28
CIMtech Mfg. Inc. CNC machining Manufacturing consulting. Manufacturing outsourcing.
| Date post: | 13-Jul-2015 |
| Category: |
Education |
| Upload: | cimtechmfg |
| View: | 160 times |
| Download: | 0 times |

CIMtech Mfg. Inc.
CNC machining
Manufacturing consulting.
Manufacturing outsourcing.

Manufacturing Design Tips

If possible, deep milling to a shoulder should be avoided.
Average cutting length of an end mill is 2 ½ times the diameter.


Extra long end mills are available, having a cutting length of 4 times the diameter.
However, cutting performance is much slower and tooling costs are a lot higher.


Due to cost and availability, parts should be designed to accommodate standard inch size tooling wherever possible.
eg. If the pocket containing 7mm radius- 1.2” end mill can be used.


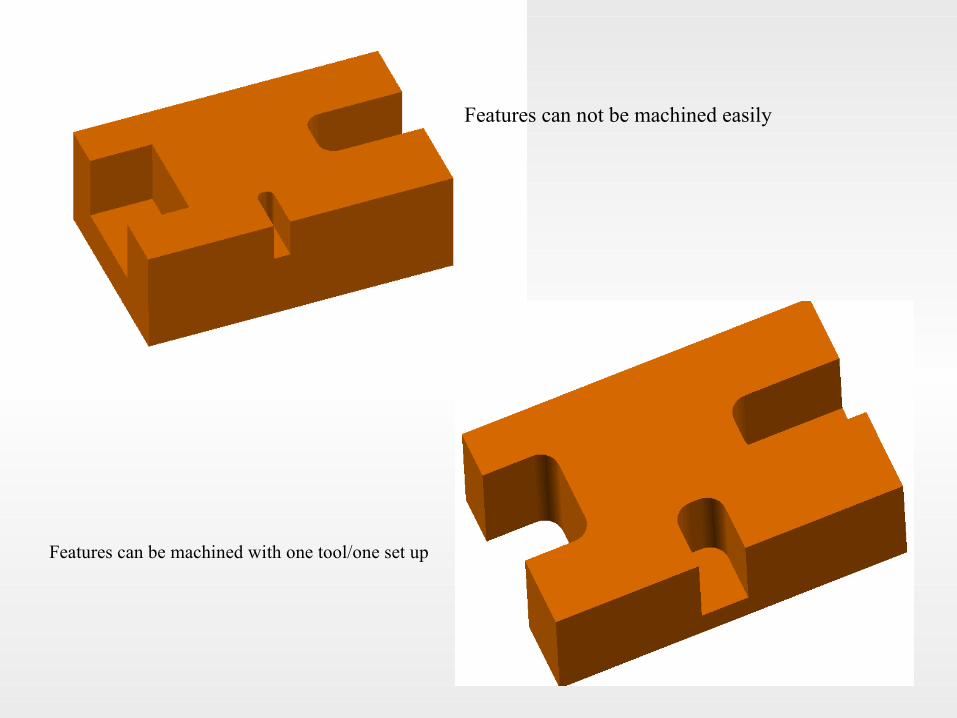
Features can not be machined easily
Features can be machined with one tool/one set up

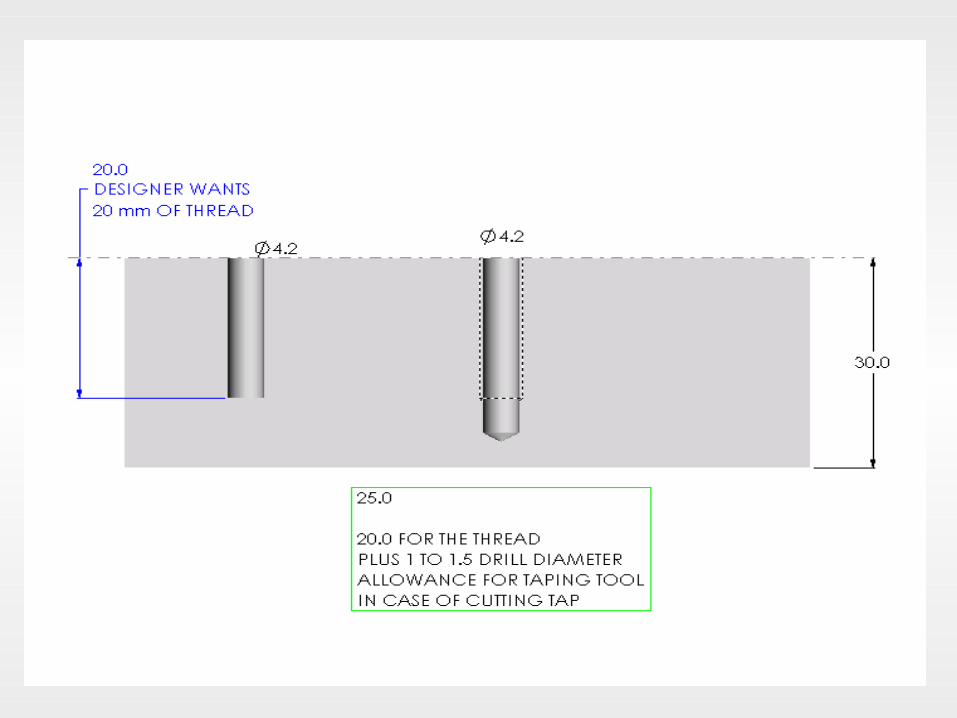
Tapping Bind Holes
Typically tap drill in a blind hole should be drilled 1 ½ to 2 times drill the diameter deeper, then required full tap depth to clear chips.
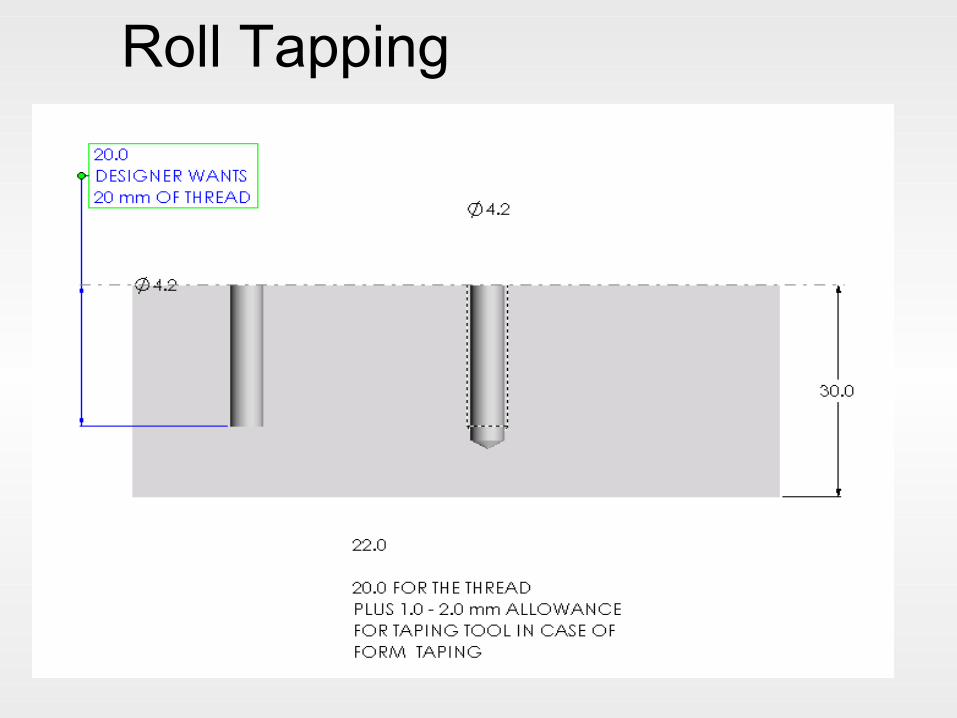
Roll Tapping

Number of tools
Designers should be aware of how many different tools will be necessary to make the part.
Try to minimize the number of required tools in part design.

Anodizing
Anodizing adds 8-12 microns per side.Hand anodizing adds 35-40 microns
(unspecified)However up to 75 microns can be added by specifying it.
Solid model is unanodized part.

In early prototyping part can be machined directly from solidmodel without need to create part drawings by adding key specifications annotations on model
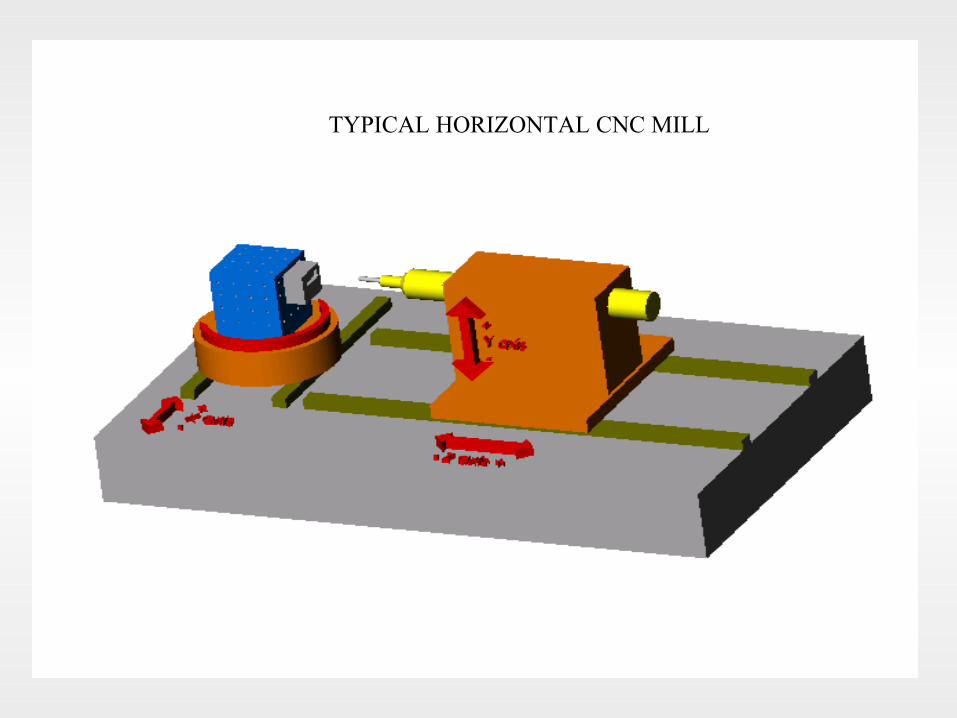
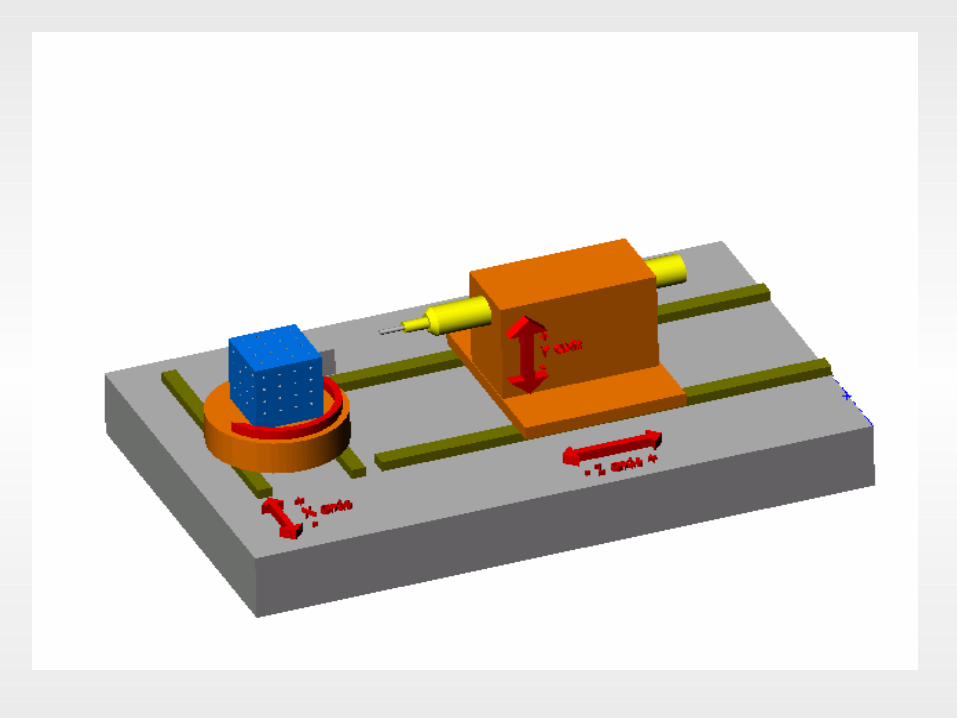
TYPICAL HORIZONTAL CNC MILL

80% OF MANUFACTURING COSTS ARE DECIDED IN DESIGN
- Statement from Boeing Aerospace
MAXIMUM COST REDUCTION ACHIEVED ON 3244 MACHINE AFTER DESIGN IS APPROXIMATELY 20%
- provided by: Dave Pires, Project Engineer
Mark Ward, Production Manager
Cost of Tolerances +/- 0.100mm
Finishing cuts = 1 Inspection frequency increased to 20-30%
sampling.
+/- 0.050mmFinishing cuts = 1Inspection frequency increased to 50-75% sampling.
Cost of Tolerances +/- 0.025mm and +/- 0.010mm
Finishing cuts = 2Inspection frequency increased to 100% to maintain this dimension.
Contributing factors:Clamping pressure; fixturing; spring cutting; cutter selection; feeds and speeds; and relation to other tolerances.
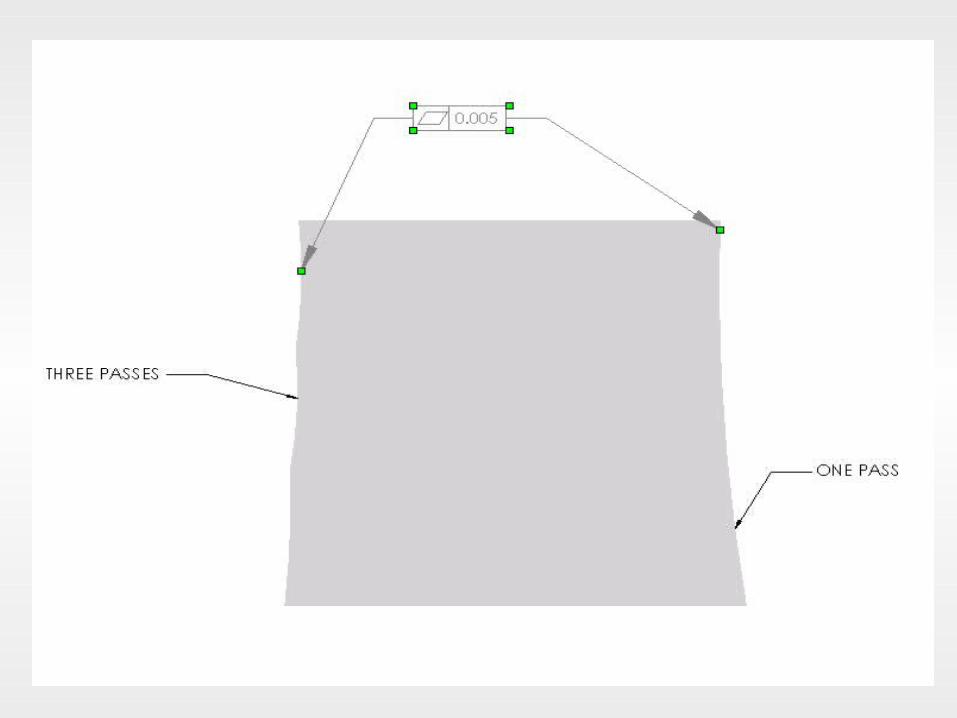
Cost of Tolerances +/- 0.002mm
Finishing cuts = 3Inspection frequency increased to 100% to maintain this dimension
Cost goes 2-3 times higher (+/- 010mm)
Contributing factors:Clamping pressure; fixturing; spring cutting; cutter selection; feeds and speeds; and relation to other tolerances.

Cost of Tolerances
5 4 3 2 1 +/- 0.1mm +/- 0.050mm +/- 0.25mm +/- 0.010mm +/- 0.005mm

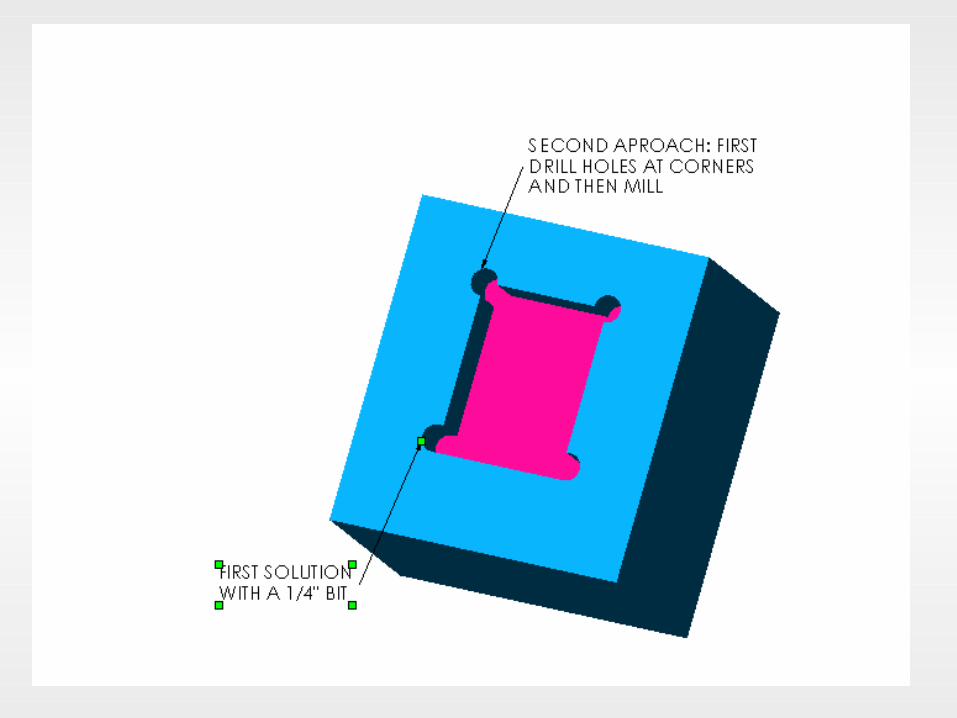
This design reduces number of tools required to machine part.

















