IChemE SYMPOSIUM SERIES No. 115 HAZARDS OF FIRE AND EXPLOSION IN CHEMICAL PLANT OPERATIONS F.C. LLOYD* In ensuring the safety of batch reactor operations it is not only necessary to consider the hazards from the chemical reaction, but also the fire and explosion hazards from associated plant operations that can involve the handling of flammable materials. A procedure by which the fire and explosion hazards arising from plant operations can be assessed and safety precautions devised is discussed. The technique is applied to a small scale reactor Key Words: fire, explosion, ignition, basis of safety, assessment. INTRODUCTION The hazards that occur in the operation of chemical process plant can be separated conveniently into two groups; Chemical Reaction Hazards (thermal instability, runaway reaction, gas evolution, etc.), and what can be termed Operational Hazards. Operational Hazards are risks that arise from the nature of the materials involved in the process, and the manner in which they are handled. Chemical Reaction Hazards are the subject of another paper at this symposium, we are here only considering Operational Hazards. Operational Hazards are concerned primarily with the possible occurrence of fires, explosions, and thermal decompositions in plant, and the procedures that can be used to avoid them, or prevent damage to plant or personnel. They are very plant orientated, probably more so than Chemical Reaction Hazards, and much dependent on the way in which operations are carried out. Operational Hazards can occur in virtually every phase of chemical processing and production, and must be recognised and controlled; failure to do so can result in very serious consequences. PRINCIPLES OF ASSESSMENT PROCEDURE The assessment of operational hazards requires the recognition of flammable atmospheres and the identification of the likely sources of ignition, in relation to the operating procedures. From this information a series of safety precautions can be developed. * ICI PLC, Fine Chemicals Manufacturing Organisation, PO Box 42, Hexagon House, Blackley, Manchester, M9 3DA. 207
Transcript
IChemE SYMPOSIUM SERIES No. 115
HAZARDS OF FIRE AND EXPLOSION IN
CHEMICAL PLANT OPERATIONS
F.C. LLOYD*
In ensuring the safety of batch reactor operations it is not only necessary to consider the hazards from the chemical reaction, but also the fire and explosion hazards from associated plant operations that can involve the handling of flammable materials.
A procedure by which the fire and explosion hazards arising from plant operations can be assessed and safety precautions devised is discussed. The technique is applied to a small scale reactor Key Words: fire, explosion, ignition, basis of safety, assessment.
INTRODUCTION
The hazards that occur in the operation of chemical process plant can be separated conveniently into two groups; Chemical Reaction Hazards (thermal instability, runaway reaction, gas evolution, etc.), and what can be termed Operational Hazards. Operational Hazards are risks that arise from the nature of the materials involved in the process, and the manner in which they are handled.
Chemical Reaction Hazards are the subject of another paper at this symposium, we are here only considering Operational Hazards.
Operational Hazards are concerned primarily with the possible occurrence of fires, explosions, and thermal decompositions in plant, and the procedures that can be used to avoid them, or prevent damage to plant or personnel. They are very plant orientated, probably more so than Chemical Reaction Hazards, and much dependent on the way in which operations are carried out. Operational Hazards can occur in virtually every phase of chemical processing and production, and must be recognised and controlled; failure to do so can result in very serious consequences.
PRINCIPLES OF ASSESSMENT PROCEDURE
The assessment of operational hazards requires the recognition of flammable atmospheres and the identification of the likely sources of ignition, in relation to the operating procedures. From this information a series of safety precautions can be developed.
* ICI PLC, Fine Chemicals Manufacturing Organisation, PO Box 42, Hexagon House, Blackley, Manchester, M9 3DA.
207
IChemE SYMPOSIUM SERIES No. 115
The assessment procedure can be divided into a number of steps which lead to the final recommendations for safe operation, and these are considered below.
1. Basic Information
In order for an assessment to be carried out information is required about the plant, process, and the materials involved.
A detailed description of the chemical process and the way in which it will be operated on the plant is needed. This should include as much information as possible about the processing conditions (times, temperatures, pressures, etc.), the actual manner in which the various operations will be carried out, any by-products that may be formed, the composition of effluents, quantities of materials used and so on.
Engineering line diagrams, flowsheets, and in some cases layout diagrams, that give an accurate description of the plant are also required. The plant information should include data such as vessel sizes, materials of construction, strength of vessels, etc.
Of prime importance in the assessment of hazards are the flammability characteristics of the materials that are involved in the process. The integrity of the assessment depends on the reliability of the flammability data, and great care is needed to ensure that it is correct. The parameters that are relevant to operational hazards are:
Gases:
Flammable range (Z v/v) Autoignition temperature Vapour density (relative to air=l) Detonation limits where appropriate (e.g. hydrogen)
Liquids:
Flash point Flammable range (% v/v) Autoignition temperature Vapour density (relative to air=l) Electrical resistivity
Powders:
Explosivity Flammability classification (Group A/B) Dust cloud ignition temperature Minimum spark ignition energy Train firing properties Thermal stability characteristics Layer Ignition temperature Electrical resistivity
Other parameters that may be significant are rate of explosion pressure rise, maximum explosion pressure, liability to self polymerisation or violent exothermic decomposition, and pyrophoricity.
208
IChemE SYMPOSIUM SERIES No. 115
A considerable amount of data is available in the literature, and, because the test methods are very much standardised world wide, is generally reliable for gases and vapours (Refs 1, 2, 3, 4, 5). However, because of variations in test procedures, before published data for powders is used it is necessary to establish that the methods of test used to obtain the data are relevant to the plant situation (Ref 6).
If data are not available, appropriate tests should be carried out. Where this is not practicable it becomes necessary to assume that the material will form flammable atmospheres under the process conditions, and will be sensitive to ignition.
2. Presence of Flammable Atmospheres
If no flammable atmospheres are present in a plant then there will be no risk of ignition. From the data discussed above the potential for the formation of flammable atmospheres can be deduced and the parts of the plant in which they will occur can be defined. The nature of likely flammable atmospheres is discussed below:
Gases
Mixtures of combustible gas in air can burn over a wide range of concentrations; it is only when they can propagate flame freely that they are termed "flammable". Gas/air mixtures are flammable over only a limited range of compositions, termed the "flammable range". Outside this range the mixtures are too lean or too rich for combustion.
For all practical purposes combustible gases are capable of forming flammable mixtures at any temperature.
Liquids
Vapour
The vapours of many liquids can form mixtures in air that are "flammable" as defined above for gases. Vapour/air mixtures are flammable over only a limited range of concentrations (the flammable range). The formation of flammable mixtures is influenced by temperature; being possible only at temperatures above the flash point.
Mists
Fine droplet mists of liquids can be flammable also. Mists can be formed by the physical break-up of jets, splashing, spraying, condensation,
etc. Flammable concentrations expressed in w/v terms are the same as for vapours.
Whereas flammable vapour mixtures occur only at temperatures above the flash point, mists can be flammable at temperatures that are well below the flash point of the parent liquid.
IChemE SYMPOSIUM SERIES No. 115
Dusts
Clouds of fine particulate combustible materials suspended in air can be flammable. As with gases and vapours there is a range of concentrations over which dust clouds will be ignitable but, because of inherent inhomogeneity in dust clouds, this is of limited use.
In general, it can be assumed that dust clouds of combustible materials having concentrations in excess of 10 g m will be flammable.
Assuming that the presence of flammable atmospheres is established it then becomes necessary to examine the plant/process to find out whether a risk of ignition does exist.
3. Sources of Ignition
In plant that handles ignition sensitive materials a number of potential sources of ignition can be present. Those that are likely to be met with are outlined below:
1. Electrostatic spark discharges arising from the accumulation of charge generated during the movement of materials on conductors, personnel, insulating materials (plastics), liquid and powder surfaces and fine droplet mists. These discharges may ignite flammable gas, vapour or dust atmospheres (Refs 13, 14).
2. Impact sparks which arise from glancing impacts and will involve one of the following:
Steel on steel - these may ignite sensitive gases and vapours (e.g. hydrogen).
Steel on stone (e.g. sandstone, quartzitic aggregate in concrete) -may ignite sensitive gases and vapours.
Thermite reaction from impacts involving the light metals (Al, Mg, Ti) or their alloys and oxygen rich materials such as rust or red lead - may ignite gases, vapours and some dust clouds (Ref 17).
Under some conditions incendive sparks can be produced by impacts involving titanium when rust or red lead is not present.
3. Mechanical friction leading to heating of materials. This can arise from malfunction or binding in moving parts such as bearings, agitators, scroll feeders, etc. It can arise from the intrusion of tramp metal into moving equipment.
4. Properties of materials such as pyrophoricity, tendency to self heating, rapid decomposition, etc.
5. Flame and hot surfaces.
6. Electrical equipment.
7. External sources (e.g. lightning).
210
IChemE SYMPOSIUM SERIES No. 115
4. Assessment
The previous sections have discussed the information needed about the plant and process, the properties of the materials involved, and the likely sources of ignition. It is now necessary to bring these together to decide whether ignition is possible, and if so what is the most appropriate basis of safety.
It is at this stage that the provisions of any relevant legislation (Health and Safety at Work Act, Factories Act 1961, Highly Flammable Liquids and Liquified Petroleum Gases Regulations, etc), and Health and Safety Executive guidelines need to be incorporated (Refs 15, 16, 20, 21, 22). These documents may stipulate the basis for safe operation. For example, section 31 of the Factories Act 1961 effectively makes the avoidance of sources of ignition an unacceptable basis of safety in many powder handling plants.
It is fairly straight forward to locate flammable atmospheres within the plant, but it is far more difficult to establish which potential sources of ignition could appear and whether they would be sufficiently energetic to cause a fire or explosion. The greatest difficulty arises with powders because of the wide range of sensitivities that is associated with them. In view of this the igniting power of the potential sources of ignition has to be estimated, at least in qualitative terms. This may require expert advice, particularly in the fields of static electricity, friction sparks, and mechanical friction, although useful guidance is available in the literature; references to which are given at the end of this paper.
With gases and vapours, because they are very ignition sensitive, it has to be accepted that any source could cause ignition, and in fact, in processes where both solvents and powders are used it is frequently the case that the flammability regime is determined by the presence of the solvent vapour.
Some plant/process combinations can be considered in a generalised way, but most frequently it is necessary to examine specific parts of the plant, particular vessels, or operations individually. By looking carefully at the flammability data and the process operating details an analysis of the potential risks for each case can be made, and, if necessary, they can be ranked in order of severity. The results of these examinations, when brought together, enable a picture of the hazard potential throughout the plant to be drawn up.
When the co-existence of a flammable atmosphere and source(s) of ignition has been determined, and where those sources of ignition could originate has been deduced, It is necessary to select a basis of safety that will either prevent ignition from occurring, or will protect the plant and personnel from damage if and when an incident happens.
5. Bases of Safety
The presence of three components is necessary in any system for a fire or explosion risk to exist, these are: a flammable atmosphere (fuel), oxygen for combustion, and a source of energy to initiate combustion. If any one of these components is absent, ignition cannot occur.
211
IChemE SYMPOSIUM SERIES No. 115
If fuel, oxygen, or ignition sources can be removed from a system, safe operation will be achieved. However, this is not always practicable, and in some circumstances measures that will protect plant and personnel when an explosion occurs are needed.
This leads to the definition of three bases of safety:
Avoidance of Sources of Ignition
The avoidance of sources of ignition requires that equipment and/or working procedures are adopted that will prevent the appearance of the potential sources of ignition that were identified in the assessment. For example, electrostatic discharges from electrical conductors can be avoided by the rigorous earthing of all plant, and friction sparks that involve the thermite reaction, controlled by appropriate selection and siting of equipment. The references contain information that will assist in the development of a safety system, but in some situations expert opinion will be needed.
In considering avoidance of sources of ignition as a basis of safety it is essential that the reliability with which the safety procedures can be implemented is very high. This Is a particular problem when the safety system relies on operators carrying out certain actions.
When a series of procedures has been drawn up that will enable the sources of ignition to be avoided it must be examined critically to ascertain its practicability and reliability. If any of the procedures is shown to be difficult to achieve, or may not be carried out reliably, the avoidance of sources of ignition is not a viable basis of safety and another approach has to be adopted.
Elimination of Flammable Atmospheres
The avoidance of Ignition sources is not a viable option where material properties (e.g. pyrophoricity) introduce a potential source of ignition that may be extremely difficult to control or where extremely sensitive materials such as hydrogen are involved. Elimination of flammable atmospheres involves operating outside the flammable range(s) of the materials involved. This can be achieved by (a) temperature control in the case of liquids, (b) ventilation, and (c) inert gas blanketing.
Temperature control and ventilation are limited in their application, and should be used with care. Operation below the flash points of liquids will avoid flammable atmospheres being formed as the vapour concentrations will be below the lower explosive limit (LEL). Working at temperatures where vapour concentrations exceed the upper explosive limit (UEL) is another way of eliminating flammable atmospheres, but in this case it must be recognised that in order to arrive at this condition it is usually necessary to pass through the flammable region, and additional measures (eg inert gas blanketing) may be required.
Additionally, It must be recognised that fine droplet mists may be flammable at temperatures well below the flash point of the parent liquid, and steps are necessary to avoid these in addition to flammable vapour concentrations. Where safety is being based on temperature control a margin
212
IChemE SYMPOSIUM SERIES No. 115
of at least 5°C must be allowed between the maximum operating temperature and the flash point of the liquid.
Ventilation is a suitable method of preventing the formation of flammable dust clouds. It is not usually a practicable means of avoiding flammable concentrations of gases or vapours throughout a process, although it can be useful in case of limited release, as, for example, around drumming off points, sampling operations, etc.
In considering safe operation by way of temperature control and ventilation it has to be recognised that where dust and vapour are present together, flammable atmospheres can still exist even though the concentrations of the individual components are below their respective LELs.
The most effective and widely used procedure for eliminating flammable atmospheres is inert gas blanketing.
For combustion to occur a minimum concentration of oxygen (MOC) Is required in the supporting atmosphere. The object of blanketing is to reduce the oxygen concentration in the plant to less than the MOC by the introduction of an inert gas. Nitrogen is the most widely used blanketing medium, although Carbon dioxide, helium and argon are effective. In some situations flue gas is useable, but only if the quantity of oxygen within it is sufficiently low (usually <1% v/v).
The MOC, varies from material to material so that unless the unit is restricted to particular substances it is preferable to work to a level of oxygen that will prevent combustion with virtually any material.
Available data (Refs 4, 6, 7) indicates that MOCs for most materials are greater than about 8% v/v. Allowing for a factor of safety, a working value for oxygen concentration of less than 5% v/v is appropriate. However, some materials (e.g. hydrogen) have lower MOCs and correspondingly lower oxygen contents are allowable in the inert gas blanket. These materials need to be identified and appropriate maximum oxygen levels used. In the case of hydrogen, for which the MOC is 4% v/v, a maximum oxygen level of 2% v/v needs to be used.
The blanketing system (Refs 18, 19, 26) should set-up inert conditions before flammable materials are introduced, and should be able to maintain these conditions throughout processing; taking into account any potential sources of air ingress. Operations such as charging to, or discharging from, vessels, transfers between vessels and cooling need particular attention.
As with the avoidance of sources of ignition, where safety is based on the elimination of flammable atmospheres the reliability with which the proposed system will achieve and maintain the required conditions requires careful examination. Achieving a reliable system may involve the use of interlocks, trips, etc., with the associated check procedures.
Explosion Protection
The third basis of safety, Explosion Protection, allows ignition to occur, but mitigages the effects so that neither plant nor personnel is damaged. There are three methods by which this can be achieved:
Containment describes the procedure of making the plant strong enough to withstand the pressure that would result from an internal explosion (Ref 26).
The maximum explosion pressure is dependent on the concentration of the flamma^1'? atmosphere, the nature of the flammable component and the pressur at which the explosion is initiated. For ignition occurring at atmospheric pre3r.ure the maximum explosion pressure will not generally exceed 10 barg.
In applying containment to achieve safe operation it has to be ensured that all parts of the plant in which pressure can occur are adequately strong and not just the vessels. Additionally, containment can require the use of special charging or discharging procedures so that the unit remains sealed at all times when explosive pressure rises are possible.
Containment can be a readily applied technique, but suffers from the difficulty that strong plant can be inconvenient to operate. Another problem is that the maximum explosion pressure increases pro-rata to the absolute pressure at which ignition occurs. Whilst a maximum pressure of 10 barg can be expected from ignition at atmospheric pressure, ignition at 1 barg would be expected to produce a maximum explosion pressure of 20 barg.
This dependence on initiation pressure is helpful in relation to plant that operates under vacuum, as a pro-rata reduction in the 10 barg maximum pressure occurs making the required equipment strength easier to achieve.
Explosion venting involves the installation of weak panels, or easily opening doors, at strategic positions in a plant so that if ignition occurs the explosion pressure can be relieved via these devices, and the plant will not be damaged. Venting is most applicable to powder handling plant, although it can be used for solvent vapours and some gases.
The si2es of the venting apertures are dependent on the rate of explosion pressure rise, which is determined by the flammable material, and also the volume of the equipment to be protected. Considerable work has been carried out to obtain procedures by which vent sizes can be calculated; the most widely used system being the "Nomograph" method (Refs 25, 27).
In any system the vents must discharge into safe areas using ducts where necessary. The effects of ducts on the residual pressure in the system after a vented explosion have to be taken into account when calculating the sizes of relief apertures (Ref 27).
Explosion venting is widely used, but because the material inside the plant units can be entrained with the products of combustion that are ejected through the vent aperture, it may not be suitable for items that contain large inventories of powder, or materials that are biologically active such as pesticides, herbicides and drugs.
214
IChemE SYMPOSIUM SERIES No. 115
The third method - Explosion Suppression - uses sensitive pressure switches to detect the early stages of an explosion. Operation of these switches triggers the rapid injection of a suppressant medium which prevents the development of the explosion and restricts the explosion pressure to about 0.3 barg.
The technique (Ref 26) is particularly suitable for powder handling plant including these involving large inventories or biologically active materials for which venting is not suitable. It is also useful in situations where there is difficulty in finding safe discharge areas for explosion vents.
The design of suppression systems is a specialist task usually undertaken by the equipment suppliers who specify the number and location of the detection (pressure switches) and suppressant injection bottles.
The suppressant media can be various grades of Halon, or powders such as ammonium phosphate and bicarbonate of soda. The choice of medium is influenced by the anticipated rate of explosion pressure rise. At lower rates of pressure rise both halon and powder are acceptable, but at higher rates halon becomes unreliable and only powder should be used.
6. Reporting
Whenever an assessment of hazard is carried out a document should be produced that reports the findings of the examination of the plant and process and sets out the precautions necessary to achieve safe operation. It is preferable that a standard format is used that includes the following:-
(a) Details of the plant/process examined (b) Properties of materials (c) A detailed discussion of the risks
that are identified. (d) A clear statement of the basis of safety. (e) An itemised list of safety precautions that will enable the
basis of safety to be achieved.
The assessment procedure cannot be operated in isolation it requires considerable contact and discussion with other functions such as plant management, safety departments, engineers and so on. The objective is to achieve an acceptable and safe system of working that is practicable, cost effective, and interferes as little as possible with working practices.
ASSESSMENT IN PRACTICE
The discussion above covers the principles of, and approach to, operational hazard assessment. It will be useful to consider a simple example of the assessment procedure in practice.
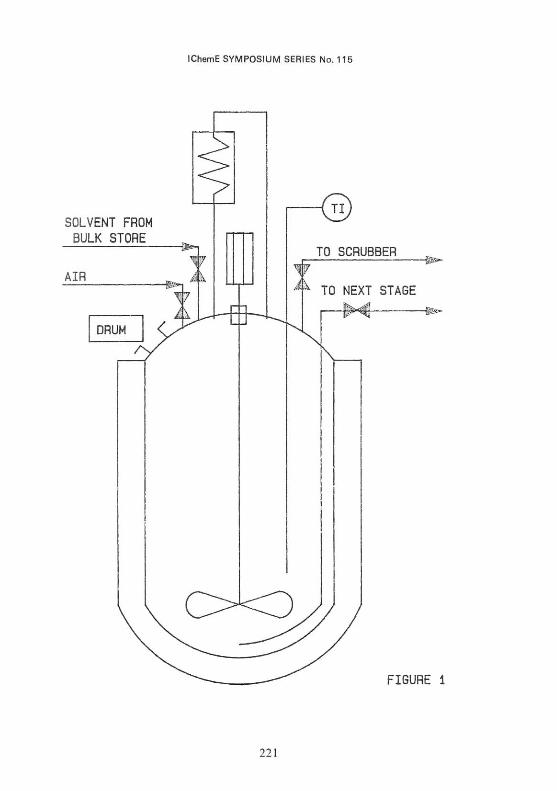
Consider a reaction vessel (Fig 1) in which flammable materials are processed.
The following information is available:
215
IChemE SYMPOSIUM SERIES No. 115
Process
The solvent is charged to the vessel by pump from a bulk storage, and free falls from the top of the vessel. The powder is loaded manually by tipping from drums via the chargehole; the drums having polythene liners. During the charging operation the agitator is running.
When loading is complete the chargehole is closed, and the batch heated to 70°C for 6 hours, and then cooled to ambient temperature before being transferred to the next stage by air pressure.
Reactor
Volume 7.5 cu m Material Mild Steel, Glass Lined Agitation Electrically driven, propeller type Strength 5 barg
Solvent
Flash Point 4°C Limits of Flammability 1.2 - 7.1Z v/v Autoignition Temperature 480°C Electrical Resistivity 1 x 10 ohm m
Powder
Classification Group A (explosible) Dust Cloud Ignition Temp 450 - 500CC Minimum Ignition Energy 25 mJ
The material is thermally stable up to 300°C, but will burn quickly in the form of layers or in bulk.
Flammable Atmospheres
The solvent is charged at ambient temperature which is above the flash point so that flammable concentrations of vapour in air will be present in the vessel. Additionally, depending on the flow velocity and inlet conditions, fine droplet mist, which will also be flammable, may be present. These flammable atmospheres may extend for some distance outside the chargehole.
During the loading of the powder flammable dust clouds are likely to form both inside the vessel, and around the vessel outside the chargehole.
Sources of Ignition
Reference to the information given above shows that properties of materials (i.e. pyrophoriclty, etc.) do not present a problem and as there are no vent lines leading to atmosphere, external sources do not need to be considered. In practice, the presence of naked flames can be usually be discounted because they are normally banned as a matter of course from areas where flammable materials are handled.
iChemE SYMPOSIUM SERIES No. 115
The remaining sources have to be analysed to find out where they can occur, and whether there is any way in which they can be reliably eliminated.
Assessment
The first step in the analysis is to look at how the flammable atmospheres can be controlled, so that the physical locations where hazard can exist can be defined. The spill of flammable vapours and dust clouds from the vessel can be combated by using draughting that will pull a positive flow of air into the vessel through the chargehole. This will restrict the flammable region to a limited area around the chargehole. It is unlikely that draughting could be used to avoid a flammable atmosphere inside the vessel as the air flow necessary would result in the loss of unacceptable quantities of solvent, and, maybe, dust.
An exercise in area classification (Ref 11) will identify particular locations in the plant where flammable atmospheres may occur, and indicate the probability. From the results of this study electrical equipment suitable for operation in the various locations can be selected (Refs 11, 12), which will eliminate it as a potential source of ignition.
The results of an area classification study are also useful in avoiding some other risks of ignition. In this example impact sparks will only cause ignition if the thermite reaction is involved. Thus if equipment that incorporates the light metals is restricted to positions where flammable atmospheres will not occur, or where their occurrence is unlikely and the probability of involvement in impacts is very low, this risk can be effectively avoided. The light metals should not be used in the presence of flammable atmospheres unless their involvement in impacts can be excluded with certainty.
In the example there is a possibility of mechanical friction in the form of the agitator. Experience shows that properly maintained and functioning agitators do not constitute sources of ignition, and that regular and careful maintenance is sufficient to prevent ignition from this source. It is imperative, of course, that formal systems and procedures are adopted to ensure that the proper standards of maintenance are employed if elimination of mechanical friction is to be used as a means of achieving safety.
Electrostatic charge is generated to a greater or lesser extent whenever materials are moved, and it is necessary to examine the likely occurrence of spark discharges. Charge accumulation on metal parts of the plant is the most dangerous source of spark discharges so that it is politic to ensure that all parts of the equipment are earthed irrespective of the amounts of charge that may be generated. Discharges may also occur from charges on, personnel, insulators (plastics), droplet mists, and liquid or powder surfaces. The possible occurrence of discharges from these sources and their ability to cause ignition needs to be considered. In relation to ignition capability, because flammable vapour/air mixtures will be present, and these will be sensitive to electrostatic ignition - more so than the dust - any spark discharge must be regarded as hazardous.
Some basic measures can be taken to avoid spark discharges and these involve minimising charge generation and preventing accumulation. The latter
217
IChemE SYMPOSIUM SERIES No. 115
is achieved by ensuring that charges can dissipate via suitable earth paths. Operators need to be earthed with suitable footwear and floors, whilst earth contacts have to be made to the contents of the vessel. In this case, because of the insulating glass lining it is necessary to install an earthing device in the vessel wall close to the bottom.
Using restrictions in flow velocity and suitable loading methods the possibilities of sparks from the liquid surface and the formation of mists can be avoided (Ref 13, 14). With insulating liquid such as the one involved here, linear flow velocities up to about 7 m s will not produce charge levels sufficient to allow discharges from the liquid itself, whilst restricting velocities to less than about 2 m s will prevent mist formation. This can, of course, be achieved by other methods such as the use of diplegs, or bottom filling, etc. The throughput of the pump and line diameters will enable us to calculate flow rates and to. decide whether the installation of flow control devices (orifice plates) etc., is necessary.
In addition to liquid handling the possible occurrence of static discharges during the powder loading has to be looked at.
Charges can occur on the drum, operator, powder and the polythene liner. The earthing referred to earlier will avoid discharges from the drum and operator, and the tipping of the powder will not produce sufficient charge for a spark to occur from the material. However, the drum liner may become charged, and earthing cannot be used to prevent the occurrence of discharges from this source. The only ways in which this risk can be avoided are to use unlined drums, electrically conducting liners, or segregate the liner from the flammable atmosphere.
Because of purity and cost implications only the latter procedure is acceptable in our use so that now a system has to be devised that will achieve the aim of avoiding the occurrence of spark discharges from the liner in the presence of a flammable vapour atmosphere. The minimum ignition energy of the powder is high enough for there to be no risk of igniting it by a discharge from the liner.
Draughting through and around the chargehole may be sufficient to prevent a flammable mixture occurring outside the vessel or the use of a tundish in the chargehole allied to draughting through the vessel may provide sufficient separation between the liner and the flammable vapour.
The efficiency of these measures needs to be checked initially (e.g. by the use of an explosimeter), and the reliability with which the draughting, etc., can be provided and used has to be examined.
From the above we have a number of basic precautions:-
1. Employ draughting through the vessel.
2. Earth all metal parts of the plant including drums, etc.
3. Earth personnel and the contents of vessels
4. Segregate the use of insulating plastics and equipment incorporating the light metals from the flammable atmosphere.
218
IChemE SYMPOSIUM SERIES No. 115
5. Carry out regular and careful maintenance on moving parts of equipment.
6. Select electrical equipment appropriate to the materials involved.
7. Exclude naked flames.
If all of these can be achieved reliably, safety can be based around the avoidance of sources of ignition. If there is doubt about any one of them then an alternative basis of safety is needed and in this case the use of inert gas blanketing would be the most appropriate.
Blanketing could, of course, be the first choice as the basis of safety. If this procedure were to be used it would be necessary to devise a system by which the powder could be loaded without the blanket being lost with an open chargehole, or destroyed by air carried in with the material.
Having analysed the system and developed the basis of safety, as discussed previously, a detailed report has to be compiled that will itemise the steps to be taken to give safety in operation.
References/Bibliography
1. National Fire Protection Association, 1986, Fire Protection Guide on Hazardous Materials, NFPA, Quincy, USA.
2. Sax NI, Dangerous Properties of Industrial Materials, Van Nostrand Reinholt, New York.
3. Aldrich, 1988, Catalogue Handbook of Fine Chemicals, Aldrich Chemical Co., Gillingham.
4. Coward HF, Jones GW, 1952, Limits of Flammability of Gases and Vapours, Bulletin 503, US Bureau of Mines.
5. Zabetakis MG, 1964, Flammability characteristics of Combustible Gases and Vapours, Bulletin 627, US Bureau of Mines.
6. Field P, 1982, Dust Explosions, Elsevier, Amsterdam.
7. Bodurtha FT, 1980, Industrial Explosion, Prevention and Protection, McGraw-Hill, New York.
8. Fawcett HH, Wood WS, 1982, Safety & Accident Prevention in Chemical Operations, John Wiley, New York.
10. Harris RJ, 1983, The investigation and Control of Gas Explosions in Buildings and Heating Plant, E & F Spon, London.
11. BS5345 Code of Practice for the Selection, Installation, and Maintenance of Electrical Equipment for use in Potentially Explosive Atmospheres, British Standards Institution, London.
219
IChemE SYMPOSIUM SERIES No. 115
12. BS6467, Part 2, 1988, Electrical Apparatus with Protection by Enclosure for use in the Presence of Combustible Dusts, British Standards Institution, London.