
1
Compaction and the
Properties of Mixtures
Compaction Simulation Forum 2012
Cambridge, MA
November 13-14, 2012
Gregory E. Amidon, Ph.D.
University of Michigan
College of Pharmacy

2
Introduction
• Can’t tell you much you don’t already know about
compaction simulation
• I know it is a valuable tool
• I am interested in the meeting because
• Materials Science is fundamentally important to
successful, scientific formulation development!
"The best simpleminded test of expertise in a
particular area is an ability to win money in a series
of bets on future occurrences in that area."
--Graham Allison

3
Introduction
• Can’t tell you much you don’t already know about
compaction simulation
• I know it is a valuable tool
• I am interested in the meeting because
• Materials Science is fundamentally important to
successful, scientific formulation development!
• One of my long term goals (20+ years) is to have
a USP Information chapter on Compaction
• What should be in it?
• What should not be in it?
• What is the role of compaction simulators?
4
USP35-NF30 (2012)
Packaging and storage –
Identification –
Microbial enumeration tests –
Loss on Drying –
Residue on ignition –
Chloride, Sulfate, Calcium, Heavy metals –
Assay -

5
My Tablet Compaction Emulation/Simulation
Successes
Application of Emulation (Presster) to:
• Formulation Development (formulation characterization)
• Assess Lubrication (process characterization)
• Dry granulation (process characterization)
The most important tableting properties are still
• Compactiblity
• Tabletability
• Compressibility

6
Testing Strategies: Quasi-static vs Dynamic Hiestand Indices Simulators
Dynamic profile reference: MCC website (Presster): http://www.mcc-online.com/presster.htm#Software
~20 -120 msec
Time, msP
ressu
re,
MP
a
d
Time, s
Pre
ssu
re,
MP
a
d
Sec. to Min.
Up to ~10,000 fold difference in speed!

7
Quasi-static Dynamic
CP, TS, SF
CP, TS, SF
Hd, Hqs, TSo, E’
BI, BFI, SI, VE
CP, TS, SF
FEject,VE,….
Soph
istication

8
Comparison
- Simulator
- Emulator
(Presster)
- “Small”
Instrumented
Press
- Hydraulic
Press
Attribute Simulator Presster Rotary Press Hydraulic
Press
Principle of Operation Complicated Simple Simple Very Simple
Material Requirements < 5 g < 5 g >> 5 g << 5 g
Tablet size range Wide Practical Practical Very Practical
Compaction Profiles Infinite Rotary press Rotary press Square
Speed Control Infinite Wide - Practical Limited -
Practical Very Limited
Rotary Press Emulation Moderate Very Easy Very Easy Impossible
Set up Moderate Easy Easy Very Easy
Instrumentation Excellent Excellent Poor to Good Poor to okay
Data Analysis Excellent Very Good Very Poor to
Good
Very Poor to
Good
Tooling Flexibility Very High B, D tooling B, D tooling Very High
Ease of Use Moderate Very Easy Very Easy Extremely
Easy
Space requirements Moderate Moderate Small to
Moderate
Very Small
Operating Range 50 kN 50kN 50kN 50kN
Tableting speed ? ~ 45
sec/tablet
“fast” “extremely
slow”
Multi-layer capabilities Yes Maybe No No
Best Use R & D R & D R & D R
Cost A lot A lot Little to A lot Very little
Achieves Perfection? Never! Never! Never! Never!
9
Question?
Is the goal to identify success or
understand failure?
If we know what success looks like,
can we avoid failure?
So do your materials science upfront!

10
A tablet is
• a compressed dosage form prepared from a
• mixture of two or more components that are
• processed (eg: milled, blended, granulated)
to achieve
• desired manufacturing properties and other
critical quality attributes, including
• optimal oral bioperformance.
11
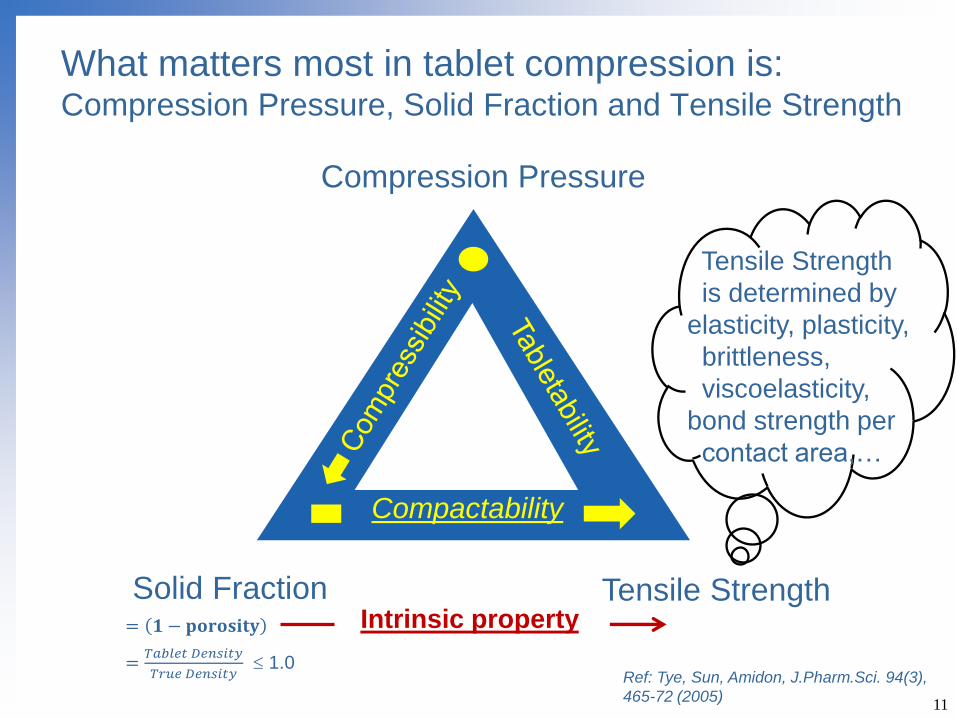
Ref: Tye, Sun, Amidon, J.Pharm.Sci. 94(3),
465-72 (2005)
Compression Pressure
Solid Fraction Tensile Strength
Compactability
What matters most in tablet compression is: Compression Pressure, Solid Fraction and Tensile Strength
Intrinsic property = 𝟏 − 𝐩𝐨𝐫𝐨𝐬𝐢𝐭𝐲
=𝑇𝑎𝑏𝑙𝑒𝑡 𝐷𝑒𝑛𝑠𝑖𝑡𝑦
𝑇𝑟𝑢𝑒 𝐷𝑒𝑛𝑠𝑖𝑡𝑦 1.0
Tensile Strength
is determined by
elasticity, plasticity,
brittleness,
viscoelasticity,
bond strength per
contact area,…

12
Compaction
Pressure
Solid Fraction
Compactibilty
Pressure
Solid Fraction
Compression
Pressure
Tensile
Strength
Compressibility
Compactibilty
Solid Fraction -Tensile Strength relationship is an
Intrinsic Property of a Formulation
Compression
Pressure Faster!
Compression
Pressure Slower

13
Compactability: – Starch1500
0.10 0.15 0.20 0.25 0.300.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
Te
nsile
Str
en
gth
(M
Pa
)
Porosity
8ms
27ms
20s
90s
Presster: Pregelatinized Starch (Colorcon 1500) (+0.5% Mg Stearate)
Dwell time varied from 8 mSec to 90 Sec Tye, Sun, Amidon, J.Pharm.Sci. 94(3), 465-72 (2005)
10,000 X
difference in
compression
speed
0
0.4
0.8
1.2
1.6
0 50 100 150 200 250 300 350
Compaction Pressure (MPa)
Te
ns
ile
Str
en
gth
(M
Pa
) .
Starch 8 ms
Starch 27 ms
Starch 20 s
Starch 90 s
0.10
0.15
0.20
0.25
0.30
0.35
0 50 100 150 200 250 300 350
Compaction Pressure (MPa)
Po
ros
ity
Starch 8 ms
Starch 27 ms
Starch 20 s
Starch 90 s

14
The Compaction Triangle is really a
3-D view of the compaction profile.
0
2
4
6
8
10
12
14
50
100
150
200
250
0.50.6
0.70.8
0.91.0
Tensi
le S
trength
, M
Pa
Com
pact
ion P
ress
ure
, MP
a
Solid Fraction
Compactibility
Compressibility
Tableta
bility
Compressibility
Curve (CP vs SF)
CP=CPo e-k(1-SF)
Compactability
Curve (TS vs SF)
TS=TSo e-k(1-SF)
Tabletability Curve (TS vs CP)
log(TS) = k log(CP)

15
The Compaction Triangle is really a
3-D view of the compaction profile.
0
2
4
6
8
10
12
14
50
100
150
200
250
0.50.6
0.70.8
0.91.0
Tensi
le S
trength
, M
Pa
Com
pact
ion P
ress
ure
, MP
a
Solid Fraction
Compactibility
Compressibility
Tableta
bility Compactability
Curve (TS vs SF)
TS=TSo e-k(1-SF)
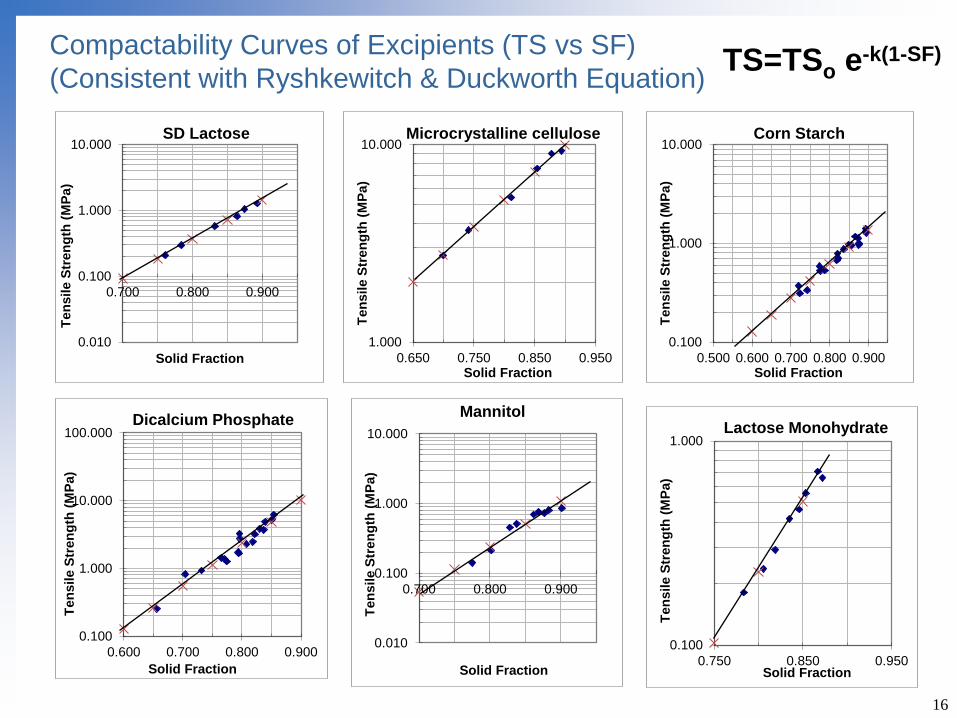
16
0.010
0.100
1.000
10.000
0.700 0.800 0.900
Ten
sile S
tren
gth
(M
Pa)
Solid Fraction
SD Lactose
1.000
10.000
0.650 0.750 0.850 0.950T
en
sile S
tren
gth
(M
Pa)
Solid Fraction
Microcrystalline cellulose
0.100
1.000
10.000
0.500 0.600 0.700 0.800 0.900
Ten
sile S
tren
gth
(M
Pa)
Solid Fraction
Corn Starch
0.100
1.000
10.000
100.000
0.600 0.700 0.800 0.900
Ten
sile S
tren
gth
(M
Pa)
Solid Fraction
Dicalcium Phosphate
0.010
0.100
1.000
10.000
0.700 0.800 0.900
Ten
sile S
tren
gth
(M
Pa)
Solid Fraction
Mannitol
0.100
1.000
0.750 0.850 0.950T
en
sile S
tren
gth
(M
Pa)
Solid Fraction
Lactose Monohydrate
Compactability Curves of Excipients (TS vs SF)
(Consistent with Ryshkewitch & Duckworth Equation)
TS=TSo e-k(1-SF)

17
0.1
1
10
0.65 0.7 0.75 0.8 0.85 0.9 0.95
Ten
sile
Str
engt
h, M
Pa
Solid Fraction
Lactose
SD Lactose
Corn Starch
Pregel
DiCal Phosphate
MCC PH101
Compactability Curves (done by hand on hydraulic press)
As an
intrinsic
property of
a material,
it doesn’t
matter how
these were
measured.

18
The Compaction Triangle is really a
3-D view of the compaction profile.
0
2
4
6
8
10
12
14
50
100
150
200
250
0.50.6
0.70.8
0.91.0
Tensi
le S
trength
, M
Pa
Com
pact
ion P
ress
ure
, MP
a
Solid Fraction
Compactibility
Compressibility
Tableta
bility
Compressibility
Curve (CP vs SF)
CP=CPo e-k(1-SF)
19
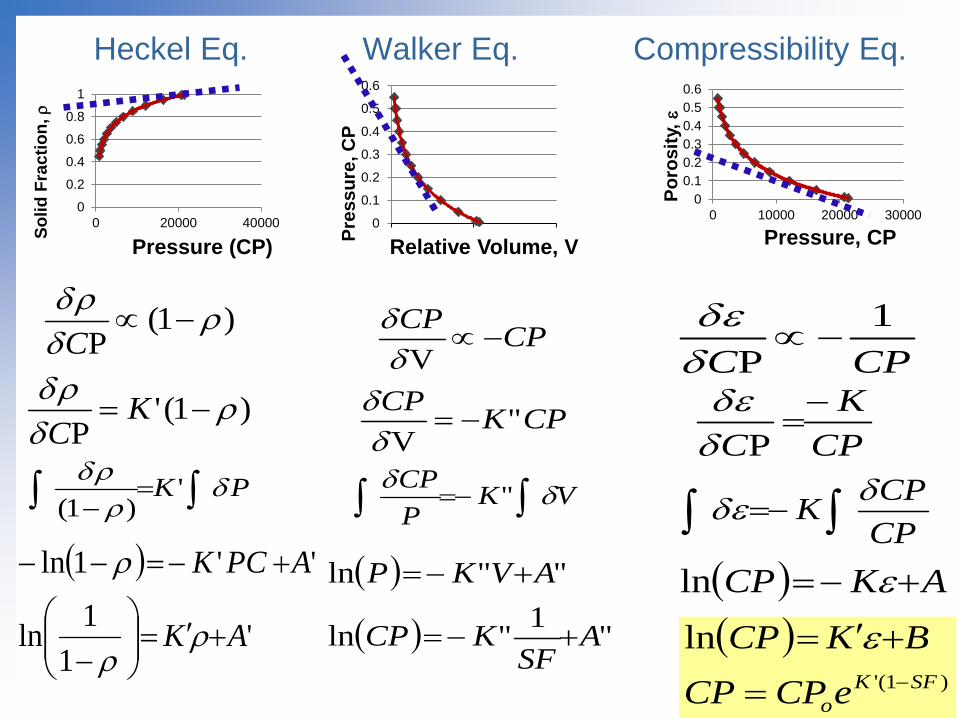
Heckel Eq. Walker Eq. Compressibility Eq.
0
0.1
0.2
0.3
0.4
0.5
0.6
0 10000 20000 30000
Po
ros
ity,
Pressure, CP
0
0.2
0.4
0.6
0.8
1
0 20000 40000
So
lid
Fra
cti
on
,
Pressure (CP)
CP
K
C
P
)1(' P
K
CCPK
CP"
V
CP
CPK
PK
'
)1( VKP
CP
"
0
0.1
0.2
0.3
0.4
0.5
0.6
0 20000 40000Pre
ss
ure
, C
P
Relative Volume, V
AKCP ln
"1
"ln
""ln
ASF
KCP
AVKP
'1
1ln
''1ln
AK
APCK
)1('
ln
SFK
oeCPCP
BKCP
)1( P
C CPCP
V
CPC
1
P

20
Compressibility Curves of Excipients CP vs SF
(Consistent with Compressibility Equation)
1.00
10.00
100.00
1000.00
0.700 0.800 0.900Co
mp
ressio
n P
ressu
re (
MP
a)
Solid Fraction
Mannitol
1.00
10.00
100.00
1000.00
0.700 0.800 0.900 1.000
Co
mp
ressio
n P
ressu
re (
MP
a)
Solid Fraction
Pregelatinized Starch
1.00
10.00
100.00
1000.00
0.700 0.800 0.900 1.000C
om
pre
ssio
n P
ressu
re (
MP
a)
Solid Fraction
Lactose crystalline
1.00
10.00
100.00
1000.00
0.700 0.800 0.900 1.000
Co
mp
ressio
n P
ressu
re (
MP
a)
Solid Fraction
MCC PH102
1.00
10.00
100.00
1000.00
0.600 0.700 0.800 0.900 1.000
Co
mp
ressio
n P
ressu
re (
MP
a)
Solid Fraction
Dicalcium Phosphate, Dibasic
1.00
10.00
100.00
1000.00
0.700 0.800 0.900 1.000C
om
pre
ssio
n P
ressu
re (
MP
a)
Solid Fraction
Lactose spray process
CP=CPo e-k(1-SF)

21
Binary Mixtures -----

22
Binary Mixture Characterization and
Modeling (partial list)
• Cheng (1983)
• Nyqvist (1983)
• Fell (1988, 1996)
• Leuenberger (1990,99,00)
• Cook (1990)
• Celik (1996)
• Rubinstein (1998)
• Wurster (1997, 2007)
• Doelker (2000)
• Van Veen (2002,04)
• ……..
• Hancock (2005,06)
• Kaerger (2004)
• Martino (2004)
• Mielck (2006)
• Bentham (2005,06)
• Wu (2006)
• Michrafy (2007)
• Bansal (2011)
• Etzler (2011)
• ……..

23
Binary Mixture Model (50-50 mix) (equal sized monodispersed spheres)
Interaction
A-A 10
B-B 9
A-B 16
mix = x2 AA + (1-x)2 BB + 2x(1-x) AB
Pure A Pure B Mech. Prop
of Mixture
Theory x = 0.5
x2 0.25
(1-x)2 0.25
2x(1-x) 0.5
Xi= volume
fraction of i

24
Mixing Rules
mix = x2 AA + (1-x)2 BB + 2x(1-x) AB
Then: mix x AA + (1-x) BB = xiI
If one assumes: AB = 0.5 (AA + BB)
Linear Mixing Rule
25
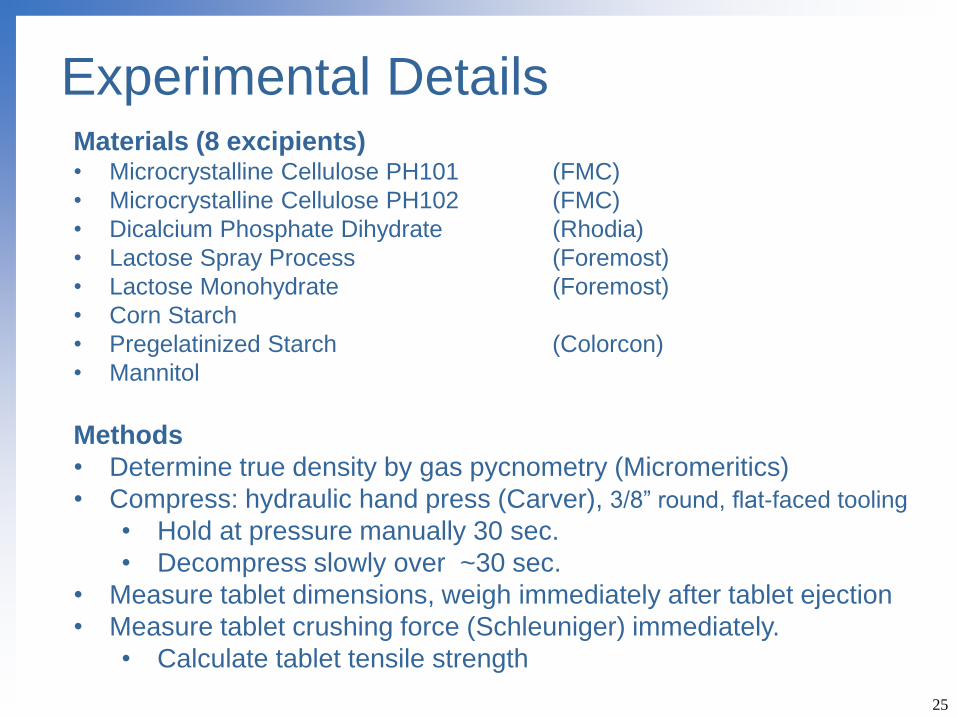
Experimental Details Materials (8 excipients) • Microcrystalline Cellulose PH101 (FMC)
• Microcrystalline Cellulose PH102 (FMC)
• Dicalcium Phosphate Dihydrate (Rhodia)
• Lactose Spray Process (Foremost)
• Lactose Monohydrate (Foremost)
• Corn Starch
• Pregelatinized Starch (Colorcon)
• Mannitol
Methods
• Determine true density by gas pycnometry (Micromeritics)
• Compress: hydraulic hand press (Carver), 3/8” round, flat-faced tooling
• Hold at pressure manually 30 sec.
• Decompress slowly over ~30 sec.
• Measure tablet dimensions, weigh immediately after tablet ejection
• Measure tablet crushing force (Schleuniger) immediately.
• Calculate tablet tensile strength

26
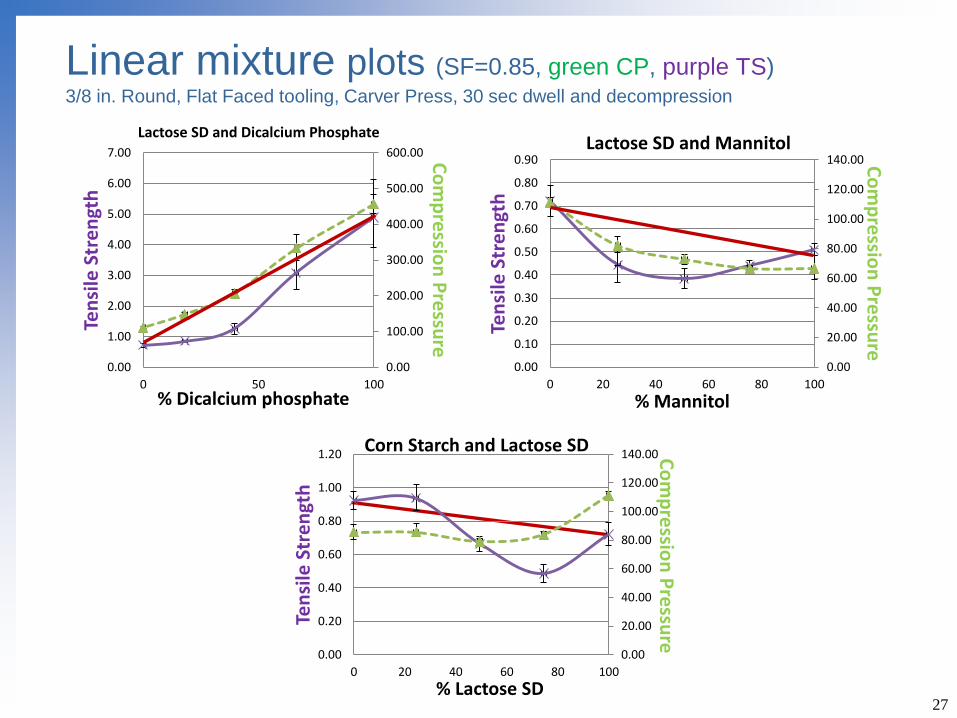
Linear mixture plots (SF=0.85, green CP, purple TS) 3/8 in. Round, Flat Faced tooling, Carver Press, 30 sec dwell and decompression
0.00
20.00
40.00
60.00
80.00
100.00
120.00
140.00
160.00
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
0 50 100
Co
mp
ressio
n P
ressu
re
Ten
sile
Str
en
gth
% Corn Starch
MCC PH 101 and Corn Starch
0.00
100.00
200.00
300.00
400.00
500.00
600.00
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
0 50 100
Co
mp
ressio
n P
ressu
re Te
nsi
le S
tre
ngt
h
% Dicalcium phosphate
MCC PH101 and Dicalcium Phosphate
0.00
20.00
40.00
60.00
80.00
100.00
120.00
140.00
160.00
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
0 50 100
Co
mp
ressio
n P
ressu
re
Ten
sile
Str
en
gth
% Lactose SD
MCC PH 101 and Lactose SD
0.00
20.00
40.00
60.00
80.00
100.00
120.00
140.00
160.00
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
0 50 100
Co
mp
ressio
n P
ressu
re
Ten
sile
Str
en
gth
% Mannitol
MCC PH 101 and Mannitol
27
0.00
100.00
200.00
300.00
400.00
500.00
600.00
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
0 50 100
Co
mp
ressio
n P
ressu
re
Ten
sile
Str
en
gth
% Dicalcium phosphate
Lactose SD and Dicalcium Phosphate
0.00
20.00
40.00
60.00
80.00
100.00
120.00
140.00
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
0.90
0 20 40 60 80 100
Co
mp
ressio
n P
ressu
re
Ten
sile
Str
en
gth
% Mannitol
Lactose SD and Mannitol
0.00
20.00
40.00
60.00
80.00
100.00
120.00
140.00
0.00
0.20
0.40
0.60
0.80
1.00
1.20
0 20 40 60 80 100
Co
mp
ressio
n P
ressu
re
Ten
sile
Str
en
gth
% Lactose SD
Corn Starch and Lactose SD
Linear mixture plots (SF=0.85, green CP, purple TS) 3/8 in. Round, Flat Faced tooling, Carver Press, 30 sec dwell and decompression

28
0.00
100.00
200.00
300.00
400.00
500.00
600.00
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
0 50 100
Co
mp
ressio
n P
ressu
re
Tesn
sile
Str
en
gth
% Dicalcium phosphate
Mannitol and Dicalcium Phosphate
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
90.00
100.00
0.00
0.20
0.40
0.60
0.80
1.00
1.20
0 20 40 60 80 100
Co
mp
ression
Pressu
re Te
nsi
le S
tre
ngt
h
% Mannitol
Corn Starch and Mannitol
Linear mixture plots (SF=0.85, green CP, purple TS) 3/8 in. Round, Flat Faced tooling, Carver Press, 30 sec dwell and decompression
Neither Tensile Strength nor Compression Pressure
follows linear mixing rule very well for most excipients

29
Mixing Rules
mix = x2 AA + (1-x)2 BB + 2x(1-x) AB
If one assumes: AB =(AA * BB) 1/2
Then: log(mix) xlog(AA)+(1-x)log(BB)
= xilog(i)
= x
AA 1-x
BB
Power Law
30
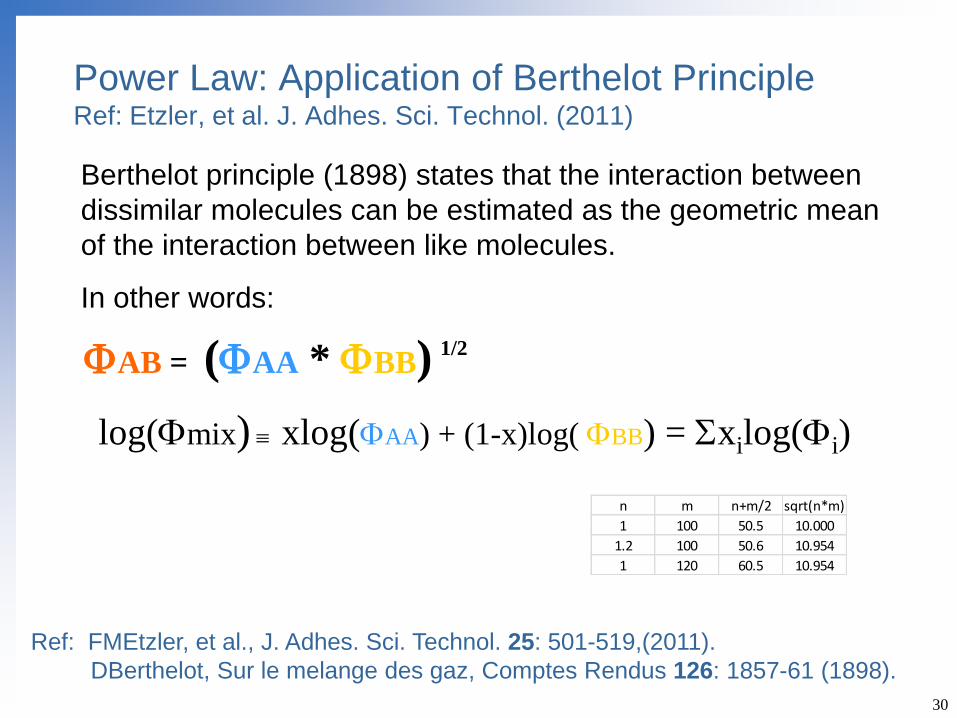
Power Law: Application of Berthelot Principle Ref: Etzler, et al. J. Adhes. Sci. Technol. (2011)
AB = (AA * BB) 1/2
Berthelot principle (1898) states that the interaction between
dissimilar molecules can be estimated as the geometric mean
of the interaction between like molecules.
In other words:
log(mix) xlog(AA) + (1-x)log( BB) = xilog(i)
Ref: FMEtzler, et al., J. Adhes. Sci. Technol. 25: 501-519,(2011).
DBerthelot, Sur le melange des gaz, Comptes Rendus 126: 1857-61 (1898).
n m n+m/2 sqrt(n*m)
1 100 50.5 10.000
1.2 100 50.6 10.954
1 120 60.5 10.954
31
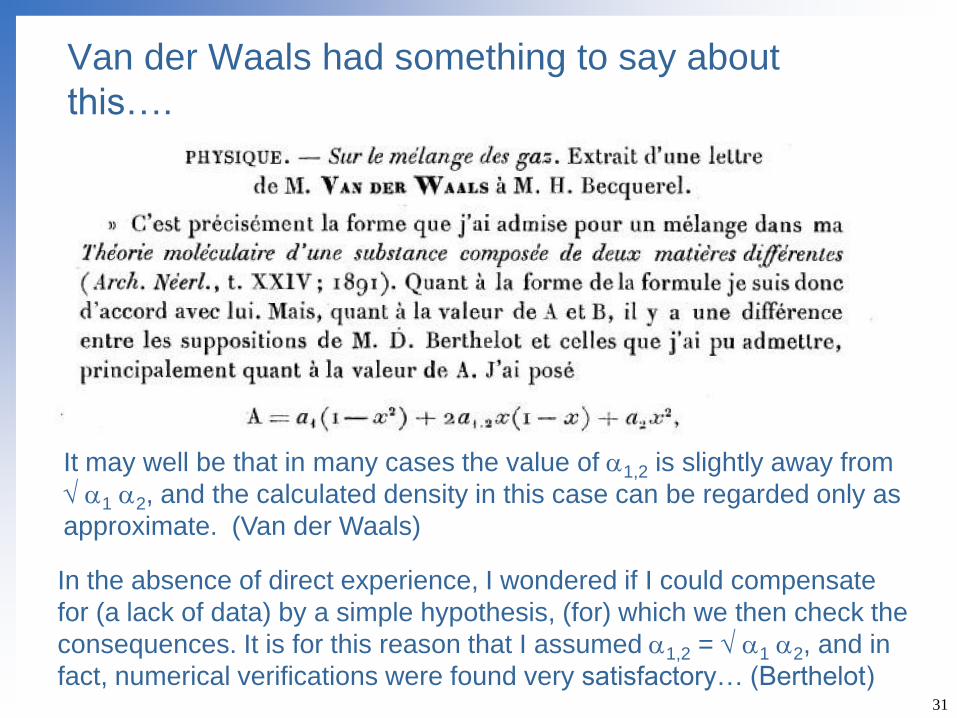
Van der Waals had something to say about
this….
In the absence of direct experience, I wondered if I could compensate
for (a lack of data) by a simple hypothesis, (for) which we then check the
consequences. It is for this reason that I assumed 1,2 = 1 2, and in
fact, numerical verifications were found very satisfactory… (Berthelot)
It may well be that in many cases the value of 1,2 is slightly away from
1 2, and the calculated density in this case can be regarded only as
approximate. (Van der Waals)

32
1.00
10.00
100.00
1000.00
0.10
1.00
10.00
0 50 100
Co
mp
ressio
n P
ressu
re
Ten
sile
Str
en
gth
% Corn Starch
MCC PH 101 and Corn Starch
1.00
10.00
100.00
1000.00
1.00
10.00
0 50 100
Co
mp
ressio
n P
ressu
re
Ten
sile
Str
en
gth
% Dicalcium phosphate
MCC PH 101 and Dicalcium Phosphate
1.00
10.00
100.00
1000.00
0.10
1.00
10.00
0 50 100
Co
mp
ressio
n P
ressu
re
Ten
sile
Str
en
gth
% Mannitol
MCC PH 101 and Mannitol
1.00
10.00
100.00
1000.00
0.10
1.00
10.00
0 50 100
Co
mp
ressio
n P
ressu
re
Ten
sile
Str
en
gth
% Lactose SD
MCC PH 101 and Lactose SD
Power Law plots: MCC (SF=0.85, green CP, purple TS) 3/8 in. Round, Flat Faced tooling, Carver Press, 30 sec dwell and decompression

33
1.00
10.00
100.00
1000.00
1.00
10.00
0 50 100
Co
mp
ressio
n P
ressu
re
Ten
sile
Str
en
gth
% Dicalcium phosphate
MCC PH 101 and Dicalcium Phosphate
Power Law plots: DiCal Phosphate (SF=0.85, green CP, purple TS)
3/8 in. Round, Flat Faced tooling, Carver Press, 30 sec dwell and decompression
1.00
10.00
100.00
1000.00
0.10
1.00
10.00
0 50 100
Co
mp
ressio
n P
ressu
re
Tesn
sile
Str
en
gth
% Dicalcium phosphate
Mannitol and Dicalcium Phosphate
Dicalcium…
1.00
10.00
100.00
1000.00
0.10
1.00
10.00
0 20 40 60 80 100
Co
mp
ressio
n P
ressu
re
Ten
sile
Str
en
gth
% Dicalcium phosphate
Lactose SD and Dicalcium Phosphate

34
Power Law plots: SD Lactose (SF=0.85, green CP, purple TS) 3/8 in. Round, Flat Faced tooling, Carver Press, 30 sec dwell and decompression
1.00
10.00
100.00
1000.00
0.10
1.00
10.00
0 50 100
Co
mp
ressio
n P
ressu
re
Ten
sile
Str
en
gth
% Lactose SD
Corn Starch and Lactose SD
1.00
10.00
100.00
1000.00
0.10
1.00
10.00
0 20 40 60 80 100
Co
mp
ressio
n P
ressu
re
Ten
sile
Str
en
gth
% Dicalcium phosphate
Lactose SD and Dicalcium Phosphate
1.00
10.00
100.00
1000.00
0.10
1.00
0 50 100
Co
mp
ressio
n P
ressu
re
Ten
sile
Str
en
gth
% Mannitol
Lactose SD and Mannitol
1.00
10.00
100.00
1000.00
0.10
1.00
10.00
0 50 100
Co
mp
ressio
n P
ressu
re
Ten
sile
Str
en
gth
% Lactose SD
MCC PH 101 and Lactose SD

35
Power Law plots: Mannitol (SF=0.85, green CP, purple TS) 3/8 in. Round, Flat Faced tooling, Carver Press, 30 sec dwell and decompression
1.00
10.00
100.00
0.10
1.00
10.00
0 50 100
Co
mp
ressio
n P
ressu
re
Ten
sile
Str
en
gth
% Mannitol
Corn Starch and Mannitol
1.00
10.00
100.00
1000.00
0.10
1.00
10.00
0 50 100
Co
mp
ressio
n P
ressu
re
Tesn
sile
Str
en
gth
% Dicalcium phosphate
Mannitol and Dicalcium Phosphate
Dicalcium…
1.00
10.00
100.00
1000.00
0.10
1.00
0 50 100C
om
pre
ssion
Pre
ssure
Ten
sile
Str
en
gth
% Mannitol
Lactose SD and Mannitol
36
Power Law plots: (SF=0.85, green CP, purple TS) 3/8 in. Round, Flat Faced tooling, Carver Press, 30 sec dwell and decompression
Conclusion: Power Law does a rather good job of predicting the
Tensile Strength and Compression Pressure properties of binary
mixtures of a variety of excipients.

37
1.00
10.00
100.00
1000.00
0.10
1.00
10.00
0 50 100
Co
mp
ressio
n P
ressu
re
Ten
sile
Str
en
gth
% Lactose SD
Corn Starch and Lactose SD
Power Law plots: Where it fails (SF=0.85, green CP, purple TS) 3/8 in. Round, Flat Faced tooling, Carver Press, 30 sec dwell and decompression
1.00
10.00
100.00
1000.00
0.10
1.00
0 50 100C
om
pre
ssion
Pre
ssure
Ten
sile
Str
en
gth
% Mannitol
Lactose SD and Mannitol
Conclusion:
Power Law sometimes
doesn’t do a good job of
predicting the Tensile
Strength of binary
mixtures of two poor
bonding excipients.
Power Law sometimes
doesn’t do a good job of
predicting Compression
Pressure of binary
mixtures of a hard and a
soft excipient.

38
Modeling Mixtures • Given
• The Power Law relationship between the two components
log(mix)= x log(A)+ (1-x) log(B)
• And Ryshkewitch & Duckworth Eq. for Tensile Strength
log(i) = ki • i + B • And Compressibility Eq. for Compression Pressure
log(CPi) = k • i + A
• Predictions of mix can be made for ANY mixture (xi) at ANY solid fraction and Compression Pressure.
log( mix) = xi log(i)

39
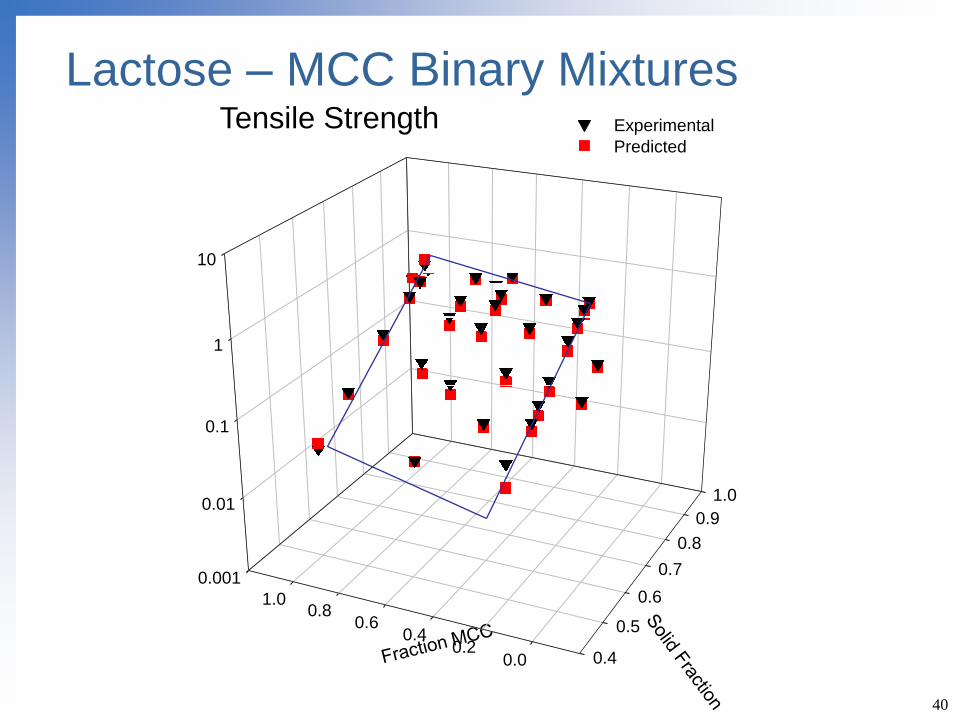
Binary Mixture Formulations (Typical placebo blend of SDL and MCC)
• Blend (w/w) in V blender for 15 min • Microcrystalline Cellulose, Coarse (PH102)
• Lactose, Spray Process Standard
• Blend (Lubricate) in V blender for 5 min* • Magnesium Stearate 0.5% (w/w)
• Compress to Solid Fractions between ~0.6
and ~0.9
* Note: A Critical “Processing” Step”
40
0.001
0.01
0.1
1
10
0.4
0.5
0.6
0.7
0.8
0.9
1.0
0.0 0.2
0.4 0.6
0.8 1.0
Tensile Strength Experimental
Predicted
Lactose – MCC Binary Mixtures

41
Accuracy of Predictions
Log linear Model
Tensile Strength -6.82%
Experimental errors are typically in the range of 5% to 10%.

42
Conclusions on Binary Mixtures
and the Model • Most excipient mixtures are well behaved and follow the
Power Law, Ryshkewitch & Duckworth and
Compressibility Equations.
• Properties of mixtures can be reasonably accurately
predicted based on properties of individual components.
• Exceptions appear to be mixtures of poor bonding (eg: low
strength) materials such as lactose, mannitol, starch, magnesium
stearate.
An understanding of mixtures is a key step to making
formulation development more scientific.
Why does our data fit so well? Well, we are careful in
determining properties at a constant solid fraction.
43
Formulations -----
Formulation =
Drug + Excipients
Reduce a ternary mixture to a binary mixture of:
Component 1: Drug
Component 2: Excipients
(eg: MCC + SDLactose +…)

44
Multicomponent Equation
Multicomponent Mixture =
log(mix) = xi log(i)
xi= volume fraction of ith component
i = Mechanical property (eg: Tensile Strength, Compression
Pressure) of ith component
45
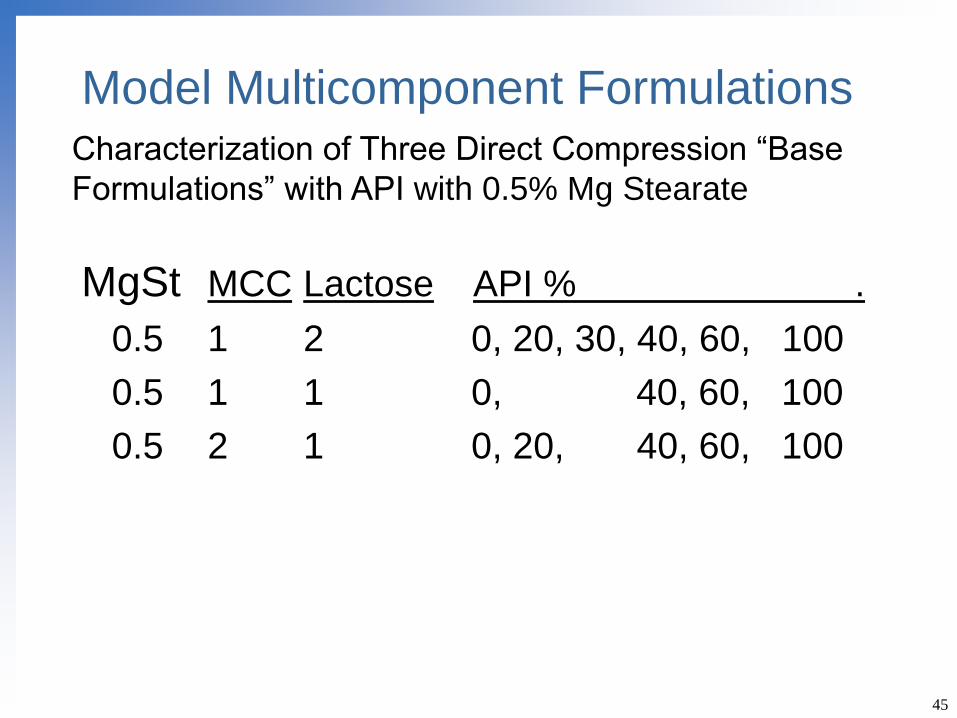
Model Multicomponent Formulations
MgSt MCC Lactose API % .
0.5 1 2 0, 20, 30, 40, 60, 100
0.5 1 1 0, 40, 60, 100
0.5 2 1 0, 20, 40, 60, 100
Characterization of Three Direct Compression “Base
Formulations” with API with 0.5% Mg Stearate

47
Error in the Estimate Tensile Strength of
Formulations (API, MCC, SDLactose, MagStearate)
Error in Estimate
Tensile Strength 13.9%
Experimental Errors are typically in the range of 5% to 10%.
Note: Tensile strength is over-estimated by 13.9%. This may be due
to the effect of Magnesium Stearate which is not accounted for
because it is at a low level (0.5% w/w). Could consider this a
“processing” effect.

48
Predictive?
Insightful?
Useful?
49
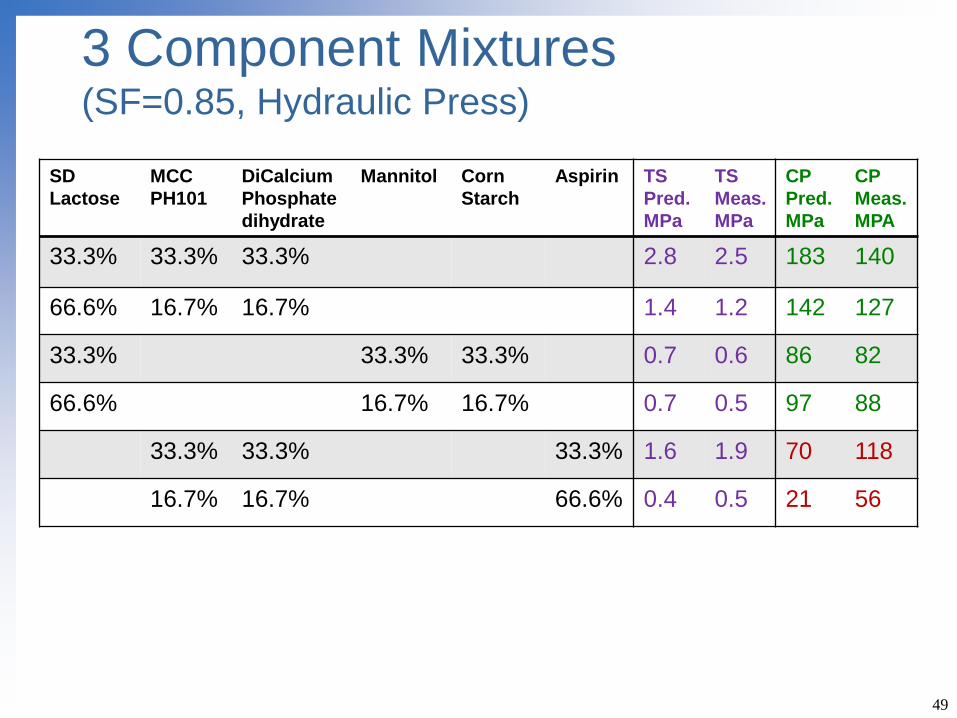
3 Component Mixtures (SF=0.85, Hydraulic Press)
SD
Lactose
MCC
PH101
DiCalcium
Phosphate
dihydrate
Mannitol Corn
Starch
Aspirin TS
Pred.
MPa
TS
Meas.
MPa
CP
Pred.
MPa
CP
Meas.
MPA
33.3% 33.3% 33.3% 2.8 2.5 183 140
66.6% 16.7% 16.7% 1.4 1.2 142 127
33.3% 33.3% 33.3% 0.7 0.6 86 82
66.6% 16.7% 16.7% 0.7 0.5 97 88
33.3% 33.3% 33.3% 1.6 1.9 70 118
16.7% 16.7% 66.6% 0.4 0.5 21 56

50
API-1 Predictions (~30% API) Mechanical
Property
(SF=0.85)
Predicted
with MCC
PH101
Measured
Formula
With MCC
PH101
Measured
Formula
With MCC
PH105
Rating
Compression
Pressure
90 98 104 Attribute
Tensile
Strength
3.2 2.7 3.1 Attribute
Dynamic
Hardness
295 273 291 Marginal
Bonding Index 0.6 1.0 1.07 Marginal
Brittle Fracture 0.15 0.09 0.15 Attribute
Viscoelasticity 7.2 5.3 5.7 Attribute

51
API-1 Predictions (~30% API) Mechanical
Property
(SF=0.85)
Predicted
with MCC
PH101
Measured
Formula
With MCC
PH101
Measured
Formula
With MCC
PH105
Rating
Compression
Pressure
90 98 104 Attribute
Tensile
Strength
3.2 2.7 3.1 Attribute
Dynamic
Hardness
295 273 291 Marginal
Bonding Index 0.6 1.0 1.07 Marginal
Brittle Fracture 0.15 0.09 0.15 Attribute
Viscoelasticity 7.2 5.3 5.7 Attribute
52
Conclusions • Predictions of mechanical properties of mixtures can be
made with a degree of confidence
• But there are many things left to study and understand
• Interaction terms
• Effect of processing (lubrication, granulation)
• “Acceptance criteria” for properties
• “Low strength” excipients seem to be deviants
• Useful for:
• Formulator training (eg: things are additive!)
• Formulation development
• Feasibility assessment
• Excipient selection: Type, grade, quantity
• Process selection (DC, Granulation)
• Focusing discussion and asking good questions
• Contributes to Product and Process Understanding!

53
Finally
• “Essentially, all models are wrong but some are
useful.” George Box (1987)
• “If the predictions are wrong, how fascinating!”
Greg Amidon (2012)
• “The history of science is the history of the
gradual clearing away of this nonsense or of
its replacement by fresh but already less
absurd nonsense.” Friedrich Engels (1890)
54
Acknowledgements
• Junghyun Kim UMichigan Pharm Engineering
U North Carolina, grad student
• Connie Skoug Upjohn, Pfizer, Abbott
• Pam Meyer Upjohn, Pharmacia, Pfizer
• Don Shrauger Upjohn
• Frank McGill Upjohn
• Patrick Marsac UMichigan, Purdue, Merck
• Ken Yamamoto Upjohn, Pfizer







