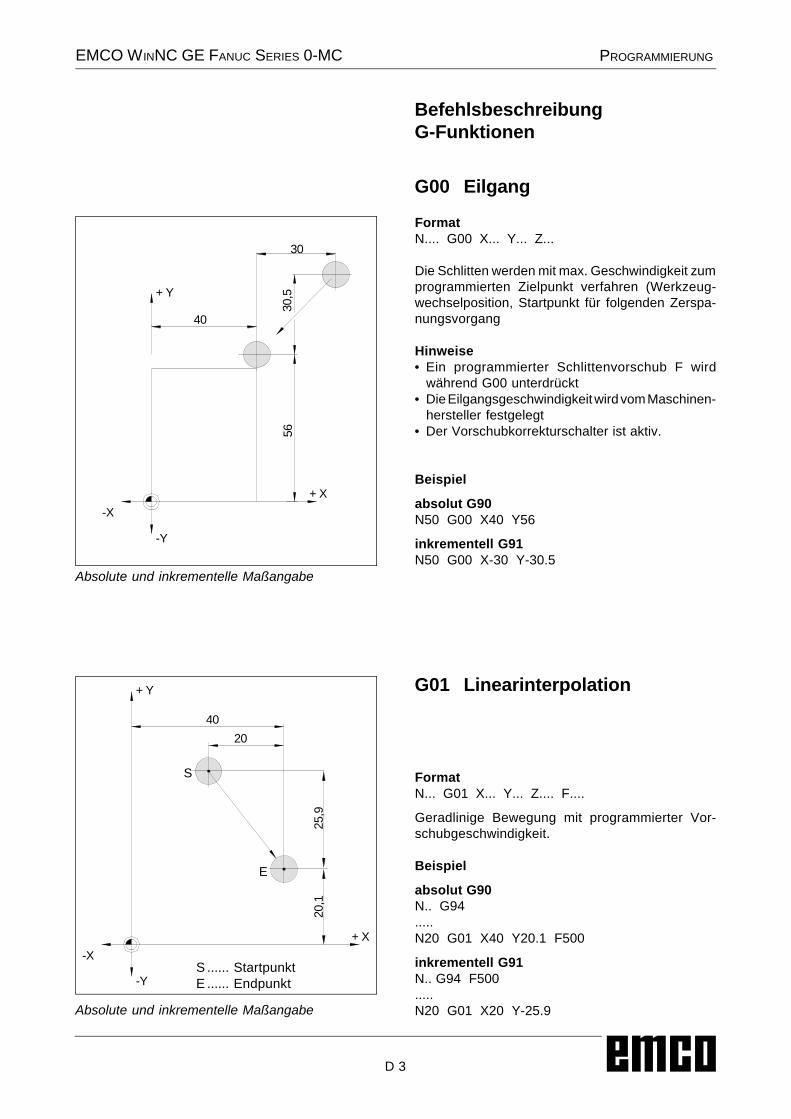
Die Schlitten werden mit max. Geschwindigkeit zumprogrammierten Zielpunkt verfahren (Werkzeug-wechselposition, Startpunkt für folgenden Zerspa-nungsvorgang
Hinweise• Ein programmierter Schlittenvorschub F wird
während G00 unterdrückt• Die Eilgangsgeschwindigkeit wird vom Maschinen-
hersteller festgelegt• Der Vorschubkorrekturschalter ist aktiv.
Beispiel
absolut G90N50 G00 X40 Y56
inkrementell G91N50 G00 X-30 Y-30.5
Absolute und inkrementelle Maßangabe
S ...... StartpunktE ...... Endpunkt
+X
-X
56
30
30,5
40
-Y
+Y
+X
-X
20,1
40
-Y
+Y
20
25,9
S
E
EMCO WINNC GE FANUC SERIES 0-MC
D 4
PROGRAMMIERUNG
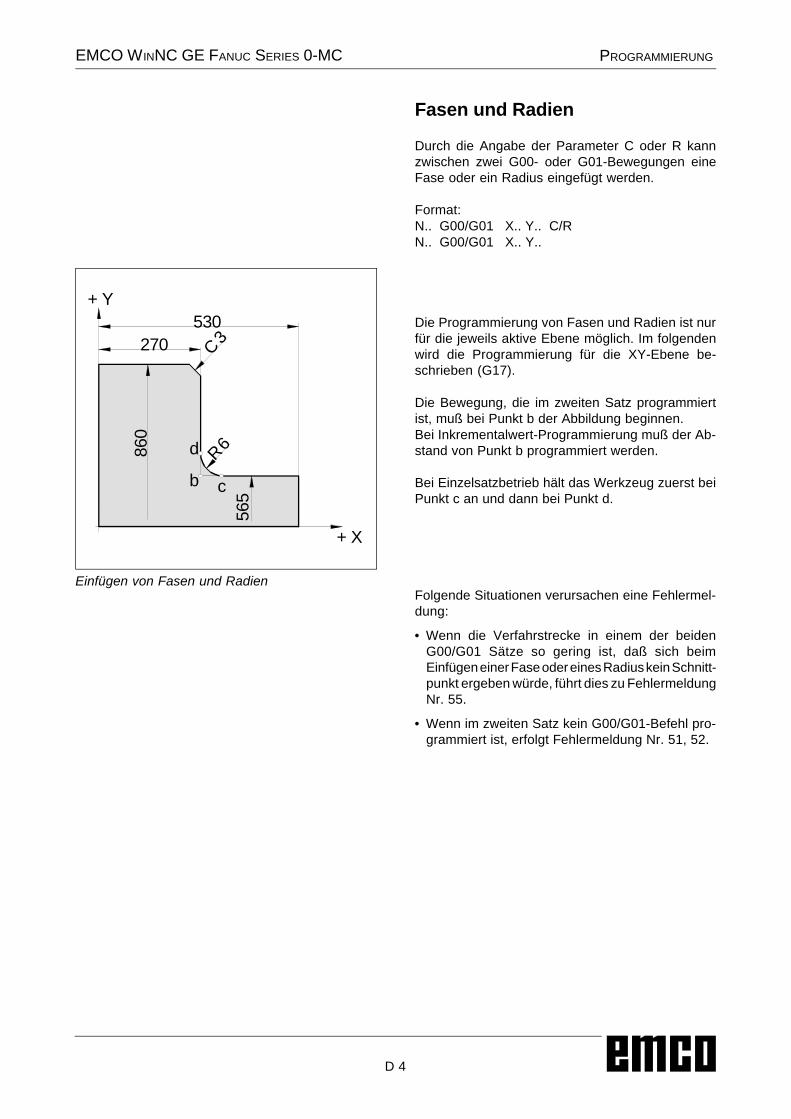
Fasen und Radien
Durch die Angabe der Parameter C oder R kannzwischen zwei G00- oder G01-Bewegungen eineFase oder ein Radius eingefügt werden.
Format:N.. G00/G01 X.. Y.. C/RN.. G00/G01 X.. Y..
Die Programmierung von Fasen und Radien ist nurfür die jeweils aktive Ebene möglich. Im folgendenwird die Programmierung für die XY-Ebene be-schrieben (G17).
Die Bewegung, die im zweiten Satz programmiertist, muß bei Punkt b der Abbildung beginnen.Bei Inkrementalwert-Programmierung muß der Ab-stand von Punkt b programmiert werden.
Bei Einzelsatzbetrieb hält das Werkzeug zuerst beiPunkt c an und dann bei Punkt d.
Folgende Situationen verursachen eine Fehlermel-dung:
• Wenn die Verfahrstrecke in einem der beidenG00/G01 Sätze so gering ist, daß sich beimEinfügen einer Fase oder eines Radius kein Schnitt-punkt ergeben würde, führt dies zu FehlermeldungNr. 55.
• Wenn im zweiten Satz kein G00/G01-Befehl pro-grammiert ist, erfolgt Fehlermeldung Nr. 51, 52.
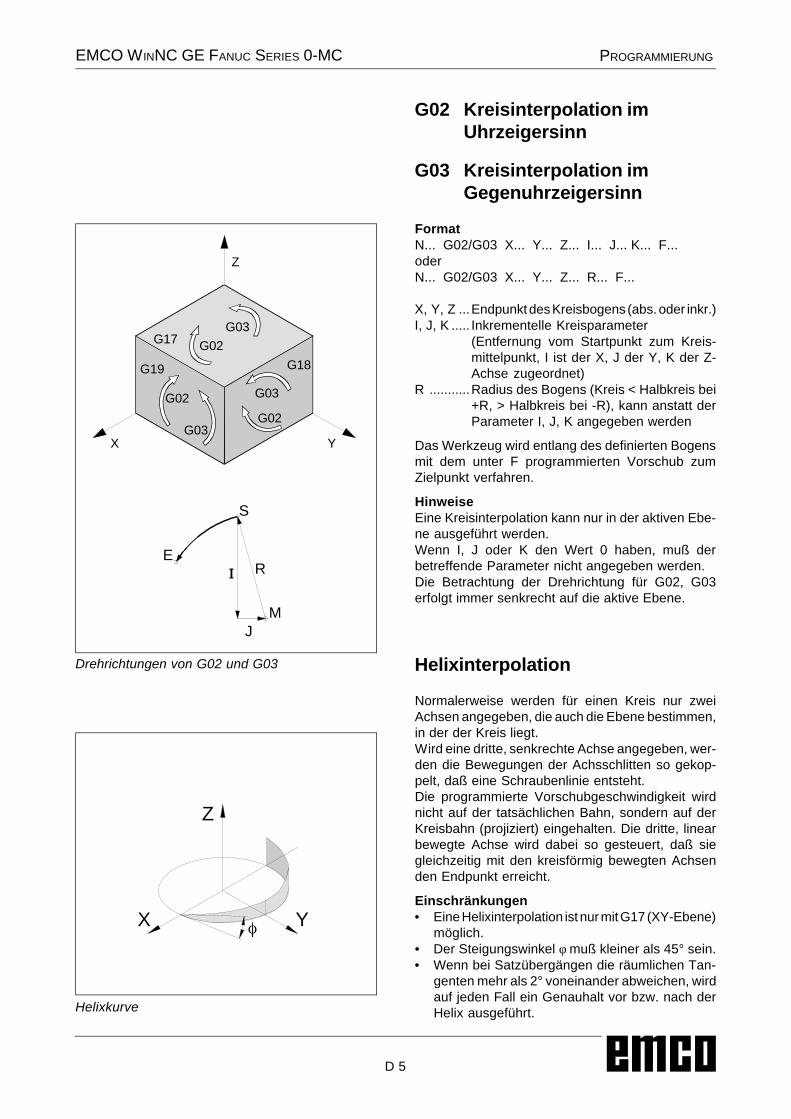
X, Y, Z ...Endpunkt des Kreisbogens (abs. oder inkr.)I, J, K ..... Inkrementelle Kreisparameter
(Entfernung vom Startpunkt zum Kreis-mittelpunkt, I ist der X, J der Y, K der Z-Achse zugeordnet)
R ...........Radius des Bogens (Kreis < Halbkreis bei+R, > Halbkreis bei -R), kann anstatt derParameter I, J, K angegeben werden
Das Werkzeug wird entlang des definierten Bogensmit dem unter F programmierten Vorschub zumZielpunkt verfahren.
HinweiseEine Kreisinterpolation kann nur in der aktiven Ebe-ne ausgeführt werden.Wenn I, J oder K den Wert 0 haben, muß derbetreffende Parameter nicht angegeben werden.Die Betrachtung der Drehrichtung für G02, G03erfolgt immer senkrecht auf die aktive Ebene.
Helixinterpolation
Normalerweise werden für einen Kreis nur zweiAchsen angegeben, die auch die Ebene bestimmen,in der der Kreis liegt.Wird eine dritte, senkrechte Achse angegeben, wer-den die Bewegungen der Achsschlitten so gekop-pelt, daß eine Schraubenlinie entsteht.Die programmierte Vorschubgeschwindigkeit wirdnicht auf der tatsächlichen Bahn, sondern auf derKreisbahn (projiziert) eingehalten. Die dritte, linearbewegte Achse wird dabei so gesteuert, daß siegleichzeitig mit den kreisförmig bewegten Achsenden Endpunkt erreicht.
Einschränkungen• Eine Helixinterpolation ist nur mit G17 (XY-Ebene)
möglich.• Der Steigungswinkel φ muß kleiner als 45° sein.• Wenn bei Satzübergängen die räumlichen Tan-
genten mehr als 2° voneinander abweichen, wirdauf jeden Fall ein Genauhalt vor bzw. nach derHelix ausgeführt.
Das Werkzeug wird für die unter X oder P definierteZeitspanne (in der zuletzt erreichten Position) ange-halten - scharfe Kanten - Übergänge, Fräsgrundsäubern, Genauhalt
Hinweise• Mit der Adresse P kann kein Dezimalpunkt verwen-
det werden• Die Verweilzeit beginnt, nachdem die Vorschubge-
schwindigkeit des vorhergehenden Satzes "NULL"erreicht hat.
• t max. = 2.000 sec, t min. = 0,1 sec• Eingabeauflösung 100 msec (0,1 sec)
Ein Satz wird erst dann abgearbeitet, wenn dieSchlitten auf Stillstand abgebremst sind.Dadurch werden die Ecken nicht verrundet undgenaue Übergänge erreicht.G09 ist satzweise wirksam.
EMCO WINNC GE FANUC SERIES 0-MC
D 7
PROGRAMMIERUNG
G10 Dateneinstellung
Mit dem Befehl G10 können Steuerungsdaten über-schrieben werden, Parameter programmiert wer-den, Werkzeugdaten geschrieben werden usw..In der Praxis wird mit G10 häufig der Werkstück-nullpunkt programmiert.
IP Werkstücknullpunkt- Verschiebung fürdie einzelnen Achsen. Bei der Programmierung wird IP durch die Achs-buchstaben (X,Y,Z) ersetzt.
Werkzeugkompensation
FormatN... G10 L11 P...R...;
P Nummer der WerkzeugkompensationR Werkzeug- Kompensationswert im Absolut
befehls- Modus (G90).Bei der Inkrementalwertprogrammierung (G91) wirdder Werkzeugkompensationswert zum bestehen-den Wert addiert.
Hinweis:Aus Gründen der Kompatibilität mit älteren CNC-Programmen gestattet das System die Eingabevon L1 statt L11.
EMCO WINNC GE FANUC SERIES 0-MC
D 8
PROGRAMMIERUNG
G15 Ende Polarkoordinaten-interpolation
G16 Beginn Polarkoordinaten-interpolation
FormatN... G15/G16
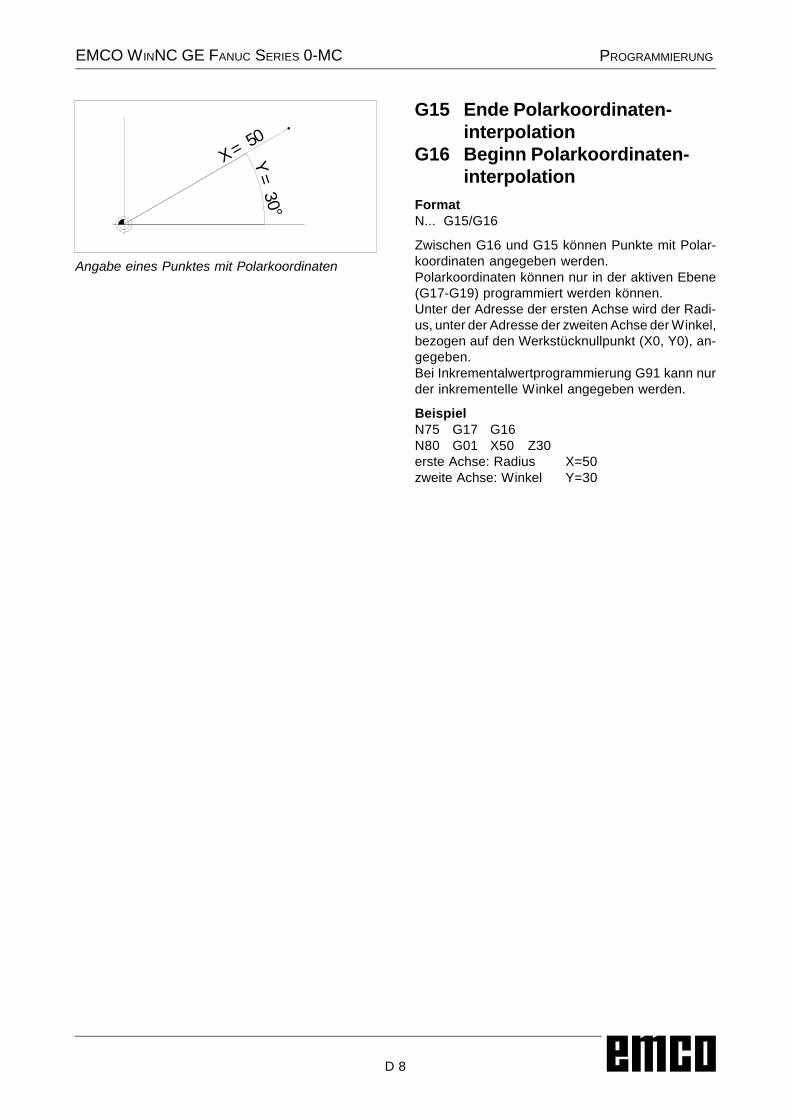
Zwischen G16 und G15 können Punkte mit Polar-koordinaten angegeben werden.Polarkoordinaten können nur in der aktiven Ebene(G17-G19) programmiert werden können.Unter der Adresse der ersten Achse wird der Radi-us, unter der Adresse der zweiten Achse der Winkel,bezogen auf den Werkstücknullpunkt (X0, Y0), an-gegeben.Bei Inkrementalwertprogrammierung G91 kann nurder inkrementelle Winkel angegeben werden.
Durch die Programmierung von G20 werden diefolgenden Angaben ins zöllige Meßsystem umge-wandelt:• Vorschub F [mm/min, Zoll/min, mm/U, Zoll/U]• Offset-Werte (NPV, Geometrie und Verschleiß)
[mm, Zoll]• Verfahrwege [mm, Zoll]• Anzeige der aktuellen Position [mm, Zoll]• Schnittgeschwindigkeit [m/min, Fuß/min]
Hinweise• G20 soll aufgrund der Übersichtlichkeit im ersten
Programmsatz definiert werden• Das zuletzt aktive Maßsystem wird beibehalten -
auch bei Hauptschalter AUS-EIN• Um ins ursprüngliche Maßsystem zurückzukehren
verwenden Sie am Besten den MDI-Mode (z.B.MDI G20 NC-Start)
G21 Maßangaben in Millimeter
FormatN... G21
Kommentar und Hinweise analog zu G20!
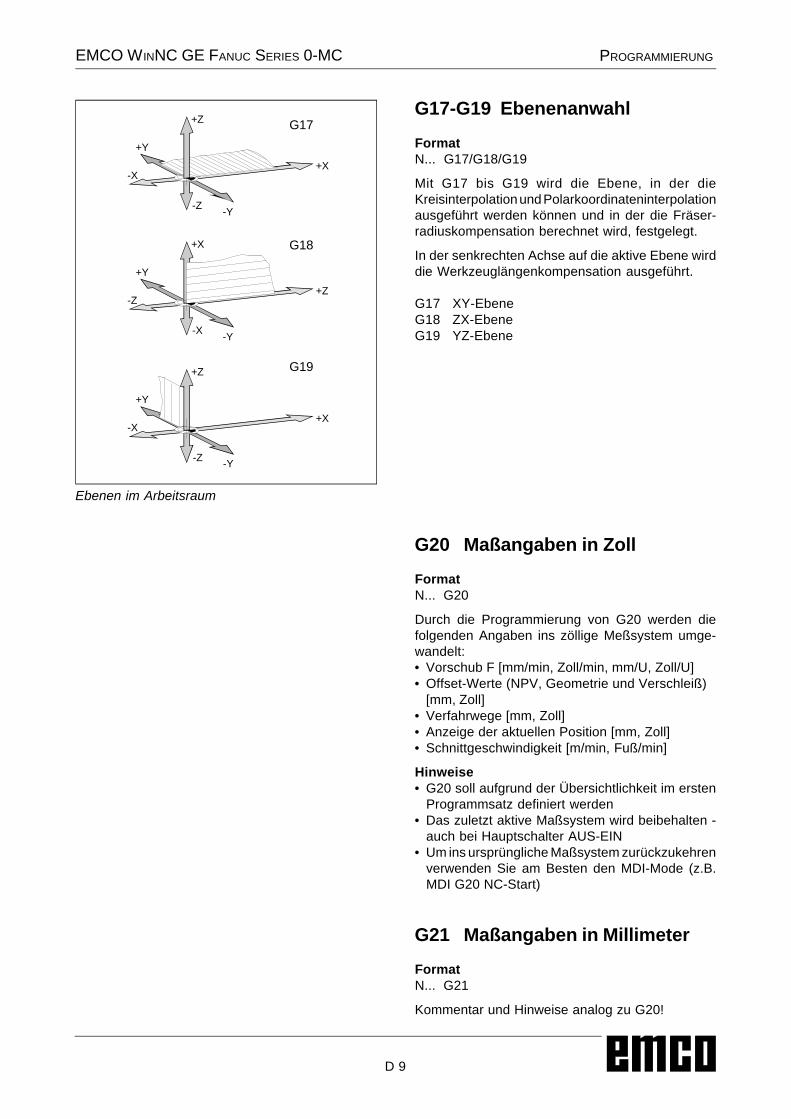
G17-G19 Ebenenanwahl
FormatN... G17/G18/G19
Mit G17 bis G19 wird die Ebene, in der dieKreisinterpolation und Polarkoordinateninterpolationausgeführt werden können und in der die Fräser-radiuskompensation berechnet wird, festgelegt.
In der senkrechten Achse auf die aktive Ebene wirddie Werkzeuglängenkompensation ausgeführt.
G17 XY-EbeneG18 ZX-EbeneG19 YZ-Ebene
Ebenen im Arbeitsraum
+Z
+Y
+X
-Z
-X-Y
+X
+Y
+Z
-X
-Z-Y
+X
+Y
+Z
-X
-Z -Y
G17
G18
G19
EMCO WINNC GE FANUC SERIES 0-MC
D 10
PROGRAMMIERUNG
G28 Referenzpunkt anfahren
FormatN... G28 X... Y... Z...
X, Y, Z Koordinaten der Zwischenposition
Die G28-Anweisung wird benutzt um über eineZwischenposition (X, Y, Z) den Referenzpunkt anzu-fahren.Zuerst erfolgt der Rückzug auf X, Y bzw. Z, anschlie-ßend wird der Referenzpunkt angefahren. BeideBewegungsabläufe erfolgen mit G00!
Verschiebung G92 wird gelöscht.
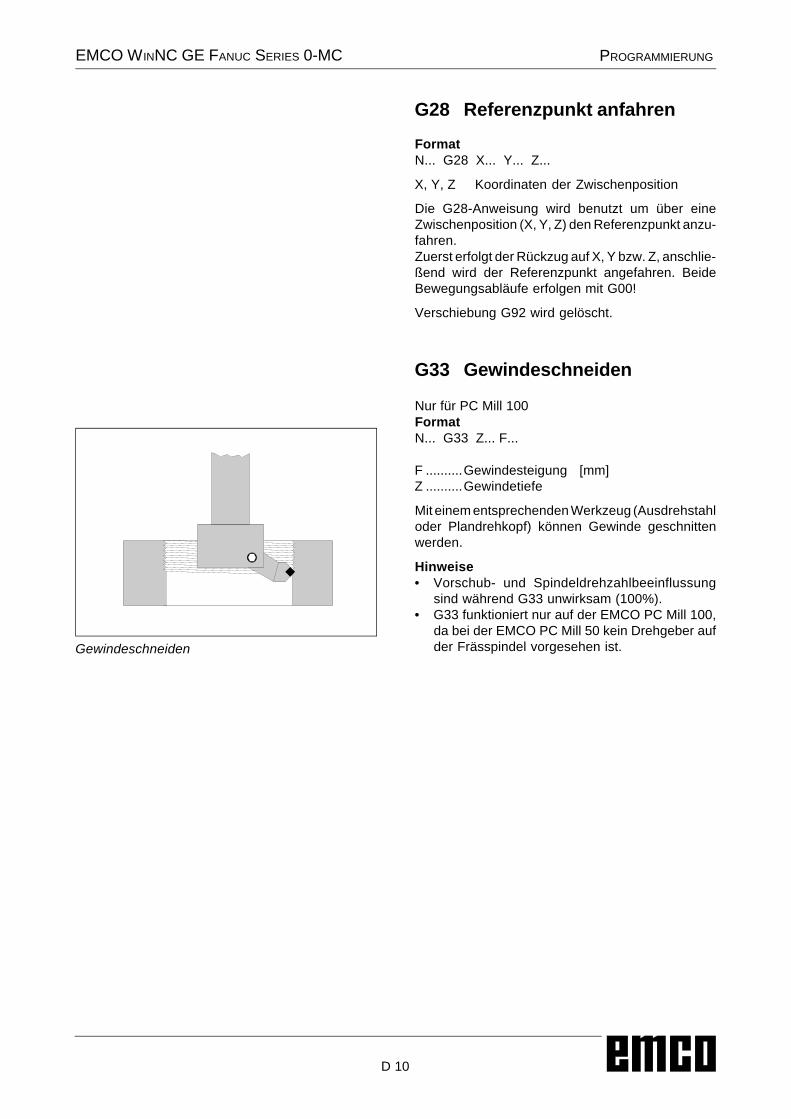
G33 Gewindeschneiden
Nur für PC Mill 100FormatN... G33 Z... F...
F ..........Gewindesteigung [mm]Z ..........Gewindetiefe
Mit einem entsprechenden Werkzeug (Ausdrehstahloder Plandrehkopf) können Gewinde geschnittenwerden.
Hinweise• Vorschub- und Spindeldrehzahlbeeinflussung
sind während G33 unwirksam (100%).• G33 funktioniert nur auf der EMCO PC Mill 100,
da bei der EMCO PC Mill 50 kein Drehgeber aufder Frässpindel vorgesehen ist.Gewindeschneiden
EMCO WINNC GE FANUC SERIES 0-MC
D 11
PROGRAMMIERUNG
Definition G42 Fräaserradiuskompensation rechts
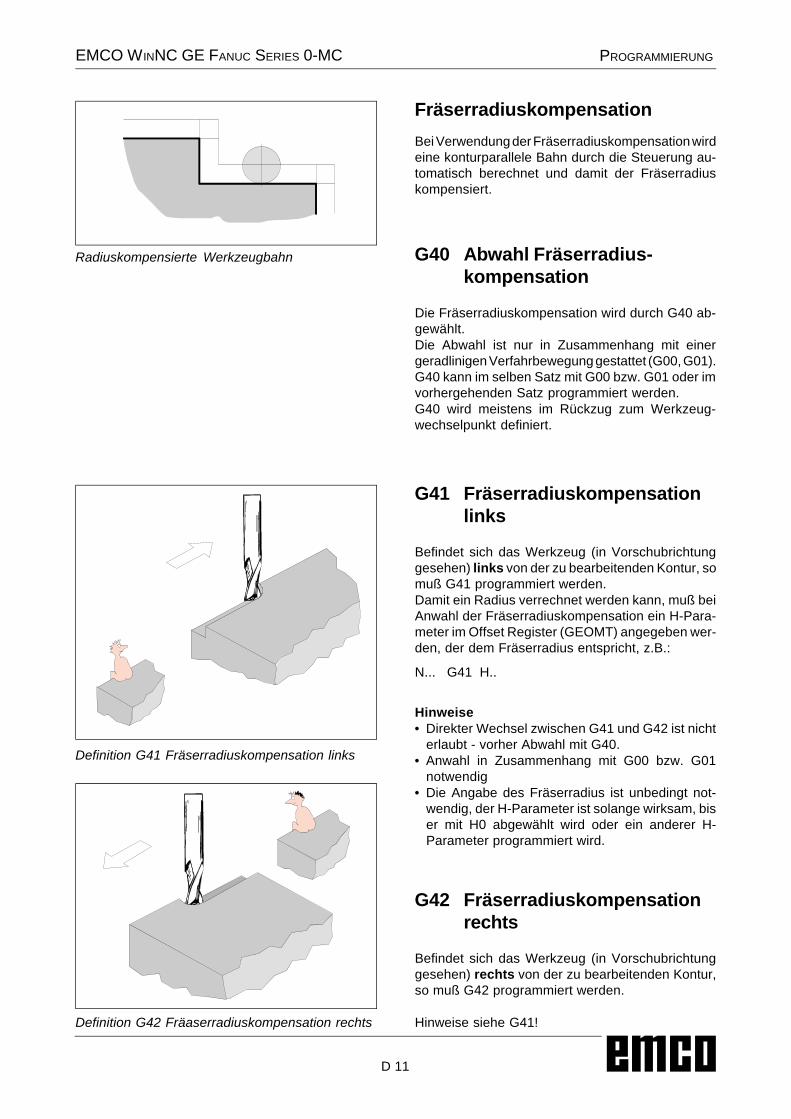
G42 Fräserradiuskompensationrechts
Befindet sich das Werkzeug (in Vorschubrichtunggesehen) rechts von der zu bearbeitenden Kontur,so muß G42 programmiert werden.
Hinweise siehe G41!
Definition G41 Fräserradiuskompensation links
G41 Fräserradiuskompensationlinks
Befindet sich das Werkzeug (in Vorschubrichtunggesehen) links von der zu bearbeitenden Kontur, somuß G41 programmiert werden.Damit ein Radius verrechnet werden kann, muß beiAnwahl der Fräserradiuskompensation ein H-Para-meter im Offset Register (GEOMT) angegeben wer-den, der dem Fräserradius entspricht, z.B.:
N... G41 H..
Hinweise• Direkter Wechsel zwischen G41 und G42 ist nicht
erlaubt - vorher Abwahl mit G40.• Anwahl in Zusammenhang mit G00 bzw. G01
notwendig• Die Angabe des Fräserradius ist unbedingt not-
wendig, der H-Parameter ist solange wirksam, biser mit H0 abgewählt wird oder ein anderer H-Parameter programmiert wird.
G40 Abwahl Fräserradius-kompensation
Die Fräserradiuskompensation wird durch G40 ab-gewählt.Die Abwahl ist nur in Zusammenhang mit einergeradlinigen Verfahrbewegung gestattet (G00, G01).G40 kann im selben Satz mit G00 bzw. G01 oder imvorhergehenden Satz programmiert werden.G40 wird meistens im Rückzug zum Werkzeug-wechselpunkt definiert.
Fräserradiuskompensation
Bei Verwendung der Fräserradiuskompensation wirdeine konturparallele Bahn durch die Steuerung au-tomatisch berechnet und damit der Fräserradiuskompensiert.
Radiuskompensierte Werkzeugbahn
EMCO WINNC GE FANUC SERIES 0-MC
D 12
PROGRAMMIERUNG
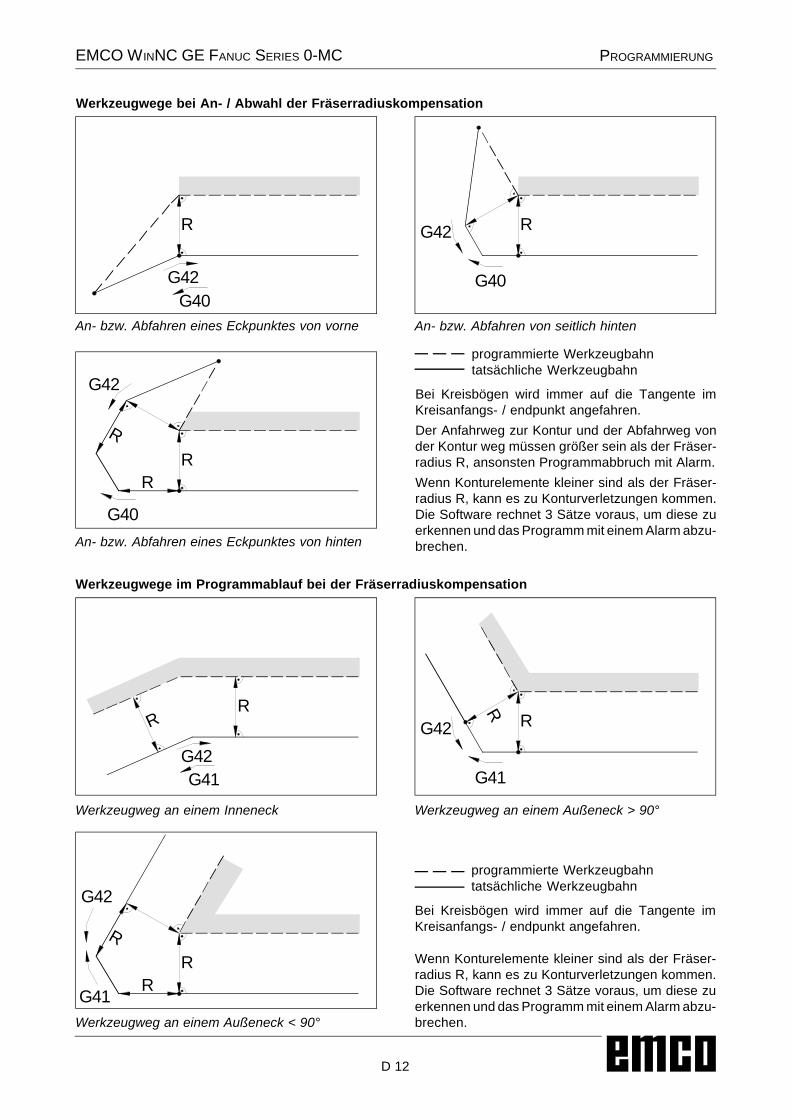
Werkzeugwege bei An- / Abwahl der Fräserradiuskompensation
Werkzeugwege im Programmablauf bei der Fräserradiuskompensation
Bei Kreisbögen wird immer auf die Tangente imKreisanfangs- / endpunkt angefahren.
Wenn Konturelemente kleiner sind als der Fräser-radius R, kann es zu Konturverletzungen kommen.Die Software rechnet 3 Sätze voraus, um diese zuerkennen und das Programm mit einem Alarm abzu-brechen.
An- bzw. Abfahren eines Eckpunktes von vorne An- bzw. Abfahren von seitlich hinten
Bei Kreisbögen wird immer auf die Tangente imKreisanfangs- / endpunkt angefahren.
Der Anfahrweg zur Kontur und der Abfahrweg vonder Kontur weg müssen größer sein als der Fräser-radius R, ansonsten Programmabbruch mit Alarm.
Wenn Konturelemente kleiner sind als der Fräser-radius R, kann es zu Konturverletzungen kommen.Die Software rechnet 3 Sätze voraus, um diese zuerkennen und das Programm mit einem Alarm abzu-brechen.An- bzw. Abfahren eines Eckpunktes von hinten
Werkzeugweg an einem Inneneck Werkzeugweg an einem Außeneck > 90°
Werkzeugweg an einem Außeneck < 90°
R
G40G42
RG42
G40
R
G42
G40
R
R
R
G42
RG42
G41
R
G42
G41R
R
R
G41
R
EMCO WINNC GE FANUC SERIES 0-MC
D 13
PROGRAMMIERUNG
G43 Werkzeuglängen-kompensation positiv
G44 Werkzeuglängen-kompensation negativ
FormatN... G43/G44 H..
Mit G43 bzw. G44 kann ein Wert aus dem OffsetRegister (GEOMT) aufgerufen werden und alsWerkzeuglänge addiert bzw. subtrahiert werden. Zuallen folgenden Z-Bewegungen (bei aktiver XY-Ebe-ne - G17) im Programm wird dieser Wert addiertbzw. subtrahiert.
BeispielN... G43 H05Der Wert, der unter H05 im Register eingetragen ist,wird als Werkzeuglänge zu allen folgenden Z-Bewe-gungen addiert.
G49 AbwahlWerkzeuglängenkompensation
Die positive (G43) bzw. negative (G44) Verschie-bung wird aufgehoben.
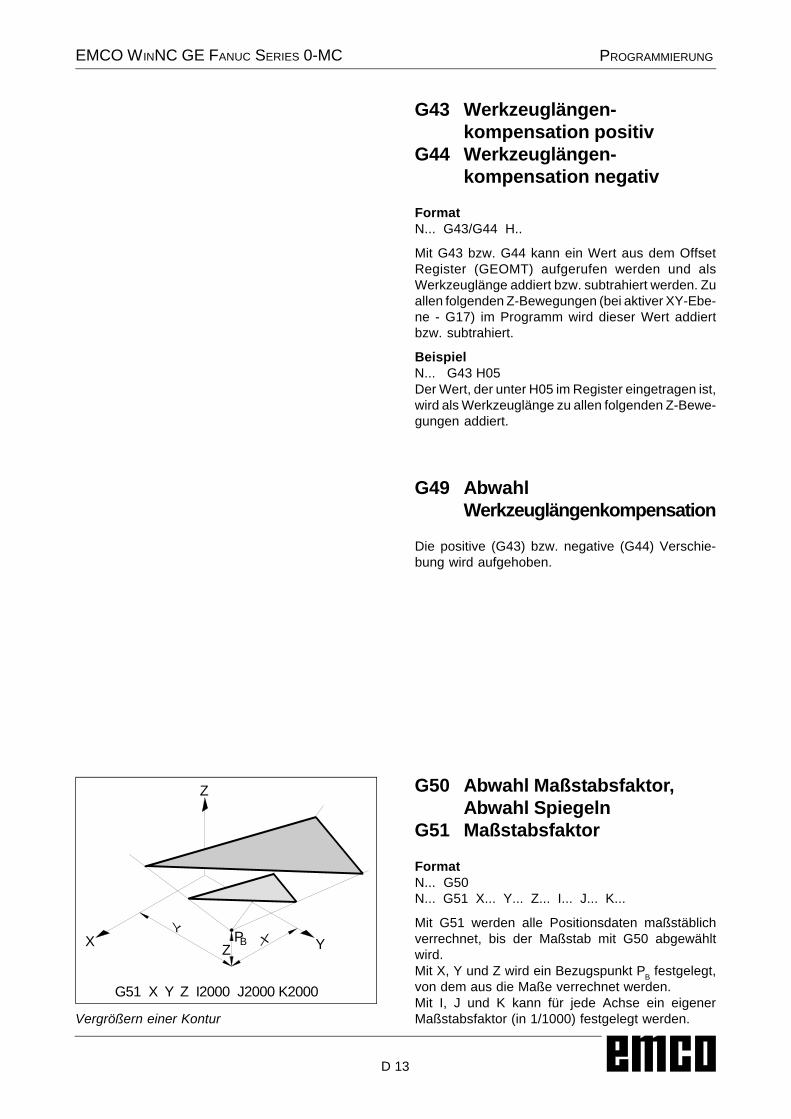
Mit G51 werden alle Positionsdaten maßstäblichverrechnet, bis der Maßstab mit G50 abgewähltwird.Mit X, Y und Z wird ein Bezugspunkt PB festgelegt,von dem aus die Maße verrechnet werden.Mit I, J und K kann für jede Achse ein eigenerMaßstabsfaktor (in 1/1000) festgelegt werden.Vergrößern einer Kontur
ZPB
G51 X Y Z I2000 J2000 K2000
X Y
Z
EMCO WINNC GE FANUC SERIES 0-MC
D 14
PROGRAMMIERUNG
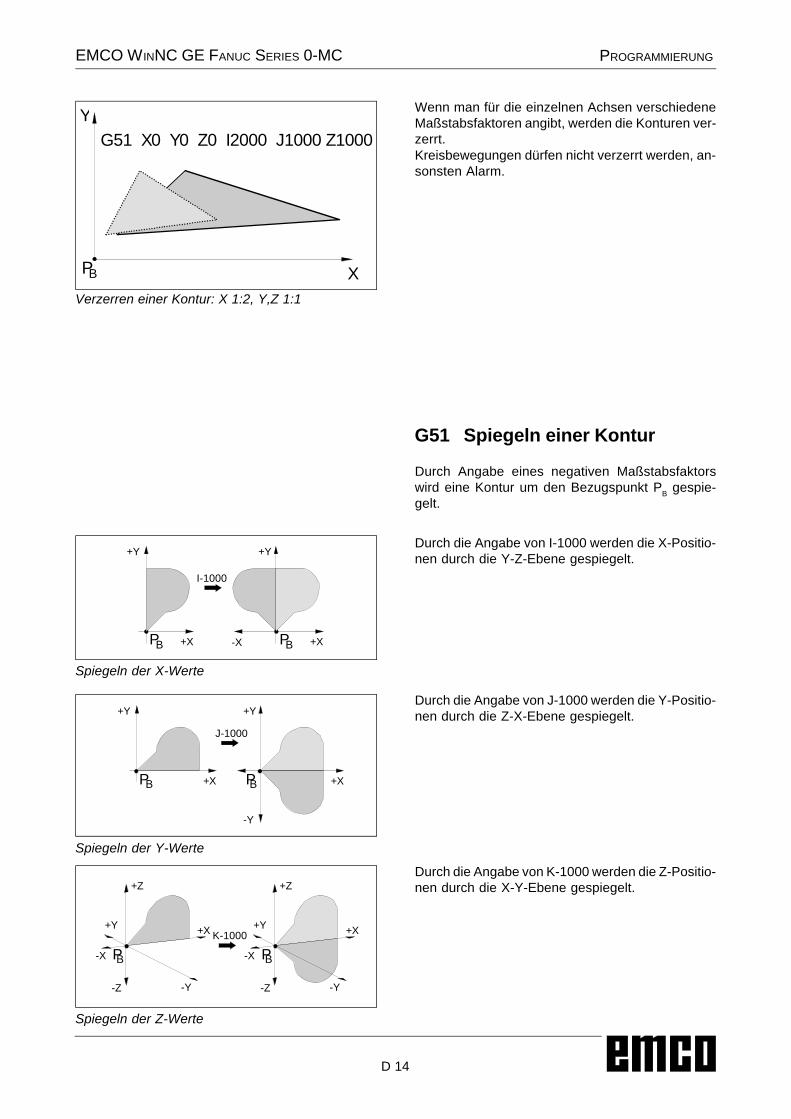
Verzerren einer Kontur: X 1:2, Y,Z 1:1
Wenn man für die einzelnen Achsen verschiedeneMaßstabsfaktoren angibt, werden die Konturen ver-zerrt.Kreisbewegungen dürfen nicht verzerrt werden, an-sonsten Alarm.
Durch die Angabe von J-1000 werden die Y-Positio-nen durch die Z-X-Ebene gespiegelt.
Durch die Angabe von K-1000 werden die Z-Positio-nen durch die X-Y-Ebene gespiegelt.
G51 Spiegeln einer Kontur
Durch Angabe eines negativen Maßstabsfaktorswird eine Kontur um den Bezugspunkt PB gespie-gelt.
Spiegeln der X-Werte
Spiegeln der Y-Werte
Spiegeln der Z-Werte
Durch die Angabe von I-1000 werden die X-Positio-nen durch die Y-Z-Ebene gespiegelt.
PB
Y
X
G51 X0 Y0 Z0 I2000 J1000 Z1000
+X
+Y
+X
+Y
-X
I-1000
PBPB
+X
+Y
+X
+Y
J-1000
-Y
PB PB
PB
+X+Y
+Z
-X
-Y-Z
K-1000+X+Y
+Z
-X
-Y-Z
PB
EMCO WINNC GE FANUC SERIES 0-MC
D 15
PROGRAMMIERUNG
G52 Lokales Koordinatensystem
FormatN... G52 X... Y... Z...
Mit G52 kann der momentan gültige Koordinaten-ursprung um die Werte X, Y, Z verschoben werden.Dadurch kann man ein Unter-Koordinatensystemzum bestehenden Koordinatensystem schaffen.
G52 wirkt satzweise, die damit programmierte Ver-schiebung bleibt erhalten, bis eine andere Verschie-bung aufgerufen wird.
G53 Maschinen-koordinatensystem
FormatN... G53
Der Maschinennullpunkt wird vom Maschinenher-steller festgelegt (EMCO Fräsmaschinen: an linkervorderer Maschinentischkante).
Gewisse Arbeitsschritte (Werkzeugwechsel, Meßpo-sition ...) werden immer an der selben Stelle imArbeitsraum ausgeführt.
Mit G53 wird die Nullpunktverschiebung für einenProgrammsatz außer Kraft gesetzt und die Koordi-natenangaben beziehen sich auf den Maschinen-nullpunkt.
G54-G59 Nullpunktverschiebung 1-6
Sechs Positionen im Arbeitsraum können als Null-punkte vorbestimmt werden (z.B. Punkte auf fixmontierten Spannmitteln). Diese Nullpunktverschie-bungen werden mit G54 - G59 aufgerufen.
Siehe Kapitel B Grundlagen - Eingabe der Nullpunkt-verschiebung.
EMCO WINNC GE FANUC SERIES 0-MC
D 16
PROGRAMMIERUNG
Genauhalt aktiv Genauhalt nicht aktiv
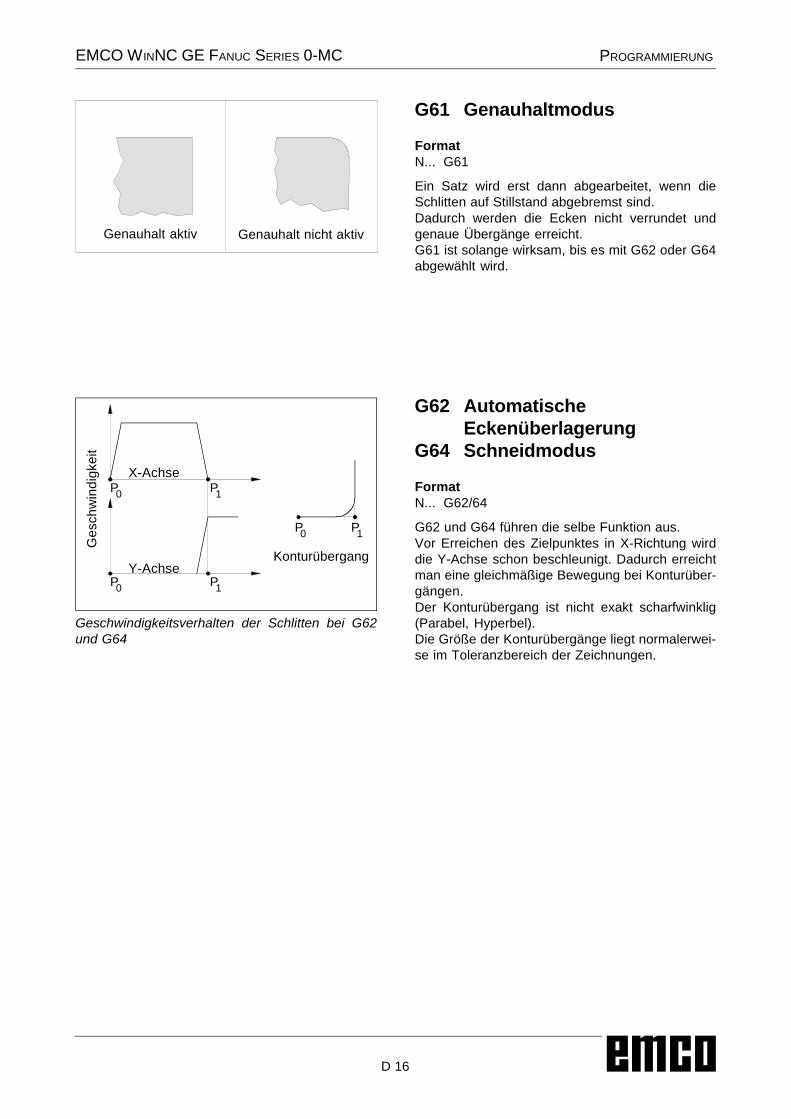
G61 Genauhaltmodus
FormatN... G61
Ein Satz wird erst dann abgearbeitet, wenn dieSchlitten auf Stillstand abgebremst sind.Dadurch werden die Ecken nicht verrundet undgenaue Übergänge erreicht.G61 ist solange wirksam, bis es mit G62 oder G64abgewählt wird.
Ges
chw
indi
gkei
t
Geschwindigkeitsverhalten der Schlitten bei G62und G64
Konturübergang
X-Achse
Y-Achse
G62 AutomatischeEckenüberlagerung
G64 Schneidmodus
FormatN... G62/64
G62 und G64 führen die selbe Funktion aus.Vor Erreichen des Zielpunktes in X-Richtung wirddie Y-Achse schon beschleunigt. Dadurch erreichtman eine gleichmäßige Bewegung bei Konturüber-gängen.Der Konturübergang ist nicht exakt scharfwinklig(Parabel, Hyperbel).Die Größe der Konturübergänge liegt normalerwei-se im Toleranzbereich der Zeichnungen.
P P0 1
P P0 1
P P0 1
EMCO WINNC GE FANUC SERIES 0-MC
D 17
PROGRAMMIERUNG
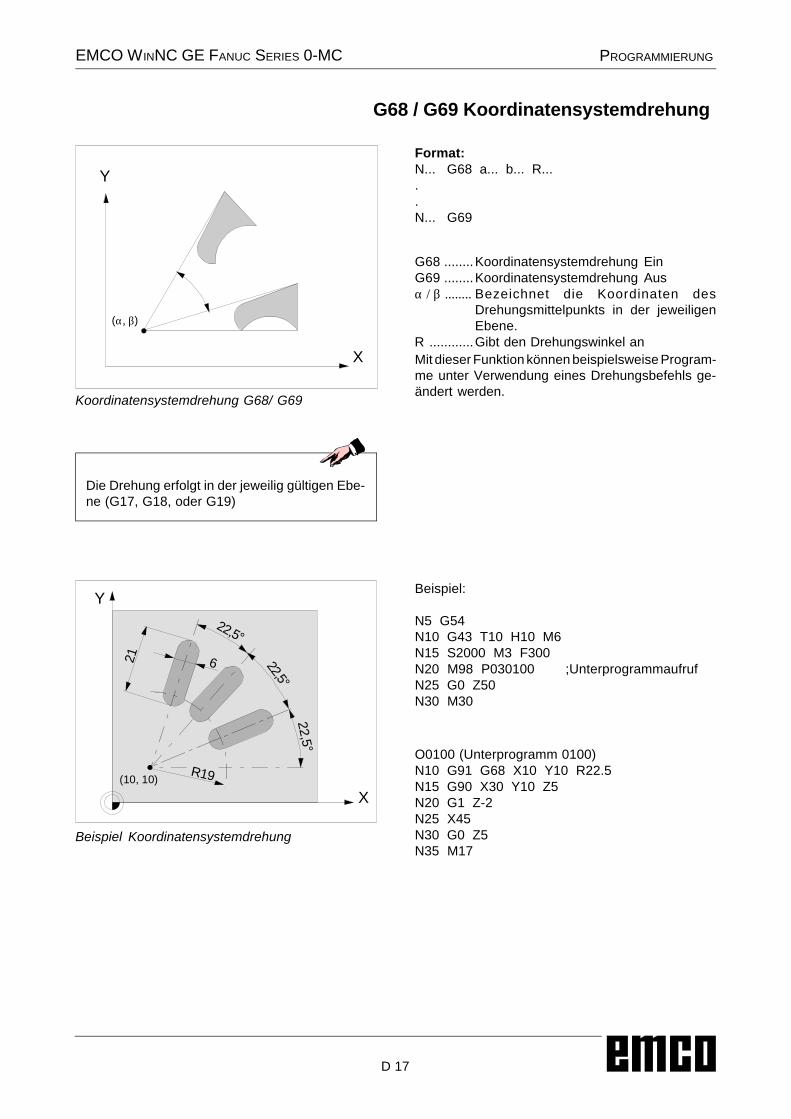
G68 / G69 Koordinatensystemdrehung
Y
X
(α, β)
Format:N... G68 a... b... R.....N... G69
G68 ........Koordinatensystemdrehung EinG69 ........Koordinatensystemdrehung Ausα / β ........ Bezeichnet die Koordinaten des
Drehungsmittelpunkts in der jeweiligenEbene.
R ............Gibt den Drehungswinkel anMit dieser Funktion können beispielsweise Program-me unter Verwendung eines Drehungsbefehls ge-ändert werden.
Die Drehung erfolgt in der jeweilig gültigen Ebe-ne (G17, G18, oder G19)
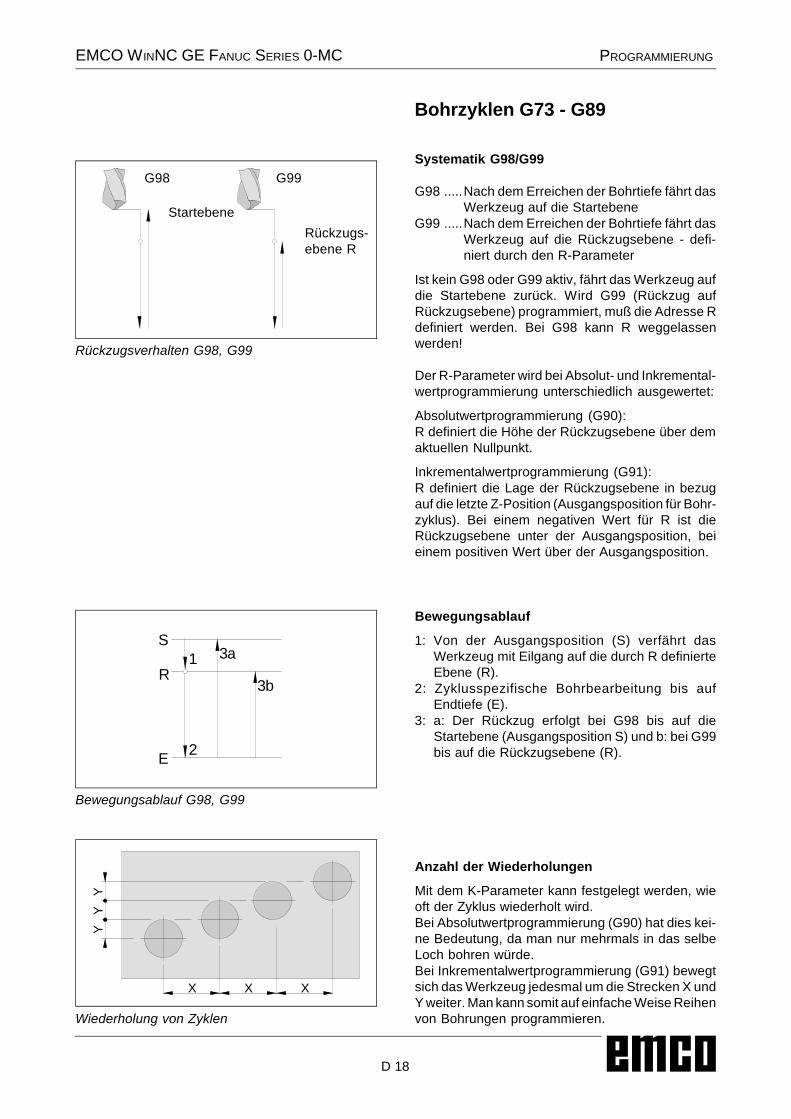
G98 .....Nach dem Erreichen der Bohrtiefe fährt dasWerkzeug auf die Startebene
G99 .....Nach dem Erreichen der Bohrtiefe fährt dasWerkzeug auf die Rückzugsebene - defi-niert durch den R-Parameter
Ist kein G98 oder G99 aktiv, fährt das Werkzeug aufdie Startebene zurück. Wird G99 (Rückzug aufRückzugsebene) programmiert, muß die Adresse Rdefiniert werden. Bei G98 kann R weggelassenwerden!
Der R-Parameter wird bei Absolut- und Inkremental-wertprogrammierung unterschiedlich ausgewertet:
Absolutwertprogrammierung (G90):R definiert die Höhe der Rückzugsebene über demaktuellen Nullpunkt.
Inkrementalwertprogrammierung (G91):R definiert die Lage der Rückzugsebene in bezugauf die letzte Z-Position (Ausgangsposition für Bohr-zyklus). Bei einem negativen Wert für R ist dieRückzugsebene unter der Ausgangsposition, beieinem positiven Wert über der Ausgangsposition.
Bewegungsablauf
1: Von der Ausgangsposition (S) verfährt dasWerkzeug mit Eilgang auf die durch R definierteEbene (R).
2: Zyklusspezifische Bohrbearbeitung bis aufEndtiefe (E).
3: a: Der Rückzug erfolgt bei G98 bis auf dieStartebene (Ausgangsposition S) und b: bei G99bis auf die Rückzugsebene (R).
Wiederholung von Zyklen
Anzahl der Wiederholungen
Mit dem K-Parameter kann festgelegt werden, wieoft der Zyklus wiederholt wird.Bei Absolutwertprogrammierung (G90) hat dies kei-ne Bedeutung, da man nur mehrmals in das selbeLoch bohren würde.Bei Inkrementalwertprogrammierung (G91) bewegtsich das Werkzeug jedesmal um die Strecken X undY weiter. Man kann somit auf einfache Weise Reihenvon Bohrungen programmieren.
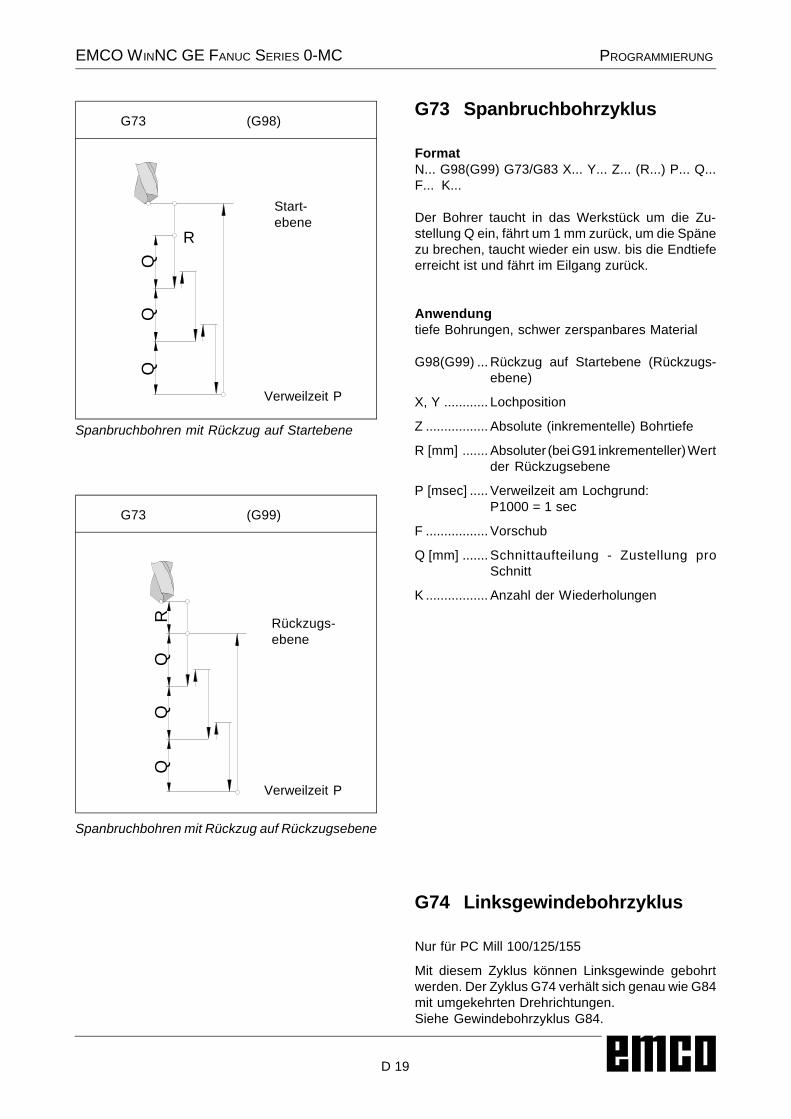
Der Bohrer taucht in das Werkstück um die Zu-stellung Q ein, fährt um 1 mm zurück, um die Spänezu brechen, taucht wieder ein usw. bis die Endtiefeerreicht ist und fährt im Eilgang zurück.
Anwendungtiefe Bohrungen, schwer zerspanbares Material
G98(G99) ... Rückzug auf Startebene (Rückzugs-ebene)
X, Y ............ Lochposition
Z ................. Absolute (inkrementelle) Bohrtiefe
R [mm] ....... Absoluter (bei G91 inkrementeller) Wertder Rückzugsebene
P [msec] ..... Verweilzeit am Lochgrund:P1000 = 1 sec
Mit diesem Zyklus können Linksgewinde gebohrtwerden. Der Zyklus G74 verhält sich genau wie G84mit umgekehrten Drehrichtungen.Siehe Gewindebohrzyklus G84.
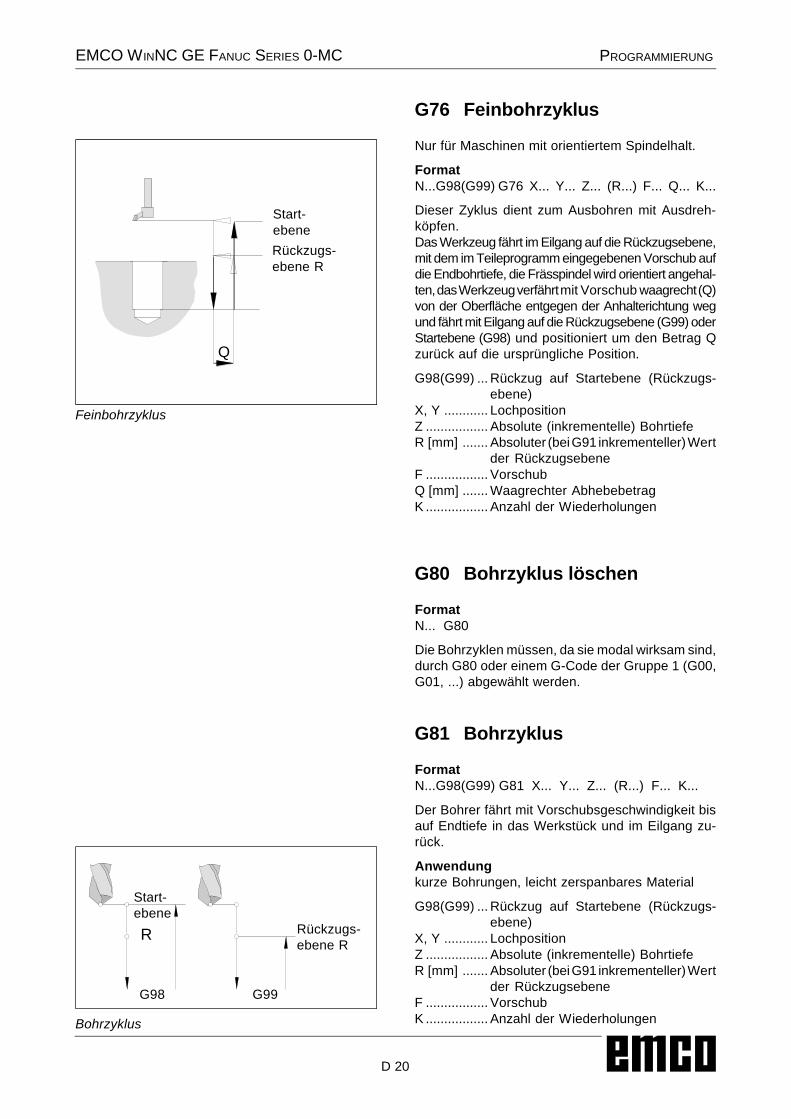
Dieser Zyklus dient zum Ausbohren mit Ausdreh-köpfen.Das Werkzeug fährt im Eilgang auf die Rückzugsebene,mit dem im Teileprogramm eingegebenen Vorschub aufdie Endbohrtiefe, die Frässpindel wird orientiert angehal-ten, das Werkzeug verfährt mit Vorschub waagrecht (Q)von der Oberfläche entgegen der Anhalterichtung wegund fährt mit Eilgang auf die Rückzugsebene (G99) oderStartebene (G98) und positioniert um den Betrag Qzurück auf die ursprüngliche Position.
G98(G99) ... Rückzug auf Startebene (Rückzugs-ebene)
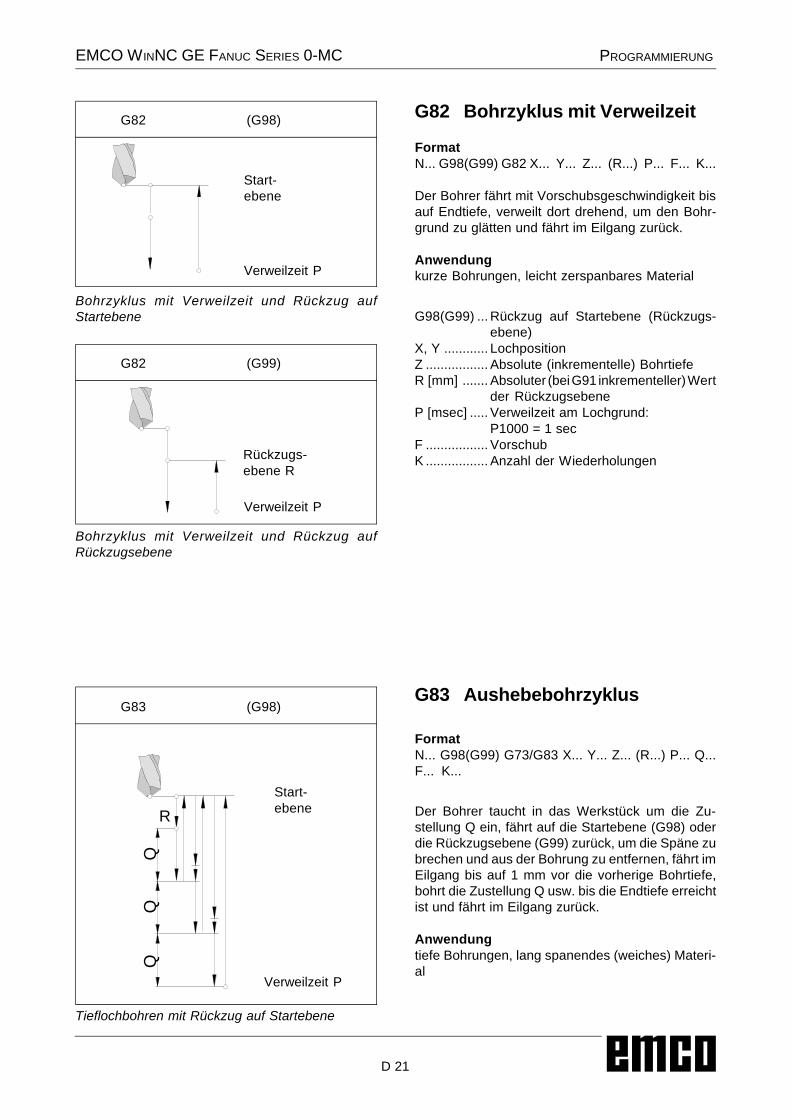
Der Bohrer taucht in das Werkstück um die Zu-stellung Q ein, fährt auf die Startebene (G98) oderdie Rückzugsebene (G99) zurück, um die Späne zubrechen und aus der Bohrung zu entfernen, fährt imEilgang bis auf 1 mm vor die vorherige Bohrtiefe,bohrt die Zustellung Q usw. bis die Endtiefe erreichtist und fährt im Eilgang zurück.
Anwendungtiefe Bohrungen, lang spanendes (weiches) Materi-al
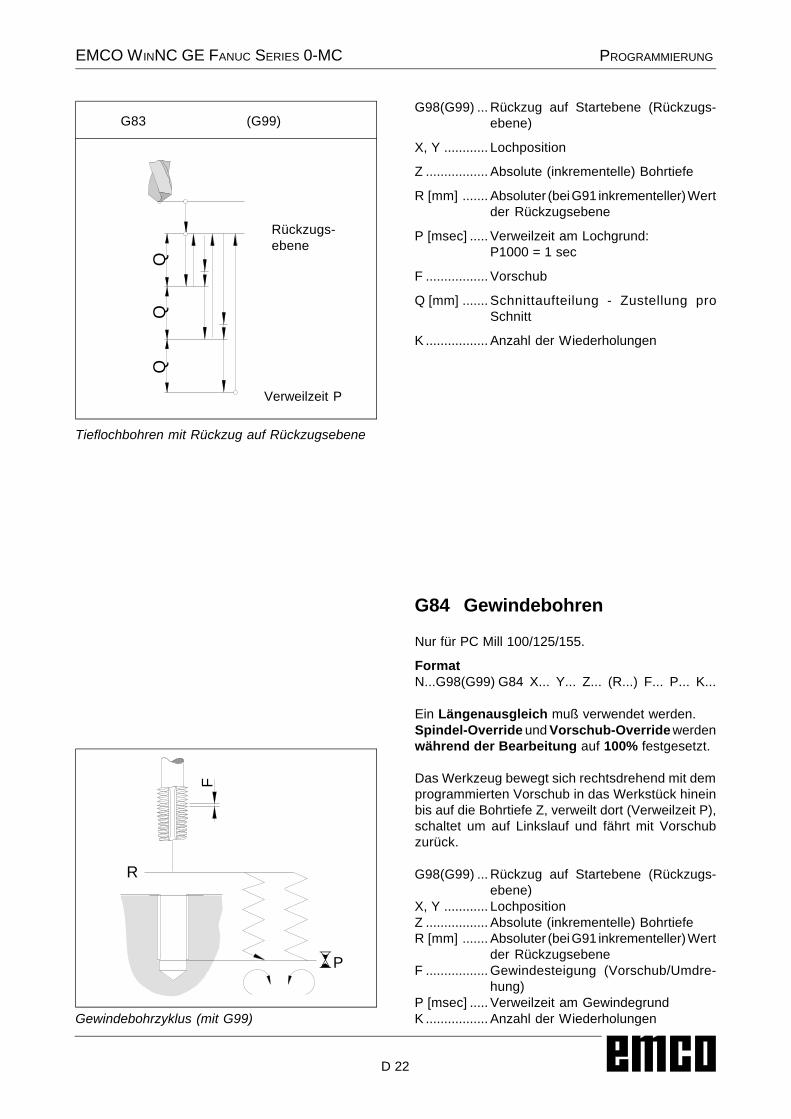
Ein Längenausgleich muß verwendet werden.Spindel-Override und Vorschub-Override werdenwährend der Bearbeitung auf 100% festgesetzt.
Das Werkzeug bewegt sich rechtsdrehend mit demprogrammierten Vorschub in das Werkstück hineinbis auf die Bohrtiefe Z, verweilt dort (Verweilzeit P),schaltet um auf Linkslauf und fährt mit Vorschubzurück.
G98(G99) ... Rückzug auf Startebene (Rückzugs-ebene)
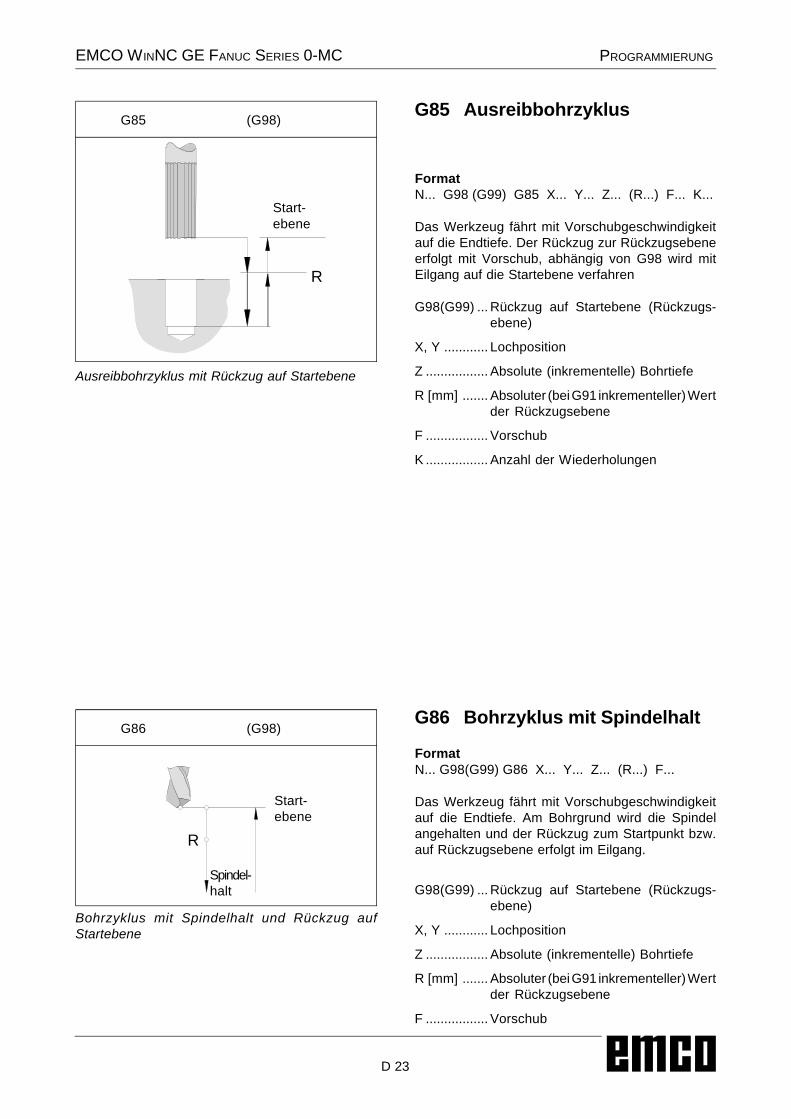
Das Werkzeug fährt mit Vorschubgeschwindigkeitauf die Endtiefe. Der Rückzug zur Rückzugsebeneerfolgt mit Vorschub, abhängig von G98 wird mitEilgang auf die Startebene verfahren
G98(G99) ... Rückzug auf Startebene (Rückzugs-ebene)
X, Y ............ Lochposition
Z ................. Absolute (inkrementelle) Bohrtiefe
R [mm] ....... Absoluter (bei G91 inkrementeller) Wertder Rückzugsebene
Das Werkzeug fährt mit Vorschubgeschwindigkeitauf die Endtiefe. Am Bohrgrund wird die Spindelangehalten und der Rückzug zum Startpunkt bzw.auf Rückzugsebene erfolgt im Eilgang.
G98(G99) ... Rückzug auf Startebene (Rückzugs-ebene)
X, Y ............ Lochposition
Z ................. Absolute (inkrementelle) Bohrtiefe
R [mm] ....... Absoluter (bei G91 inkrementeller) Wertder Rückzugsebene
F ................. Vorschub
G86 (G98)
Start-ebene
Spindel-halt
Bohrzyklus mit Spindelhalt und Rückzug aufStartebene
Ausreibbohrzyklus mit Rückzug auf Startebene
R
R
EMCO WINNC GE FANUC SERIES 0-MC
D 24
PROGRAMMIERUNG
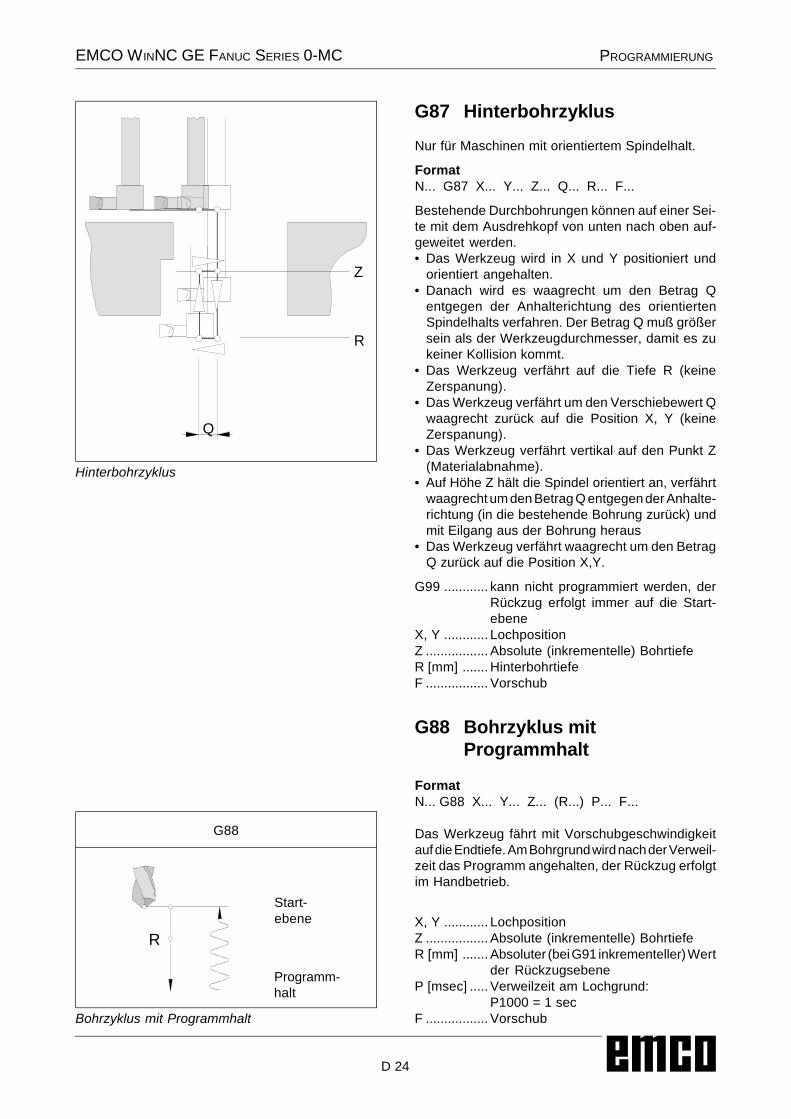
G87 Hinterbohrzyklus
Nur für Maschinen mit orientiertem Spindelhalt.
FormatN... G87 X... Y... Z... Q... R... F...
Bestehende Durchbohrungen können auf einer Sei-te mit dem Ausdrehkopf von unten nach oben auf-geweitet werden.• Das Werkzeug wird in X und Y positioniert und
orientiert angehalten.• Danach wird es waagrecht um den Betrag Q
entgegen der Anhalterichtung des orientiertenSpindelhalts verfahren. Der Betrag Q muß größersein als der Werkzeugdurchmesser, damit es zukeiner Kollision kommt.
• Das Werkzeug verfährt auf die Tiefe R (keineZerspanung).
• Das Werkzeug verfährt um den Verschiebewert Qwaagrecht zurück auf die Position X, Y (keineZerspanung).
• Das Werkzeug verfährt vertikal auf den Punkt Z(Materialabnahme).
• Auf Höhe Z hält die Spindel orientiert an, verfährtwaagrecht um den Betrag Q entgegen der Anhalte-richtung (in die bestehende Bohrung zurück) undmit Eilgang aus der Bohrung heraus
• Das Werkzeug verfährt waagrecht um den BetragQ zurück auf die Position X,Y.
G99 ............ kann nicht programmiert werden, derRückzug erfolgt immer auf die Start-ebene
Das Werkzeug fährt mit Vorschubgeschwindigkeitauf die Endtiefe. Am Bohrgrund wird nach der Verweil-zeit das Programm angehalten, der Rückzug erfolgtim Handbetrieb.
der RückzugsebeneP [msec] ..... Verweilzeit am Lochgrund:
P1000 = 1 secF ................. Vorschub
Hinterbohrzyklus
G88
Start-ebene
Programm-halt
Bohrzyklus mit Programmhalt
R
Z
Q
R
EMCO WINNC GE FANUC SERIES 0-MC
D 25
PROGRAMMIERUNG
G89 Ausreibbohrzyklus mitVerweilzeit
Siehe G85.
Das Werkzeug fährt mit Vorschubgeschwindigkeitauf die Endtiefe und verweilt für die Verweilzeit P.Der Rückzug zur Rückzugsebene erfolgt mit Vor-schub, abhängig von G98 wird mit Eilgang auf dieStartebene verfahren
G90Absolutwertprogrammierung
FormatN... G90
Hinweise• Ein direkter Wechsel zwischen G90 und G91 ist
auch satzweise erlaubt• G90 (G91) darf auch in Zusammenhang mit
anderen G-Funktionen programmiert werden(N... G90 G00 X... Y... Z...).
Manchmal ist es notwendig den Werkstücknullpunktinnerhalb eines Teileprogrammes neu zu setzen.Dies erfolgt mit G92.
Die Nullpunktverschiebung ist modal wirksam undwird durch M30 bzw. RESET nicht gelöscht. Darumist es notwendig, vor Programmende wieder denursprünglichen Werkstücknullpunkt, der zu Pro-grammstart aktiv war, anzuwählen.
G98 Rückzug zur StartebeneG99 Rückzug zur
Rückzugsebene
siehe Bohrzyklen G73 - G89
G94 Vorschub pro MinuteDurch G94 werden alle unter F (Vorschub) definier-ten Werte als mm/min verstanden.
G95 Vorschub pro Umdrehung(nur bei der PC MILL 100)Durch G95 werden alle unter F (Vorschub) definier-ten Werte als mm/U verstanden.
G97 Spindelumdrehung proMinute
Durch G97 werden alle unter S definierten Werte alsU/min verstanden.
EMCO WINNC GE FANUC SERIES 0-MC
D 26
PROGRAMMIERUNG
EMCO WINNC GE FANUC SERIES 0-MC
D 27
PROGRAMMIERUNG
BefehlsbeschreibungM-Funktionen
M06 Werkzeugwechselnur für Maschinen mit Werkzeugwender.Das zuvor mit dem T-Wort angewählte Werkzeugwird eingeschwenkt.Das T-Wort beschreibt die Werkzeugwenderplatz-nummer.
Beispiel:N100 T04 M06N110 G43 H4Im Satz N100 wird das Werkzeug in der Werkzeug-wenderstation 4 angewählt (T04) und eingeschwenkt(M06). Im Satz N110 wird die Länge des Werkzeuges(in H4 eingetragen) für die folgenden Verfahrbewe-gungen berechnet (Werkzeuglängenkompensation).Danach wird der Hauptantrieb mit allen vorher akti-ven Werten wieder eingeschaltet
M08 Kühlmittel EINnur für EMCO PC Mill 100/125/155.Das Kühlmittel wird eingeschalten.
M09 Kühlmittel AUSnur für EMCO PC Mill 100/125/155.Das Kühlmittel wird abgeschalten.
M27 Teilapparat schwenkennur für Zubehör Teilapparat.Der Teilapparat wird um einen Schritt weiter-geschwenkt (Schrittwinkel mechanisch eingestellt).
M30 HauptprogrammendeMit M30 werden alle Antriebe abgeschaltet und dieSteuerung auf den Programmanfang zurückgestellt.
M71 Ausblasen EINnur für Zubehör Ausblasvorrichtung.Die Ausblasvorrichtung wird eingeschalten.
M72 Ausblasen AUSnur für Zubehör Ausblasvorrichtung.Die Ausblasvorrichtung wird abgeschalten.
M00 Programmierter HaltDieser Befehl bewirkt ein Anhalten der Bearbeitungeines Teileprogramms.Frässpindel, Vorschübe und Kühlmittel werden aus-geschaltet.Die Späneschutztüre kann ohne Alarmauslösunggeöffnet werden.
Mit "NC START" kann der Programmablauf
fortgesetzt werden. Danach wird der Hauptantriebmit allen vorher aktiven Werten wieder eingeschal-tet.
M01 Programmierter Halt bedingtM01 wirkt wie M00, wenn OPT. STOP aktiv ist(Anzeige OPT in der obersten Bildschirmzeile). WennOPT. STOP nicht aktiv ist, ist M01 wirkungslos.
Mit "NC START" kann der Programmablauf
fortgesetzt werden. Danach wird der Hauptantriebmit allen vorher aktiven Werten wieder eingeschaltet
M02 HauptprogrammendeM02 wirkt wie M30.
M03 Frässpindel EIN RechtslaufDie Spindel wird, sofern eine Drehzahl oder Schnitt-geschwindigkeit programmiert wurde, die Späne-schutztüre geschlossen und ein Werkstück korrektgespannt ist, eingeschaltet. M03 muß für alle rechts-schneidenden Werkzeuge verwendet werden.
M04 Frässpindel EIN LinkslaufSiehe M03. M04 muß für alle linksschneidendenWerkzeuge verwendet werden.
M05 Frässpindel AUSDer Hauptantrieb wird elektrisch gebremst.Bei Programmende erfolgt automatisches Abschal-ten der Frässpindel.
EMCO WINNC GE FANUC SERIES 0-MC
D 28
PROGRAMMIERUNG
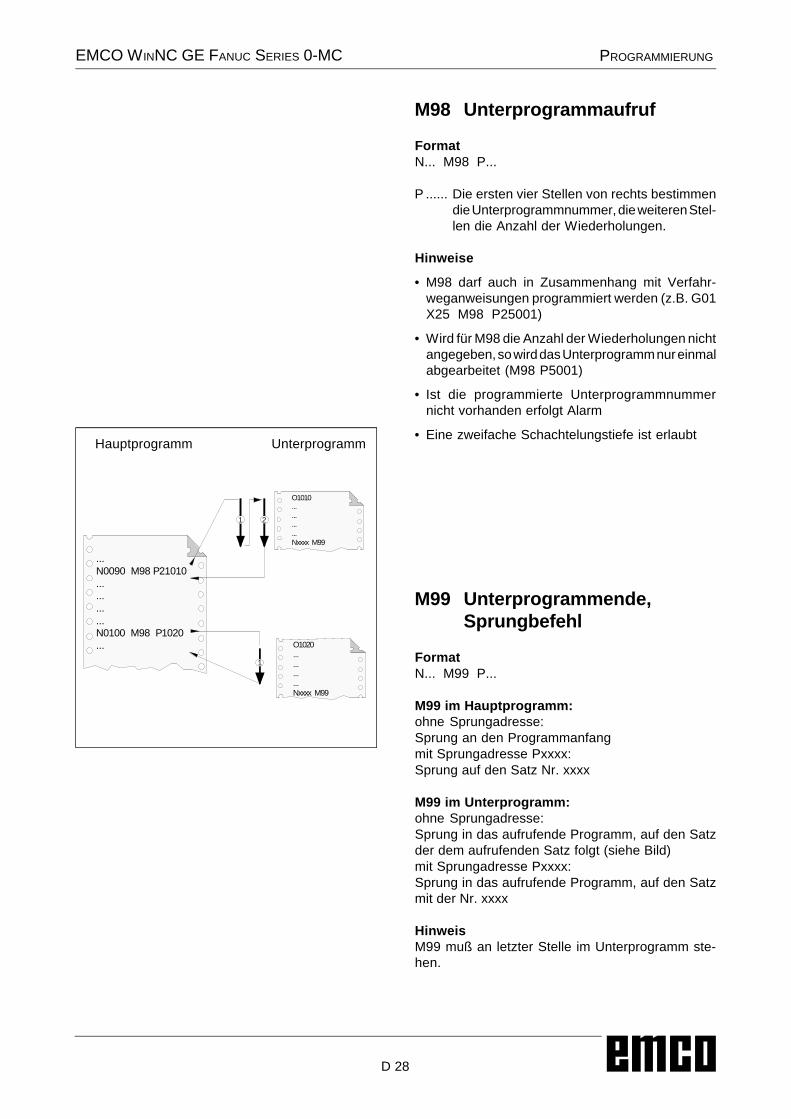
M98 Unterprogrammaufruf
FormatN... M98 P...
P ...... Die ersten vier Stellen von rechts bestimmendie Unterprogrammnummer, die weiteren Stel-len die Anzahl der Wiederholungen.
Hinweise
• M98 darf auch in Zusammenhang mit Verfahr-weganweisungen programmiert werden (z.B. G01X25 M98 P25001)
• Wird für M98 die Anzahl der Wiederholungen nichtangegeben, so wird das Unterprogramm nur einmalabgearbeitet (M98 P5001)
• Ist die programmierte Unterprogrammnummernicht vorhanden erfolgt Alarm
• Eine zweifache Schachtelungstiefe ist erlaubtHauptprogramm Unterprogramm
M99 Unterprogrammende,Sprungbefehl
FormatN... M99 P...
M99 im Hauptprogramm:ohne Sprungadresse:Sprung an den Programmanfangmit Sprungadresse Pxxxx:Sprung auf den Satz Nr. xxxx
M99 im Unterprogramm:ohne Sprungadresse:Sprung in das aufrufende Programm, auf den Satzder dem aufrufenden Satz folgt (siehe Bild)mit Sprungadresse Pxxxx:Sprung in das aufrufende Programm, auf den Satzmit der Nr. xxxx
HinweisM99 muß an letzter Stelle im Unterprogramm ste-hen.