Acid Gas and Trace Contaminant Removal from Synthesis Gas Produced by Fluidized Bed Gasification of Wood Using the Morphysorb ® Process in the GTI Flex Fuel Test Facility Dennis Leppin, P.E. Gas Technology Institute
Transcript
Acid Gas and Trace Contaminant
Removal from Synthesis Gas Produced
by Fluidized Bed Gasification of Wood
Using the Morphysorb® Process in the
GTI Flex Fuel Test Facility
Dennis Leppin, P.E.
Gas Technology Institute
Project Objectives
Complete commissioning of Acid Gas Removal (AGR) unit moved to
GTI from Texas in 2007
Integrate AGR with GTI’s Flex Fuel Process configured for Haldor
Topsøe’s TIGAS process
– Converts woody biomass to gasoline via syngas
– Andritz Carbona gasifier used to generate sour syngas
– CO2 concentration in sour syngas must be reduced by the AGR
unit for optimal gasoline synthesis
Provide sweet syngas to downstream gasoline synthesis reactor
– 2 to 5 vol % CO2
– H2S as low as possible
Project Objectives (cont’d.)
Conduct testing with sour syngas to obtain data on Morphysorb* solvent performance such as: Absorption capacity (lb CO2/gallon)
H2, CO and CH4 selectivity
Foaming tendency
Affect of circulation and solvent temperature
System operational limits, e.g., flooding, entrainment, hydraulic
limits
*Morphysorb Process for syngas cleanup is a patented process
Pilot Plant Location
Acid Gas
Removal Unit
(AGR)
Advanced
Gasification Test
Facility (AGTF)
Flex Fuel Test
Facility (FFTF)
GTI Energy & Environmental Technology Campus
Des Plaines, Illinois
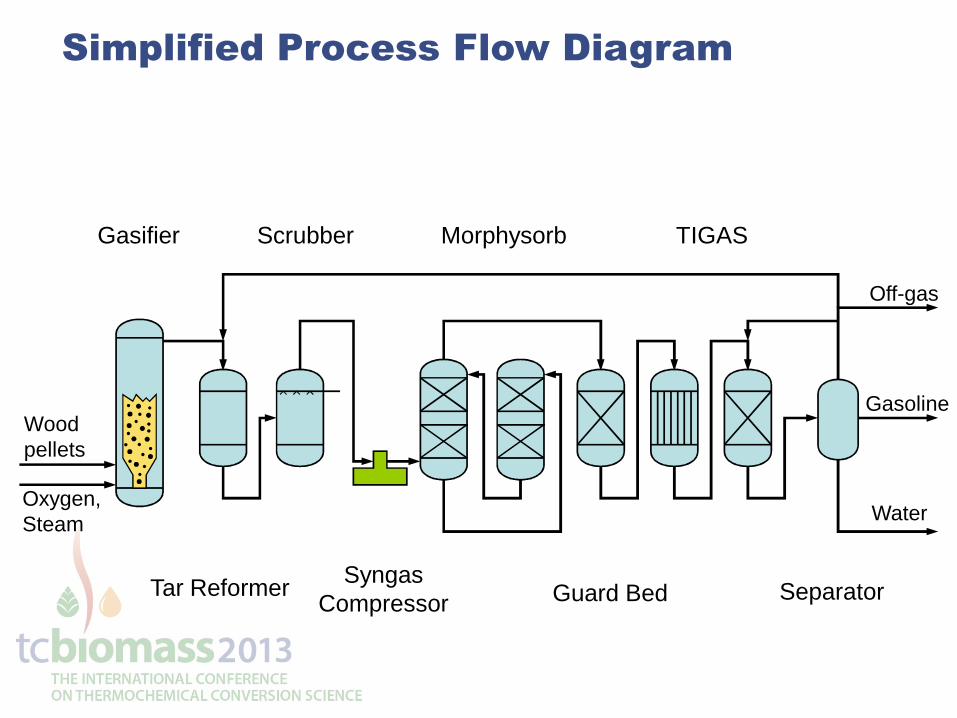
Simplified Process Flow Diagram
Gasifier
Tar Reformer
Scrubber
Syngas
Compressor
Morphysorb TIGAS
Off-gas
Gasoline
Water
Wood
pellets
Oxygen,
Steam
Guard Bed Separator
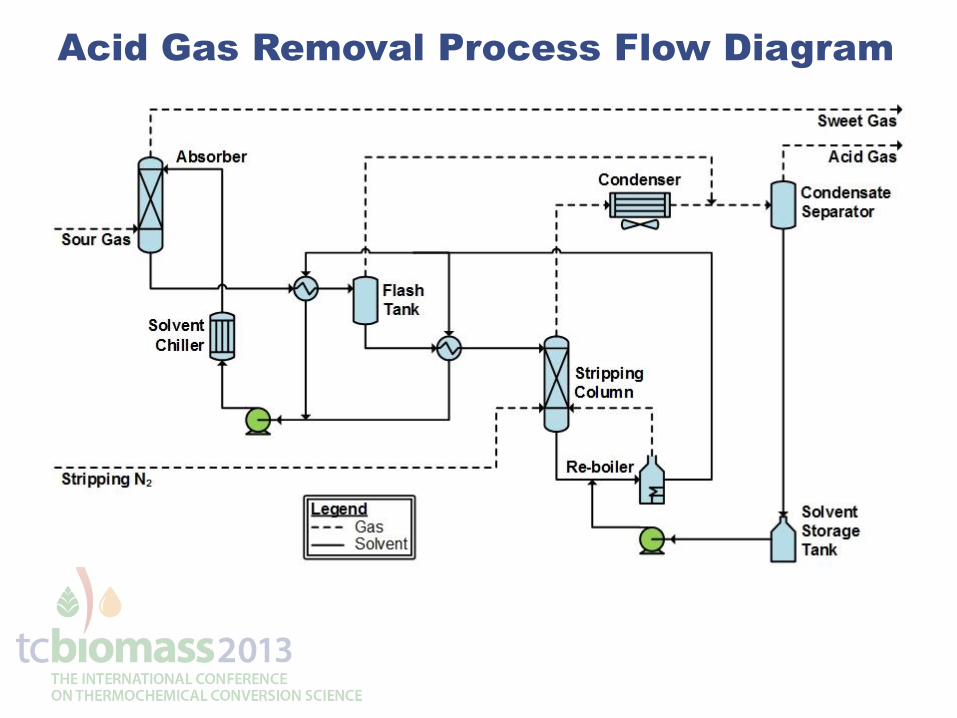
Acid Gas Removal Process Flow Diagram
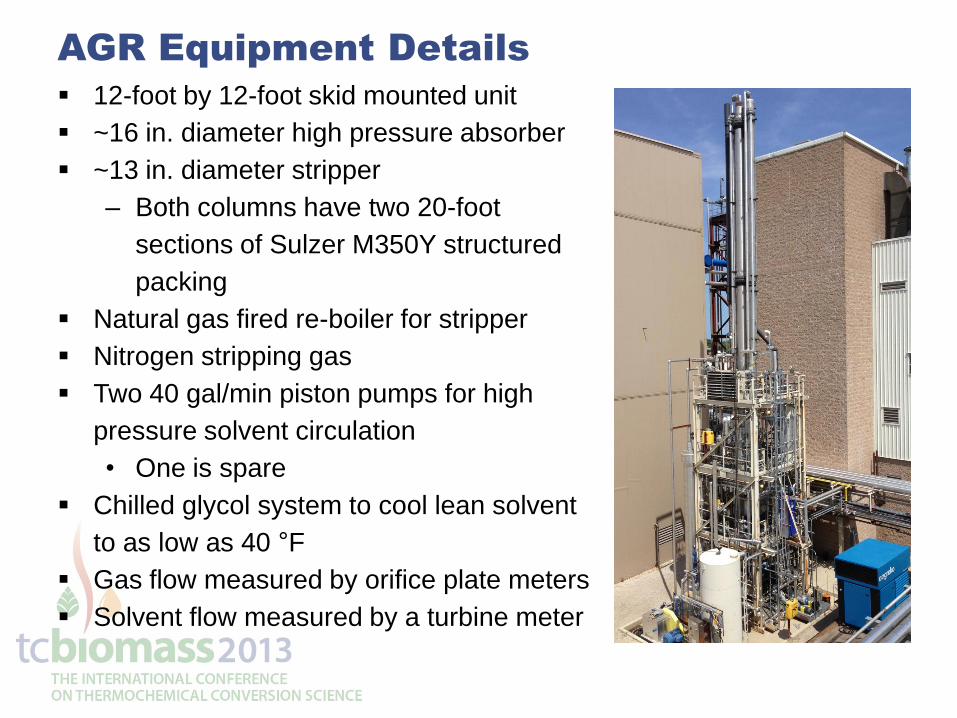
AGR Equipment Details
12-foot by 12-foot skid mounted unit
~16 in. diameter high pressure absorber
~13 in. diameter stripper
– Both columns have two 20-foot
sections of Sulzer M350Y structured
packing
Natural gas fired re-boiler for stripper
Nitrogen stripping gas
Two 40 gal/min piston pumps for high
pressure solvent circulation
• One is spare
Chilled glycol system to cool lean solvent
to as low as 40 °F
Gas flow measured by orifice plate meters
Solvent flow measured by a turbine meter
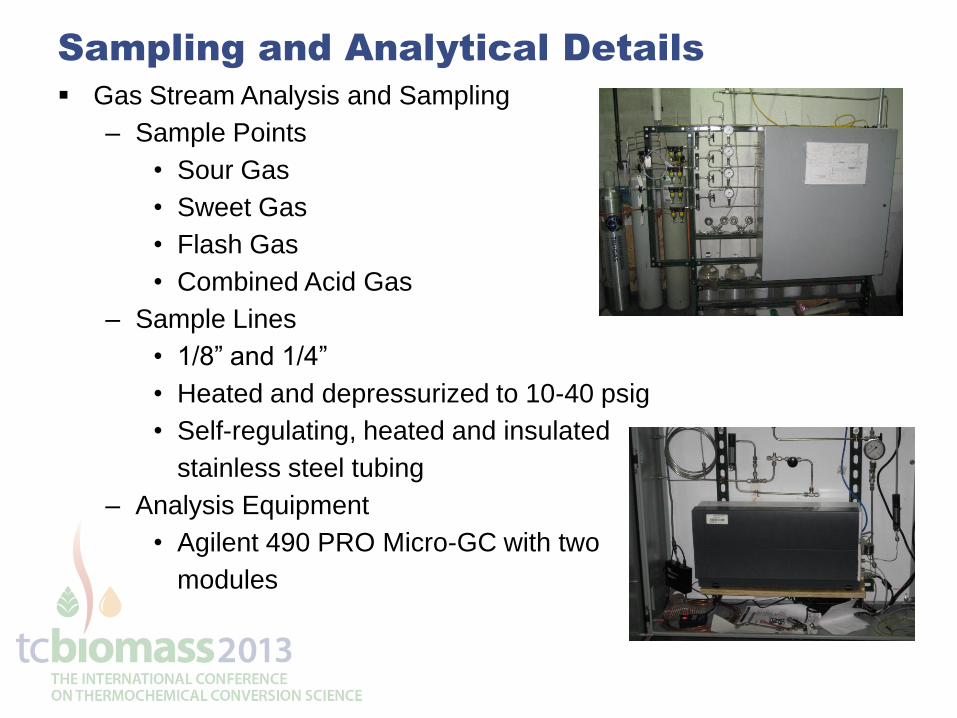
Sampling and Analytical Details
Gas Stream Analysis and Sampling
– Sample Points
• Sour Gas
• Sweet Gas
• Flash Gas
• Combined Acid Gas
– Sample Lines
• 1/8” and 1/4”
• Heated and depressurized to 10-40 psig
• Self-regulating, heated and insulated
stainless steel tubing
– Analysis Equipment
• Agilent 490 PRO Micro-GC with two
modules
Sampling and Analytical Details (cont’d.)
• Liquid Stream Sampling and Analysis
– Sample Points
• Rich Solvent (high pressure)
• Flashed Solvent (high pressure)
• Lean Solvent (low pressure)
– High pressure liquids contain dissolved
gases
• Sampled with constant pressure
cylinders
– Low-pressure liquid samples are used to
determine solvent composition and
contamination
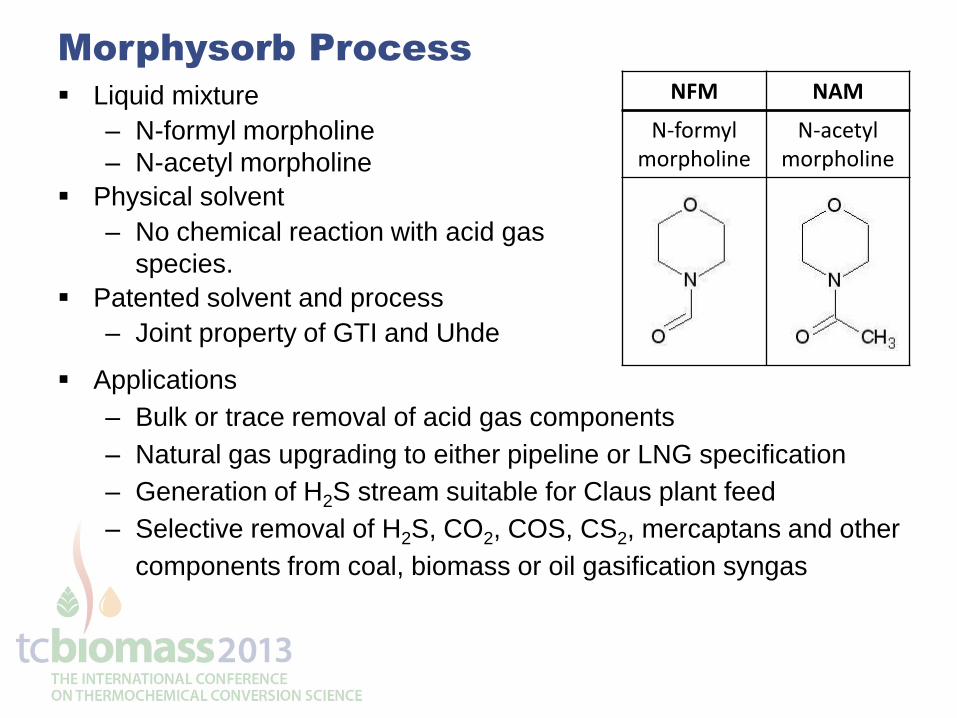
NFM NAM
N-formyl morpholine
N-acetyl morpholine
Morphysorb Process
Liquid mixture
– N-formyl morpholine
– N-acetyl morpholine
Physical solvent
– No chemical reaction with acid gas
species.
Patented solvent and process
– Joint property of GTI and Uhde
Applications
– Bulk or trace removal of acid gas components
– Natural gas upgrading to either pipeline or LNG specification
– Generation of H2S stream suitable for Claus plant feed
– Selective removal of H2S, CO2, COS, CS2, mercaptans and other
components from coal, biomass or oil gasification syngas
Selected Results: Gas Composition
Sour Syngas Sweet Syngas
Physical Parameters
Temperature (°F) 67 52
Pressure (psig) ~900 ~900
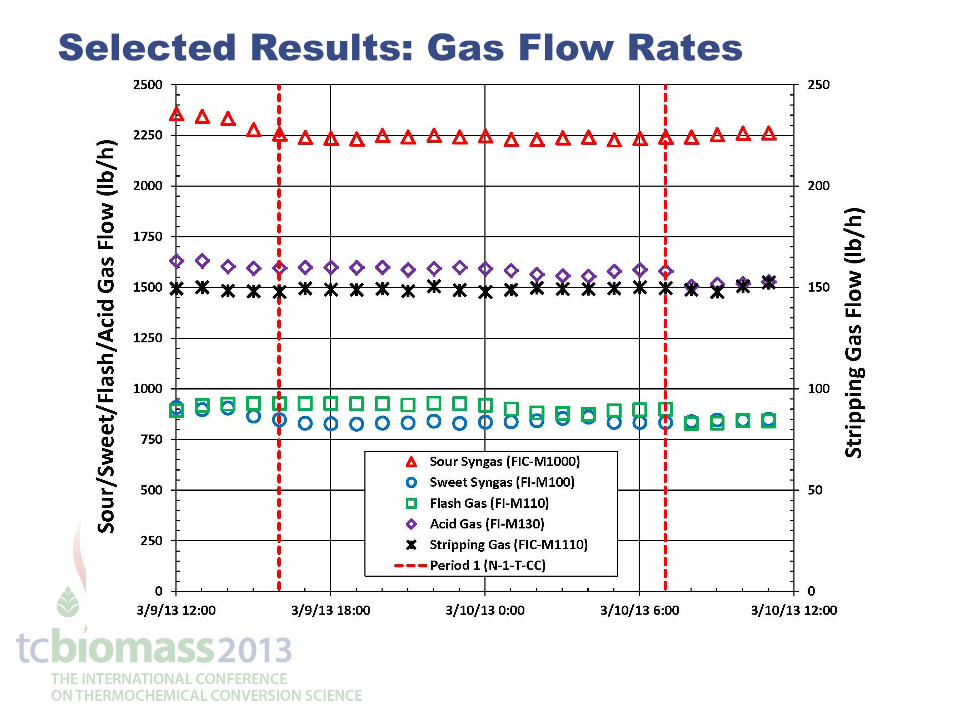
Flow Rate (lb/h) ~ 2,350 ~900
Composition (vol %)
Carbon Monoxide 25.4 41.6
Carbon Dioxide 40.4 5.1
Hydrogen 27.1 41.2
Methane 3.0 4.7
Nitrogen 4.0 7.3
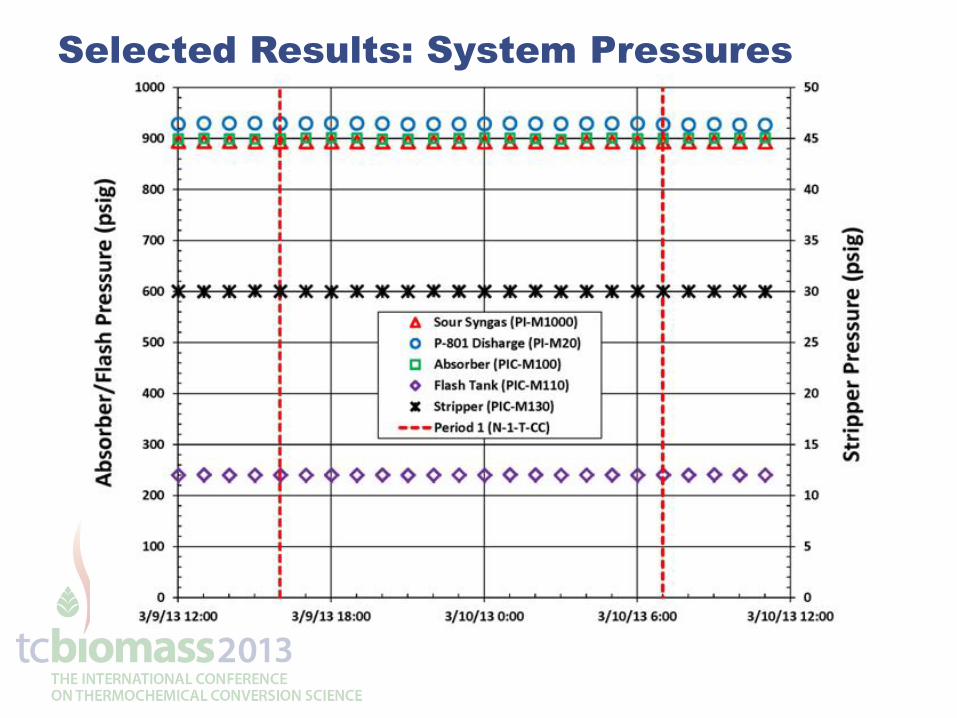
Selected Results: System Pressures
Selected Results: Gas Flow Rates
Selected Results: Solvent Flow Rate
Selected Results: Absorber Temp Profile
Selected Results: Material Balance
In Out (Out-In)/In
(%)
Total 2,718 2,589 - 4.7
Carbon 720 683 - 5.1
Hydrogen 58 53 - 8.6
Oxygen 1,480 1,389 - 6.1
Selected Results: Overall Performance
316 hours of on-stream operation with biomass-derived sour syngas
Longest continuous on-stream period: 217 hours
Sour syngas feed concentration
CO2: 38 – 43 vol %
H2S : 40 – 50 ppmv
No plant shutdowns due to AGR operations
Acceptable syngas feed provided to downstream TIGAS operations