Building the Best title here 1 Industry Perspective on Lifecycle Management and Post-Approval Changes Focus on Quality by Design FDA/PQRI Conference on Evolving Product Quality Sep. 16-17, 2014 Michael Kimball Executive Director, Transdermal Development Actavis plc Salt Lake City, Utah
Transcript
Building the Best title here
1
Industry Perspective on Lifecycle Management and Post-Approval Changes Focus on Quality by Design
FDA/PQRI Conference on Evolving Product Quality Sep. 16-17, 2014 Michael Kimball Executive Director, Transdermal Development Actavis plc Salt Lake City, Utah
2
Disclaimer
The views expressed herein are strictly those of the presenter and are not necessarily
the views of Actavis plc or its affiliates
3
Topics . . .
Scientific Perspective on Prior-Approval Supplement Process (PAS)
Quality by Design
Prior Knowledge
Quality Target Product Profile (QTPP)
Risk Assessment
Examples
Equipment Change Case Study - Drying Oven
A Transdermal Patch Case Study
Process Analytical Technology (PAT) Case Study
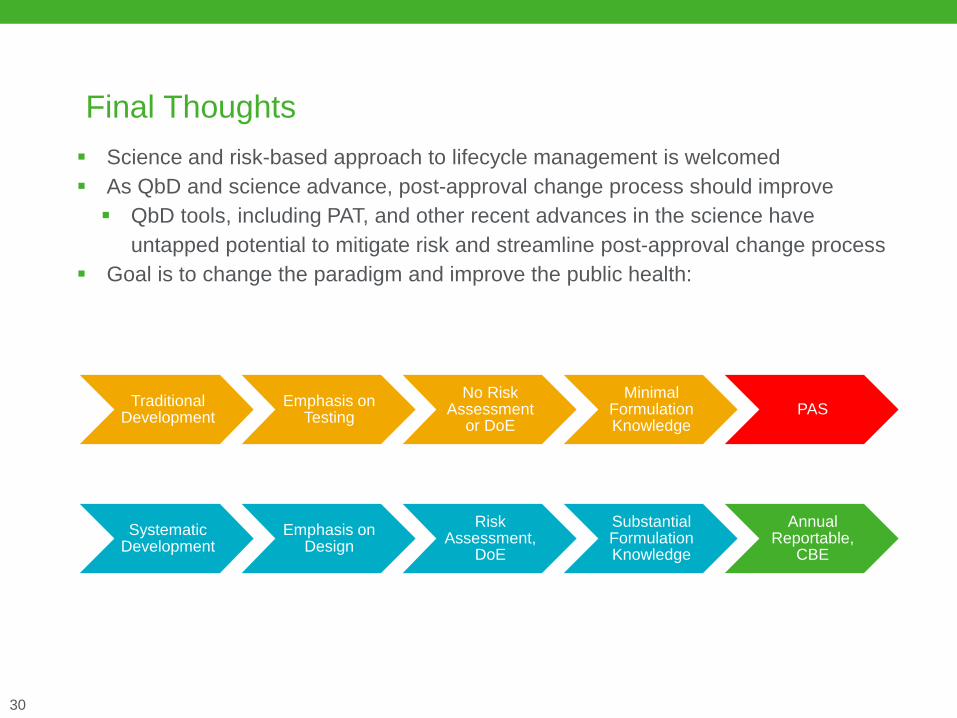
Final Thoughts
4
“Resting on what's considered great has always been a
recipe for decline.”
- Robert K. Cooper
5
Post-Approval Changes – Scientific Perspective
“Simply stated: Is the drug product made after the change equivalent to the drug product made before the change?” -- Guidance for Industry: Changes to an Approved NDA or ANDA (2004)
Science and Risk-Based Approach
Future of Guidances (SUPAC, etc.)?
Dosage Form Complexity
Modified Release
QbD Integration with Post-Approval Change Process
QTPP
Risk Assessment
PAT
Other Tools
6
QbD Definition
QbD defined: “A systematic approach to
development that begins with predefined
objectives and emphasizes product and
process understanding and process control,
based on sound science and quality risk
management.” (ICH Q8)
7
Overview of QbD
Target Design and Implementation
Understanding
Labeled Use
Safety and Efficacy
(TPP)
DEFINE Quality Target
Product Profile (QTPP)
DESIGN Formulation
and Process
IDENTIFY Key Quality
Attributes, Raw
Material Attributes and
Process Parameters
CONTROL
Materials and
Process
Lawrence Yu. Pharm. Res. 25:781-791 (2008)
8
QbD, Scale-up, and Product Lifecycle
Business /
Therapeutic Need
Target Product
Profile
Quality Target
Product Profile
Process Design /
Experimentation
Risk
Management /
Control Strategy
Lab-Scale /
Formulation
Pilot Plant
Commercial
Plant
TPP Elements
Patient / Consumer Population
Labeling
Indication
Dosage Form
Route of Administration
QTPP Elements
Design Elements
CQA’s
CMP’s
Risk Assessment
Iterative Process
· Re-assess risk
· Design Space
Prior Knowledge
Design of
Experiments
Modelling
Pilot Plant Scale-up
R&D Focus
Post-Approval
· Lifecycle management
· Continual improvement
9
Quality by Design
Complex / modified release dosage forms especially benefit from QbD
Quality Target Product Profile (QTPP)
Cornerstone of QbD
Generics: Design for Equivalence
Should include clinically-relevant specifications
Importance of prior knowledge
Comprehensive and appropriate
Framework of change assessment
Regulatory and scientific perspective
10
QTPP: Appropriate and Comprehensive?
Scope of QTPP As Defined
11
QTPP: Appropriate and Comprehensive?
Prior knowledge
Risk assessment
Appropriate process and product
characterization
May evolve during development
12
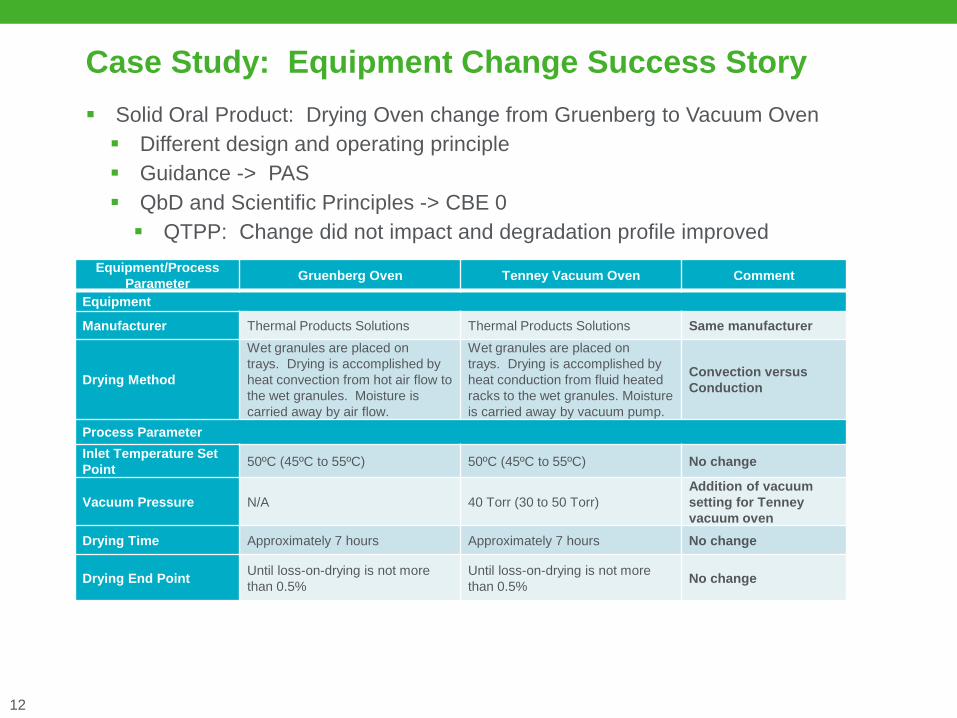
Case Study: Equipment Change Success Story
Solid Oral Product: Drying Oven change from Gruenberg to Vacuum Oven
Different design and operating principle
Guidance -> PAS
QbD and Scientific Principles -> CBE 0
QTPP: Change did not impact and degradation profile improved
1. Iser, Robert. Office of Pharmaceutical Quality. Global Drug Development and its Impact on CDER’s Drug
Review Process Symposium, June, 2014
23
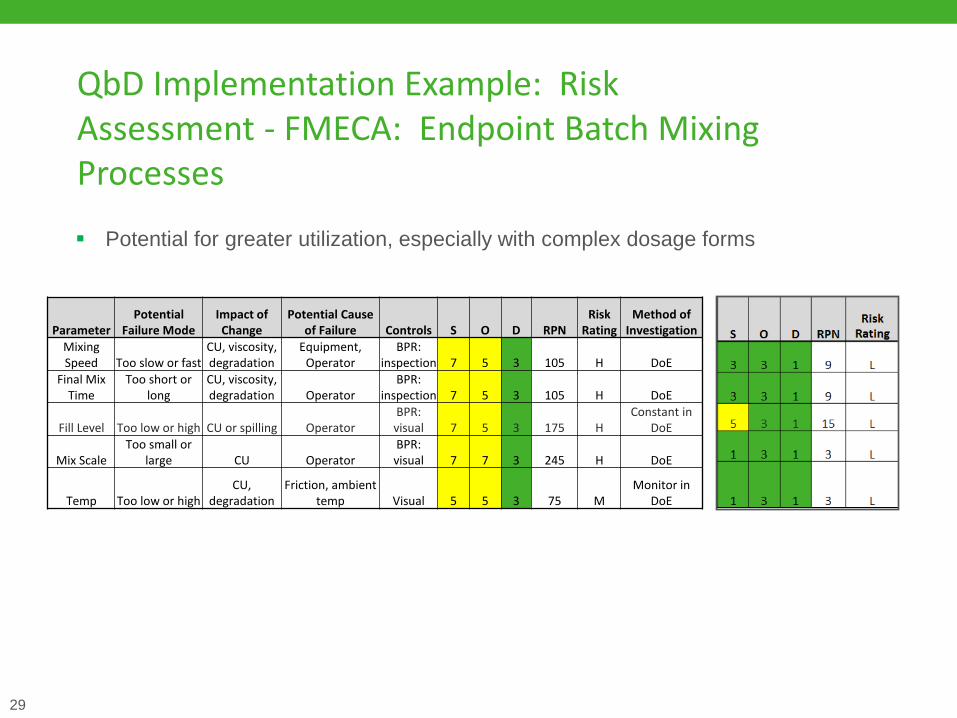
Endpoint Mixing Processes: Key Measures
Homogeneity
Viscosity
Time to dissolve or disperse components
Lends itself to Process Analytical Technology (PAT)
24
Case Study: Realizing PAT in Process Development by Implementation of NIRS: Mitigate Risk for Scale-up, Site Change, and Equipment Change Work published in Sep/Oct 2013 issue of Pharmaceutical Engineering (Fowler, et. al.)
25
Hydrogel Mixing: Realizing PAT in Process Development by Implementation of NIRS
IR spectrums recorded for each raw material
- Can be used for release, reference, investigations
26
Case Study: Realizing PAT in Process Development by
Implementation of NIRS
Flat spectrum = homogeneity
Viscosity prediction / modeling
27
Case Study: Realizing PAT in Process Development by Implementation of NIRS
Stage Pre-PAT
Process Mix #1 Mix #2 Mix #3
Stage 1 30 mins 21 mins 15 mins 22 mins
Stage 2 30 mins 28 mins 17 mins 4 mins
Stage 4 15 mins 12 mins 11 mins 5 mins
Cumulative Mix
Time 75 mins 61 mins 43 mins 31 mins
% of Control Mix
Time N/A 81% 57% 41%
Viscosity (cP) N/A 1,435 ~1,485 N/A
Result: Increased Process Understanding and Efficiency
Uniformity controlled via scale-independent method (NIR) =>
Mitigation of reporting requirement for significant scale or site change?
28
Industry is embracing PAT – including generic Gx R&D
Great potential for risk mitigation in a variety of process, equipment, scale-up, and
site change scenarios
Consideration of PAT in lifecycle management and future/ongoing discussion of