25
Topsoe WSA technology for small compact sulfuric acid production units COBRAS 2015, Fortaleza, Brazil 1
| Date post: | 11-Feb-2017 |
| Category: |
Engineering |
| Upload: | cobras |
| View: | 1,716 times |
| Download: | 13 times |

Topsoe WSA technology for small compact sulfuric acid production unitsCOBRAS 2015, Fortaleza, Brazil
1
2
Presentation – main contents
• Introduction to Rio Seco• Introduction to the WSA technology• Typical WSA plant design• WSA plant equipment• References• Summary
3
Rio Seco
• Part of the large Buenaventura group in Peru• Procesadora Industrial Rio Seco S. A. plant, Hural 100 km from Lima• Processing of silver ore by use of among other things sulfuric acid• Magnesium sulphates are produced and an H2S stream is generated which needs
cleaning• The H2S stream and sulfur is burned in WSA plant for making 60 MTPD of 98 % acid
for local consumption at the site• Gas cleaning and acid production in same unit• High pressure steam from the WSA process is used for electricity production• Remote location so local electricity production has value• Avoid authority inspections/problems related to buying acid
4
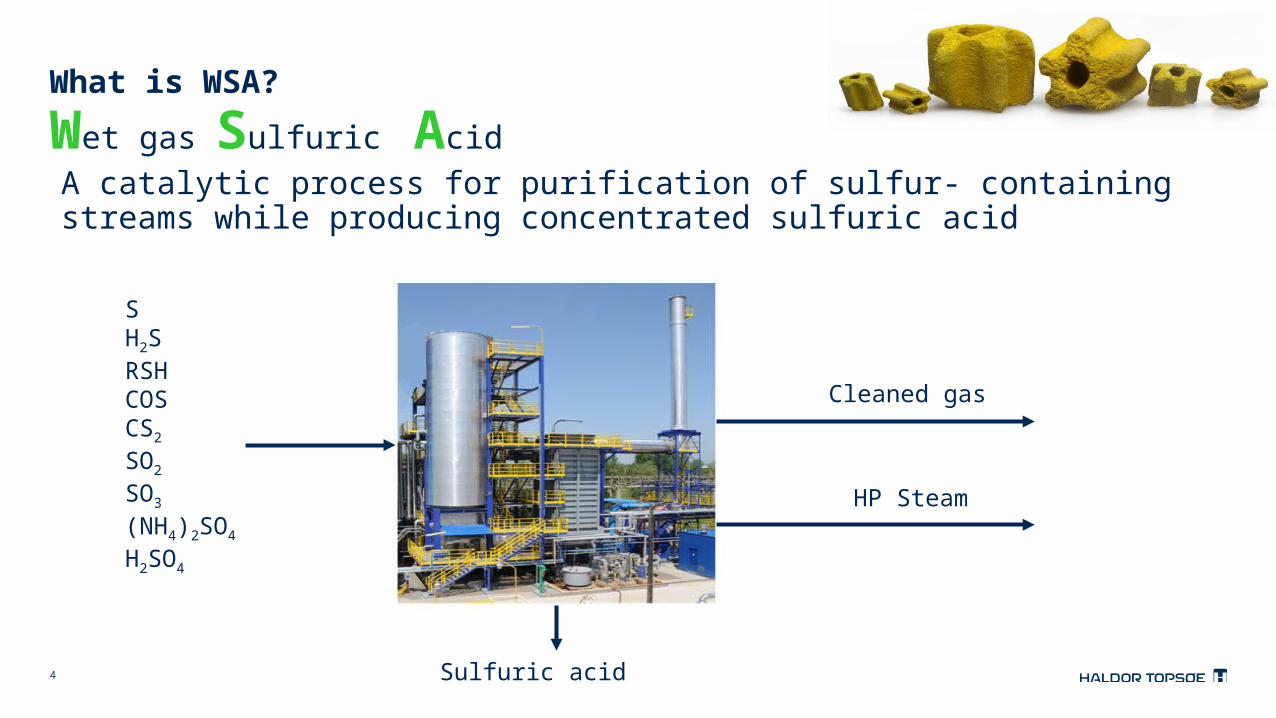
What is WSA?Wet gas Sulfuric AcidA catalytic process for purification of sulfur- containing streams while producing concentrated sulfuric acid
SH2SRSHCOSCS2
SO2
SO3
(NH4)2SO4
H2SO4
Sulfuric acid
Cleaned gas
HP Steam
5
Why WSA?
• Up to 99.95 % of the sulfur content is recovered• Treats the mixture of H2S and S• Sulfur is recovered as concentrated sulfuric acid of commercial grade• No waste products• NH3 and hydrocarbons are accepted in the feed gas• Excellent heat management• Simple lay-out, few components• Attractive operating cost and lower investment than competing technologies
6
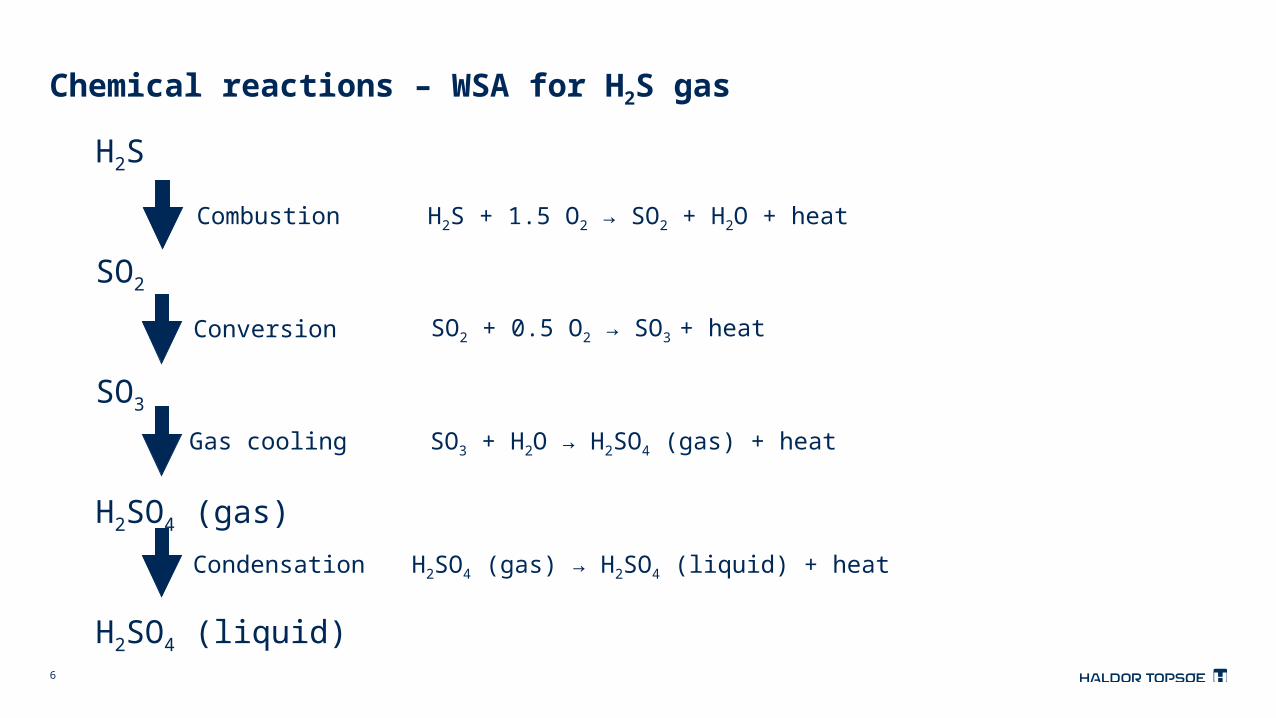
Chemical reactions – WSA for H2S gas
H2S
SO2
SO3
H2SO4 (gas)
H2SO4 (liquid)
Combustion H2S + 1.5 O2 → SO2 + H2O + heat
Conversion SO2 + 0.5 O2 → SO3 + heat
SO3 + H2O → H2SO4 (gas) + heat
H2SO4 (gas) → H2SO4 (liquid) + heat
Gas cooling
Condensation

7
WSA process lay-out, H2S gas
H2S gas
SO2 converter
Acid cooler
Product acid
Combustion air
Stack gas
Blower
WSAcondenser
Interbedcooler
Interbedcooler
Gascooler
Combustor
Air
Blower
Reaction:
H2SO4 (g) → H2SO4 (liq)
Reaction:
SO3 + H2O → H2SO4 (g)
BFW Steamdrum
WHB
Reaction:
SO2 + ½O2 → SO3
Reaction:
H2S + 1½O2 → SO2 + H2O CW
Superheated steam
8
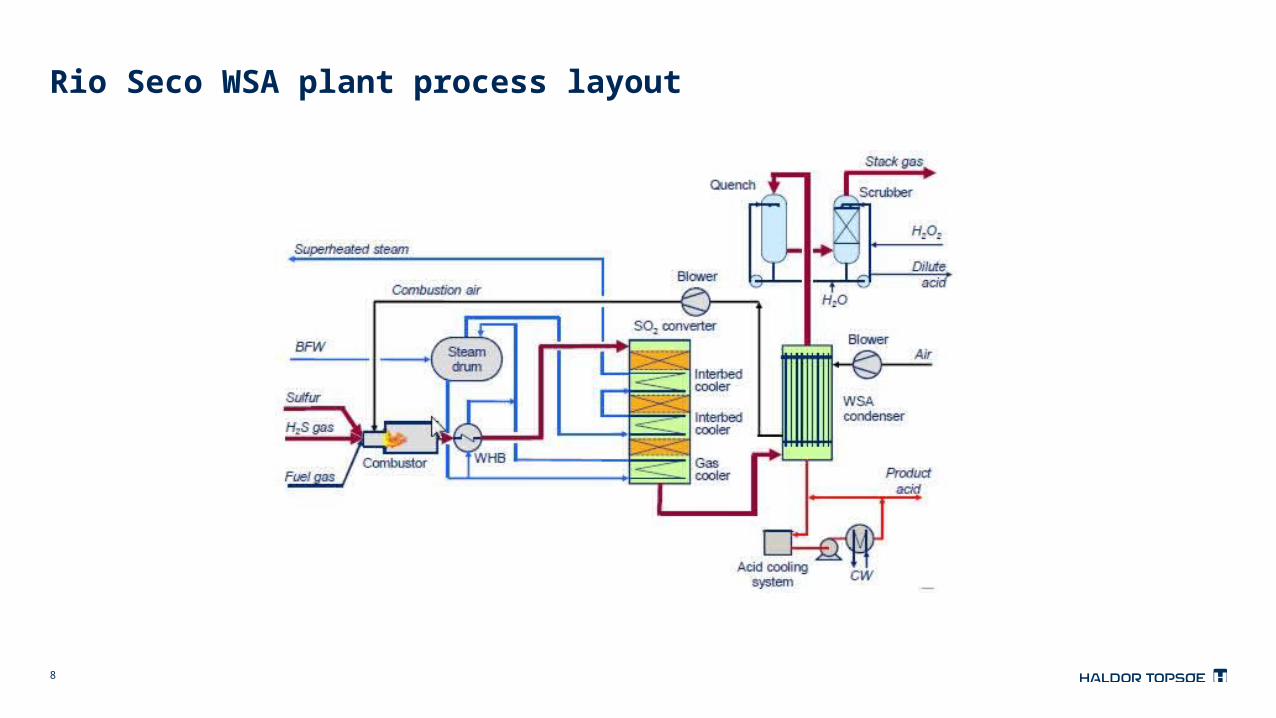
Rio Seco WSA plant process layout

9
WSA plant lay-out, H2S based

10
Rio Seco WSA plant

11
Rio Seco WSA plant
12
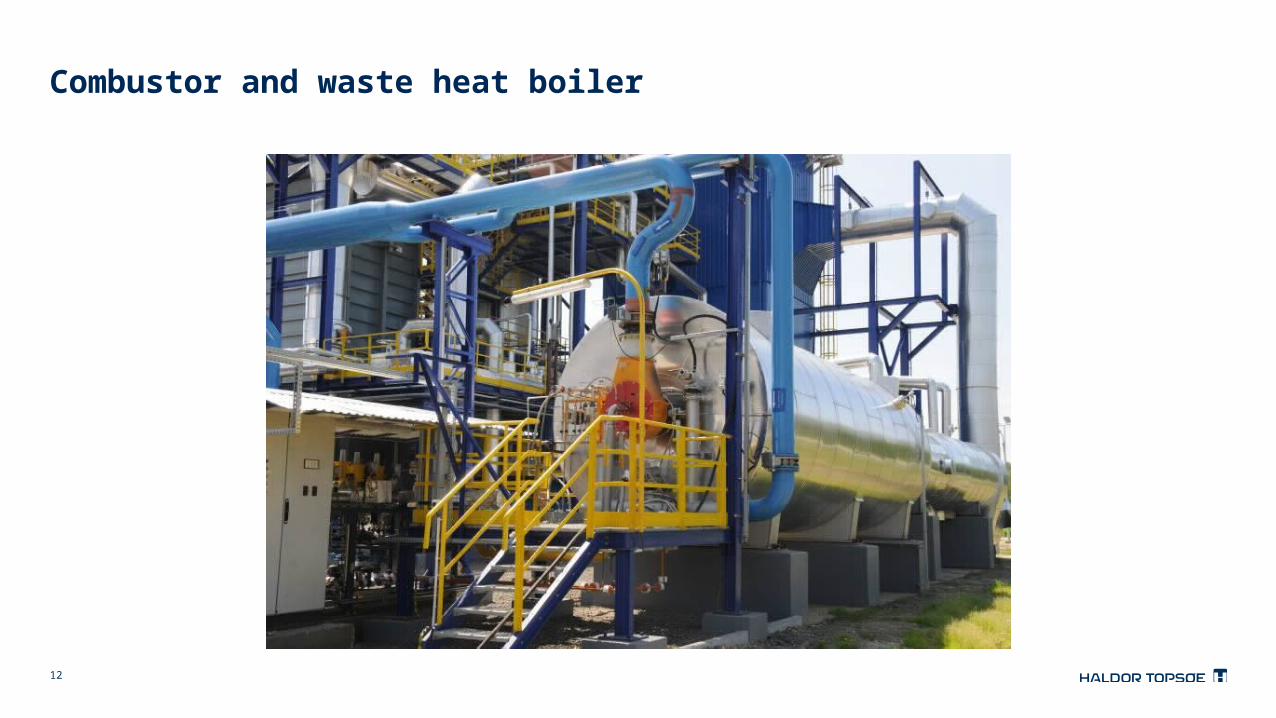
Combustor and waste heat boiler

13
Rio Seco combustor and waste heat boiler
14
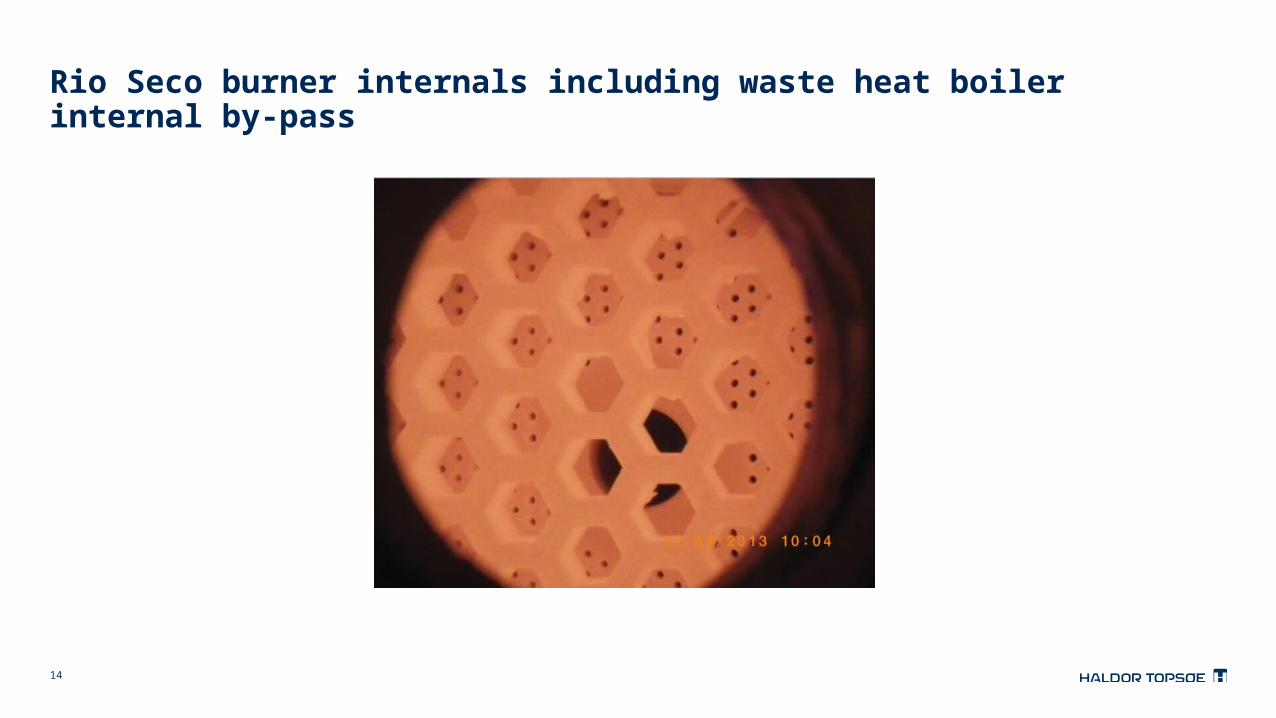
Rio Seco burner internals including waste heat boiler internal by-pass

15
SO2 converter

16
SO2 conversion catalyst series VK-W
VK-WSX / VK-WL9 mm Daisy
VK-WSA25 mm Daisy
VK-WSA / VK-WH12 mm Daisy
17
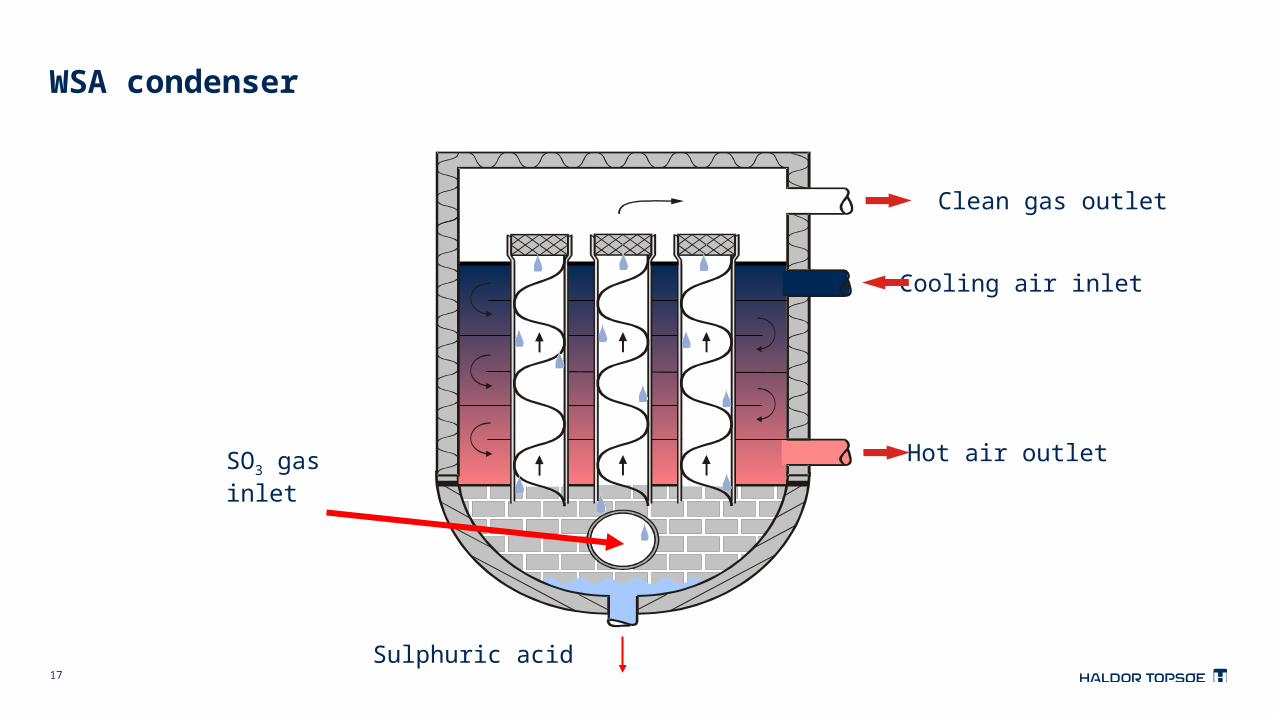
WSA condenser
Cooling air inlet
Clean gas outlet
Hot air outletSO3 gas inlet
Sulphuric acid

18
WSA condenser – modular construction
Hot Air Outlet
Cooling Air Inlet
Clean Gas Outlet
Product Acid Outlet
Acid Gas Inlet
19
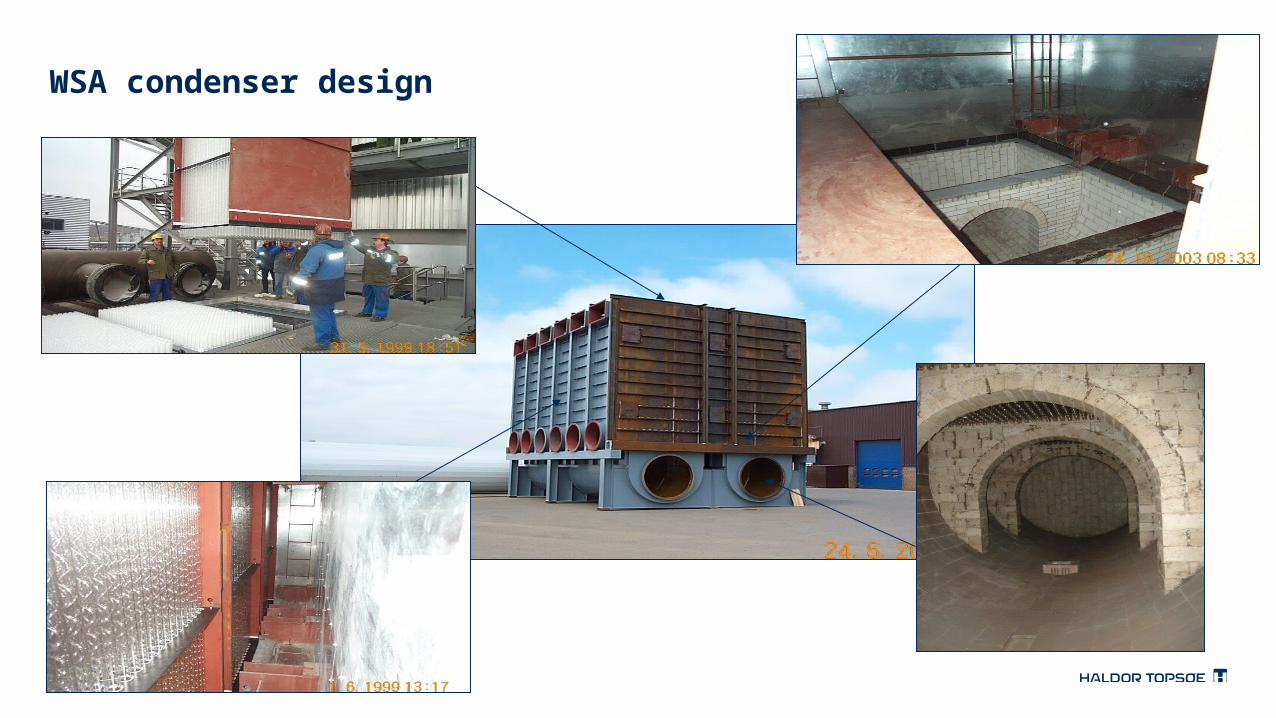
WSA condenser design
20
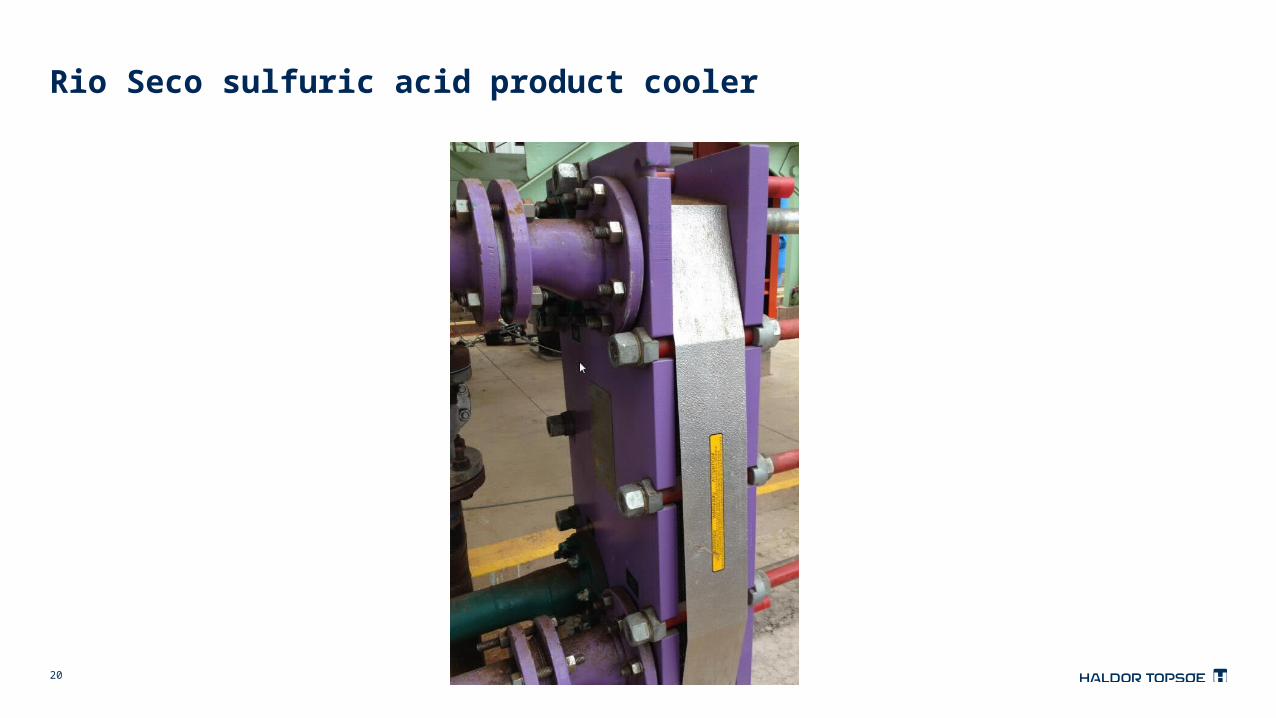
Rio Seco sulfuric acid product cooler

21
Rio Seco plant data
• Acid capacity is 60 MTPD of 98 % acid. 50 % from H2S gas and 50 % from burning of S
• Electricity production approx 1 MW(e)• Foot print is 30 m x 18 m• Cooling water consumption (circulating) is very low• H2S waste gas incinerated with the sulphur
• H2S = 28 % vol• N2 = 25 % vol• CO2 = 45 % vol• H2O = 2 % vol
22
Typical scope of supply
• License package• Basic engineering• Proprietary equipment• Catalyst• Supervision during erection and commissioningOptional:• Detailed engineering• Supply of other equipment
• WSA condenser internals• Acid vessel, pumps and cooler• Acid piping and instruments• Interbed heat exchangers• Process gas cooler• Mist control units
23
WSA plants – applications
• Oil refining (39)• Coking (33)• Gasification (31)• Metallurgical industry (14)• Viscose fibre industry (8)• Other applications (10)• Total (135) – From the 135 plants 11 plants are burning sulphur as feed

24
WSA/SNOXTM references
21
3
4
1
2
6
1
13
1415
11 5
4
9 10
3
56
7
8
1
2
45
6
8 9
5
6
2
3
5
2
1
3
7
8
12
4
3
74
2
19
9
10
Oil refining
Coking
Gasification
Metallurgy
Viscose
Sundry applications
18
4
1
7
3
17
16
118
9
20
10
11
13
12
10
5
11
17
15
12
14
24
2322
12
26
25
27
16
21
January 2014
15 1619 18
6
14
13
17
2021
19 1822
7
28
20
23
8
29
13
31
23
2825 2726
30
6 7
2532
33
2424
21
34
2931
9
30 35
14
26
27
36
3738
2829
3233
Acid production: 4 – 1,140 MTPDMore than 135 references

25
WSA technology summary
• Clean, proven and reliable technology• No consumption of chemicals or other additives, and no production of waste products• High conversion of sulfur containing feeds into commercial-grade sulfuric acid, with
possibility for NOx reduction if required• Effective heat recovery• Simple layout with relatively small plot area• Attractive operating economy

















