Page 1
STUDENTS’ INDUSTRIAL WORK EXPERIENCE
SCHEME (SIWES) REPORT
AT
DANGOTE SUGAR REFINERY PLC
SHED 20, APAPA –WHARF, APAPA LAGOS
BY
ADENIYAN OLUWASEYI ADEDEJI
070406007
PRESENTED TO THE DEPARTMENT OF
METALLURGICAL & MATERIALS ENGINEERING
UNIVERSITY OF LAGOS
JUNE - NOVEMBER 2010
Page 2
CERTIFICATIONThis is to certify that the industrial work experience scheme report was based on the knowledge and
skills acquired by me, Adeniyan, Oluwaseyi Adedeji at Dangote Sugar Refinery Plc.
Name of student:
Matric:
Signature & Date:
Name of Institution Supervisor:
Signature & stamp:
Date:
Name of SIWES Co-ordinator:
Signature:
Date:
Page 3
ABSTRACT
This report entails the industrial work experience scheme carried out by me for the purpose of
obtaining a bachelor’s of science degree in Metallurgical and Materials Engineering. The primary
objective of the scheme is detailed comprehension of the theoretical approach to learning in the
university and the practical understanding of what is obtained in the industry. The industry here in
particular is the food and beverage industry of which sugar is the primary focus. Sugar, which is
widely used by humans, is manufactured by plants during the process of photosynthesis and is found
in many animal tissues. Various classes of sugar such as monosaccharide, disaccharides,
trisaccharides and polysaccharides are abundant in nature. Amongst the commercially important
sugars are glucose, lactose, maltose and most importantly sucrose from which we obtain sugarcane.
Worthy of note is the fact that of all sugars, only sucrose can be crystallized. At Dangote Sugar
Refinery Plc, where I performed my industrial experience, the various department where I worked
during the industrial experience includes: Chemical Department, which controls the refining of raw
sugar into fortified white sugar using various process equipments; Mechanical Department, which
operate, control and maintain engineering machineries used in the production of refined sugar;
Electrical Department, which ensures smooth running of all electrically controlled motors and
equipments; Civil Department, which is in charge of major building construction works in the
refinery; Quality Assurance Department, which performs white sugar analysis, liquor analysis for
testing the quality of the refined sugar. It is therefore recommended that the industrial experience
scheme should also be taken in year three (3) after second semester during the long break to bridge
the gap between theory and practical, because it has been a wonderful experience for me.
KEYWORDS: Raw Sugar, Industrial experience.
Page 4
DEDICATION
This work is dedicated to God Almighty, the fountain of knowledge and wisdom, for
His blessings, protection, and guidance, and for availing me this opportunity. I dedicate this work also
to my Parents, Arc. & Mrs. Adeniyan, Aderonke and Adewumi Adeniyan, Mr. Oladele Oyelola.
Page 5
ACKNOWLEDGMENT
I give all thanks to God, the giver of life. May His name be praised now and forever. Amen.
I am greatly indebted to Mr. Adesokan who provided me with an opportunity to observe my training
at the above mentioned industry.
Great thanks to my HOD, Prof. Ezesobor, my IT Supervisor, Dr. Bodude and all staff of the
department of Metallurgical and Materials Engineering. I must not forget my course mates who in
one way or the other contributed to the success of my training.
With gratitude in my heart, I acknowledge the contributions of my Industry co-ordinators, Engr
Adelere Toyin, I also wish to thank Mr Rufus Ayoade who took his time to explain sugar technology;
Mr Rafiu Subair, who taught me all about pump maintenance; Engr. B. Adejola, who explained
Boiler operations; special thanks goes to Engr Olayemi who explained the turbine plant to me and
troubleshooting; also Engr. Niyi, Engr Donatus who explained electrical wirings and circuit breakers
in control panel; Engr. Disu; Mr. A. Sule, Mr. Raymond ,Engr. Soji Akinfenwa who taught me about
Air Compressors, Engr. Ilisha, Chief Chemists, Mr Okoh Chris and Mr Adepoju Aderemi and to the
Management and Staff of Dangote Sugar Refinery, who through various ways, contributed to the
success of my programme and this report.
I also appreciate the contributions of my fellow IT students with whom I underwent training.
Page 6
TABLE OF CONTENTS
Title Page 1
Certification 2
Abstract 3
Dedication 4
Acknowledgement 5
Table of Content 6
List of tables 8
List of Figures 8
Chapter One
1.0 SIWES SCHEME 9
1.1 A Brief Overview of Dangote Sugar Refinery Plc 9
1.1.1 Quality Policy 10
1.1.2 Quality Objectives 10
1.1.3 Organizational structure 11
1.2 Introduction to Sugar 12
1.2.1 Sucrose 12
1.2.2 The processing of sugar from Sugarcane 13
Chapter Two
2.0 Outline of Training Program 15
2.1 MECHANICAL DEPARTMENT 15
2.1.1 Pump machine and Air compressor 16
2.1.2 Power House 17
2.1.3 Boiler House 19
2.1.4 Robson House 20
2.1.5 Machine Workshop 21
2.1.6 Welding / fabrication 22
2.2 ELECTRICAL DEPARTMENT 23
2.3 INSTRUMENTATION DEPARTMENT 24
2.4 CIVIL DEPARTMENT 25
Page 7
2.5 QUALITY ASSURANCE DEPARTMENT 26
2.5.1 Water Treatment Plant WTP 26
2.5.2 Main Laboratory 28
2.5.3 Liquor Analysis (Turbidity & colour) 29
2.5.4 Particle size analysis 29
2.6 CHEMICAL / PROCESS DEPARTMENT 30
2.6.1 Pre-Melt/VHP Station 30
2.6.2 Melt Station 31
2.6.3 Talo-Clarification Station 31
2.6.4 Talo Scum De-Sweetening 32
2.6.5 Ion Exchange Resin (IER) Decolourisation Station 33
2.6.6 Evaporator Section 34
2.6.7 Vacuum Pan Boiling Station 35
2.6.8 Centrifugal Station 35
2.6.9 Drying Section 36
2.6.10 Rotex Section 36
2.6.11 Sugar Fortification/Vitamin A Section 37
2.6.12 Bagging Section 37
Chapter Three
3.0 CONCLUSION 38
Page 8
LIST OF TABLES
Table 1 Outline of training program
Table 2 Boiler water chemical test control guide
LIST OF FIGURES
Figure 1 Organizational structure of Dangote Sugar Refinery Plc.
Figure 2 Molecular structure of sucrose
Figure 3 Diagrammatic overview of sugarcane processing
Figure 4 Diagram of a sump pump used in the process department
Figure 5 Diagram of a steam turbine plant at the refinery
Figure 6 Front view of a water tube Boiler plant
Figure 7 A four – jaw chuck lathe machine
Figure 8 Typical view of an electrical control panel
Figure 9 Butterfly Valve
Figure 10 Pneumatic control air valves in WTP control panel
Figure 11 New 1kg sugar processing plant constructions
Figure 12 Overview of the TaloClarification process
Page 9
CHAPTER ONE
1.0 SIWES SCHEME
The student industrial work experience scheme is an industrial training program that engages the
student with practical work experience in an industry related to the students’ course of study. The aim
of the scheme is to bridge the gap between practical understanding of industry practices and
theoretical knowledge as obtained in the university.
The duration of my industrial training was for a period of six months between 1 st June – 30th
November, 2010, at Dangote Sugar Refinery Plc. Herein under lies the detailed report of my
experiences gained and the departments where I worked.
1.1 OVERVIEW OF DANGOTE SUGAR REFINERY PLC
Dangote Sugar Refinery Plc is one of the subsidiaries of Dangote Group of Companies, a
conglomerate with businesses in sugar refining, flour milling, salt processing, pasta production, real
estate, cement manufacturing, polypropylene bags, textile, oil and gas, and haulage. The company
started its sugar division within the Dangote Industries Limited in March 2000, at Shed 20, Apapa
Port, Wharf, Lagos – Nigeria. Although the parent company commenced the refining of sugar in
2001, she listed her shares on the floor of the Nigerian Stock Exchange (NSE) on 8th of March 2007
in the food and beverages sub-section.
Her refining factory commenced operations in 2001 with an initial capacity to process
600,000 metric tons of raw sugar per annum. She has since undergone a series of expansion phases to
become the largest sugar refinery on sub-Saharan Africa, with a production capacity of 1.4 million
metric tons per annum. She, Dangote Sugar, is a household name amongst manufacturers that use
sugar, for the production of high quality sugar that helps them deliver good end product with the
desired sweetness. Its product is well accepted in the market by household consumers, catering
outlets, pharmaceutical companies and other manufacturing companies involved in the production of
sweetened edible sugar.
About 250 million dollars was spent to set up the refinery at, using the technology of Tate and
Lyle Organization (TALO). TALO is the largest sugar refinery in Europe.
Page 10
Dangote Sugar Refinery imports her raw materials from Brazil and is accredited by
institutions like the National Agency for Food and Drugs Administration and Control (NAFDAC),
International Standards Organization (ISO), Standards Organization of Nigeria (SON), etc.
Dangote Sugar Refinery Plc has a large number of staff ranging from highly skilled professionals to
ordinary factory workers. They operate using three shifts – A, B, C.
1.1.1 QUALITY POLICY
Dangote Sugar Refinery Plc is committed to producing quality white refined granulated sugar using
exceptional resources and processes based on world class standards that guarantee stakeholders’
satisfaction.
1.1.2 QUALITY OBJECTIVES
1. Maintain a quality management system that is in compliance with the requirements of NIS
ISO 9001 and reviewed as changes become expedient
2. Continually evaluate the quality management system’s suitability, monitor and update its
operation to improve its effectiveness
3. Maintain world class operational process managed by competent personnel
4. Ensure increasing profitability of the business to guarantee satisfaction of all stakeholders.
Page 11
1.1.3 ORGANIZATIONAL STRUCTURE
Figure 1: Organizational chart of Dangote Sugar Refinery Plc.
Board of Directors
Managing Director
Administration Manager
Accounts & Finance
Legal Unit
Licensing & Permits
Human Resources
Training
Security
General Manager
Chief Engineer
Deputy Chief Engineer
Senior Mechanical
Engineer
Senior Civil Engineer
Process Manager
General Process supervisor
Chief Electrical Engineer
Senior Electrical Engineer
Chief Instrumentation
officer
Consultants Health Safety & Environment Officer
Field Safety Officer
Field Monitoring/Audit
Unit
Page 12
1.2 INTRODUCTION TO SUGAR
Sugar is a term applied to any of a number of chemical compounds in the carbohydrate group
that are readily soluble in water; are colourless, odourless, and usually crystallisable; and is more or
less sweet in taste. In general, all monosaccharide, disaccharides, and trisaccharides are termed
sugars, as distinct from polysaccharides such as starch, cellulose, and glycogen. Sugars, which are
widely distributed in nature, are manufactured by plants during the process of photosynthesis and are
found in many animal tissues. Ribose, a monosaccharide sugar containing five carbon atoms in its
molecule, is a constituent of the nuclei of all animal cells; five-carbon sugars are known as pentoses.
Trioses (three-carbon sugars), tetroses (four-carbon sugars), heptoses (seven-carbon sugars), octoses
(eight-carbon sugars), and nanoses (nine-carbon sugars) are also found in nature, but the most
widespread of the sugars are the hexoses sugars, characterized by the presence of six carbon atoms in
the molecule and by an empirical formula of C6H12O6.
The disaccharide sugars, maltose, lactose, and sucrose, have the empirical formula C12H22O11.
When treated with acids or enzymes, the disaccharides combine with one or more molecules of water
and split into two molecules of monosaccharide hexose sugar. Maltose, for example, splits into two
molecules of glucose when treated; lactose splits into one molecule of glucose and one of galactose;
sucrose splits into one molecule of glucose and one of fructose.
Among the commercially important sugars are glucose,
lactose, and maltose, which are widely used in infant
feeding; most important, however, is sucrose, also called
saccharose or cane sugar.
For the purpose of this report, we shall streamline our
meaning of sugar to sucrose.
1.2.1 SUCROSE
Sucrose, generally known as cane sugar, even when its source is not the sugarcane, has the formula
C12H22O11 and belongs to the group of carbohydrates known as disaccharides. It is soluble in water,
slightly soluble in alcohol. Upon hydrolysis, it yields a mixture of glucose and fructose.
Sucrose is present in limited quantities in many plants such as various varieties of palms,
sugar maple, potatoes, etc. it is chiefly extracted in commercial quantities form sugarcane and sugar
beet. More than half of the world sugar supply is obtained from sugarcane, which is grown in tropical
and subtropical climates. The rest is supplied by sugar beet, which is grown in temperate countries.
Figure 2 Molecular structure of sucrose
Page 13
Sugar beets are the chief source of sugar for most of Europe and are grown extensively in Russia,
Ukraine, Germany, France, and Poland. The countries producing the largest amounts of sugar include
Brazil, Cuba, Kazakhstan, Mexico, India and Australia. Worthy of note also, is the fact that of all
sugars, only sucrose can be crystallized.
1.2.2 THE PROCESSING OF SUGAR FROM SUGARCANE
Sugar cane is any of six to thirty-seven species (depending on taxonomical system) of tall
perennial grasses of genus saccharum (family poacea, tribe andropogoneae) Native to warm
temperate to tropical regions of Asia, they have stout, joint, fibrous stalks that are rich in sugar and
measure two to six meters (6-19feet) tall. All sugar cane species interbreed, and the major
commercial cultivars are complex hybrids. Brazil produces about one-third of the world’s sugar cane.
After harvesting, the stem of the sugarcane are stripped of the leaves and taken to the weigh
bridge to get the total weight. It is then transferred to the knife house through the conveyor for size
reduction. Further reduction is done at the shredder, which cuts the reduced sugarcane to smaller bits
to enhance juice extraction. The juice of the crushed stems is extracted in mills consisting of a system
of rollers, often 9 or 12 in number, through which the shredded materials passes. This process is
called grinding. During grinding, hot water is sprayed over the crushed material to dissolve out some
of the remaining sugar. The solid, pulpy material remaining after extraction of the juice is known as
bagasse; it is dried and used for firing the boilers which boils water to steam used for power
generation. Lime (Ca(OH)2) is added to the raw juice drawn from the mill to precipitate impurities.
During heating, unwanted organic acids form insoluble compounds with lime.
The limed juice goes to the heat exchangers, where the temperature is raised to 82°c, then to
the batch clarifier. At the clarifier, Sedipur, an amide, is added to facilitate sedimentation. Two
products are gotten after clarification: clarified juice and mud [Ca3(PO4)2]. The mud is filtered
through the Oliver or Paxman vacuum filter by suction. After filtration, the filtrate and final mud,
which is a by-product of the process is gotten and can be used as fertilizer. The emanating filtrate is
still sent back to the juice tank to undergo the whole process so as to extract sugar still contained in it.
After clarification, the brix of the clarified juice lies between 21 and 22 per cent. The resulting
clear juice is then sent to the multiple effect evaporators to be evaporated in a partial vacuum and
heated until thick syrup with brix percentage of 65%. At this stage, the concentrated liquor is more
viscous and heads to the vacuum pan where crystallization takes place through the stage process as in
the evaporators. The dense mass of crystals and syrup is known as massecuite.
Page 14
The massecuite is placed in a centrifuge rotating at a speed of 1000 to 1500 rpm; the centrifuge walls
are pierced by small holes through which the syrup, called molasses, is forced out during
centrifuging. The yellowish or brown sugar removed during centrifuging process is called first sugar,
or raw sugar. The first sugar is sprayed with water to remove any molasses that may have clung to the
crystals, and is then moved to the refinery. The molasses may be boiled again and re-evaporated in an
attempt to crystallize out some of the rich sucrose content of the liquid. The molasses is a valuable
by-product of the sugar industry, being used in the manufacture of alcohol and rum, as table syrup
and food flavouring, as food for farm animals, and in the manufacture of several processed tobacco.
Crusher Heater Filter Evaporator Crystallizer Centrifuge Raw sugar
Figure 3: Diagrammatic Overview of Sugarcane Processing
Page 15
CHAPTER TWO
2.0 OUTLINE OF TRAINING PROGRAM
Table 1: Training ScheduleS/NO LOCATION DURATION1 Mechanical Department 1st – 30th June, 20102 Boiler House 1st – 16th July, 20103 Power House 19th – 30th July, 20104 Water Treatment Plant (WTP) 2nd – 6th August, 20105 Machine shop 9th – 20th August, 20106 Robson 23rd – 27th August, 20107 Electrical Department 30th Aug. – 11th Sept, 20108 Civil Department 13th – 24th September, 20109 Instrumentation 27th Sept. – 8th Oct. 201010 Laboratory 11th – 15th October, 201011 Process 18th – 29th October, 201012 Mechanical Department 1st – 30th November,2010
VARIOUS DEPARTMENTS WHERE I WORKED
2.1 MECHANICAL DEPARTMENT
The mechanical department in Dangote Sugar Refinery comprises of the following sections:
General mechanical / maintenance section
Pump and compressor
Power House
Boiler House
Robson House
Mechanical Workshop
Welding / Fabrication
2.1.1 GENERAL MECHANICAL / MAINTENANCE SECTION
TASK PERFORMED: In this section I worked on the removal and tightening of a flat metal slab, I
carried out maintenance on dust collector circulator used in the extraction of dust in liquid sugar; I
also fixed a cylindrical valve on the Ion exchange resin tanks.
Page 16
EXPERIENCE GAINED: This section is in charge of repair and fixing of major engineering
machineries as a result of breakdown or gross equipment malfunction. Examples range from
centrifugal machine, control valves, ion exchange resins, conveyor belt, chain block, evaporators,
Deep bed filters, and heat exchangers.
2.1.2 PUMPS AND AIR COMPRESSOR SECTION
TASK PERFORMED: I fixed an elbow shot piece of a sump pump, I performed adjustment
operation on a pump, I also performed pump overhauling such as uncoupling of shafts, removal of
bearing and removal of gland packing /seal. Cleaning operation of the air filter of a compressor
machine, addition of lubricating oil and general maintenance was done with the engineers.
EXPERIENCE GAINED: Pumps are mechanical devices used to move fluids such as liquids and
dissolved gases from a region of low pressure to one of higher pressure. Pumps may be classified in
two groups: kinetic pumps and positive displacement pumps. In a kinetic pump, energy is
continuously added to increase the fluid’s velocity within the pump to values in excess of those that
exist in the discharge pipe. A major example of a kinetic pump is the centrifugal pump. Centrifugal
pumps can be either radial or axial type. In the radial type, liquid Inlet is at the centre of the impeller
and propelled radially to the casing of the pump by centrifugal force while in the axial type, flow in
the pump is parallel to the axis of the shaft. In a positive displacement pump, the volume containing
the liquid is decreased by mechanical compression until the resulting pressure is equal to the pressure
in the discharge system. Most positive displacement pumps are reciprocating pumps where the liquid
compression is accomplished by linear motion of a piston in a cylinder.
Compressors are used to move gases and vapours from point of low pressure to higher pressure.
Compressors are used to add energy to a compressible fluid for the purpose of increasing the
pressure. They are classified into: Kinetic and Positive displacement. In a positive displacement
compressor, the gas is transferred from low pressure to high pressure in a device that reduces its
volume thereby increasing its pressure. In the kinetic type, compressors impart a velocity head to gas
which is then connected to pressure head in accordance to Bernoulli’s law, as the gas is slowed down
to the velocity in the discharge line. This unit takes care of all pump and compressors in the refinery
ranging from small, medium to large pumps having the capacity to transfer water, steam and liquor to
the various sections in need of it. Engineers in this unit are in charge of all compressors in the
refinery to supply compressed air to all Pneumatic valves and engineering machineries in need of air
as vehicles of operation such as Plasma welding machine, Boiler plant, e.t.c.
Page 17
Figure 4: Diagram of a sump pump used in the process section
2.1.3 POWER HOUSE SECTION:
TASK PERFORMED: I carried out maintenance work on the heat exchanger of the turbine, I
performed high pressure pump test to ascertain to ascertain any leakage, I also worked in the control
panel room to check for any fluctuation such as pressure drop, voltage variation as well as current
reading, in order to avoid system failure or tripping.
EXPERIENCE GAINED: A turbine is a rotary engine that extracts energy from a fluid flow and
converts it into useful work. A device similar to a turbine but operating in reverse is a pump or
compressor. A working fluid contains potential energy (pressure head) and kinetic energy (velocity
head). The fluid may be compressible or incompressible. Several principles are employed by turbines
to collect this energy:
IMPULSE TURBINE: These turbines change the direction of flow of a high velocity fluid or gas jet.
The resulting impulse spins the turbine and leaves the fluid flow with diminished kinetic energy.
There is no pressure change of the fluid or gas in the turbine rotor blades, as in the case of a steam or
gas turbine, all the pressure drop takes place in the stationary blades.
REACTION TURBINE: Theses turbine develop torque by reacting to the gas or fluid’s pressure. The
pressure of the fluid changes as it passes through the turbine rotor blades.
Page 18
A pressure casement is needed to contain the working fluid as it acts on the turbine stages. The casing
contains and directs the working fluid and, for water turbines, maintains the suction imparted by the
draft tube.
TYPES OF TURBINE:
Steam turbine: This is used for the generation of electricity in thermal plants. They were once used
to directly drive mechanical devices such as ship’s propeller, but modern applications now use
reduction gears where the turbine is used to generate electricity, which then powers an electric motor
connected to the mechanical load.
Other types include: Wind turbine; Water turbine; Gas turbine; transonic turbine; Contra-rotating
turbines; statorless turbine; Ceramic turbine, e.t.c
The main function of the power house is the electrification of various equipments, machineries and
buildings in the refinery that uses electricity to operate and also providing for other subsidiaries of
Dangote Industries Limited such as Flour, Cement and Greenview Ltd. Maintenance repairs are
carried out by the engineers in the power house.
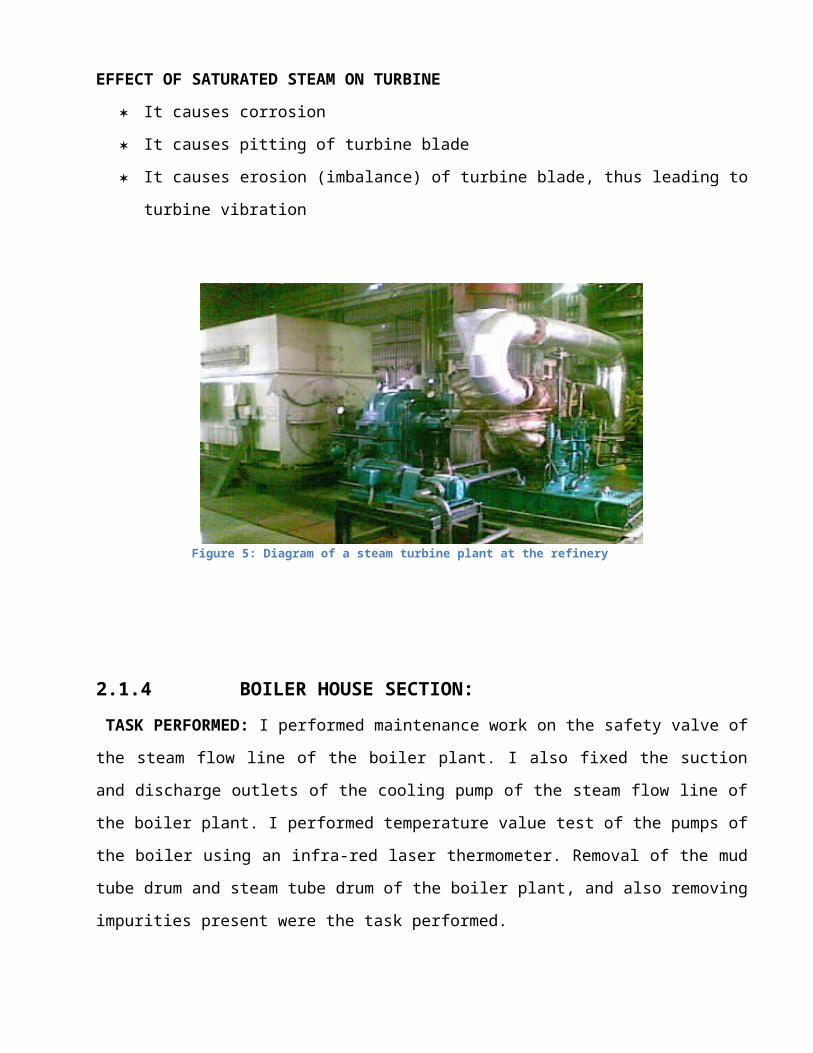
EFFECT OF SATURATED STEAM ON TURBINE
It causes corrosion
It causes pitting of turbine blade
It causes erosion (imbalance) of turbine blade, thus leading to turbine vibration
Figure 5: Diagram of a steam turbine plant at the refinery
Page 19
2.1.4 BOILER HOUSE SECTION:
TASK PERFORMED: I performed maintenance work on the safety valve of the steam flow line of
the boiler plant. I also fixed the suction and discharge outlets of the cooling pump of the steam flow
line of the boiler plant. I performed temperature value test of the pumps of the boiler using an infra-
red laser thermometer. Removal of the mud tube drum and steam tube drum of the boiler plant, and
also removing impurities present were the task performed.
EXPERIENCE GAINED: A Boiler plant is a device for heating water or generating steam above
atmospheric pressure. All boilers consist of a separate compartment where the fuel is burned and
another compartment where water can be evaporated into steam.
The main function of the boiler plant is the generation of steam used for various purposes in the
refinery. There are six boiler machines presently in the refinery with four in operation. The working
fluid in which the boiler plant uses for its operation is condensed water, Air, Fuel (hydrocarbon).
Maintenance works are also carried by the boiler engineers.
There are generally two types of boiler plant:
Fire tube boiler
Water tube boiler
FIRE-TUBE BOILERS
In 1800 an American inventor Oliver Evans built a high-pressure steam engine utilizing a
forerunner of the fire-tube boiler plant. Evans’ boiler consisted of two cylindrical shells, one inside
the other; water occupied the region between them. The fire grate and flue were housed inside the
inner cylinder permitting a rapid increase in steam pressure. Fire-tube boilers were limited in capacity
and pressure and were also, sometimes explosive.
WATER TUBE BOILERS
In the water-tube boiler plant, water flows through tubes heated externally by combustion gases and
steam was collected above in a drum. This arrangement used both convective heat transfer of the
gases and the radiant heat from the gases and the boiler walls. Wide application of the water-tube
boiler plant became possible in the 20th century with such developments as high temperature steel
alloys and modern welding techniques which made the water tube boiler plant the standard type for
all large boilers.
Page 20
Modern water-tube boilers can operate at pressure in excess of 5,000psig and generate more
than 9 million lb of steam/hr. Because combustion temperature may exceed1650ºC (3000ºF), the
water flow is controlled by natural or forced circulation.
In Dangote Sugar Refinery, water-tube boilers are used to generate steam which is essential in
various stages of sugar refining and power generation. By using so called super-heaters, modern
boilers can achieve almost 90% fuel efficiency. Air pre-heaters heat the incoming air with
combustion gases that are discharged to the stack. Water pre-heaters use the flue gases to heat the
feed water before it enters the boiler plant inside a chamber known as the economizer. Draft control
and chemical treatment of water to avoid scale formation and corrosion also contribute to efficient
operation. Boiler explosion occurs when the empty boiler tubes are heated to the extent of collapsing
due to lack of water in the drum tank which eventually leads to lack of water in the tubes.
The operating output pressure of the boiler(s) is 21bar (max) and 18bar (min) at 300ºC with a
steam production of 160-260tons/hr. The pressure is not allowed to go down to the point of producing
saturated steam because of its effect on the turbine.
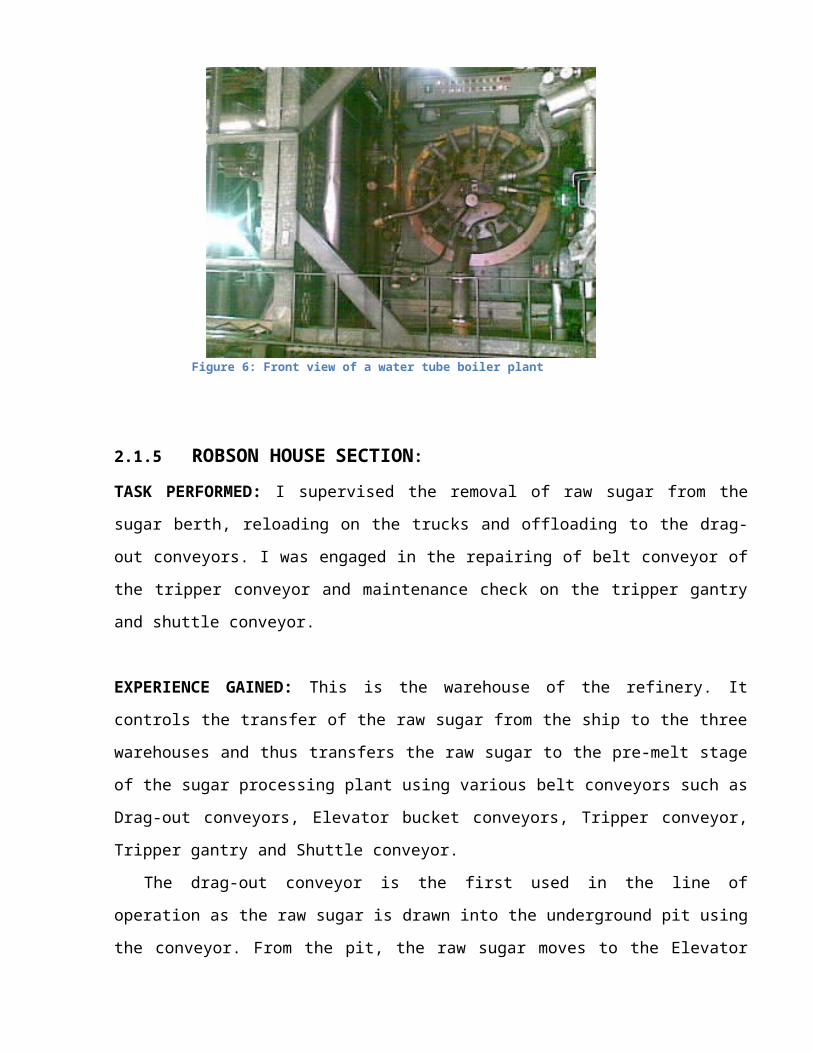
Figure 6: Front view of a water tube boiler plant
2.1.5 ROBSON HOUSE SECTION:
TASK PERFORMED: I supervised the removal of raw sugar from the sugar berth, reloading on
the trucks and offloading to the drag-out conveyors. I was engaged in the repairing of belt
conveyor of the tripper conveyor and maintenance check on the tripper gantry and shuttle
conveyor.
Page 21
EXPERIENCE GAINED: This is the warehouse of the refinery. It controls the transfer of the raw
sugar from the ship to the three warehouses and thus transfers the raw sugar to the pre-melt stage
of the sugar processing plant using various belt conveyors such as Drag-out conveyors, Elevator
bucket conveyors, Tripper conveyor, Tripper gantry and Shuttle conveyor.
The drag-out conveyor is the first used in the line of operation as the raw sugar is drawn into
the underground pit using the conveyor. From the pit, the raw sugar moves to the Elevator shoot
and an elevator bucket conveys the raw sugar to the tripper conveyor. At this stage the Tripper
conveyor is used to transfer the raw sugar to the tripper gantry. The tripper gantry is a regulatory
system that oversees the transfer of raw sugar from the tripper conveyor to the shuttle conveyor. It
also moves in the forward and backward direction for pilling of sugar. The Shuttle conveyor is
used for transferring the raw sugar to the shed.
2.1.6 MECHANICAL WORKSHOP:
The workshop aids in the production line as it entails the shaping, and creation of new machine
parts used in the refinery. Such machineries used in operation include drilling machine, milling
machine, lathe machines, hydraulic press, cutting machine, e.t.c.
TASK PERFOMED: Basic jobs include creation of new shafts, cutting of long cylindrical pipes,
drilling of holes in a flange (PCD – Pitch Circle Diameter), shaping of machine parts, smoothening
of rough edges, surface finishing, operation hydraulic press for the purpose of removal of worn out
shaft from a bearing component and so on.
Figure 7: A four jaw - chuck lathe machine
Page 22
2.1.7 WELDING / FABRICATION:
TASK PERFORMED: Welding of bolts and nuts in a flange, replacement of new bolts and nuts
in the basement and top layer of the Pan Boiler machine. Welding of steel slab for the free
passageway of the chain block, overhead welding of control valve in the process department;
overhead welding of the sand filter tank in the Water treatment plant section. Fabrication and
welding of metal gate at the transformer section in the power house, welding of a flange from a
metallic circular disc using the oxy-acetylene gas welding machine, welding of rollers and
replacement of damaged rollers in the belt conveyor used for the discharging of sugar to the trucks,
welding of metal floor staircases in the taloclarification section.
EXPERIENCE GAINED: Since the refinery comprises of 98% of metals as its major material
used in the construction of the refinery, machineries and equipments , the welding / fabrication unit
is of great importance as its main function is to fabricate worn-out metals or corroded metals,
welding of joints, brazing, e.t.c.
Welding is a fabrication process that joins materials, usually metals or thermoplastics, by causing
coalescence. This is often done by melting the workpieces and adding a filler material to form a
pool of molten material that cools to become a strong joint, with pressure sometimes used in
conjunction with heat to produce the weld. Many different energy sources can be used for welding,
including a gas flame, electric arc, laser, electron beam and ultrasound. Welding can be done in
many different environments, including open air, under water and in outer space. Regardless of
location, welding remains dangerous and precautions are taken to avoid burns, electric shock, eye
damage, poisonous fumes and overexposure to ultraviolet light.
Many distinct factors influence the strength of welds and the material around them, including the
welding method, the amount and concentration of energy input, the weldability of the base
material, filler material, and flux material, the design of the joint, and the interactions between all
these factors. To test the quality of a weld, either destructive or nondestructive testing methods are
commonly used to verify that welds are free of defects, have acceptable levels of residual stresses
and distortion, and have acceptable heat-affected zone (HAZ) properties. Types of welding defects
include cracks, distortion, gas inclusions (porosity), non-metallic inclusions, lack of fusion,
incomplete penetration, lamellar tearing, and undercutting.
Heat Affected Zone: The effects of welding on the material surrounding the weld can be
detrimental—depending on the materials used and the heat input of the welding process used, the
HAZ can be of varying size and strength.
Page 23
The thermal diffusivity of the base material plays a large role—if the diffusivity is high, the
material cooling rate is high and the HAZ is relatively small. Conversely, a low diffusivity leads to
slower cooling and a larger HAZ. The amount of heat injected by the welding process plays an
important role as well, as processes like oxyacetylene welding have an unconcentrated heat input
and increase the size of the HAZ. Processes like laser beam welding give a highly concentrated,
limited amount of heat, resulting in a small HAZ. Arc welding falls between these two extremes,
with the individual processes varying somewhat in heat input.
SAFETY: Welding, without the proper precautions, can be a dangerous and unhealthy practice.
However, with the use of new technology and proper protection, risks of injury and death
associated with welding can be greatly reduced. Because many common welding procedures
involve an open electric arc or flame, the risk of burns and fire is significant; this is why it is
classified as a hot work process. To prevent them, welders wear personal protective equipment in
the form of heavy leather gloves and protective long sleeve jackets to avoid exposure to extreme
heat and flames. Additionally, the brightness of the weld area leads to a condition called arc eye or
flash burns in which ultraviolet light causes inflammation of the cornea and can burn the retinas of
the eyes. Goggles and welding helmets with dark face plates are worn to prevent this exposure
Also, the section works hand in hand with the general mechanical / maintenance section as its
major player in the construction of the new 1Kg sugar bagging plant known as INDOMAK in the
refinery. Its major function includes brazing, cutting of metals, welding of metals as well as
shaping and forming of metals for various purposes used in the refinery. Some of the equipment
used in this section include; welding machine, grinding machine, oxy-acetylene gas welding
machine, e.t.c
2.2 ELECTRICAL DEPARTMENT
TASK PERFORMED: Fixing of the actuators in the control panel used for powering electric
motors, replacement of burnt and damaged chokes in halogen lamps; maintenance work on the circuit
breaker of the control panel of the IER station. Fixing of fluorescent fittings at various staircases,
maintenance of electric motors used in powering of pumps, disconnection of circuit breakers as well
as control switch in various control panels. The electrical section is concerned with the supply of
electricity to various personnel requiring electricity to power their machineries, and also ensuring that
all electrically powered machineries are in good working condition.
Page 24
Figure 8: Typical view of an electrical control panel
2.3 INSTRUMENTATION DEPARTMENT
TASK PERFORMED: Conduit wiring and running of pneumatic air pipes of the PH control panel,
fixing of a butterfly valve of the Broadbent Centrifugal mixing machine. Repair and testing of
centrifugal butterfly valve, testing and repair of air hose in the silos of the bagging lines.
EXPERIENCED GAINED: This section is concerned with measurement and control of the various
engineering parameters used in the refinery such as temperature, pressure, steam flow rate, e.t.c.
TEMPERATURE CONTROL: The way in which the process temperature is controlled varies. In a
heater, a temperature controller measures the process temperature and signals a fuel value to either let
more or less fuel to the burner. In a heat exchanger, the temperature controller could signal a valve to
allow more or less of the heating or cooling media to bypass the exchanger.
PRESSURE CONTROL: Whenever there is a drop in fluid pressure, gas is liberated therefore
pressure control is important. Common method of controlling pressure is with a pressure controller
and a backpressure control valve. The pressure controller senses the pressure in the vapour space of
the pressure vessel. By regulating the amount of gas leaving the vapour space, the backpressure
control valve maintains the desired pressure in the vessel. If too much gas is released, the number of
molecules of gas in the vapour space decreases and thus the pressure in the vessel decreases. If
insufficient gas is released, the number of molecules of gas in the vapour space increases and thus the
pressure in the vessel increases.
Page 25
Figure 9: Butterfly valve Figure 10: Pneumatic control air valves in WTP control panel
2.4 CIVIL DEPARTMENT
TASK PERFORMED: Laying of foundation for the basement of a new pump at the drying section,
removal of the wooden frame used during casting, making of wooden square box used for the
covering of soak-away pit at the front yard of the power house. Laying of ceramic tiles at the water
treatment plant section, mixing of sand, cement & water in the ratio of 4: 2:1 for plastering of the
block wall formed.
The civil department is in charge of major building construction works in the refinery. It is also
involved in the supervision of the new warehouse construction by Costain West Africa Plc, together
with the construction of the new sugar plant known as INDOMAK.
Figure 11: New 1Kg sugar processing plant construction (a.k.a INDOMAK)
Page 26
2.5 QUALITY ASSURANCE DEPARTMENT
This department is broadly divided into three section, but in this report I will be concentrating on the
first and second.
Water treatment plant
Main Laboratory
Special analysis Laboratory
2.5.1 WATER TREATMENT PLANT SECTION:
Water treatment is the art of treating a water sample to suit a desired purpose(s) e.g. treated water
and softened water.
Consequently, treated water contains some parameters e.g. calcium, iron, chloride, bicarbonate,
sulphate ions, etc which are useful to the human system in their tolerable levels. Whereas, softened
water contain very little or none of these parameters and thus makes it suitable for boiler’s operation.
Presently, five (5) boreholes are in operation with an average of 6700m3/day of treated water.
The major function of the water treatment plant section includes:
The supply of water to the refinery for human consumption as well as condensed water to the
boiler plant.
Prevention of pitting corrosion to the pipelines of the boiler plant.
Observing the potential hydrogen (pH), conductivity and total dissolved solids (TDS) of the
water samples.
The treatment of raw water is made possible by the addition of four chemicals namely; caustic
soda (NaOH) which is used for neutralising the potential hydrogen (pH) of water to seven (7)
which is the recommended value, also, the addition of sodium aluminate and chlorine for killing
of germs, and flocculants for coagulating the flocs (dirt) in the water.
Table 2: BOILER WATER CHEMICAL TEST CONTROL GUIDE
Page 27
TEST RAN
GE
CONTROL
FORMULAR
OUTLINE OF
METHOD
PURPOSE
Phenolphthalein
Alkalinity
Reading
400 - 800 Caustic Soda 35ml sample plus 2
drops of
phenolphthalein
indicator. Add
sulphuric acid till
red colour
disappears. (P) IN
PPM= No. ML OF
SULPHURIC
ACID = 40
1)Prevent corrosion in
Boiler; (2) Remove
magnesium hardness;
(3)Prevent silica
deposits (4) Prevent
sticky magnesium
phosphate deposits
Chloride Reading
(Cl)
120 max Blowdown
continuous
To same sample
used for (P), add 10
drops of chromate
indicator, add silver
nitrate till yellow
colour turns red. Cl
IN PPM= No. ML
OF SILVER
NITRATE = 40
(1)Prevent carryover
(2) Prevent deposits
Hydroxide
Alkalinity
Reading (OH)
320 – 720 Caustic Soda 25ml sample plus
5ml Barium
chloride plus 2
drops of
phenolphthalein.
Add sulphuric acid
till red colour
disappears. OH in
ppm = No. ml of
Sulphuric acid= 40
(1)Prevent corrosion
(2)Precipitate
magnesium hardness (3)
Prevent silica deposits
(4) Prevent sticky sludge
Sulphide reading
(SO3)
10 1505 50ml sample plus
2ml 1;1
(1)Absorb dissolved
oxygen to prevent
Page 28
hydrochloric acid
plus 1ml starch.
Add N/126
potassium iodide –
iodate till it turns
blue. SO3 in ppm=
(No. of ml
Potassium iodide –
iodate) * 10
pitting corrosion
(2)Sludge conditioning
(3)Prevent foaming
Phosphate
Reading (PO4)
10 - 30 1735 Taylor comparator
and method
(1)Precipitate calcium
hardness (2) Prevent
silica deposits under
controlled conditions
Gessco
Fix
Dosage
1133 Fix dosage: 6
Gallons / day
(1)Sludge conditioning
(2)Disperse sludge
containing magnesium,
iron, copper and oil
(3)Prevent foaming
Sugar in
Condensate
Determine sugar by alpha naphtol. 5ml cool sample in test tube, 10 Drops,10% Alpha naphtol solution 3ml C.P sulphuric acid.Bottom of tube. Violet colour ring indicates sugar
(1)Prevent acidity in
boiler water (2) Prevent
carbonaceous deposits
2.5.2 MAIN LABORATORY SECTION:
TASK PERFORMED: I performed MACV analysis (particle size) to determine the grain size of the
refined sugar, I performed strike analysis in order to determine the percentage concentration of
dissolved solids in the sugar mixture, I performed liquor analysis on various samples of refined sugar
to ascertain the percentage concentration of pure crystalline sugar, I also determined the turbidity of
the sugar samples and the potential hydrogen of the liquid sugar (PH).
2.5.3 LIQUOR ANALYSIS (TURBIDITY AND COLOUR)
Page 29
Aim: Colour and turbidity are important parameters relating to sugar quality. The principal function
of sugar refining is the removal of colour as well as purification. Turbidity is the presence of non-
sucrose substances.
Test for Colour/ Turbidity
− Take the brix of the liquor
− Take 30g for melt & 50g for clarified, DBF, IER feed, decolorized, & fine liquor
− Add distilled water to make up to 100g
− Filter half of the sample using a vacuum pump
− Use 4cm cell length to measure both the filtered and unfiltered liquor from the Talameter at
420nm wave length
− Determine the colour using the formula below (the dilution brix factor is given in a standard
table)
Calculations:
For Colour;
Colour =
absorbance of filtered liquor (Cell length ) x dilution brix factor
For Turbidity;
Turbidity =
(absorbance of unfiltered - absorbance of filtered )(Cell length ) x dilution brix factor
N.B
Use 1cm cell length for melt and A-sugar; 4cm cell length for clarified, DBF, IER feed, decolorized,
concentrated fine liquor; and 10cm cell length for white sugar.
The colour of sweet water is determined as a control measure using the 1cm cell length.
2.5.4 PARTICLE SIZE ANALYSIS
Aim: to determine the amount of uniform grains, size and dust particles in sugar crystals
Apparatus: Analytical balance, test sieves, analytical sieve shaker.
Procedure
− Arrange pre-weighed sieves of varying aperture sizes: 650µm, 600µm, 500µm, 425µm,
300µm, 212µm and base pan in descending order, recording the weights
− Weigh in 100g of the refined sugar sample into the first sieve and cover
− Take to the mechanical shaker, shake for 15mins at 60amps
− Re-weigh and record the final weight
− Plot a graph of cumulative frequency against mesh size
− Deduce and record the mean aperture size (MA), Coefficient of variation (CV) and dust
Page 30
2.6 CHEMICAL DEPARTMENT
This is the department that is responsible for the refining of raw sugar and by so doing has the largest
workforce in Dangote Sugar refinery Plc.
Sugar refining is the process of converting raw sugar from its initial brown colour state to a much
better marketable and consumable white colour quality.
At Dangote Sugar Refinery, the refining process has the flow chart:
Weigh bridge VHP station Taloclarification section IER section
Pan section Centrifugal section Dryer section
Rotex/Fortification section Bagging section.
After the raw sugar have been produced at Brazil, it is shipped down to the refinery (Dangote sugar
refinery) in Nigeria for further refining such that the raw sugar is converted into refined sugar for
industrial consumers and refined sugar fortified with vitamin A for domestic consumption.
Before delving deeply into this report, it will do us a lot of good to get used to some sugar
terminologies that shall be appearing often in the course of this section.
VHP Sugar: Very High Pol Sugar is the raw material for the refinery.
Pol is the percentage concentration of pure crystalline sugar (sucrose) in a sugar sample.
Brix: This is the percentage of total dissolved solids in a sugar solution.
Liquor: This is a term used for melted sugar.
2.6.0 WEIGH BRIDGE STATION
The weigh bridge house takes into consideration the amount (in kg) of VHP sugar that is
being conveyed from the hatch of the ship into the refinery. The records/data of the weigh house goes
a long way to determine the total losses incurred along the stages of processing.
2.6.1 PRE-MELT/VHP STATION
EXPERIENCED GAINED: After the raw sugar has been transferred to the refinery, the refining
process starts from the VHP station. The sugar at this stage has a brix of about 99.4%, colour range
between 300-1000ICU, purity, which is a percentage ratio of the pol and brix, of 99.5% minimum
and moisture content less than 0.18%.
The sweet water and hot water are used to melt (i.e. dissolve) the sugar grains in the pre-
melter while the stirrer of the pre-melter aids melting. The recommended brix percentage at pre-
melting is 66%-67%. Anything away from this standard is either high brix (where the liquor is very
Page 31
viscous) or low brix (where the liquor is watery). Where the brix is on the high side, it poses a
problem to the slurry pumps as this would be too difficult for the pumps to push the liquor up against
gravity. This can lead to pump break down or total damage.
The melted sugar at this point is called liquor or slurry. It leaves the tank through the outlet;
with the aid of slurry pumps and sent away to the second stage melters known as the MELT
STATION.
2.6.2 MELT STATION
EXPERIENCED GAINED: This station would best be described as an extension of the pre-melt
station, where complete melting of the sugar crystals is achieved. It consists of two melting tanks, the
first and second stage melters, having four (4) compartments; A, B, C and D. This is to improve the
melt efficiency of the tank and its accessories, lint catcher and filter buckets. Both tanks are fed with
steam from a 3bar steam line. The steam is fed to each tank through a pneumatically controlled close-
open automatic valve. It can be opened to increase liquor tank temperature or closed to reduce tank
temperature.
Both tanks, just like the pre-melter tanks at the VHP station, have two electric motors
mounted at their top to power the agitators/stirrers to aid melting.
2.6.3 TALO-CLARIFICATION STATION
EXPERIENCED GAINED: Liquor leaving the melt station to the clarification station has a high
colour range/value with much turbidity. Clarification is necessary as this technique seeks to reduce
the colour and also, maintain the brix and pH at a recommended percentage and level.
Machines used in this station includes:
Clarifiers: these are open circular tanks having three concentric compartments – inner
chamber from where the liquor enters, the clarifying chamber into which the liquor overflows
and where clarification takes place and the trough chamber where the scrapped scum is
deposited and flushed away. Also at the top, situated at the middle, is a pole with length equal
to the diameter of the clarifying chamber, onto which are attached ten (10) square plates (five
on either sides) that scrapes away the formed scum as the pole rotates. At the side of the
clarifier is a weir box into which the clarified liquor flows into and is forwarded.
Page 32
Reaction tank: this is a 10m3 capacity tank having four compartments and four electric
motors at the top that power the agitator. It is in this tank, as the name suggests, that the
various chemicals are dosed (added) and the necessary reactions take place. The four
compartments is to allow for thorough and uniform reaction of the liquor and the chemicals.
The first compartment contains acid sucrate, second compartment contains lime sucrate and
the third chamber contains talofloc added to decolourise the liquor while the fourth
compartment contains talofloate added for separation which leads to buoyancy.
Heat exchangers: these are long pipe-like structures in which are lined fifty-six (56) tubes, 2
inches diameter calandria tubes through which the liquor flows. Steam is allowed to circulate
around the calandria tubes so as to heat up the liquor flowing inside them.
2.6.4 Talo Scum De-Sweeting
Scum discharged from the clarifiers still contains some amount of sugar which in fact, makes
50% of the scum content. To extract the sugar, the scum undergoes a de-sweetening process
involving a three step clarification cycle. The extracted sugar is collected as sweet water (with very
low brix of about 21%) which serves as utility to other units especially at the VHP station where it is
used for pre-melting.
Similarities between Liquor clarification and de-sweetening clarification:
1. Both processes use the same clarification technique.
2. Both processes are set for same purpose of sugar extraction.
3. Both processes yield scum as the final product.
Page 33
Figure 12: Overview of the TaloClarification Process
2.6.5 ION EXCHANGE RESIN (IER) DECOLOURISATION STATION
EXPERIENCE GAINED: Ion exchange is the method of exchanging ion in a solution of ions of the
same charge in certain insoluble substances initiated by the most active ion. By this means, chemicals
can be removed from a solution that contains large amount of other chemicals. This is done by
passing the solution through porous solid materials, usually minerals of the zeolite group or specially
prepared synthetic resins containing large complex molecules. Certain ions in the liquor solution
replace ions or group of ions in the resin or zeolite, from which they can then be eluted or washed
out.
Page 34
By controlling the acidity, strength, composition of the solution and the nature of the resins, ions in
the solution are more or less selectively exchanged for the liable (exchangeable) ions that are in the
resins.
Ion exchange resins are synthetic resins having a chemical structure based on a cross linked 3-
dimensional polymer. They are co-polymers of polystyrene and divinyl benzene (DVB). They are
added to decolourise the liquor solution.
CLASSES OF ION EXCHANGE RESINS
The classification is based on its function as a cation or an anion exchange resin.
Cation exchange resin: these are resins which exchange positive ions such as sodium ion,
Na+ and calcium ion, Ca2+. They are further classified either as strong or weak acidic
depending on their degree of acidity.
Anion exchange resin: these resins exchange anions like chloride ion, Cl- or sulphite ion
SO2-. They are classified into strong or weak basic depending on their alkalinity.
2.6.6 EVAPORATOR SECTION
EXPERIENCE GAINED: For sugar crystals to be formed, concentration of the liquor is necessary.
Liquor from the IER station has a brix of 62% to 63%. The liquor through the action of steam is
heated under vacuum to concentrate it. As the liquor boils, the moisture content is evaporated hence,
concentrating the liquor and bringing the brix to a higher percentage of 70% to 74% prior to
crystallization by extracting moisture from it through evaporation at low pressure (vacuum).
Equipments used in this station includes:
Evaporators: these are large vessels having at their basement sets of tubes of 2inches diameter
– the calandria tubes. Steam circulates around the tube heating them up and in turn, the liquor
inside the tubes acquires heat, boil and its moisture evaporated. The refinery makes use of five
(5) single effect evaporators.
Barometric condensers: these are cylindrical tanks through which the vacuum in the
evaporator is generated and sustained. The vacuum is initiated by the vacuum pump which
sucks out air through the condenser thereby generating vacuum. During boiling, the vacuum is
sustained by the sudden cooling of the vapour in the barometric condenser. The barometric
condenser has a sealing pot at the end of its tail pipe to seal off any opening through which
there might be air suction which would disrupt the already generated vacuum.
Page 35
Process Description
In the evaporators are tubes from which decolourised liquor is charged in. saturated steam at
1.5bar is introduced into the shell through which the calandria runs. This heats up the liquor inside the
calandria, evaporating the moisture content of the liquor. While concentrating, the brix is thoroughly
monitored to ensure that crystallization does not commence as this could lead to tube blockage,
through which the concentrated liquor is discharged.
2.6.7 VACUUM PAN BOILING STATION
EXPERIENCE GAINED: At this station, crystallization is carried out. This is where crystallization
separation technique is employed to extract the sugar crystals from the liquor. It is done in the
vacuum pan. The three main materials used in the Pan Boilers include:
Steam at 1.5bar
Temperature at 60OC
Vacuum at (-25mmHg)
Reasons for Boiling Under Vacuum
a. Boiling at atmospheric pressure would subject the liquor to high temperature and generate
impurities that have been removed in earlier processes.
b. Boiling at atmospheric pressure would lead to caramelization (sugar burning).
c. To prevent sugar inversion, where sucrose hydrolysis to glucose and fructose.
C12H22O11 C6H12O6 + C6H12O6
d. To avoid colour pick up.
e. To hasten sugar boiling.
2.6.8 CENTRIFUGAL STATION
EXPERIENCE GAINED: The massecuite from the vacuum pan has 55% sugar crystals, 35% syrup
and 10% water. The syrup and water is termed runoff. To separate the crystals from the runoff,
centrifugation becomes necessary. This is done by the rotation of the centrifugal machine at a very
high speed and using a screening net to absorb the water which then proceeds to a tank and the
crystals are sprayed with water.
Page 36
This station is only concerned with curing strikes from the vacuum pan i.e. separating the crystals
from the mother liquor through a process called washing as described earlier.
2.6.9 DRYING SECTION
EXPERIENCE GAINED: Washed sugar at the centrifuge has moisture in it and needs to be dried.
Drying is necessary as this would prolong the shell life of the sugar by preventing caking after
bagging, thereby reducing sugar moisture content to a minimum level of 0.04 prior to bagging.
Equipment used in this section include:
Driers: these are horizontal cylindrical vessels approximately 2.7m in diameter by 12m long
(9ft in diameter by 40ft long). They are the Rot-louvre type, which is a hybrid between the
Cascade and Fluidized bed types. The dryers are of concurrent design, in that, the air and
sugar both travel through the dryer in the same direction. Both hot and cool air is applied to
the drier for drying and subsequent cooling of the product.
Process description
Hot air enters the driers via vents inside the vessels and passes through the bed of sugar. The
air then travels down the air space inside the drier. As the drier drum is rotating at 10rpm, sugar is
carried up to a height and then falls to the bottom forming a curtain down the length of the drier. The
hot air passes through the curtain of sugar, drying it. Air at ambient temperature is applied to the last
third of the drier to cool the sugar.
2.6.10 ROTEX SECTION
EXPERIENCE GAINED: Dried sugar crystals are in varying sizes; lumps, granules and powder. It
is always necessary to get crystals of uniform size before sending it to the market in order to sieve
lump and powder from dried sugar to get a size range of 0.5 to 0.6mm.
Equipment used in this section includes:
Screening bed: this is flat metal bed inside which are lined meshes with openings of 0.5 to
0.6mm. The gyration of the bed is caused by metal balls on which it is suspended at the four
edges.
Page 37
Process Description
Sugar from the bin discharged into the rotex screening bed gets sieved through the meshes by
the gyration of the bed caused by the suspending balls. The unwanted lumps through another opening
situated down the bed, exits into the lump crusher where it gets crushed to powder before being sent
to the sweet water tank. In the same vein, dust (sugar powder) during screening, is sucked out, into
the sweet water tank.
After screening, the screened sugar is carried by conveyors through a magnetic chamber
where ferrous materials are removed before discharge into the bagging hoppers.
2.6.11 SUGAR FORTIFICATION/VITAMIN A SECTION
EXPERIENCE GAINED: Sugar fortification is aimed at enriching white refined sugar with an
active ingredient known as vitamin A (dry retinyl palmitate), so as to add value to the sugar and help
in preventing vitamin A deficiency diseases especially among growing children, nursing mothers and
pregnant women; who are mainly at risk.
White refined sugar, vitamin A and coconut oil are mixed together in a V-blender machine
for 10mins, to produce premix which would be conveyed via a dosifier to mix with the white refined
sugar coming from the rotex, hence fortifying the sugar.
The procedure is applicable on dry sugar in a ratio of 1kg of premix to 1000kg of refined
sugar to achieve fortification.
Equipments used in this section includes:
V-Blender: this is a V-shaped machine in which the premix constituents are prepared. It has
two inlet gates at the end of its arms and an outlet at its base. The mixing is done by the
rotation of the blender which is powered by a rotor engine at its side.
Dosifier: this is a bin in which the prepared premix is poured and through which sugar
fortification is carried out.
2.6.12 BAGGING SECTION
EXPERIENCE GAINED: The bagging section takes care of the packaging of sugar in 50kg sacks
for sale. The sacks are hung onto the bottom lips of the hoppers and suspended by the opening of the
lips which spread out the sack. A minimum weight of 50kg of sugar is discharged into the sack
through a Simon Richards weighing machine.
Page 38
CHAPTER THREE
3.0 CONCLUSION
EXPERIENCE GAINED
The SIWES is a welcome development as this bridges the gap between theory and practical.
During my training programme with Dangote Sugar Refinery, I was not only educated on sugar
refining processes but also techniques and principles of mechanical processes, function of effective
mechanical management and mechanical methodology. I was made to understand the inter-
relationship between different disciplines, I saw for the very first time a Boiler plant, Steam Turbine
plant, Air Compressors and various engineering machineries; I also learnt work ethics; how a well
structured organisation runs; saw new things and also, made new friends. I was really fascinated by
industrial processes.
The experience was worth the while.
RECOMMENDATION
ITF and other bodies concerned should provide students with industries/organisation of
placement prior to take off. This would relieve them the stress of moving around seeking
placement and getting turned down.
CONTACTADENIYAN OLUWASEYI ADEDEJIMETALLURGICAL & MATERIALS ENGINEERTel: +2347030500540, +2347025370340Email: [email protected]