Ethane Transportation with LNG: An Option for Balancing the Global Supply and Demand of Ethane Rajeev Nanda Vice President - Process Engineering TechnipFMC Co-Author: George Hu, Sylvain Vovard
Transcript
Ethane Transportation with LNG: An
Option for Balancing the Global
Supply and Demand of Ethane
Rajeev Nanda Vice President - Process Engineering
TechnipFMC
Co-Author:
George Hu,
Sylvain Vovard
Ethane & Global Changes
The changes last decade:
• The rapid growth of North American natural gas production & LNG export.
• Ethane surplus in USA is far beyond the requirements of local petrochemical projects.
• Asian economies exhibit high ethylene demand.
These new conditions have driven the petrochemical industry towards new solutions including:
• A revival of new petrochemical projects for exports in the USA close to the new source of ethane
• International trade of ethane using dedicated ethane liquefaction, shipping and receiving
infrastructure.
Most of the ethane based petrochemical projects in the world are located close to the source of rich natural gas
Shortfall of Ethane in Asia, Europe & S. America and
Surplus in USA
REASON:
Steady decline of Ethane in several gas fields resulting in unavailability of Ethane in several geographic areas.
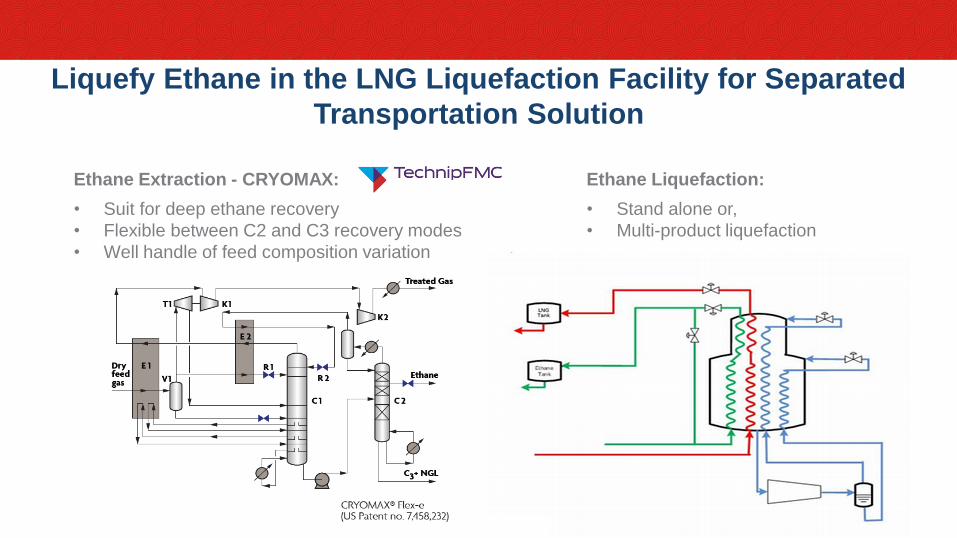
SOLUTION:
Ethane can be transported as part of LNG or separately as pure ethane. Recover Ethane at LNG Import / Regas terminals using TechnipFMC’s Ethane Extraction from LNG technology.
MARKET:
LNG regasification terminals can sell the extracted Ethane to nearby petrochemical plants as feedstock for Ethylene production.
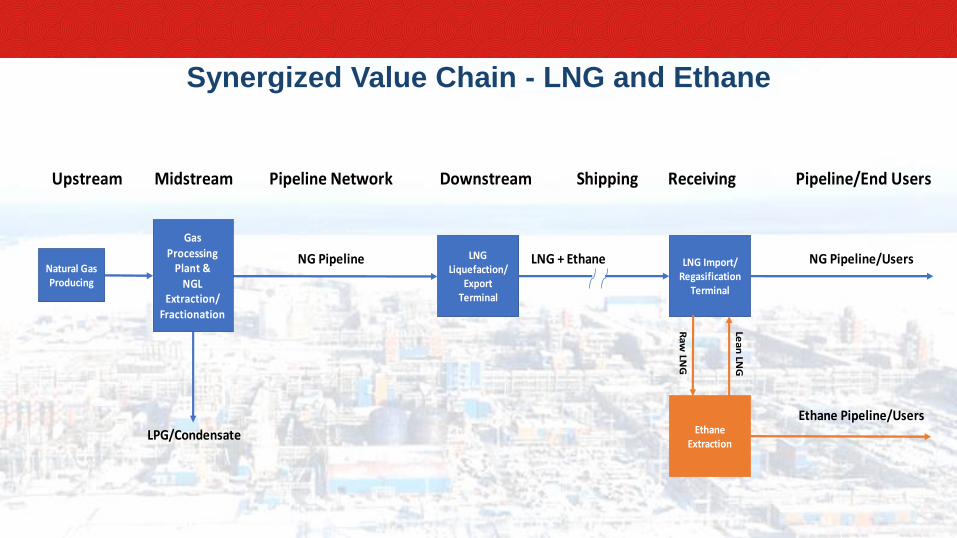
Supply Chain
Natural
Gas
LNG with
~10-12% Ethane
Ethane
10-12%
Ethane
Sales Gas
LNG SHIPPING WITH ETHANE
NG
Liquefaction LNG
Shipping
Petrochemical
Plant LNG Import /
Regas Terminal
Ethane
Extraction Plant
ETHANE LIQUEFACTION & TRANSPORTATION
Natural
Gas
Liq. Ethane Ethane
Natural Gas
LNG
Sales
Gas
10-12%
Ethane
Gas
Processing
Ethane
Shipping
Ethane
Liquefaction
Petrochemical
Plant
NG
Liquefaction LNG Import /
Regas Terminal LNG Shipping
Locations with Advantage
Locations with Significant Advantage:
• Ethane crackers with supply constraints
• Naphtha crackers under significant cost constraints
• LNG terminals with sufficient capacity to feed nearby
crackers
Locations with Moderate Advantage:
• Naphtha crackers under moderate cost constraints
• LNG terminals with limited capacity to feed nearby
crackers
LNG Import / Regas terminals near Ethylene Crackers
Locations with Significant & Moderate Advantage
Locations with
Significant
Advantage
Moderate
Advantage
Crackers nearby LNG import terminals 23 17
Location Details
Continent Ethane
Crackers w/in
50 miles of
LNG terminal
LPG Crackers
w/in 50 miles
of LNG
terminal
Naphtha
Crackers w/in
50 miles of
LNG terminal
Crackers
w/in 100 miles
of LNG
terminal
S. America 2 - 1 -
Europe - 3 4 1
Asia 5 4 18 1
Africa - - - 1
7 7 23 3
TechnipFMC
Licensor #1
Licensor #2
Licensor #3
Others
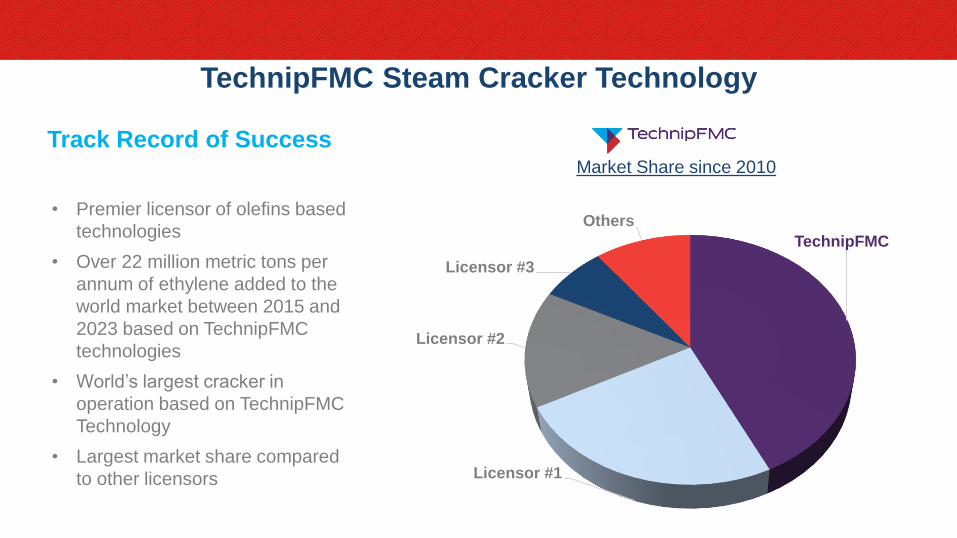
TechnipFMC Steam Cracker Technology
• Premier licensor of olefins based
technologies
• Over 22 million metric tons per
annum of ethylene added to the
world market between 2015 and
2023 based on TechnipFMC
technologies
• World’s largest cracker in
operation based on TechnipFMC
Technology
• Largest market share compared
to other licensors
Track Record of Success Market Share since 2010
Locations : S. America
Brazil
• Ethane, mixed feed and Naphtha crackers
• Looking to convert Naphtha
cracker to Ethane cracker
Argentina
• Ethane cracker getting Ethane feed from gas
fields 600km away
Locations : Europe
Netherlands & Italy
• Flexi/Naphtha crackers using
LPG & Naphtha. Possibility
to convert to Ethane
Spain & Portugal
• Naphtha crackers but high Ethane supply
potential from nearby LNG terminals
France
• Flexi crackers using LPG &
Naphtha, push to shift to Ethane
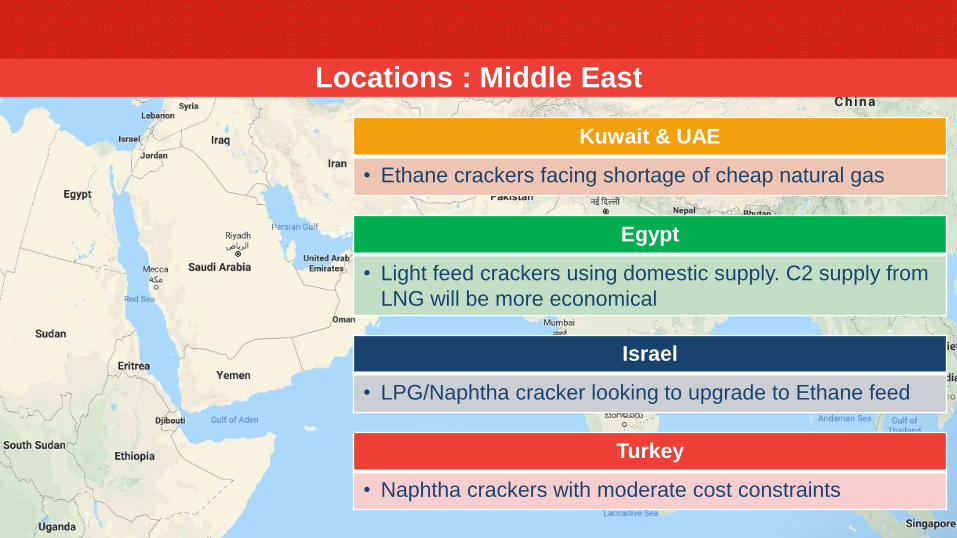
Locations : Middle East
Egypt
• Light feed crackers using domestic supply. C2 supply from
LNG will be more economical
Israel
• LPG/Naphtha cracker looking to upgrade to Ethane feed
Kuwait & UAE
• Ethane crackers facing shortage of cheap natural gas































![. Petrochemical III Semester 2016-2017.pdfEthane is burned with 50% excess air. The percentage conversion of the ethane is 90%; of [10] the ethane burned, 25% reacts to form CO and](https://static.documents.pub/doc/80x56/5e28b5222418a84fa20d63a3/-petrochemical-iii-semester-2016-2017pdf-ethane-is-burned-with-50-excess-air.jpg)








