173
i JÔNATAS RIBEIRO ANÁLISE INTEGRADA DOS MODELOS DE RESERVATÓRIO, ESCOAMENTO E PROCESSAMENTO APLICADA AO PROJETO CONCEITUAL DE SISTEMAS DE PRODUÇÃO DE PETRÓLEO CAMPINAS 2014

i
JÔNATAS RIBEIRO
ANÁLISE INTEGRADA DOS MODELOS DE RESERVATÓRIO, ESCOAMENTO E PROCESSAMENTO APLICADA AO PROJETO CONCEITUAL DE SISTEMAS
DE PRODUÇÃO DE PETRÓLEO
CAMPINAS 2014

ii

iii

iv

v

vi

vii
DEDICATÓRIA
Este trabalho é especialmente dedicado à Unicamp e seus professores, que muito
contribuíram para a minha formação.

viii

ix
AGRADECIMENTOS
Agradeço enormemente ao Dr. Valdir Estevam pela oportunidade e incentivo à minha
participação neste programa de mestrado.
Agradeço ao Professor Antonio Carlos Bannwart, a grande satisfação gerada pela
oportunidade de trabalhar com ele e por me ajudar a organizar meu pensamento e desenvolver
este trabalho.
Agradeço ao Dr. Denis J. Schiozer e ao Dr. Elísio Caetano Filho por aceitar o convite para
a participação na banca examinadora e pelos valiosos comentários que muito contribuíram para a
melhoria da qualidade deste trabalho.
Agradeço ao António Marinho Barbosa Neto pelo empenho e parceria nos
desenvolvimentos e no artigo publicado.
Aos professores e colegas que contribuíram para este trabalho, com ideias e na revisão do
mesmo.
Agradeço enormemente à Petrobras, por tudo que ela representa.

x

xi
“Hoje nos encontramos em uma fase nova da
humanidade. Todos estamos regressando à casa
comum, à Terra: os povos, as sociedades, as
culturas e as religiões. Todos trocamos
experiências e valores. Todos nós enriquecemos e
nos completamos mutuamente”
Leonardo Boff

xii

xiii
RESUMO
RIBEIRO, Jônatas. Análise Integrada dos Modelos de Reservatório, Escoamento e
Processamento Aplicada ao Projeto Conceitual de Sistemas de Produção de Petróleo.: Campinas,
Faculdade de Engenharia Mecânica, Departamento de Engenharia de Petróleo, Universidade
Estadual de Campinas, 2014. 141 p. Dissertação (Mestrado).
No início do projeto de desenvolvimento de um campo de petróleo, as informações disponíveis
são escassas. Neste momento, a análise integrada entre reservatório, escoamento e processamento
pode ser mais importante que o maior detalhamento de cada aspecto envolvido. Uma ferramenta
capaz de efetuar a simulação integrada permite a visualização de impactos de restrições dos
sistemas de produção sobre a economicidade do projeto. Os resultados ficam mais próximos do
comportamento real, quando comparado às simulações que utilizam modelos simplificados para
os sistemas de produção. O presente trabalho é focado efetuar uma análise integrada de um
campo de petróleo, com a utilização de modelos analíticos para a representação do
comportamento do reservatório. Um maior detalhamento foi aplicado à modelagem
termodinâmica, de escoamento e de processamento de fluidos. Com isto, em casos onde a
modelagem composicional e os sistemas de produção apresentam grande impacto no projeto, esta
ferramenta demonstra melhor suas vantagens. A ferramenta foi validada via a comparação entre
os resultados de simuladores comerciais, adotando-se o (CMG-IMEX) como simulador de
reservatório e o (PIPESIM) como simulador de escoamento. Após a validação, a ferramenta foi
aplicada ao estudo de caso de campo marítimo de elevada pressão permitindo a otimização de
alguns aspectos dos sistemas de produção.
Palavras-chave: simulação integrada, projeto de sistemas de produção de petróleo.

xiv

xv
ABSTRACT
RIBEIRO, Jônatas. Análise Integrada dos Modelos de Reservatório, Escoamento e Processamento Aplicada ao Projeto Conceitual de Sistemas de Produção de Petróleo.: Campinas, Faculdade de Engenharia Mecânica, Departamento de Engenharia de Petróleo, Universidade Estadual de Campinas, 2014. 141 p. Dissertação (Mestrado).
In the early phase of the oil field project development, the available information is scarce. At this moment, an integrated analysis of reservoir, flowing and processing can be more important than the detailing every aspect involved. The result becomes closer to real behavior, when compared to simulations using simplified models for production systems. The present work is focused on developing an integrated analysis of an oil field, using analytical models for reservoirs. A more detailed approach was applied to thermodynamic modeling, flow and fluid processing. In cases where the compositional modeling and production systems have great interference in the project, this tool has demonstrated its best advantages. The tool has been validated through the comparison between the results of commercial simulators as CMG- IMEX for reservoir and PIPESIM for flowing, and the results of created model. After validation, the tool was applied to study the case of offshore field with high pressure allowing the optimization of some aspects of production systems.
Keywords: integrated simulation, petroleum production system design.

xvi

xvii
SUMÁRIO
1. INTRODUÇÃO 1
1.1 Motivação 4
1.2 Objetivo 6
1.3 Organização da Dissertação 6
2 REVISÃO DA LITERATURA 9
2.1 Campos Marítimos de Elevada Pressão 9
2.2 Comportamento Termodinâmico 10
2.3 Perfil Termo-Hidráulico de Escoamento 10
2.4 Variação da Pressão ao Longo do Tempo 14
2.5 Oportunidade de Otimização 14
2.6 Limitações de Capacidades dos Sistemas de Produção 15
2.6.1 Complexidade do Sistema de Coleta 16
2.6.2 Porte da UEP 16
2.6.3 Construtibilidade dos Módulos 18
2.6.4 Operabilidade 18
2.6.5 Frequência de Offloading 18
2.7 Etapas de Projeto 19
2.7.1 Exploração 21
2.7.2 Avaliação 21
2.7.3 Estudo de Viabilidade Técnica e Econômica 21
2.7.4 Projeto Conceitual 22
2.7.5 Projeto Detalhado 23
2.7.6 Projeto Executivo 24
2.7.7 Operação e Produção 24
2.7.8 Abandono 24
2.8 Modelagem Integrada da Produção (MIP) 24

xviii
2.8.1 Objetivo Principal da MIP 25
2.8.2 Desafio Atual da MIP 26
2.8.3 Tipos de Acoplamentos 26
2.8.4 Histórico de Desenvolvimento 27
2.8.5 Desenvolvimento de Ferramenta para MIP 28
2.8.6 Aplicativos para MIP 31
2.9 Modelagem integrada de ativo (mia) 32
2.10 Otimização 32
2.10.1 Metodologia para Resolução de Problema de Otimização 34
2.10.2 Construção de Modelos Matemáticos Aplicados à Otimização 35
2.10.3 Otimização Aplicada aos Projetos na Área de Petróleo 36
3 FUNDAMENTAÇÃO TEÓRICA 39
3.1 Modelo Termodinâmico 39
3.2 Equilíbrio de Fases 42
3.3 Modelo de Reservatório 44
3.3.1 Etapa de Declínio Natural da Pressão do Reservatório 48
3.3.2 Etapa de Manutenção da Pressão do Reservatório 54
3.4 Modelo de Poço 55
3.5 Modelo de Escoamento em Regime Permanente 56
3.6 Métodos de Convergência 62
3.7 Modelo de Processamento Primário da Produção 64
3.7.1 Compressores 66
3.7.2 Bombas de Injeção de Água 68
4 METODOLOGIA 69
4.1 Construção do Modelo Integrado 70
4.2 Dados de Entrada 70
5 APLICAÇÃO 73
6 VALIDAÇÃO COM SIMULADORES COMERCIAIS 77
6.1 Validação com Simulador Comercial de Escoamento 77
6.2 Validação com Simulador Comercial de Reservatórios 79
7 RESULTADOS 83

xix
7.1 Estudo da Aplicação de Choke Submarino 84
7.1.1 Dificuldade do Projeto com Choke Submarino 87
7.2 Otimização do Declínio da Pressão de Reservatório 89
7.2.1 Influência do Declínio de Pressão na Produção 89
7.2.2 Influência sobre a Pressão de Injeção de Água 91
7.3 Otimização da Pressão de Chegada à UEP 93
7.4 Otimização da Planta de Produção 95
7.4.1 Otimização da Configuração da Planta 95
7.4.2 Otimização das Pressões de Separação 99
7.5 Otimização do Consumo Energético 101
8 CONCLUSÕES 103
8.1 Conclusões Gerais 103
8.2 Conclusões Específicas ao Estudo de Caso 103

xx

xxi
LISTA DE FIGRURAS
Figura 1 - Envelope de Fases para a Composição Específica de do Petróleo Considerado Neste
Trabalho 10
Figura 2- Envelope de Fases e Perfil Termo-Hidráulico do Escoamento 11
Figura 3 - Perfil de Pressão, Temperatura e Velocidade com a Atuação do Choke Submarino
13
Figura 4 - Declínio da Pressão do Reservatório 14
Figura 5 - Vista de Planta de um FPSO – Adaptado de Pinto (2014) 15
Figura 6 - Foto do FPSO Cidade de São Paulo do Campo de Sapinhoá – Extraído de Pinto (2014)
18
Figura 7 - Espiral de Projeto – Adaptado de Birrel (1994) 20
Figura 8 – Diagrama de atuação do Aplicativo Resolve e do GAP – Adaptado de Ageh at all
(2010) 29
Figura 9 – Esquema simplificado da metodologia de criação de modelagem integrada e aplicação
proposta por Berkel – Adaptado de Berkel et al. (2009) 29
Figura 10- Esquema do Método de Otimização – Adaptado de Raghuraman (2003) 34
Figura 11 - Etapas da construção de um modelo aplicável à otimização – Adaptado de Edgar
(2001) 36
Figura 12 - Esquema do algoritmo de determinação da fração molar e composição de cada fase –
Adaptado de Sandler (2006) 43
Figura 13 - Etapas de Desenvolvimento do Reservatório 49
Figura 14 - Esquema de um Poço Produtor – Extraído de Pinto et al. (2014) 58
Figura 15 - Esquema da Planta de Processamento Primário de Petróleo 64
Figura 16 - Esquema Simplificado de uma Planta de Tratamento e Compressão de Gás 65
Figura 17 - Modelo de Simulação de Processos em Hysys 66
Figura 20 – Esquema do Cenário Analisado 73
xxii
Figura 19 - Resultados Comparativos entre o Modelo Desenvolvido e o Simulador Comercial
Pipe-Sim 78
Figura 18 - Resultados Comparativos entre o Modelo Desenvolvido e Simuladores Comerciais
80
Figura 21 - Curvas de Produção para Diferentes Capacidades ao Óleo 83
Figura 22 - Valores de Receita Atualizada, Despesas e Receita Líquida para Diferentes
Capacidades ao Óleo 84
Figura 23 - Perfis de pressão e de vazões, pressão mínima de reservatório de 550 bar(a). 85
Figura 24 - Esquema de um HIPPS Submarino – Adaptado de AAR∅ (1995) 88
Figura 25 - Curvas de Produção de Óleo e de Líquido para Várias Pressões Mínimas de
Reservatório 90
Figura 26 - Volumes de Óleo Produzido ao Longo de 25 anos para diferentes Pressões do
Reservatório e de Chegada à UEP 91
Figura 27 - Potência de Compressão de Vazões de Óleo Estabilizado em Função da Pressão de
Chegada 94
Figura 28 - Esquema da Configuração da Planta de Produção 96
Figura 29 - Demanda Energética de Compressão para Diferentes Pressões no Primeiro Estágio de
Separação 97
Figura 30 - Potencias de Compressão para Diferentes Pressões de Recebimento 98
Figura 31 - Vazões de Óleo Estabilizado em Função das Pressões de Separação 99
Figura 32 - Vazões de Gás para Cada Estágio de Compressão em Função das Pressões
Intermediárias de Processamento de Óleo 100
Figura 33- Potência de Compressão para Diferentes Pressões de Processamento de Óleo 101
Figura 34 - Otimização dos Pares de Pressão Mínima do Reservatório e Pressão Mínima de
Recebimento de Fluidos no Primeiro Separador da Planta de Produção 102

xxiii
LISTA DE TABELAS
Tabela 1 - Informações sobre FPSOs de Grande Porte – Extraído de Pinto (2014) 17
Tabela 2 - Etapas de Projeto do Desenvolvimento de um Campo de Petróleo – Adaptado de
Behrenbruch (1991) 20
Tabela 3 - Evolução do Detalhamento de Informações ao Longo de Projeto de Desenvolvimento
do Campo 30
Tabela 4 - Parâmetros Empíricos de Cada Regime de Escoamento do Modelo de Beggs & Brill –
Adaptado de Shoham (2006) 59
Tabela 5 - Premissas de Reservatórios 74
Tabela 6 - Geometria do Escoamento para Todos os Poços Produtores 74
Tabela 7 - Composição do Fluido Considerado no Estudo 75
Tabela 8- Pressão de Injeção de Água na Saída da UEP e Potência Necessária par as Bombas de
Injeção de 210 mil bbl/d de Água do Mar em Reservatório 92

xxiv

xxv
LISTA DE ABREVIATURAS E SIGLAS
ANM Arvore de Natal Molhada
Bo Fator Volume de Formação
BSR Bóia de Sustentação de Riser
BSW Basic Water and Sediments
CAPEX Capital Expenditures
EOS Equation of State
FPSO Floating Production Storage Offloading
HIPPS High Pressure Protection System
IPM Integrated Production Modeling
MIA Modelo Integrado de Ativo
MIP Modelagem Integrada da Produção
MSR Modelo Simplificado de Reservatório
NPV Net Production Value
OPEX Operational Expenditures
OPPS Over Pressure Protection System
PiP Pipe In Pipe
RGO Razão Gás Óleo
UEP Unidade Estacionária de Produção
ULCC Ultra Large Crude Carrier
VBA Visual Basic
xxvi
VLCC Very Large Crude Carrier
VOIP Volume de Óleo In Place
VPL Valor Presente Líquido
WAG Water Alternate Gas Injection

xxvii
LISTA DE SÍMBOLOS
Letra Descrição Unidade
N Número de simulações -
m Parâmetro de incerteza -
L Número de pontos discretos -
µ Valor médio -
σ Desvio padrão -
gi Ganho individual -
Fλ Valor da função objetivo -
λr Fator de aversão ao risco -
Pb Probabilidade -
n Número de elementos -
Φ Função inversa -
Z Fator de compressibilidade -
P Pressão Pa
T Temperatura termodinâmica K
A Parâmetro da Equação de Peng-Robinson -
B Parâmetro da Equação de Peng-Robinson -
ap Parâmetro da Equação de Peng-Robinson -
bp Parâmetro da Equação de Peng-Robinson -
xm Fração molar do componente m -
xn Fração molar do componente n -
Nc Número de substâncias químicas -
kmn Coeficiênte de iteração binária -
am Parâmetro da equação de Peng-Robinson -
bm Parâmetro da Equação de Peng-Robinson -

xxviii
αm Parâmetro da Equação de Peng-Robinson -
R Constante dos Gases Ideiais
Tcm Temperatura crítica do componente m
Pcm Pressão crítica do componente m
λm Parâmetro do componente m em PR
ωm Fator acêntrico do componente m -
fma Fugacidade do componente m na fase a Pa
xma Fração molar do componente m na fase a -
Zα Compressibilidade da fase α -
fmo
Fugacidade do componente m na fase
hidrocarbonentes líquidos
Pa
fmv Fugacidade do componente m na fase vapor Pa
vx Velocidade na direção x m/s
vy Velocidade na direção y m/s
vz Velocidade na direção z m/s
ρ Massa específica Kg/m3
φ Porosidade -
qx Vazão na direção x m3/s
qy Vazão na direção y m3/s
qz Vazão na direção z m3/s
µ Viscosidade absoluta Pa.s
cf Compressibilidade do fluido -
x Distância em x m
y Distância em y m
z Distância em z m
t Tempo s
cp Compressibilidade de poros Pa-1
kx Permeabilidade na direção x m/s
ky Permeabilidade na direção y m/s
kz Permeabilidade na direção z m/s

xxix
D Transmissibilidade -
Vf Volume de fluidos nos poros m3
Vp Volume poroso m3
mf Massa de fluidos contidos nos poros kg
cef Compressibilidade efetiva Pa-1
cr Compressibilidade da rocha Pa-1
Sw Saturação de água -
So Saturação de óleo -
Sg Saturação de gás -
cm Compressibilidade efetiva da matriz de rocha Pa-1
co Compressibilidade da fase óleo Pa-1
cw Compressibilidade da fase água Pa-1
cg Compressibilidade da fase gás Pa-1
qf Vazão de fluido m3/s
∆m Variação mássica kg
∆t Intervalo de tempo s
Pn Pressão média de reservatório no tempo n Pa
Pn-1 Pressão média de reservatório no tempo n-1 Pa
ρn
Massa específica média de reservatório no
tempo n
Kg/m3
ρn-1
Massa específica média de reservatório no
tempo n-1
Kg/m3
mn Massa contida no reservatório no tempo n kg
mn-1 Massa contida no reservatório no tempo n-1 kg
fos
Fração volumétrica de óleo no líquido
produzido
-
b Coeficiente de declínio volumétrico s-1
R Fração de óleo recuperado -
Ri Fração volumétrica de recuperação primária -
α Coeficiente de declínio do sistema -

xxx
β Expoente de declínio volumétrico -
Np Volume de óleo produzido m3
N Volume de óleo incialmente presente em
reservatório
m3
Q Vazão total de fluidos produzidos em
condições de reservatório
m3/s
IP Índice de produtividade m3/s/Pa
P Pressão média de reservatório ao redor do raio
de drenagem do poço
Pa
Pwf
Pressão do poço em fluxo em frente os
canhoneados
Pa
∆P Queda de pressão Pa
f Fator de atrito -
L Comprimento de escoamento m
D Diâmetro interno da tubulação m
∆Pj Diferença de pressão no trecho j Pa
Re Número de Reynolds -
Lj Comprimento do trecho j m
vmj Velocidade média de fluidos no techo j m/s
G Aceleração da gravidade m/s2
∆zj Deslocamento vertical do trecho j m
s Parâmetro do modelo de Beggs & Brill -
Ek Parâmetro de perda de pressão por aceleração -
ρSLIP
Massa específica média de fluidos sem
escorregamento
Kg/m3
vSG Velocidade superficial do gás m/s
NFR Número de Froude -
λl Holdup de líquido sem escorregamento -
a, b, c, d, f Parâmetros empríricos do modelo de Beggs &
Brill
-

xxxi
θ Ângulo em relação à horizontal rad
VSL Velocidade superficial de líquido m/s
τLV Tensão superficial entre o líquido e o gás N/m
HL Holdup de líquido com escorregamento -
ρNS Massa específica sem escorregamento Kg/m3
ReNS Número de Reynolds sem escorregamento -
µNS
Viscosidade média de fluidos sem
escorregamento
Pa.s
QLn Vazão de líquido na iteração n m3/s
QLn+1 Vazão de líquido na iteração n+1 m3/s
PUEP
Pressão de chegada de fluidos na planta de
produção
Pa
Pmin
Pressão mínima de recebimento de fluidos na
superfície
Pa
HPOLY Head politrópico m/kg
Z1
Fator de compressibilidade na sucção da
compressão
-
T1 Temperatura na sucção da compressão K
P1 Pressão na sucção da compressão Pa
P2 Pressão na descarga da compressão Pa
MW Peso molecular do gás g/mol
N1 Coeficiente politrópico do gás -

xxxii

1
1. INTRODUÇÃO
O adequado dimensionamento das capacidades dos sistemas de produção é difícil de ser realizado, pois as informações geológicas, de reservatórios, das características dos fluidos e dados econômicos, entre outros, apresentam-se limitadas e sujeitas às incertezas. Este problema se agrava nas etapas iniciais de projeto. De acordo com Guimarães (2005), no início da vida útil do campo, em etapa mais avançada de projeto, com muitos equipamentos já instalados, os dados são ainda escassos.
A planta de processamento primário de petróleo contempla o tratamento de fluidos produzidos, bem como fluidos a serem injetados em reservatório. O seu dimensionamento depende de parâmetros de reservatório, do número de poços produtores, da capacidade produtiva dos poços e do cronograma de entrada de poços, do preço do petróleo e do gás, entre outros. A configuração do sistema de coleta e restrições de garantia de escoamento, a complexidade, a construtibilidade, a confiabilidade, o custo, dentre outros fatores, também afetam o dimensionamento da planta.
A posição dos poços pode ser otimizada em etapa mais avançada de projeto. De acordo com Mezzommo (2000), os poços acarretam elevados investimentos, considerando tanto o custo de perfuração e completação, como dos sistemas submarinos de coleta e planta de processamento primário de petróleo. Devido à elevada interferência no custo do projeto, o número de poços é necessário para as avaliações econômicas para a verificação de viabilidade do projeto, e pode ser estipulado em etapa inicial em função do volume de reserva e extensão da área de reservatório.
Em campos marítimos de elevada produtividade, somente os estudos de reservatórios não definem as capacidades dos sistemas de produção. Pelo contrário, as limitações de viabilidade técnica e econômica dos sistemas de produção são subsídios aos simuladores de fluxo em meio poroso em um trabalho iterativo, para a definição da configuração e capacidades dos sistemas de produção. Os custos, as receitas, a complexidade, os riscos e a disponibilidade de soluções comerciais são os principais aspectos considerados nas decisões tomadas.
Os principais fatores limitantes ao aumento de capacidade das plantas instaladas em campos marítimos têm sido o peso, a área requerida de convés para instalação de módulos de produção e a demanda energética da planta de processamento e compressão de gás e de injeção de água em reservatório.
Em reservatórios com elevado potencial de formação de incrustação à base de sulfatos de bário e de estrôncio, o processo de dessulfatação da água do mar a ser injetada em reservatório

2
tem sido requerido, impactando em grande área de convés, peso e energia para o tratamento da água do mar a ser injetada.
Em campos de elevado RGO, as maiores vazões de gás produzido e o maior porte e complexidade da planta de tratamento de gás e de sua demanda energética também ocasionam limitação ao aumento de capacidade.
Em uma etapa de análise de viabilidade e projeto conceitual dos sistemas de produção de um campo petrolífero, vários cenários para cada parâmetro que apresenta incerteza precisam ser explorados, para a adequada escolha da configuração e das capacidades dos sistemas de produção.
Devido aos elevados custos, riscos, limitações tecnológicas e de capacidades dos sistemas de produção, segundo Barroux (2000), a simulação conjunta do reservatório e do sistema de produção é necessária para a adequada otimização do desenvolvimento de campos marítimos, onde poços de elevado potencial de vazão dividem o mesmo sistema de superfície centralizado.
De acordo com Berkel et al. (2009), no início do projeto do desenvolvimento de um campo de petróleo, o máximo número de opções deve ser investigado, para garantir que todas as oportunidades de otimização sejam capturadas. Para tanto é essencial que, em etapa inicial de estudos, os modelos utilizados apresentem o máximo de simplicidade, o que permite um grande número de avaliações e análises de sensibilidade sobre parâmetros de projeto, e a obtenção das implicações das incertezas em cada decisão tomada.
De acordo com Woodhead (2006), durante o planejamento do desenvolvimento do campo, a modelagem e avaliação de múltiplos cenários promovem um melhor gerenciamento de riscos.
Segundo Magalhães (2005), a interação entre os modelos de reservatórios, poços, escoamento e processamento apresenta elevada importância devido aos seguintes aspectos: elevado custo de implantação dos sistemas de produção (poços, coleta e UEP), elevada influência das restrições operacionais no desempenho do reservatório e à menor flexibilidade de escolha dos sistemas de produção.
Por este motivo, uma ferramenta que permita a otimização dos sistemas de produção, em uma etapa inicial de projeto pode ser muito importante para subsidiar as decisões a serem tomadas, e para subsidiar os estudos futuros. Esta ferramenta deve conter as equações que representam adequadamente o reservatório, a perda de pressão no percurso do reservatório para o poço, o escoamento nos poços, linhas e risers, e o processamento de fluidos na planta de produção. Ela também pode facilitar a atividade de otimização, reduzindo o número de interfaces entre profissionais de diversas disciplinas, contribuindo para a redução de erros.
Segundo Fang et al. (1995), a maioria das simulações encontradas na literatura trata as restrições operacionais simplificadamente, como dados de entrada para simuladores numéricos

3
disponíveis comercialmente. Estes modelos são utilizados para o processo de otimização e não representam adequadamente as restrições operacionais, o que pode gerar discrepâncias em relação ao comportamento real do campo.
Vários modelos têm sido propostos para considerar o sistema de produção ou, pelo menos, os aspectos mais relevantes, durante a simulação de reservatório. Haugen et al. (1995) propôs um modelo simplificado do sistema de produção. Palke e Horn (1997) e Stewart et al. (2000) propuseram modelos de otimização das condições operacionais dos sistemas de produção, visando à maximização do Valor Presente Líquido (VPL).
Porém todos os trabalhos identificados apresentaram modelos simplificados. Alguns fenômenos e restrições não consideradas apresentam influência significativa no comportamento do reservatório ao longo do tempo, tais como: capacidades de produção e de injeção, e restrições em segmentos dos sistemas submarinos de produção e injeção, como as que ocorrem em manifolds, válvulas, devido à perda de pressão localizada ou ao limite erosional de velocidade em dutos.
A metodologia desenvolvida neste trabalho permite uma avaliação rápida e robusta de várias opções conceituais para o desenvolvimento de um campo marítimo, por meio de modelo integrado. O projeto é melhorado com uma visão integrada e devido ao grande número de possibilidades estudadas.
Esta metodologia também considera que o processo de tomada de decisão se torne cada vez mais detalhado, ao longo do projeto, com a obtenção de mais informações, porém com a restrição do número de opções a serem estudadas pelo trabalho previamente efetuado.
A análise, contemplando antecipadamente a vida produtiva do campo, pode evitar que sejam desconsiderados aspectos de impacto futuro, além de evitar readequações futuras de projeto, devido à falta de análise de sensibilidade sobre parâmetros incertos.
Esta abordagem não exclui o trabalho específico e mais detalhado para cada disciplina da engenharia de petróleo, porém complementa com uma visão global e com informações importantes sobre os impactos da alteração de parâmetros de uma atividade sobre a outra.
Outra vantagem desta ferramenta pode ser a possibilidade futura de análise estatística sobre os parâmetros investigados.

4
1.1 Motivação
A definição da estratégia de desenvolvimento de um campo de petróleo, e a seleção da configuração dos sistemas de produção, em conformidade com as boas práticas da indústria requer a avaliação e comparação de muitas possibilidades de opções. No cenário brasileiro, onde as atividades de petróleo são regidas pela Agencia Nacional de Petróleo (ANP), estes estudos são efetuados após a etapa exploratória, em prazo entre a declaração de comercialidade do campo e a emissão do Plano de Desenvolvimento do Campo. O prazo para a definição de um projeto conceitual é de apenas seis meses, conforme a Portaria ANP Nº 90.
A existência de diversas possibilidades de configurações dos sistemas de produção torna difícil a tomada de decisão sobre a alternativa a ser escolhida, bem como a definição das capacidades e características dos equipamentos. O projeto conceitual proposto deve apresentar robustez frente às incertezas de reservatório, de características de fluidos, de contaminantes, de cenários econômicos e outras. O projeto dos sistemas de produção também deve considerar a possiblidade de descobertas futuras avaliando as flexibilidades para ampliações de interligações.
A simulação de reservatórios é o método padrão para as previsões quantitativas do comportamento da produção. Essas previsões são decisivas na seleção e na otimização continuada da estratégia de explotação do campo. Todas as decisões importantes sobre o desenvolvimento do campo, que podem envolver investimentos bilionários são baseadas em resultados de simulações de reservatório. A melhoria da confiabilidade destas simulações considerando modelos mais representativos do comportamento dos sistemas de produção, bem como a sua interferência no comportamento de reservatório é de fundamental importância. O desenvolvimento de campos de petróleo em cenários cada vez mais desafiadores, com a produção de fluidos de complexa representação termodinâmica, com sistemas de coleta de grandes distâncias e com plantas de processamento de fluidos também complexas torna a consideração destes na simulação de reservatório cada vez mais importante.
Considerando a disponibilidade limitada de informações de reservatório e de fluidos durante o projeto conceitual, o tempo exíguo para a concepção, a elevada importância desta fase de projeto e a interdependência das diversas especialidades envolvidas, uma ferramenta de simulação integrada entre reservatório, escoamento e processamento primário de petróleo, capaz de mostrar os impactos da alteração de premissas dos sistemas de produção, pode ser útil nas etapas iniciais de projeto, quando as informações disponíveis de reservatórios são insuficientes para a execução de simulações utilizando modelos detalhados.
A maioria dos trabalhos apresentados na literatura apresenta foco em reservatório com a utilização de modelagem numérica. Entretanto, para a geração de um modelo detalhado de reservatório, uma série de informações se faz necessária, mas dificilmente está disponível até a etapa de análise de viabilidade e de projeto conceitual.

5
Mezzommo (2000) desenvolveu uma metodologia de otimização de estratégia de recuperação para campos de petróleo, porém as restrições operacionais e dos sistemas de produção foram consideradas.
A análise integrada proposta neste trabalho pode atuar de forma complementar, com foco no comportamento e limitações dos sistemas de produção. De acordo com Guimarães (2005), a utilização de diferentes ferramentas torna o processo de otimização mais objetivo e seguro.
Como consequência da análise integrada desenvolvida neste trabalho, uma ferramenta de simulação foi gerada. Esta ferramenta permite efetuar análises de sensibilidade da alteração de parâmetros de reservatório, mostrando seus impactos nos sistemas de produção, ao longo de toda a vida produtiva de um campo de petróleo. De acordo com Guimarães (2005), mudanças de cenários geológicos, econômicos ou tecnológicos podem demandar mudanças na estratégia de drenagem, necessitando da execução de novas otimizações, mesmo em campos que já estejam em produção. Esta ferramenta também pode facilitar a identificação de parâmetros com maior potencialidade de melhoria do projeto.
Restrições e limitações dos sistemas de produção, que seriam tratadas de forma simplificada por uma simulação de fluxo em meio poroso acoplado a modelos simplificados dos sistemas de produção, passam a ser visualizadas e tornam os resultados mais próximos ao do comportamento global e real do campo, como um todo.
Neste trabalho, uma visão complementar à simulação detalhada de reservatório é apresentada, com maior foco nos sistemas de produção, que são detalhados em profundidade. Para a simulação de reservatório, modelos analíticos são utilizados.
Esta abordagem complementar se torna mais importante em reservatórios marítimos de óleo leve à elevada pressão, onde as restrições dos sistemas de produção se tornam mais impactantes no projeto do desenvolvimento do campo. Em petróleos de elevado RGO, a modelagem termodinâmica de fluido apresenta elevada importância para a adequada representação do sistema. Por este motivo, este trabalho utilizou uma modelagem termodinâmica detalhada.
Apesar de aplicável, a princípio, somente nas etapas iniciais de projeto (análise de viabilidade e projeto conceitual), a ferramenta permite efetuar simulações com visão integrada de forma rápida, direcionando os estudos mais detalhados que devem ser efetuados posteriormente, evitando o desperdício de tempo com simulações de casos que poderiam ser descartados em uma triagem preliminar.

6
1.2 Objetivo
O objetivo deste trabalho é de efetuar uma análise integrada dos modelos de reservatório, poços, escoamento e processamento primário de petróleo de um sistema de produção de petróleo.
Desta forma, esta análise integrada é aplicável principalmente para as etapas de análise de viabilidade e projeto conceitual dos sistemas de produção.
Para o desenvolvimento da análise integrada foram utilizados modelos analíticos simplificados, para a descrição do comportamento de reservatório, acoplados a modelos rigorosos de escoamento em dutos e processamento primário de fluidos. A modelagem termodinâmica utilizada tanto para a modelagem de reservatório, como para o escoamento e o processamento primário foi elaborada de forma rigorosa.
Como consequência da análise integrada uma ferramenta de simulação foi gerada e uma vez validada, esta ferramenta foi aplicada para comparar e selecionar alternativas de projeto dos sistemas de produção de campo marítimo de elevada pressão. Posteriormente, parâmetros de projeto, como os valores de pressão mínima de reservatório após a etapa de declínio natural, a pressão mínima de recebimento dos fluidos e as pressões de separação na superfície foram estabelecidas com a aplicação desta ferramenta.
1.3 Organização da Dissertação
O presente trabalho é dividido em oito capítulos. O Capítulo 2 descreve as particularidades de campos marítimos de elevada pressão, correspondente ao estudo de caso efetuado neste trabalho. O capítulo 2 também apresenta uma revisão da literatura a respeito dos principais aspectos envolvidos neste trabalho.
No Capítulo 3, os principais conceitos e fundamentos teóricos são apresentados, através da revisão da literatura relacionada aos principais tópicos deste trabalho. Neste capítulo há uma breve introdução sobre as limitações dos sistemas de produção, sobre o uso da modelagem integrada da produção, e a sua aplicação para a otimização dos sistemas de produção e da estratégia de desenvolvimento de campo de petróleo.
A metodologia para o desenvolvimento do modelo de simulação integrada entre reservatório, poços, escoamento e processamento é apresentada no Capítulo 4.
No capítulo 5 é descrito o cenário de aplicação da ferramenta, para o estudo de caso de campo marítimo de elevada pressão.
7
No capítulo 6, os resultados da análise integrada desenvolvida são comparados com os resultados de simuladores comerciais.
Os resultados, observações e discussões da aplicação da metodologia descrita para o caso de um campo marítimo a elevada pressão são apresentados no Capítulo 7.
No Capítulo 8 são apresentadas as conclusões e recomendações para futuros desenvolvimentos nesta área.

8
.

9
2 REVISÃO DA LITERATURA
Neste capítulo são apresentados os principais conceitos e fundamentos utilizados neste trabalho. Inicialmente serão descritas as principais limitações de capacidades dos sistemas de produção. Em seguida o histórico de desenvolvimento da Modelagem Integrada da Produção e os conceitos envolvidos na otimização de parâmetros associados aos sistemas de produção de petróleo serão apresentados.
2.1 Campos Marítimos de Elevada Pressão
Normalmente os reservatórios marítimos de petróleo em águas profundas apresentam uma extensão horizontal elevada, entre alguns quilômetros a dezenas de quilômetros. Já a extensão vertical normalmente encontra-se entre dezenas e centenas de metros.
Assumindo um reservatório com espessura de 500 m, e um fluido de reservatório com massa específica de 0,8 kg/L, a variação vertical de pressão ao longo do reservatório não deve ultrapassar 40 bar, valor inferior a 5 % da pressão média de um reservatório, caso esta seja de 910 bar(a). Com isto a representação do reservatório com pressão correspondente à profundidade média não apresenta erro elevado, quando aplicável em estudos efetuados durante as etapas iniciais de projeto.
Antes da exploração do reservatório, o fluido de reservatório encontra-se confinado nos espaços vazios ou poros da rocha reservatório. O estado de equilíbrio termodinâmico pode ser assumido na maioria dos casos, devido ao elevado tempo (geológico) de confinamento do petróleo. Antes do início da produção, em um reservatório contínuo, ou seja, com a comunicação entre todos os poros, a pressão do fluido deve variar verticalmente, devido à coluna hidrostática e deve ser constante horizontalmente.
A elevada pressão de reservatório permite receber os fluidos produzidos a uma maior pressão na planta de produção reduzindo a razão de compressão necessária para a elevação da pressão necessária para a exportação de gás via gasoduto, ou para a injeção de gás em reservatório. A razão de compressão pode ser definida como o resultado da razão entre os valores da pressão de descarga e a de sucção dos gases a serem comprimidos.
Entretanto, a máxima pressão permitida para o primeiro estágio de separação de fluidos é limitada por aspectos como a separação de gás (fração evaporada) e a pressão máxima permitida para alguns processos comerciais de tratamento do gás como, por exemplo, a desidratação, que é necessária tanto para exportação como para a injeção de gás em reservatório.

10
2.2 Comportamento Termodinâmico
Em reservatórios de elevada pressão, a pressão do fluido de reservatório normalmente apresenta-se acima da pressão crítica, com apenas uma fase presente. Convencionalmente, caso a temperatura do fluido esteja abaixo da temperatura crítica, uma fase líquida de hidrocarbonetos estará presente no reservatório; caso a temperatura do fluído esteja acima da temperatura crítica, uma fase supercrítica estará presente. A Figura 1 ilustra o envelope de fases do petróleo considerado neste trabalho.
Figura 1 - Envelope de Fases para a Composição Específica de do Petróleo Considerado Neste Trabalho ( 1 bar = 1x105 Pa)
2.3 Perfil Termo Hidráulico de Escoamento
Durante a fase de produção do reservatório, a pressão e a temperatura são reduzidas ao longo do escoamento do reservatório até a Unidade Estacionária de Produção (UEP). A separação dos hidrocarbonetos em duas fases, uma fase líquida de hidrocarbonetos e outra fase vapor de hidrocarbonetos tem início quando as condições de pressão e temperatura atingem o envelope de fases, conforme ilustrado pelo ponto “2” na Figura 2. Caso o fluido produzido apresente água, a fase vapor passa a conter água, além de hidrocarbonetos e uma terceira fase composta predominantemente de água no estado líquido (água livre) pode ocorrer.
0
100
200
300
400
500
600
700
800
900
1.000
1.100
-75
-50
-25 0 25 50 75 100
125
150
175
200
225
250
275
300
325
350
375
400
425
450
475
500
525
550
575
Temperatura (ºC)
Pre
ssão
(ba
ra)
Curva de Ponto de Orvalho
Curva de Ponto de Bolha
Líquido-1
Líquido-1 e Vapor
Gás
Fluido Supercrítico
Líqu
ido-
1
Líqu
ido-
2
Fusão dos Líquidos em Fase Única

11
Figura 2- Envelope de Fases e Perfil Termo Hidráulico do Escoamento (1 bar = 1x105 Pa)
Admitindo-se um reservatório com pressão inicial de 900 bar(a), a curva vermelha da Figura 2 ilustra o caso onde o escoamento de determinada vazão de fluido do reservatório para o poço é obtida mediante uma redução de pressão para 820 bar(a) resultando em perda de pressão entre reservatório e poços (draw down) de 80 bar(a). A perda de pressão continua a ocorrer no escoamento ao longo do poço, como representado pela curva azul.
Durante a etapa de produção por declínio natural, em reservatórios com elevada pressão, o potencial de vazão de produção dos poços é muito alto e superior ao que resulta em escoamento ao longo do poço, linha e riser, com velocidade superior à erosional.
Por este motivo é necessário restringir a vazão por poço, através do aumento da pressão em frente os canhoneados. Este controle da vazão de produção de cada poço é efetuado por meio de válvula denominada choke, que regula a vazão de produção pela variação da perda de pressão localizada. O choke apresenta comportamento termodinâmico descrito como isentálpico.
O controle de vazão por meio da redução de pressão localizada pode ser realizado em choke submarino, em choke localizado na chegada de cada riser produtor na UEP ou em ambos. Normalmente, sempre há um choke no recebimento pela UEP, de fluidos produzidos por cada poço.

12
No exemplo ilustrado pela linha de cor verde na Figura 2 há um choke instalado na Árvore de Natal (ANM). Durante a quebra de pressão no choke, a liberação de gás tem início ao ser atingido o ponto 2.
A despressurização no escoamento do reservatório para o poço, na coluna de produção e no choke contribui para a elevação da temperatura, comportamento inverso ao comumente
imaginado. Isto se deve ao fato do coeficiente de Joule Thompson (µJT) ser negativo, para pressões acima de 300 bar(a), no caso do fluido considerado. Para pressões abaixo deste valor, a redução da pressão ocasiona a redução da temperatura.
O escoamento horizontal pela linha de produção está representado pela curva preta com acentuada redução da temperatura, devido à troca térmica entre o oceano, que apresenta
temperatura de 4°C na profundidade considerada, e as paredes da linha de produção e desta com o fluido em escoamento. A redução de pressão não é acentuada, pois não há alteração significativa da cota vertical, e consequentemente da componente hidrostática, mas apenas das componentes de perda de pressão por fricção e por expansão do fluido, as quais são inerentes ao escoamento.
O escoamento no riser está representado pela curva amarela, com acentuada redução da pressão devido ao escoamento ascendente, e elevação da temperatura devido ao aumento da temperatura do oceano com a redução da profundidade. A pressão de chegada à UEP está em torno de 25 bar(a), conforme ilustrado pelo ponto 3.
Neste caso, o efeito Joule Thompson, que ocasiona a redução da temperatura devido à expansão do gás não é predominante e suficiente apenas para evitar a elevação da temperatura.
A redução de pressão em choke submarino pode resultar em aumento do consumo energético da UEP, devido à perda localizada de energia, que poderia ser aproveitada para reduzir a demanda energética dos sistemas de compressão na UEP.
Por outro lado, o escoamento em menores pressões a jusante da ANM apresenta a vantagem de apresentar perfil com maiores temperaturas, conforme pode ser visualizado na Figura 3. Isto ocorre devido às maiores vazões volumétricas no escoamento e consequentemente, velocidades maiores de fluidos ao ser despressurizado.
No escoamento com maiores velocidades, a transferência térmica do fluido quente (produzido) para o meio externo frio (ambiente marinho) torna-se menor, devido aos menores tempos de troca témica. No caso ilustrado, não há grande diferença entre as velocidades de escoamento até um trecho muito próximo da UEP, portanto os perfis de temperatura não são muito impactados por este aspecto.

13
Como a pressão de chegada à Planta de Produção é menor, a classe de pressão das linhas de recebimento dos poços, dos manifolds de produção até a válvula choke localizada a montante do primeiro estágio de separação trifásica torna-se menor.
Figura 3 - Perfil de Pressão, Temperatura e Velocidade com a Atuação do Choke Submarino
A quebra de pressão via válvula choke submarino resulta em menores pressões em fluxo a jusante da ANM, porém não garante que as pressões se elevem em regime transiente.
Em caso de restrição ao fluxo por obstrução, devido a hidratos ou fechamento de válvulas, as pressões a montante e a jusante da válvula choke tendem a equalizar com o tempo, devido ao empacotamento do fluido compressível no volume confinado entre a fonte de pressão e a obstrução.
Portanto, as linhas e risers devem ser projetadas para suportar a máxima pressão em caso de fechamento ou obstrução.
0
5
10
15
20
25
30
0
10
20
30
40
50
60
70
80
90
100
188
2.06
3
3.80
0
4.30
0
4.80
0
5.30
0
5.80
0
6.30
0
6.80
0
7.30
0
7.80
0
8.30
0
8.80
0
9.30
0
9.85
0
10.8
50
Vel
ocid
ade
Méd
ia d
a M
istu
ra (
m/s
)
Tem
pera
tura
(C
)
Distância Percorrida (m)
Temperatura - Com Choke
Temperatura - Sem Choke
Velocidade - Com Choke
Velocidade - Sem Choke
14
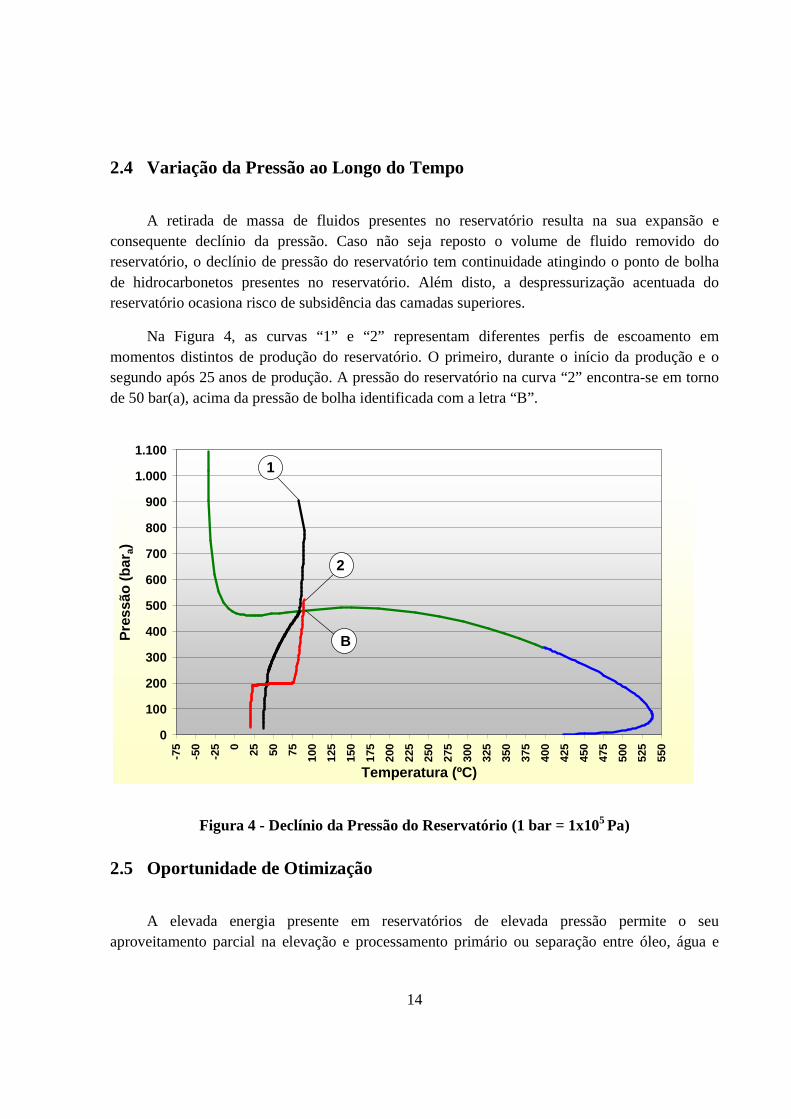
2.4 Variação da Pressão ao Longo do Tempo
A retirada de massa de fluidos presentes no reservatório resulta na sua expansão e consequente declínio da pressão. Caso não seja reposto o volume de fluido removido do reservatório, o declínio de pressão do reservatório tem continuidade atingindo o ponto de bolha de hidrocarbonetos presentes no reservatório. Além disto, a despressurização acentuada do reservatório ocasiona risco de subsidência das camadas superiores.
Na Figura 4, as curvas “1” e “2” representam diferentes perfis de escoamento em momentos distintos de produção do reservatório. O primeiro, durante o início da produção e o segundo após 25 anos de produção. A pressão do reservatório na curva “2” encontra-se em torno de 50 bar(a), acima da pressão de bolha identificada com a letra “B”.
Figura 4 - Declínio da Pressão do Reservatório (1 bar = 1x105 Pa)
2.5 Oportunidade de Otimização
A elevada energia presente em reservatórios de elevada pressão permite o seu aproveitamento parcial na elevação e processamento primário ou separação entre óleo, água e
0
100
200
300
400
500
600
700
800
900
1.000
1.100
-75
-50
-25 0 25 50 75 100
125
150
175
200
225
250
275
300
325
350
375
400
425
450
475
500
525
550
Temperatura (ºC)
Pre
ssão
(ba
ra)
1
B
2

15
gás. Um melhor aproveitamento desta energia exige um perfil de pressões mais elevadas ao longo do escoamento e processamento.
Os equipamentos submarinos como Árvores de Natal Molhadas, linhas e riser devem ser projetados com classes de pressão elevadas. Portanto, a maximização do aproveitamento energético pode resultar em maiores custos dos equipamentos submarinos.
2.6 Limitações de Capacidades dos Sistemas de Produção
De acordo com Pinto et al. (2014), uma das questões iniciais na concepção dos sistemas é a definição do porte das Unidades Estacionárias de Produção (UEPs), em particular das capacidades de processamento de fluidos produzidos (óleo, água, líquido e gás) e injetados (água, gás para injeção e para gas lift). Também deve ser definida a capacidade de armazenamento de óleo tratado e o número de poços produtores e injetores que a UEP é capaz de interligar. A Figura 5 apresenta a vista de planta, com a localização dos módulos de um FPSO para petróleo de elevado RGO.
Figura 5 - Vista de Planta de um FPSO – Adaptado de Pinto (2014)
A discussão passa por vários aspectos técnicos, tais como a definição do tipo de UEP, a conversão de casco, ou a construção de casco novo, em caso de UEP do tipo Floating

16
Production, Storage and Offloading (FPSO), a instalação e integração dos módulos de processamento, a operação, e a manutenção da integridade da UEP.
2.6.1 Complexidade do Sistema de Coleta
De acordo com Pinto et al. (2014), uma UEP com planta de elevada capacidade pode implicar na necessidade de interligação de um número elevado de poços produtores e injetores, o que demanda um número elevado de risers conectados, a menos do uso de manifolds submarinos.
Os Floatings Production Storage Offloading (FPSO) estão entre as UEP de maior capacidade. O número máximo de poços que podem ser acomodados em cascos convertidos de um FPSO a partir de Very Large Crude Carriers (VLCC) ou novos com porte similar está em torno de 20 (produtores e injetores), que podem ser interligados através de até 65 risers, considerando as linhas de produção ou injeção de água, as linhas de serviço, gas lift ou injeção de gás, e os umbilicais de controle.
O emprego de manifolds submarinos de produção, ainda que possível, traz aumentos pronunciados na complexidade e custo, como a necessidade de uso de risers de maior diâmetro, que necessariamente teriam que ser rígidos e desacoplados da UEP, em esquema de Bóia de Sustentação de Risers (BSR) ou Torre de Risers, exigindo meio naval especial para a sua instalação.
A interligação de poços mais distantes da plataforma pode ser necessária para atingir a capacidade da UEP. Neste caso, impactos na questão de garantia de escoamento são esperados.
Em função das características reológicas e teor de parafinas do óleo, poços muito distantes da plataforma podem demandar aquecimento de linhas ou uso de tecnologias mais dispendiosas de dutos, como o Pipe In Pipe (PIP), para evitar a gelificação do óleo, em caso de parada de produção.
O maior afastamento entre a cabeça do poço e o manifold ou a UEP também pode resultar em impossibilidade de pigagem deste trecho, entre outras limitações.
2.6.2 Porte da UEP
O Floating Production Storage Offloading (FPSO) permite a instalação de uma planta de produção de grande capacidade em seu convés. De acordo com Paik et al. (2007), para a construção de um FPSO, tanto pode ser utilizado um casco de navio pré-existente, a ser convertido, ou um casco novo pode ser fabricado.
17
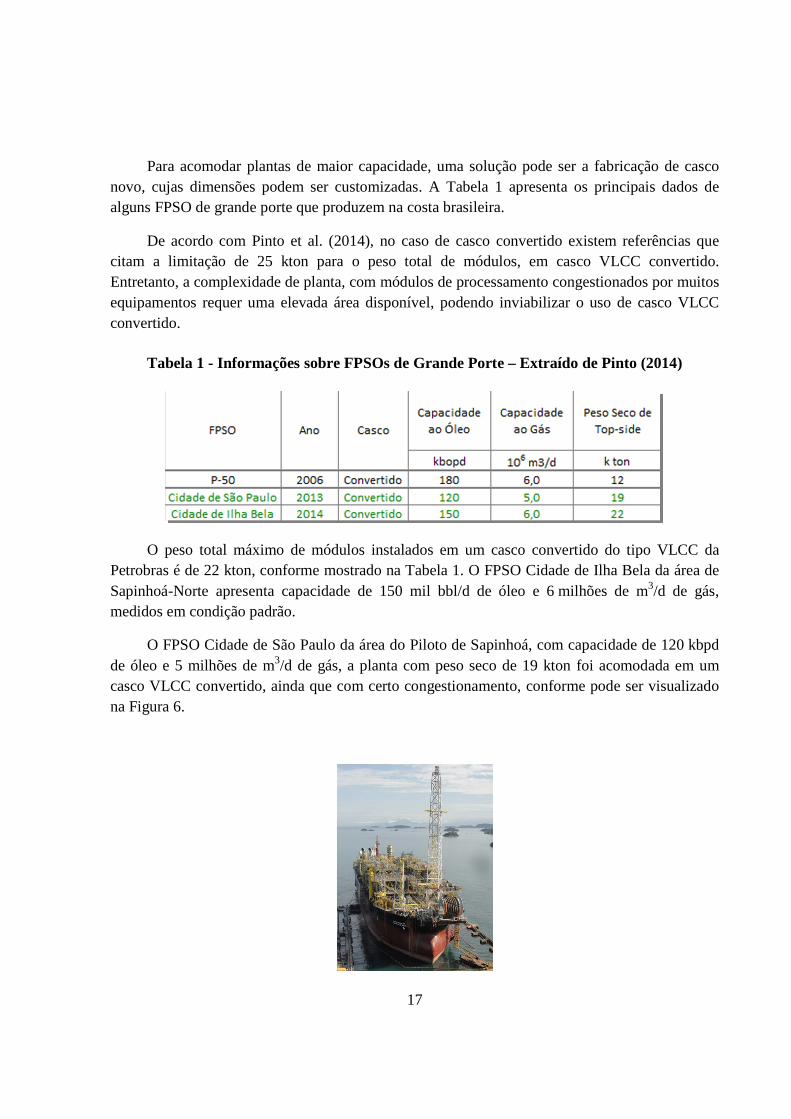
Para acomodar plantas de maior capacidade, uma solução pode ser a fabricação de casco novo, cujas dimensões podem ser customizadas. A Tabela 1 apresenta os principais dados de alguns FPSO de grande porte que produzem na costa brasileira.
De acordo com Pinto et al. (2014), no caso de casco convertido existem referências que citam a limitação de 25 kton para o peso total de módulos, em casco VLCC convertido. Entretanto, a complexidade de planta, com módulos de processamento congestionados por muitos equipamentos requer uma elevada área disponível, podendo inviabilizar o uso de casco VLCC convertido.
Tabela 1 - Informações sobre FPSOs de Grande Porte – Extraído de Pinto (2014)
O peso total máximo de módulos instalados em um casco convertido do tipo VLCC da Petrobras é de 22 kton, conforme mostrado na Tabela 1. O FPSO Cidade de Ilha Bela da área de Sapinhoá-Norte apresenta capacidade de 150 mil bbl/d de óleo e 6 milhões de m3/d de gás, medidos em condição padrão.
O FPSO Cidade de São Paulo da área do Piloto de Sapinhoá, com capacidade de 120 kbpd de óleo e 5 milhões de m3/d de gás, a planta com peso seco de 19 kton foi acomodada em um casco VLCC convertido, ainda que com certo congestionamento, conforme pode ser visualizado na Figura 6.

18
Figura 6 - Foto do FPSO Cidade de São Paulo do Campo de Sapinhoá – Extraído de Pinto (2014)
A utilização de plantas de processamento com capacidade maior que as projetadas atualmente pode requerer a utilização de cascos novos, já que os cascos do tipo ULCC seriam requeridos.
A disponibilidade de cascos do tipo Ultra Larger Crude Carrier (ULCC) no mercado é reduzida e, a variação de dimensões entre os cascos disponíveis dificulta o aumento significativo da capacidade ao óleo, requerida para o caso de campo de grande potencial produtivo.
2.6.3 Construtibilidade dos Módulos
De acordo com Pinto et al. (2014), capacidades maiores resultam em aumento da complexidade dos equipamentos, afetando a cadeia produtiva, e trazendo também dificuldades de aquisição de equipamentos, logística de transporte, instalação, operação e manutenção.
Limitação dos estaleiros no máximo de peso para içamento de cada módulo pode exigir uma quantidade maior de módulos, interferindo assim na construtibilidade, no peso e tempo necessário para integração dos módulos.
2.6.4 Operabilidade
De acordo com Pinto et al. (2014), do ponto de vista de operação da planta de processo, o porte e a complexidade caminham juntos. As dimensões de vasos, válvulas e tubulações tornam-se maiores para grandes capacidades. Questões ligadas ao fornecimento de materiais, equipamentos, arranjo e soldagem de peças tornam-se mais difíceis em unidades de maior capacidade. Por consequência, a manutenção da integridade destas instalações também se torna cada vez mais complexa, com dificuldade de aquisição de materiais sobressalentes, em razão de equipamentos e instrumentos não comerciais selecionados.
Os riscos de segurança e indisponibilidade podem ser aumentados pela dificuldade de manutenção da integridade da UEP, que apresenta uma planta de elevada capacidade, com diversos processos de tratamento de óleo e gás e injeção de água dessulfatada, entre outros.
2.6.5 Frequência de Offloading
A frequência de descarregamento (offloading) do óleo de FPSO com planta de maior capacidade é maior, dificultando o gerenciamento da frota de navios aliviadores. Alternativas de

19
escoamento (oleoduto ou monobóia) apresentam limitações tecnológicas de garantia de escoamento tornando muito restrita a sua aplicação.
2.7 Etapas de Projeto
De acordo com Galeano (1998), um projeto de engenharia tem como principal produto a definição de um conjunto de ações a serem executadas de forma coordenada para alcançar objetivo econômico pré-determinado. O projeto deve considerar soluções tecnológicas disponíveis comercialmente.
De acordo com Behrenbruch (1993), o projeto de desenvolvimento de um campo de petróleo normalmente é dividido nas seguintes fases: exploratória (onde ocorre a aquisição de dados); avaliação do campo, estudo de viabilidade técnica e econômica; implantação do projeto (projeto conceitual, projeto detalhado, projeto executivo); produção do campo; e, abandono.
O projeto em espiral, adaptado da indústria naval por Evans (1975), pode ser usado para descrever os processos realizados em ciclos de evolução. A grande complexidade requer o retorno periódico ao passo anterior para a reavaliação e caso necessário, a correção das definições já tomadas. Por este motivo, a evolução do projeto ocorre em espiral, onde um novo ciclo não se inicia antes que o ciclo anterior seja completado.
O trabalho publicado por Birrel (1994), mostra como é utilizado o conceito de espiral para a elaboração de projetos de desenvolvimento de campos de petróleo. Conforme mostrado na Figura 7, o projeto evolui em espiral até atingir a finalização do empreendimento ilustrada no centro.

20
Figura 7 - Espiral de Projeto – Adaptado de Birrel (1994)
De acordo com Behrenbruch (1991), enquanto a sequência de desenvolvimento para todos os campos é similar, uma notável diferença existe entre o desenvolvimento de campos de terra e marítimos. Estes apresentam cronograma de desenvolvimento mais extenso, custos bem mais elevados, porém maiores volumes de reserva de petróleo.
O projeto e planejamento do desenvolvimento de um campo de petróleo são efetuados em etapas, conforme descrito na Tabela 2.
Tabela 2 - Etapas de Projeto do Desenvolvimento de um Campo de Petróleo – Adaptado de Behrenbruch (1991)
As etapas do projeto são descritas a seguir.
Exploração
Avaliação
Análise de Viabilidade
Projeto Conceitual
Projeto Detalhado
Projeto Executivo
Operação
Abandono
Implantação
Produção
Aquisição de Informações

21
2.7.1 Exploração
De acordo com Galeano (1998), na primeira etapa denominada exploração, as descobertas ocorrem através da perfuração de poços exploratórios.
Nesta etapa ocorre a aquisição de informações de áreas que podem apresentar acumulações de petróleo e gás. Em campos marítimos, normalmente estas informações são obtidas por meio de sísmica e poços.
Os prospectos exploratórios são ordenados de acordo com a prioridade para a perfuração. Para isto, engenheiros de petróleo determinam as avaliações necessárias utilizando a descrição de prospecto gerado por geólogos e geofísicos.
2.7.2 Avaliação
De acordo com Galeano (1998), na segunda etapa denominada avaliação, os volumes de reserva recuperável são estimados e verificados quanto à quantidade suficiente para justificar o desenvolvimento de um projeto.
As informações sísmicas são interpretadas. A partir delas, a localização para a perfuração de poços exploratórios é definida.
A perfuração dos poços permite verificar a presença de acumulações de petróleo nas áreas com potencial e obter as características de fluidos, através de amostragem e determinações de laboratório.
Informações de reservatório como a porosidade e permeabilidades também são obtidas através de experimentos de laboratório utilizando amostras da rocha.
2.7.3 Estudo de Viabilidade Técnica e Econômica
De acordo com Galeano (1998), na terceira etapa de projeto, a viabilidade técnica e econômica de uma ou várias alternativas de projeto é verificada. Vários fatores podem limitar a viabilidade do projeto como, por exemplo, dificuldades de garantia de escoamento, de processamento ou ausência de tecnologias maduras e disponíveis comercialmente para a viabilização técnica da condução dos fluidos do reservatório até a superfície, bem como do processamento primário deste fluido. Mesmo tendo a viabilidade técnica, a viabilidade econômica pode não ocorrer, devido ao elevado custo das soluções de engenharia e das tecnologias necessárias para o desenvolvimento.
22
Todos os estudos de viabilidade envolvem equipes multidisciplinares. Nesta etapa de projeto é determinado se existe solução técnica viável, que pode ser possível por meio de diferentes alternativas. Um dos objetivos desta etapa consiste em propor um conjunto de soluções de engenharia que permitam o desenvolvimento do campo.
O projeto pode apresentar várias opções de solução técnica para os sistemas de produção, entretanto, sob o ponto de vista econômico, a viabilidade do projeto pode estar limitada a poucas, ou nenhuma solução.
Por este motivo, é importante identificar as alternativas viáveis, otimizá-las e selecionar quais são melhores para o atendimento dos direcionadores do projeto. Como direcionadores de projeto podem ser estabelecidos o máximo lucro, o mínimo Capital Expenditures (CAPEX), o mínimo prazo de implantação, ou outros.
Para a avaliação de viabilidade técnica e econômica do projeto, a configuração prevista dos sistemas de produção e suas capacidades precisam ser definidas. Somente com estas informações são possíveis as estimativas de vazões de produção, receitas, despesas e do Valor Presente Líquido (VPL), correspondente à diferença entre todas as receitas e despesas previstas e trazidas para valor presente.
Segundo Magalhães (2005), caso as capacidades dos sistemas de produção sejam dimensionadas com folga em relação ao potencial de produção, as restrições dos sistemas de produção não apresentam muita importância para a seleção da alternativa de projeto, e para o planejamento do desenvolvimento do campo.
Entretanto, em cenários de campos marítimos de produção, os potenciais de produção são elevados e as capacidades de produção das Unidades Estacionárias de Produção (UEPs) são limitadas pelo espaço disponível e peso máximo de planta de produção que pode ser acomodado sobre o convés. As vazões de produção também são limitadas pelo diâmetro dos poços, linhas e risers, e pelo comprimento e traçado dos dutos de escoamento. Estes, por sua vez apresentam limitações relacionadas à fabricação e instalação.
2.7.4 Projeto Conceitual
Caso o projeto obtenha sucesso na etapa de análise de viabilidade, ele segue para a etapa seguinte (projeto conceitual), onde o projeto é mais bem detalhado via obtenção de maiores informações, principalmente de fluidos e reservatórios e estudos específicos.
De acordo com Galeano (1998), o projeto conceitual é realizado para o estabelecimento de uma concepção geral para o projeto, que servirá de guia para o projeto detalhado. Diversas decisões altamente impactantes sobre o desempenho do projeto são tomadas nesta etapa. Eventuais erros cometidos nesta fase se propagarão pelas fases seguintes e dificilmente poderão

23
ser revertidos nas etapas seguintes. Por este motivo é de fundamental importância, a realização das etapas de estudos de viabilidade e projeto conceitual com equipe de elevada capacitação.
Nesta etapa, as primeiras tarefas a serem executadas são a definição do time de projeto, critérios, descrição e avaliação das alternativas ou opções de projeto. Não há o dispêndio financeiro que não seja no desenvolvimento de estudos de engenharia. Porém, a boa execução desta etapa é fundamental para o bom desempenho do projeto.
De acordo com Williams (1986), o principal objetivo desta etapa de projeto é a seleção de um ou vários sistemas de produção ótimos para o operador, já que várias soluções podem ser possíveis para a resolução do mesmo problema. As configurações serão mais bem detalhadas e comparadas, na etapa seguinte.
Para a seleção da melhor alternativa é importante a definição dos direcionadores do projeto e a sua ordem de importância, que contribuem para a determinação das Funções Objetivo a serem maximizadas ou minimizadas. Como Funções Objetivo normalmente são definidas o máximo Valor Presente Líquido (VPL), o mínimo Capital Expenditures (CAPEX), a máxima receita líquida, etc.
Nesta etapa, estudos de sensibilidade sobre cenários de incertezas sobre os parâmetros de reservatórios, fluidos e outros são efetuados para que a estratégia de produção definida seja a mais robusta possível. A finalidade da análise de sensibilidade é explorar o comportamento do sistema como um todo, o que pode ser facilitado pela utilização de uma ferramenta integrada. Os parâmetros que afetam criticamente o desempenho do sistema devem ser cuidadosamente estudados, os riscos identificados e ações mitigadoras previstas.
Nesta etapa são determinadas as condições que levam a riscos que podem ter consequências negativas na estratégia de desenvolvimento do campo, no funcionamento dos sistemas, em segurança, nas finanças do projeto ou até mesmo distúrbios ao meio ambiente. Ocorrências graves na segurança aos operadores, ao público externo ou desastres ambientais podem ter consequências irreversíveis.
2.7.5 Projeto Detalhado
De acordo com Galeano (1998), o projeto detalhado envolve especialistas internos e externos à operadora petrolífera, com a finalidade de fornecer todas as descrições de engenharia necessárias para a execução, ou seja, para a fabricação, instalação, comissionamento e operação dos sistemas de produção.
Nesta etapa ainda é possível promover modificações no projeto sem a ocorrência de perdas financeiras, que as envolvidas com os trabalhos de engenharia.

24
Como a solução de engenharia estabelecida durante o projeto conceitual é detalhada nesta etapa, os recursos humanos, o número de documentos gerados e o tempo total necessário para a execução desta etapa é bem maior, que o da etapa conceitual.
2.7.6 Projeto Executivo
De acordo com Galeano (1998), na fase do projeto executivo, os equipamentos são fabricados, instalados e comissionados para permitir o início da produção. Grandes dispêndios financeiros ocorrem nesta etapa, devido à aquisição e instalação dos equipamentos que requer a mobilização de equipes e contratação de empresas especializadas.
2.7.7 Operação e Produção
De acordo com Galeano (1998), durante a etapa de produção, as realizações esperadas devem ocorrer, através da produção dos fluidos de reservatório e realização das receitas. Devido aos grandes investimentos necessários para a implantação do projeto, um retorno de capital e a realização de lucro são esperados.
2.7.8 Abandono
De acordo com Galeano (1998), esta etapa ocorre ao término da concessão ou quando não há mais realização de lucro com o projeto. A operação de abandono envolve o tamponamento dos poços, a retirada dos equipamentos submarinos como linhas, manifolds e risers, e a desmobilização das UEP.
A operação de abandono deve garantir que não ocorrerão vazamentos de fluidos dos reservatórios para fora dos mesmos.
2.8 Modelagem Integrada da Produção (MIP)
De acordo com Coats et al. (2004), nos simuladores de reservatório usuais, o fluxo pela rocha reservatório e nas proximidades dos poços é desacoplado das instalações de produção (linhas e risers produtores e injetores).
Por causa das limitações da abordagem desacoplada, diversos autores têm proposto métodos de solução conjunta das equações de reservatório e de instalações de produção. Muitos destes métodos são baseados na modificação do simulador de reservatórios para permitir a convergência de soluções obtidas separadamente para o domínio entre os poços e as instalações

25
de produção, antes de encontrar uma solução para a combinação entre reservatório e poços. Este método é denominado por Coats et al. (2003) de parcialmente acoplado.
Com o acoplamento entre o reservatório, poço e instalações de produção, o resultado passa a ser dependente, além do comportamento do reservatório e das composições de fluidos, do desempenho dos equipamentos, da estratégia de produção, das relações hidráulicas de vazão, pressão e das limitações dos sistemas de produção. Desta forma, o comportamento do sistema passa a ser mais representativo do cenário real, porém bem mais complexo de ser representado.
Dificilmente um modelo com nível elevado de detalhamento para toda a cadeia produtiva será desenvolvido. Isto ocorre devido à limitação de tempo de execução do trabalho e tecnológica da capacidade de processamento dos computadores atuais.
Mesmo que um modelo detalhado para todas as disciplinas seja construído, com capacidade de simular alguns casos, em tempo disponível para a elaboração do estudo, a qualidade da otimização pode ser prejudicada pelo baixo número de casos estudados, de parâmetros investigados e de simulações efetuadas.
Como a modelagem detalhada de reservatório pode demandar tempo elevado e informações nem sempre disponíveis em uma etapa inicial de projeto, a utilização de modelos simplificados pode permitir adiantar os estudos considerando incertezas de características de fluidos, de reservatório e econômicas, e indicar quais avaliações devem ser aprofundadas, com o decorrer do projeto e obtenção de mais informações de fluido e reservatórios. Desta forma, os estudos posteriores podem ser focados na avaliação de alternativas de produção (estratégia e sistemas) pré-selecionadas, evitando o desperdício de tempo com rodadas de simulação desnecessárias.
A Modelagem Integrada da Produção (MIP) ou, como referida na língua inglesa, Integrated Production Modelling, tem sido utilizada como plataforma para permitir a otimização global de sistemas de produção de petróleo muito complexos, quando a capacidade de análise, síntese e de atenção sobre as diversas variáveis que podem ser otimizadas, bem como a previsão de impactos sobre o conjunto, ultrapassa a capacidade do profissional especializado.
Vários enfoques podem ser dados a uma Modelagem Integrada da Produção. O enfoque maior pode estar em reservatório, com modelagem detalhada deste e aplicação de modelos simplificados para os sistemas de produção. Outra abordagem complementar é a modelagem mais detalhada dos sistemas de produção, e a utilização de modelos simplificados para a representação do reservatório.
2.8.1 Objetivo Principal da MIP
De acordo com Gutierrez (2008), o objetivo principal da modelagem integrada da produção consiste em quebrar as barreiras entre as disciplinas de um ativo (reservatórios, escoamento e
26
processamento), melhorar a colaboração entre as disciplinas envolvidas e tornar viável a dinâmica de integração entre a equipe, para a utilização de um modelo de simulação que consiga capturar adequadamente as singularidades de um sistema complexo, identificando e ordenando as variáveis com maiores potencialidades de ganho para um processo de otimização em larga escala.
Gutierrez et al. (2008) evidenciam que as incertezas deparadas pelos operadores são complexas e se traduzem em uma significativa exposição financeira. Riscos variando desde perdas de produção a impeditivos legais e ambientais requerem um tratamento cuidadoso e a adoção de soluções efetivas. Para a obtenção de sucesso, as informações disponíveis devem ser utilizadas e processadas para a mitigação dos riscos e a realização de oportunidades limitadas por alguma restrição.
2.8.2 Desafio Atual da MIP
A modelagem integrada tem apresentado a desvantagem do elevado tempo requerido para as simulações. Como várias simulações são necessárias para o processo de otimização, a utilização da modelagem integrada com fins de otimização tem se apresentado restrita a aplicações mais simples. De acordo com Tezaker et al. (2008), o desafio atual é desenvolver modelos simplificados o bastante para permitir a simulação dos vários casos, em curto intervalo de tempo, e sem perder a sensibilidade de resposta sobre as variáveis importantes a serem investigadas.
2.8.3 Tipos de Acoplamentos
De acordo com Coats et al. (2003), o método de acoplamento pode ser explícito, parcialmente implícito ou estritamente implícito, de acordo nível de acoplamento entre os modelos de reservatório, poço e sistemas de produção, e de acordo com o critério de convergência para cada passo de tempo.
Caso a solução para a combinação entre o reservatório e os poços seja obtida isoladamente da solução entre a combinação entre os poços e os sistemas de produção, o método de acoplamento é denominado explícito.
Se um método de convergência é aplicado de forma isolada para as equações de reservatório, e a convergência conjunta entre reservatório, poços e sistemas de produção ocorre somente ao final de cada passo de tempo, o método de acoplamento é denominado parcialmente implícito.
Caso a convergência simultânea entre as equações de reservatório, poços e sistemas de produção ocorra a cada iteração, o método de acoplamento é denominado estritamente implícito.

27
De acordo com Coats at all (2004), o acoplamento explícito é utilizado normalmente quando os modelos individuais são criados por diferentes desenvolvedores. O acoplamento implícito é utilizado, normalmente, quando o modelo em sua totalidade (com todos os sub-modelos) é construído pelo mesmo desenvolvedor. Cada tipo de acoplamento tem suas vantagens e desvantagens a depender do cenário de aplicação.
2.8.4 Histórico de Desenvolvimento
Os primeiros modelos acoplados tiveram início em 1971, com os trabalhos de Dempsey para sistemas com a injeção de água e gás utilizando acoplamento explícito entre reservatório, poços e instalações de produção.
Mais recentemente, Litvak e Darlow (1995) apresentaram modelos de reservatório acoplados à cadeia de produção, utilizando simuladores do tipo black-oil e composicional. Este foi o primeiro caso de acoplamento em simulador composicional. Posteriormente, o modelo foi estendido para os trabalhos de otimização da estratégia de produção do campo de Prudhoe Bay, pertencente à operadora petrolífera Britsh Petroleum (BP).
Schiozer e Aziz (1994) desenvolveram uma técnica de aceleração da convergência para métodos de acoplamento implícito. A técnica baseava-se em um pré-condicionador aplicado ao início de cada passo de tempo, estimado em função das condições de contorno entre reservatório, poços e instalações de produção.
Byer (1998) estendeu os trabalhos de Schiozer e Aziz (1994) para um método de acoplamento totalmente implícito, no qual as equações de todos os domínios eram resolvidas simultaneamente, ao final de cada iteração.
Os métodos de acoplamento estritamente explícitos foram investigados, mas concluiu-se que eram ineficientes para instalações muito complexas.
Muitos métodos têm sido apresentados nos quais simuladores avançados das instalações de produção são acoplados com modelos simplificados de reservatórios, ou utilizados em lugar dos modelos simplificados de sistemas de produção, já presentes nos simuladores de reservatórios.
De acordo com Coats (2004), a técnica de acoplamento entre ambos os simuladores, de reservatórios, escoamento e planta de produção tem sido mais usual, devido ao fato de o esforço necessário para o desenvolvimento de simuladores de instalações de produção (escoamento e processamento) ser comparável ao esforço necessário para o desenvolvimento de simuladores de reservatório.
Tezaker et al. (2008) apresentou um modelo desenvolvimento especificamente para a otimização da produção de reservatórios, com a aplicação da injeção de água e gás pelo método

28
de Water Alternate Gas Injection (WAG). O modelo integrado foi formado a partir de um Modelo Simplificado de Reservatório (MSR) acoplado a um Modelo Integrado de Ativo (MIA).
O acoplamento entre o MSR e o MIA permitiu uma previsão mais precisa da recuperação de hidrocarbonetos, devido à consideração simultânea das condições de contorno de reservatórios, bem como das características e restrições das facilidades de produção. O modelo gerado também permitiu a identificação de gargalos e pontos potenciais a serem otimizados.
Após 20 anos de relativa estagnação, uma revolução no mercado de simuladores vem ocorrendo. As principais companhias desenvolvedoras de simuladores lançaram-se no desenvolvimento de simuladores de nova geração, que se caracterizam pelos seguintes aspectos: engenharia avançada de algoritmos computacionais, maior velocidade de cálculo, modelagem melhorada dos fenômenos físicos, malhas mais flexíveis, interface moderna, integração com a modelagem de escoamento em poços, linhas e instalações de superfície, tabelas de fluxo para o aumento da produtividade de tarefas encadeadas. Os seguintes aplicativos são exemplos desta nova estratégia do mercado: aplicativo NEXUS desenvolvido pela Landmark em conjunto com a operadora BP, aplicativo INTERSECT desenvolvido pela Schlumberger em conjunto com as operadoras Chevron-Texaco e Total e aplicativo FIRST-RS lançado pela Beicip-Franlab, empresa ligada ao Instituto Francês de Petróleo (IFP).
Em 2006, um Joint Industry Project (JIP) patrocinado pelas operadoras Petrobras e Shell e da empresa de aplicativos de simulação CMG, o desenvolvimento de um novo programa que permite a simulação integrada entre reservatório, poços, sistemas submarinos e processamento de fluidos teve início. Esta nova ferramenta que ainda encontra-se em desenvolvimento atualmente é denominada Dynamic Reservoir Modeling System (DRMS).
2.8.5 Desenvolvimento de Ferramenta para MIP
Gutierrez (2008) descreve que um fluxograma de modelagem integrada da produção pode ser elaborado de duas maneiras, a primeira utilizando modelos individuais integrados por ferramentas específicas de acoplamento, e a segunda com a simplificação de modelos individuais para a criação de um modelo global único. A Figura 8 mostra a atuação dos aplicativos Resolve e GAP para o acoplamento entre os simuladores.

29
Figura 8 – Diagrama de atuação do Aplicativo Resolve e do GAP – Adaptado de Ageh at all (2010)
Berkel et al. (2009) sugere uma metodologia, com a utilização de modelos simplificados em uma etapa inicial de projeto, e a utilização de modelos mais detalhados somente em uma etapa mais avançada. Esta estratégia foi denominada pelo autor de simples-primeiro-detalhado-depois, ou em inglês simple-first-detail-later. A Figura 9 apresenta o esquema simplificado da metodologia de criação da modelagem integrada proposta pelo autor.
Figura 9 – Esquema simplificado da metodologia de criação de modelagem integrada e aplicação proposta por Berkel – Adaptado de Berkel et al. (2009)
O maior benefício desta estratégia é permitir um grande número de opções a serem avaliadas, em uma etapa inicial do projeto. Outra vantagem é a possibilidade de efetuar uma série de avaliações, ao mesmo tempo em que uma estrutura para a modelagem mais detalhada está sendo elaborada.
OutrosExcel, etc
Processamento em SuperfícieGAP, Unisim, Olga, Pipesim
Poços e Equipamentos de ColetaPoços: WePs, PROSPER
Coleta: GAP
ReservatóriosModelo Físico: Curva de Declínio
Modelo de Balanço Material: MBALModelos Numéricos: MoRes, Eclipse, IMEX, REVEAL, CMG, etc
RE
SO
LVE
Estruturação da Oportunidade:1. Estabelecimento do plano de
trabalho2. Desenvolvimento do Guia de
Desenvolvimento contendo:- Cronograma Previsto.- Marcos.- Portões de Decisão.- Focos de Decisão.
Estebelecimento da Hierarquia de Decisão:
1. Formulação2. Estabelecimento da
Hierarquia de Decisão (Área, Campo, Reservatório, etc) para cada concepção.
3. Elaboração da tabela de decisão de cada nível hierarquico.
Execução de Análise de Incertezas:
1. Para cada tabela de decisão:- Identificação das incertezas
principais que impactam cada decisão.
- Representação de cada incerteza como um parâmetro de modelagem.
- Estabelecimento da faixa de incertezas de cada parâmetro.
Estebelecimento da Estratégia de Modelagem:
1. Para cada tabela de decisão:- Representação do modelo
em escala apropriada.- Estabelecimento dos
cenários de decisão requeridos para os testes de decisão.
- Estabelecimento do número mínimo de realizações discretas requeridos para o teste de incertezas.

30
Berkel et al. (2006) salientam que a modelagem integrada convencional, com o melhor detalhamento dos sistemas de produção constitui grande desafio. Os sistemas de produção requerem uma modelagem detalhada dos vasos separadores, dos sistemas de compressão e remoção de contaminantes do gás, resultando em problema classificado como bi-linear, que é muito difícil de ser resolvido. Para exemplificar, a função bi linear pode ser escrita como explicitado pela Equação 1.
ByxAyxf += ..),( (1)
Além disto, as modelagens do escoamento, processamento e elevação da pressão de fluidos, através de bombas ou compressores requer uma abordagem composicional, com a utilização de modelo termodinâmico específico, que envolve a resolução de Equação de Estado para a obtenção das propriedades dos fluidos. A modelagem termodinâmica composicional requer elevada capacidade computacional.
De acordo com Woodhead (2006), enquanto na etapa de projeto conceitual a ferramenta de MIP utiliza modelos mais simples devido a ausência de dados de reservatório mais apurados, nas etapas seguintes de projeto, um maior detalhamento e sofisticação dos modelos é prevista, conjuntamente com a obtenção de informações mais detalhadas pela perfuração de novos poços e coleta de informações de reservatório e de fluidos. A Tabela 3 apresenta o nível de abrangência das decisões tomadas em cada fase de projeto, bem como a evolução das informações e detalhamento do projeto ao longo do tempo. É importante salientar que em etapas inicias do desenvolvimento de um campo, como a de Análise Viabilidade Técnica e Econômica e na de Projeto Conceitual, as informações disponíveis são limitadas, entretanto as decisões a serem tomadas são de alto nível com grande impacto no projeto. As decisões tomadas nesta etapa inicial apresentam grande impacto também sobre as etapas seguintes, sendo que erros cometidos dificilmente podem ser corrigidos nas etapas seguintes, sem elevados impactos negativos ao desempenho do projeto.
Tabela 3 - Evolução do Detalhamento de Informações ao Longo de Projeto de Desenvolvimento do Campo
Itens
Etapa de Projeto
Viabilidade Técnica e Econômica
Projeto Conceitual
Projeto Detalhado
Projeto Executivo
Decisões
Decisões de Alto Nível com Grande Impacto no Projeto.
Seleção da Melhor Alternativa de
Plano de Desenvolvimento do Campo
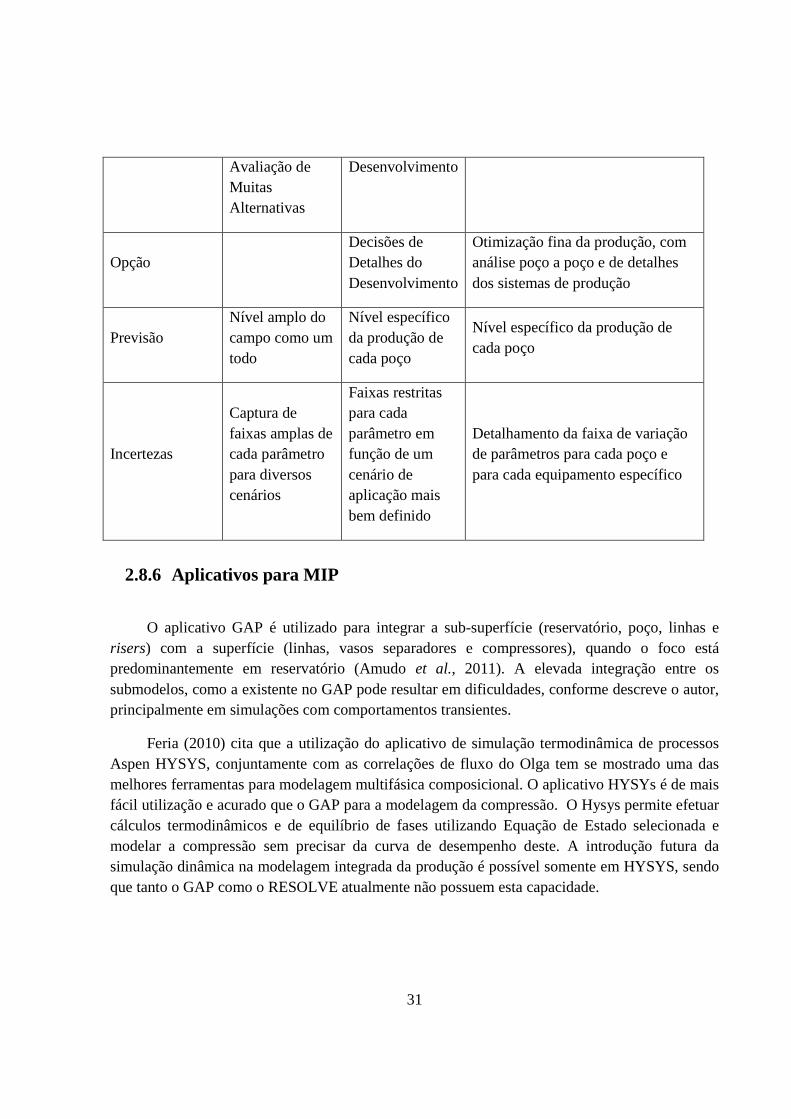
31
Avaliação de Muitas Alternativas
Desenvolvimento
Opção Decisões de Detalhes do Desenvolvimento
Otimização fina da produção, com análise poço a poço e de detalhes dos sistemas de produção
Previsão Nível amplo do campo como um todo
Nível específico da produção de cada poço
Nível específico da produção de cada poço
Incertezas
Captura de faixas amplas de cada parâmetro para diversos cenários
Faixas restritas para cada parâmetro em função de um cenário de aplicação mais bem definido
Detalhamento da faixa de variação de parâmetros para cada poço e para cada equipamento específico
2.8.6 Aplicativos para MIP
O aplicativo GAP é utilizado para integrar a sub-superfície (reservatório, poço, linhas e risers) com a superfície (linhas, vasos separadores e compressores), quando o foco está predominantemente em reservatório (Amudo et al., 2011). A elevada integração entre os submodelos, como a existente no GAP pode resultar em dificuldades, conforme descreve o autor, principalmente em simulações com comportamentos transientes.
Feria (2010) cita que a utilização do aplicativo de simulação termodinâmica de processos Aspen HYSYS, conjuntamente com as correlações de fluxo do Olga tem se mostrado uma das melhores ferramentas para modelagem multifásica composicional. O aplicativo HYSYs é de mais fácil utilização e acurado que o GAP para a modelagem da compressão. O Hysys permite efetuar cálculos termodinâmicos e de equilíbrio de fases utilizando Equação de Estado selecionada e modelar a compressão sem precisar da curva de desempenho deste. A introdução futura da simulação dinâmica na modelagem integrada da produção é possível somente em HYSYS, sendo que tanto o GAP como o RESOLVE atualmente não possuem esta capacidade.

32
2.9 Modelagem integrada de ativo (mia)
De acordo com Liao et al (2002), a Modelagem Integrada de Ativo (MIA) ou Integrated Asset Modeling (IAM) consiste na modelagem simultânea do fluxo em reservatório, poços, sistemas submarinos de coleta e na planta de produção. A MIA se assemelha muito a MIP, porém apresenta aplicação no gerenciamento e tomada de decisões sobre um sistema existente, frente às condições operacionais que se apresentam.
A MIA pode ser utilizada com foco em reservatório para permitir uma melhor previsibilidade da produção futura, o que é permitido pela consideração das restrições operacionais dos sistemas de produção. A MIA também pode ser utilizada com foco nos sistemas de produção para a antecipação de gargalos futuros e proposição de ações mitigadoras. Ela também pode ser utilizada para prever o comportamento dos sistemas de produção frente a alterações das características de fluidos e do comportamento de reservatório, que devido às incertezas podem extrapolar as condições previstas em projeto.
2.10 Otimização
A otimização é a ferramenta quantitativa mais utilizada na indústria para a tomada de decisão. Uma grande variedade de problemas podem ser resolvidos via otimização, durante as fases de projeto, construção e operação de sistemas de produção de petróleo.
Uma das principais atividades do Engenheiro de Petróleo é a otimização da estratégia de desenvolvimento e do projeto dos sistemas de produção de campos petrolíferos. Em um campo marítimo com reservatório a elevada pressão, oportunidade de otimização dos sistemas de produção fazendo uso da elevada energia relacionada à pressão dos fluidos de reservatório pode ser identificada, conforme descrito no item 2.5.
De acordo com Edgar (2001), otimização é o uso de métodos específicos para determinar a solução mais eficiente e com melhor relação entre custo e benefício, de um problema, sistema ou processo específico.
De acordo com Guimarães (2005), a otimização de um campo de petróleo é uma atividade complexa devido ao grande número de variáveis que influenciam o processo, como por exemplo, dados de rocha, fluidos, produção, pressão, dentre outros. Essa complexidade aumenta com a dificuldade de aplicação de métodos matemáticos de otimização em função do grande esforço computacional requerido no processo de modelagem.
A otimização pode ser feita com foco em um parâmetro, sistema ou segmento específico de produção, de forma individualizada e sem a avaliação de impactos em outro segmento. A

33
otimização também pode ser feita de forma global, avaliando todos os aspectos na cadeia produtiva como um todo, da variação de determinado parâmetro de produção.
O trabalho de otimização deve ser executado de forma planejada definindo uma estratégia para a execução dos estudos. Para a elaboração da estratégia de otimização é necessário definir as funções objetivos que se deseja minimizar ou maximizar e, também desenvolver um modelo capaz de representar os fenômenos adequadamente. Normalmente, a principal Função Objetivo a ser maximizada está relacionada à produção de óleo, mas outras funções objetivo secundárias também podem ser maximizadas.
Edgar (2001) cita que todo problema de otimização contem três categorias de informações essenciais, a citar:
(a) pelo menos uma função objetivo a otimizar, que pode ser o volume recuperado, a receita, o lucro, o custo fixo, ou custo variável, entre outras;
(b) restrições que são expressas na forma de equações;
(c) restrições que são expressas na forma de inequações.
As categorias “b” e “c” estão associadas às limitações dos sistemas de produção, como por exemplo, a máxima velocidade permitida de fluxo pelos dutos, as capacidades de processamento de óleo, água produzida e gás da planta de produção, a pressão mínima de recebimento de fluidos na planta de produção, entre outras.
Os objetos de um Ativo de Produção a ser modelo podem ser classificados em componentes físicos e não físicos. Os componentes físicos incluem o poço, os elementos de volume de reservatório, os separadores, os compressores e outros. Os componentes não físicos incluem os controles de produção, as restrições do campo, o cronograma de entrada de poços, os modelos de disponibilidade e eficiência de equipamentos, entre outros.
Zhang et al. (2006) divide o fluxograma de processo para a utilização da modelagem integrada para fins de otimização em duas categorias de informação, a primeira com as informações do modelo e a segunda com as restrições e controles dos sistemas de produção.
As informações do modelo consistem em dados e propriedades de reservatório como volume, geometria, localização, capacidade de cada poço, capacidades da planta de produção como a compressão, tratamento de água, de óleo e de líquido.
As restrições e variáveis de controle incluem as metas de produção e outras que constituem o núcleo de parâmetros ou variáveis a serem otimizadas.
Um algoritmo de otimização pode ser representado simplificadamente pela Figura 10.

34
Figura 10- Esquema do Método de Otimização – Adaptado de Raghuraman (2003)
2.10.1 Metodologia para Resolução de Problema de Otimização
Edgar (2001) recomenda a realização de seis passos essenciais para a adequada resolução de um problema de otimização, a citar:
(1) análise do processo em si, das variáveis de processo e seleção das variáveis que se tem interesse e que são possíveis de serem estudadas;
(2) determinação do modelo de desempenho, composto do critério de otimização e determinação da Função Objetivo em termos das variáveis selecionadas;
(3) utilização de expressões matemáticas para os fenômenos e equipamentos correlacionando as variáveis de entrada com o resultado da Função Objetivo. Nesta etapa também devem ser identificadas as variáveis independentes para a determinação do grau de liberdade do sistema;
Início
Simulação de Reservatórios
Cálculo da Função Objetivo
Fim
Sim
Resultado da Função
Objetivo éÓtimo ?
Coleta dos Valores das Variáveis de
Controle
Não
Rotina de Otimização

35
(4) caso o problema representado seja muito complexo, para a resolução no tempo requerido e com os recursos computacionais disponíveis, o problema deve ser simplificado ou subdividido em partes;
(5) aplicação de uma técnica de otimização adequada para o problema matemático formulado;
(6) verificação das respostas e exame da sensibilidade de resposta frente à alteração de valores das variáveis de entrada.
A análise de sensibilidade também é importante para ordenar os parâmetros em função do nível de influência sobre os resultados da Função Objetivo a otimizar.
Em alguns casos pode ser possível realizar uma análise determinística inicial adicionando parâmetros estocásticos para a representação das incertezas. Os parâmetros estocásticos são aqueles que têm origem em eventos não determinísticos, ou seja, em eventos aleatórios.
2.10.2 Construção de Modelos Matemáticos Aplicados à Otimização
Eykhoff (1974) definiu como modelo matemático, a representação dos aspectos essenciais de um sistema existente, ou de um sistema a ser projetado e construído, do qual se tem o conhecimento de forma utilizável.
Pelo fato do modelo matemático ser uma abstração da realidade, a modelagem permite-nos evitar a experimentação repetitiva. O modelo deve apresentar sensibilidade de resposta frente à alteração de valores de cada parâmetro investigado. Para a adequada realização de um processo de otimização, os modelos matemáticos que representam os fenômenos devem estar corretos e apresentarem a precisão requerida.
O modelo é tão somente uma imitação da realidade e não permite a incorporação de todas as características inerentes a um sistema real. Durante a construção de um modelo devem ser decididos quais fatores são relevantes e qual é o nível de complexidade permitido para o modelo. O engenheiro deve julgar os resultados de um processo de otimização, quando há muita incerteza envolvida nas premissas, como ocorre em um campo de petróleo, particularmente no início de sua explotação.
A construção de um modelo constitui um processo iterativo e pode ser dividida em três fases, a citar:
(1) definição e formulação do problema;
(2) decisão, com a análise e construção do modelo;
(3) avaliação e interpretação da aplicação.
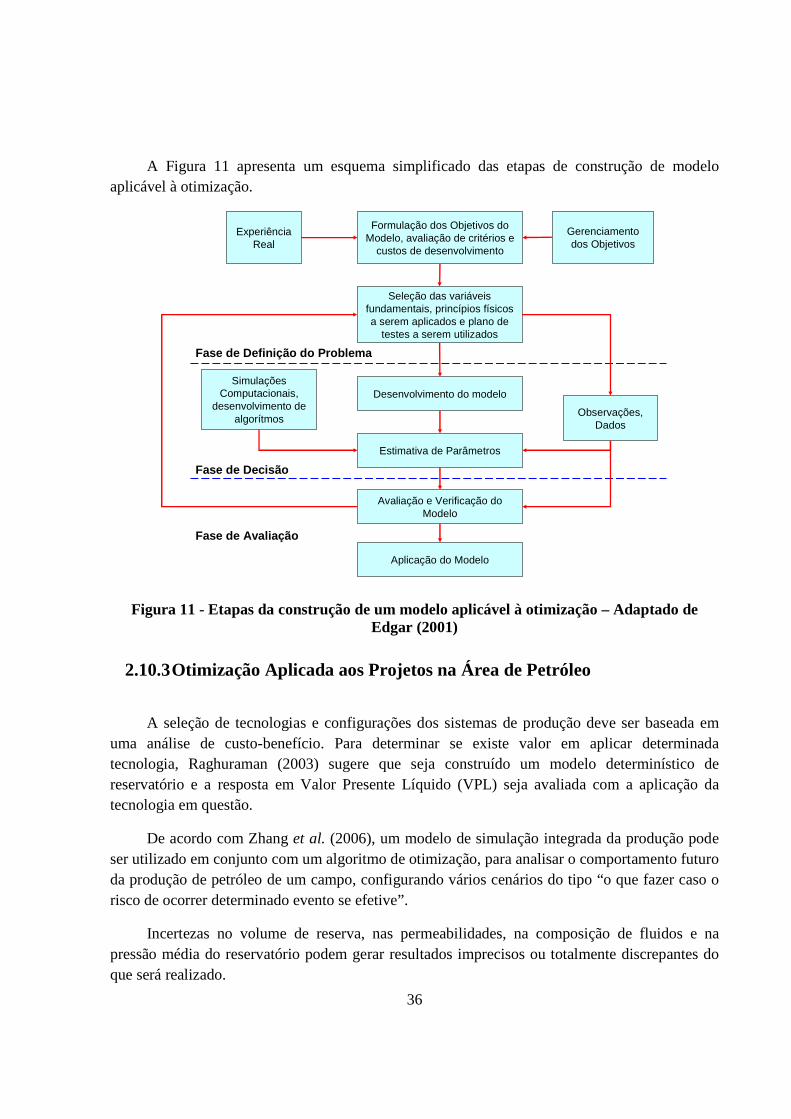
36
A Figura 11 apresenta um esquema simplificado das etapas de construção de modelo aplicável à otimização.
Figura 11 - Etapas da construção de um modelo aplicável à otimização – Adaptado de Edgar (2001)
2.10.3 Otimização Aplicada aos Projetos na Área de Petróleo
A seleção de tecnologias e configurações dos sistemas de produção deve ser baseada em uma análise de custo-benefício. Para determinar se existe valor em aplicar determinada tecnologia, Raghuraman (2003) sugere que seja construído um modelo determinístico de reservatório e a resposta em Valor Presente Líquido (VPL) seja avaliada com a aplicação da tecnologia em questão.
De acordo com Zhang et al. (2006), um modelo de simulação integrada da produção pode ser utilizado em conjunto com um algoritmo de otimização, para analisar o comportamento futuro da produção de petróleo de um campo, configurando vários cenários do tipo “o que fazer caso o risco de ocorrer determinado evento se efetive”.
Incertezas no volume de reserva, nas permeabilidades, na composição de fluidos e na pressão média do reservatório podem gerar resultados imprecisos ou totalmente discrepantes do que será realizado.
Experiência Real
Formulação dos Objetivos do Modelo, avaliação de critérios e
custos de desenvolvimento
Gerenciamento dos Objetivos
Seleção das variáveis fundamentais, princípios físicos a serem aplicados e plano de
testes a serem utilizados
Desenvolvimento do modelo
Estimativa de Parâmetros
Avaliação e Verificação do Modelo
Aplicação do Modelo
Observações, Dados
Simulações Computacionais,
desenvolvimento de algorítmos
Fase de Definição do Problema
Fase de Decisão
Fase de Avaliação

37
De acordo com Raghuraman (2003), o processo de otimização aplicado ao projeto dos sistemas de produção de petróleo deve ser estocástico, com avaliação de nível de risco associado à solução otimizada.
O número de simulações necessárias para um processo de otimização contendo m parâmetros de incertezas e L pontos discretos igualmente prováveis pode ser determinado pela Equação 2. Desta forma todos os cenários possíveis podem ser avaliados executando N simulações integradas.
mLN = (2)
O valor médio µ e o desvio padrão σ para o valor da Função Objetivo a ser otimizada podem ser calculador pelas Equações 3 e a 4.
∑=i
i
N
gµ (3)
( )∑
−=i
i
N
g 2µσ (4)
tal que gi é o ganho individual para o cenário i.
Seguindo o método proposto por Couet et al. (2000), uma otimização estocástica pode ser realizada utilizando a Equação 5.
σλµλ .rF −= (5)
Fλ é o valor da Função Objetivo, e λ é o fator de aversão ao risco. Se o valor de λ é igual a zero (0), o otimizador maximiza a função objetivo sem levar em consideração o desvio padrão. Conforme o valor de λ é aumentado, o otimizador procura minimizar o desvio padrão reduzindo
o risco. O valor de λ procura determinar uma fronteira eficiente de otimização da função objetivo levando-se em consideração os riscos. O valor ótimo da Função Objetivo Fλ é obtido através da
criação de outro processo iterativo variando λ e gerando a tabela de decisão.
O fator λ de aversão ao risco é determinado tipicamente utilizando um padrão de distribuição de probabilidades. A probabilidade de efetuar um ganho inferior ou superior a Fλ
pode ser determinada através da Equação 6.
( ) ( ) 1001 nFXPFXP =≤−≡> λλ (6)
Ou através da Equação equivalente.

38
( ) 10011 nF =−Φ−=
−Φ− λσ
µλ
(7)
Utilizando a função inversa.
( )1001 n
r−Φ=λ (8)
Φ-1(n/100) é denominado percentil superior para que o valor de Fλ seja superior a µ.

39
3 FUNDAMENTAÇÃO TEÓRICA
Neste capítulo serão descritos os fundamentos teóricos e matemáticos utilizados para a elaboração dos modelos de reservatório, poços, escoamento e processamento, bem como a integração entre eles via método de convergência.
3.1 Modelo Termodinâmico
Em uma simulação composicional de reservatório, de escoamento em dutos bem como processamento de fluidos, a seleção da adequada Equação de Estado constitui tarefa crítica para a obtenção de resultados compatíveis com a realidade. Isto ocorre porque os parâmetros volumétricos, termodinâmicos e de equilíbrio de fases interferem muito o comportamento de fluidos em qualquer ponto, na produção de um campo. De acordo com Wei (2011), o modelo termodinâmico de Peng Robinson é o mais amplamente utilizado na indústria de petróleo devido ao bom acoplamento com resultados experimentais e também devido a sua simplicidade, facilidade de resolução e generalidade de aplicação.
O modelo termodinâmico de Peng Robinson (Peng e Robinson, 1976) com a translação de volume de Peneloux e Rauzy (Michelsen, 1982) foi adotado para elaboração de uma tabela de propriedades termodinâmicas que é interpolada nas variáveis pressão e temperatura, para obtenção dos parâmetros de alimentação do modelo simplificado de reservatórios, para o cálculo das vazões em condições de reservatório, que alimenta o modelo de IP de poço e para o modelo de escoamento de Beggs & Brill.
De acordo com Shiguematsu (2014), o modelo termodinâmico de Peng Robinson não está entre os mais precisos para a previsão da concentração de água na fase gasosa. Os resultados de concentração de água nesta fase são maiores do que as identificadas experimentalmente. Entretanto, como as concentrações de saturação de água na fase gasosa são pequenas e este trabalho não necessita de uma previsão precisa desta saturação, o modelo termodinâmico escolhido para o trabalho se mostra adequado.
De acordo com Wei et al. (2011), a Equação de Estado de Peng-Robinson pode ser expressa em função da compressibilidade, conforme explicitado na Equação 9:
( ) ( ) 0.3.2.1 3223 =−−−+−− BBBAZBZ (9)
A equação 9 pode ser resolvida pelo método de Newton-Raphson, com teste de estabilidade de Michelsen (1982), para a obtenção da compressibilidade “Z”. Os parâmetros “A” e “B” são calculados conforme Wei et al. (2011). O parâmetro “A” pode ser calculado a partir da Equação 10.

40
2.
.
TR
PaA p= (10)
tal que:
P = Pressão,
R = Constante Universal dos Gases,
T = Temperatura.
O parâmetro “B” pode ser calculado a partir da Equação 11.
TR
PbB p
.
.= (11)
O parâmetro “a” pode ser calculado a partir da Equação 12.
( ) nmmnn
Nc
m
Nc
nmp aakxxa ..1.
1 1
−=∑∑= =
(12)
tal que:
Nc = Número de componentes,
xm = Fração molar do componente m,
xn = Fração molar do componente n,
kmn = Parâmetro de iteração binária.
O parâmetro “bp” pode ser calculado a partir da Equação 13.
m
Nc
mmp bxb .
1∑
== (13)
O parâmetro “am” pode ser calculado a partir da Equação 14.
cm
cmmm P
TRa
22..45724,0 α= (14)
tal que:
Tcm = Temperatura crítica do componente m,
Pcm = Pressão crítica do componente m,

41
O parâmetro “bm” pode ser calculado a partir da Equação 15.
cm
cmm P
TRb
.077796,0= (15)
O parâmetro “αm” pode ser calculado a partir da Equação 16.
2
11
−+=
cmmm T
Tλα (16)
Quando o fator acêntrico do componente “ωm” for inferior a 0,5215, o parâmetro “αm” pode ser calculado a partir da Equação 17.
2.26992,0.5423,137464,0 mmm ωωλ −+= (17)
tal que:
ωm = Fator acêntrico do componente “m”.
Quando o fator acêntrico do componente “ωm” for superior a 0,5215, o parâmetro “αm” pode ser calculado a partir da Equação 18.
32 .01666,0.1644,0.485,13796,0 mmmm ωωωλ +−+= (18)
Neste trabalho o sistema com no máximo três fases foi assumido, portanto as seguintes fases podem coexistir: água líquida, hidrocarboneto líquido e vapor de hidrocarboneto contendo água.
Para o cálculo composicional das propriedades de cada fase é necessário determinar, anteriormente o número de fases presentes e as frações molares de cada componente em cada fase, o que pode ser feito assumindo a condição de equilíbrio termodinâmico entre as fases e igualando a fugacidade de cada componente, para a fase hidrocarboneto líquido à fugacidade do mesmo componente na fase vapor. O mesmo deve ser feito para cada componente da fase aquosa em relação à fase vapor.
A fugacidade “���” de cada componente “m” em cada fase “α” pode ser calculada pela Equação 19, conforme descrito por Wei (2011).
( ) ( ) ( ) ( )( ) αα
αα
αα
αα
αααα
αα
α
BZ
BZ
b
baakx
aB
ABzz
b
b
x
f nN
nnmmnn
m
m
mc
21
21ln1
2
22ln1ln
1 −+++
−−−−−−= ∑
=
(19)

42
tal que:
fmα = Fugacidade do componente m na fase α,
xmα = Fração molar do componente m na fase α,
Zα = Compressibilidade da fase α,
3.2 Equilíbrio de Fases
A determinação do número de fases, composição e propriedades termodinâmicas de cada fase, a partir de determinada composição global do sistema e condição de pressão e temperatura é necessária para este trabalho.
É possível determinar a fração molar de cada fase e a composição de cada fase, a partir do cálculo da fugacidade de cada componente em cada fase utilizando a Equação 19.
As propriedades termodinâmicas de cada fase são obtidas a partir da composição calculada para cada fase, e da pressão e temperatura do sistema. Para a determinação do número de fases, fração molar e composição de cada fase, um método de convergência deve ser utilizado, tendo como meta o mesmo valor de fugacidade de cada componente em cada fase, conforme explicitado pela Equação 20.
cmvmomvma Nmffff ,...,1;; === (20)
tal que:
fma = Fugacidade do componente m na fase água líquida,
fmv = Fugacidade do componente m na fase vapor de água e hidrocarbonetos,
fmo = Fugacidade do componente "m" na fase de hidrocarbonetos líquidos,
A igualdade entre a fugacidade de cada componente em cada fase é condição necessária para a determinação do número de fases, da fração molar e da composição de cada fase, porém não é condição única e suficiente para a determinação da fração molar e composição de cada fase.
A energia livre de Gibbs do sistema global, composto por todas as fases deve ser minimizada, para a obtenção do número de equações igual ao grau de liberdade do sistema de equações.
A Figura 12 mostra um esquema simplificado do algoritmo para a determinação da fração molar, da composição e por consequência das propriedades termodinâmicas de cada fase, para determinada condição de pressão e temperatura.

43
Figura 12 - Esquema do algoritmo de determinação da fração molar e composição de cada fase – Adaptado de Sandler (2006)
O cálculo das propriedades termodinâmicas de cada fase foi realizado utilizando o aplicativo Aspen-HYSYS, para gerar uma tabela com propriedades a serem interpoladas para valores discretos de pressão e temperatura.
Espicificar Pressão, Temperatura e frações molares
dos componentes.i = 1, 2,..., n
Chute inicial de Ki=yi/xii = 1, 2,..., n
Chutar o valor de L
Calcular o valor de xi=xi(0)/[L+Ki(1-L)]
i = 1, 2,..., n
Calcular yi=Ki.xii = 1, 2,..., n
Σxi- Σyi = Σ(1-Ki).zi/[L+Ki.(1-L)] = 0 ?
Calcular ZL usando xi, T e PCalcular fiL(T,P,xi)
i = 1, 2,..., n
Calcular ZV usando xi, T e PCalcular fiv(T,P,xi)
i = 1, 2,..., n
fiL = fiv ?i = 1, 2,..., n
Solução é corretaKinovo = Kianterior.fiL/fiv
SimNão
SimNão

44
3.3 Modelo de Reservatório
O fluxo em meio poroso é um fenômeno complexo e não pode ser descrito explicitamente, como o fluxo em tubulações (Ahmed, 2006). A adequada modelagem de reservatório requer informações experimentais e analíticas, estas são obtidas através da aplicação de modelos matemáticos.
Os modelos matemáticos podem ser aplicados para qualquer reservatório, independentemente de suas características específicas, pois são baseados em equações de balanço de massa e de energia, que são universais. Porém os parâmetros da modelagem podem variar entre reservatórios, bem como na discretização interna no mesmo reservatório.
O balanço de massa em reservatório pode ser descrito pela Equação 21, denominada equação da continuidade (Rosa et al., 2002). Os termos do lado direito da equação descrevem os fluxos mássicos nas direções de três eixos ortogonais, a citar x, y e z. O termo do lado direito da equação descreve a variação da massa de fluidos de reservatório, em função do tempo.
( ) ( ) ( ) ( )ρφρνρνρν ....txxx zyx ∂
∂=∂∂+
∂∂+
∂∂
(21)
tal que:
νx = Velocidade na direção do eixo x,
νy = Velocidade na direção do eixo y,
νz = Velocidade na direção do eixo z,
ρ = Massa específica,
∅ = Porosidade,
x, y, z = Coordenadas ortogonais.
A lei fundamental do escoamento em meio poroso foi formulada matematicamente por Henry Darcy em 1856, que descreveu a velocidade de um fluido homogêneo em meio poroso, como sendo proporcional a uma constante empírica denominada permeabilidade, ao gradiente de pressão e inversamente proporcional à viscosidade do fluido (Ahmed, 2006).
A Equação 22 descreve a lei de Darcy, para o escoamento em cada uma das direções ortogonais.

45
−==
−==
−==dz
dPk
A
q
dy
dPk
A
q
dx
dPk
A
q z
z
zz
y
y
yy
x
x
xx µ
υµ
υµ
υ ;; (22)
tal que:
νx = Velocidade na direção do eixo x,
νy = Velocidade na direção do eixo y,
νz = Velocidade na direção do eixo z.
Substituindo a Equação 22 na Equação 21, a Equação 23 é obtida.
( )ρφµ
ρµ
ρµ
ρ.
...tdz
dPk
xdy
dPk
xdx
dPk
xzyx
∂∂=
∂∂−
∂∂−
∂∂− (23)
A compressibilidade do fluido pode ser descrita pela Equação 24.
Pc f ∂
∂= ρρ1
(24)
A Equação 24 pode ser desdobrada pela Equação 25.
zcz
P
ycy
P
xcx
P
fff ∂∂=
∂∂
∂∂=
∂∂
∂∂=
∂∂ ρρρρρρ 1
;1
;1
(25)
Substituindo a Equação 25 na Equação 24, obtém-se a Equação 26.
( )ρφρµ
ρµ
ρµ
.... tzc
k
zyc
k
yxc
k
x f
z
f
y
f
x
∂∂=
∂∂
∂∂−
∂∂
∂∂−
∂∂
∂∂− (26)
O desenvolvimento do lado direito da Equação 23 fornece a Equação 27.
( ) ( ) ( )φρρφρφttt ∂
∂+∂∂=
∂∂
. (27)
A compressibilidade do fluido pode ser reescrita a partir da Equação 24 como escrito na Equação 28.
tct
P
f ∂∂=
∂∂ ρ
ρ1
(28)
A compressibilidade efetiva da formação pode ser descrita pela Equação 29.

46
Pcp ∂
∂= φφ1
(29)
Rearranjando a Equação 29 e derivando os dois lados em relação ao tempo fornecendo a Equação 30.
t
Pc
t p ∂∂=
∂∂ φφ
(30)
Substituindo a Equação 28 na Equação 30, a Equação 31 é obtida.
t
Pc
t p ∂∂=
∂∂ φφ
(31)
Substituindo a Equação 28 na Equação 31 e desenvolvendo, a Equação 32 é obtida.
( ) ( )tc
cc
t f
fp
∂∂+
=∂
∂ ρφρφ. (32)
Substituindo a Equação 32 na Equação 26, a Equação 33 é obtida.
( )tc
cc
zc
k
zyc
k
yxc
k
x f
fp
f
z
f
y
f
x
∂∂+
=
∂∂
∂∂−
∂∂
∂∂−
∂∂
∂∂− ρφρ
µρ
µρ
µ ... (33)
Para o caso de permeabilidade e viscosidade fixas, considerando o meio homogêneo e isotrópico, ou seja, com mesmo valor para o vetor permeabilidade nas três direções e iguais a “k”, a Equação 33 é obtida, que pode ser simplificada como apresentado na Equação 34.
( )tk
cc
zyxfp
∂∂+
=∂∂+
∂∂+
∂∂ ρµφρρρ .
2
2
2
2
2
2
(34)
A Equação 34 corresponde à conservação de balanço de massa utilizando a equação da difusividade hidráulica, associada à lei de Darcy para o escoamento em meio poroso. Esta equação está escrita em termos de variação da massa específica.
Entretanto, a pressão é a variável mais facilmente medida em poços, portanto é interessante reescrever a Equação 34 em função da variável pressão, ao invés da variável massa específica, no tempo e no espaço.
Cada termo do lado direito da Equação 34 pode ser desenvolvido como apresentado nas Equações 35, 36 e 37.

47
22
2
2
2
2
∂∂+
∂∂=
∂∂
∂∂=
∂∂
∂∂=
∂∂
x
Pc
x
Pc
x
Pc
xxxxρρρρρ
(35)
2
2
2
2
2
2
∂∂+
∂∂=
∂∂
y
Pc
y
Pc
yρρρ
(36)
22
2
2
2
2
∂∂+
∂∂=
∂∂
z
Pc
z
Pc
zρρρ
(37)
Também o lado direito da Equação 34 pode ser desenvolvido como apresentado na Equação 38.
( ) ( )t
Pc
k
cc
tk
ccf
fpfp
∂∂+
=∂∂+
ρφµρφµ
(38)
Substituindo as Equações 35, 36, 37 e 38 na Equação 34, a Equação 39 é obtida.
( )t
Pc
k
cc
z
Pc
z
Pc
y
Pc
y
Pc
x
Pc
x
Pc f
fpfff ∂
∂+=
∂∂+
∂∂+
∂∂+
∂∂+
∂∂+
∂∂ ρ
φµρρρρρρ
22
2
22
22
222
2
2
(39)
Assumindo os valores de x, y e z tendendo a zero, como evidenciado na Equação 40, e após aplicar a simplificação obtida pela Equação 40 sobre a Equação 39, a Equação 41 é obtida.
02
2 →
∂∂
x
Pc ρ (40)
( )t
P
k
cc
y
P
y
P
x
P fp
∂∂+
=∂∂+
∂∂+
∂∂ φµ
2
2
2
2
2
2
(41)
O modelo de balanço material utilizando a compressibilidade da rocha da formação e do fluido permite estimar a pressão média do reservatório na profundidade considerada, em função dos volumes de fluidos de reservatório produzidos.
De acordo com Dake (1994), a constante de difusividade hidráulica representada pela Equação 42 permite determinar a velocidade de transmissão de pressão ao longo do reservatório.
( )fp cc
kD
+=
φµ (42)
Substituindo a Equação 42 na Equação 41 obtém-se a Equação 43.

48
t
P
Dy
P
y
P
x
P
∂∂=
∂∂+
∂∂+
∂∂ 1
2
2
2
2
2
2
(43)
Normalmente, em reservatórios de elevada pressão, o início da produção ocorre por declínio natural da pressão, sem a injeção de água e ou gás no reservatório para a manutenção de pressão. Neste primeiro momento, o efeito da compressibilidade do fluido contido, somada à compressibilidade da rocha, resulta no efeito do declínio natural (sem reposição de volume) de pressão, que ocorre devido à redução da massa específica dos fluidos de reservatório, ao serem retirados fluidos de reservatório.
3.3.1 Etapa de Declínio Natural da Pressão do Reservatório
A etapa de declínio natural de pressão ocorre durante a produção inicial dos fluidos de
reservatório, quando não há a reposição do volume produzido em condição de reservatório, pela
injeção de água, gás ou ambos em poços distintos ou de forma alternada no mesmo poço injetor.
Esta etapa ocorre até o momento do início da injeção de fluidos em reservatório, para a
manutenção da pressão em reservatório. A pressão do reservatório é reduzida para um valor
normalmente superior à pressão de bolha do fluido de hidrocarbonetos presente reservatório,
evitando a liberação de gás.
Este gás poderia reduzir a produtividade ao óleo, devido ao aumento da fração da fase gás
no escoamento, que reduz a transmissibilidade à fase complementar (óleo).
A Figura 13 ilustra as etapas de produção do reservatório: declínio natural da pressão e
manutenção da pressão através da injeção de fluídos (água e ou gás).
A curva azul representa a pressão média no reservatório que declina de 910 bar(a) até 550
bar(a), devido à retirada de fluidos do reservatório, sem a reposição.
Com o início da injeção de fluido em reservatório, a pressão deixa de declinar sendo
estabilizada em um patamar de valor constante igual a 550 bar(a).
Em um cenário real de produção, o início da injeção de fluído em reservatório ocorre em
degraus, devido à entrada de cada poço injetor, responsável por determinada vazão de injeção.
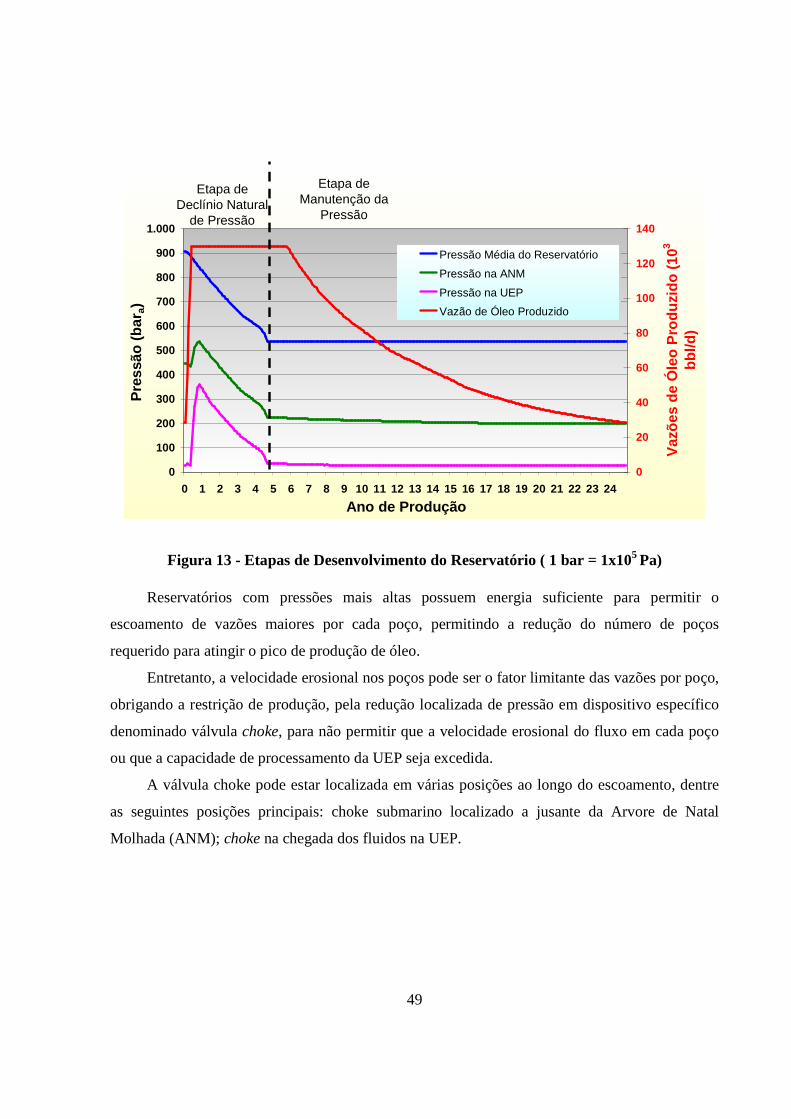
49
Figura 13 - Etapas de Desenvolvimento do Reservatório ( 1 bar = 1x105 Pa)
Reservatórios com pressões mais altas possuem energia suficiente para permitir o
escoamento de vazões maiores por cada poço, permitindo a redução do número de poços
requerido para atingir o pico de produção de óleo.
Entretanto, a velocidade erosional nos poços pode ser o fator limitante das vazões por poço,
obrigando a restrição de produção, pela redução localizada de pressão em dispositivo específico
denominado válvula choke, para não permitir que a velocidade erosional do fluxo em cada poço
ou que a capacidade de processamento da UEP seja excedida.
A válvula choke pode estar localizada em várias posições ao longo do escoamento, dentre
as seguintes posições principais: choke submarino localizado a jusante da Arvore de Natal
Molhada (ANM); choke na chegada dos fluidos na UEP.
0
100
200
300
400
500
600
700
800
900
1.000
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Ano de Produção
Pre
ssão
(ba
ra)
0
20
40
60
80
100
120
140
Vaz
ões
de Ó
leo
Pro
duzi
do (
103
bbl/d
)
Pressão Média do Reservatório
Pressão na ANM
Pressão na UEP
Vazão de Óleo Produzido
Etapa de Declínio Natural
de Pressão
Etapa de Manutenção da
Pressão

50
A compressibilidade efetiva de um reservatório de petróleo depende da compressibilidade
de cada fase (óleo, gás e água) que preenche o volume poroso. A compressibilidade da rocha
também deve ser considerada, pois o alívio de pressão de poros pela retirada de massa do
reservatório causa a contração do volume poroso.
Para o cálculo da compressibilidade do fluido, o sistema pode ser suposto isotérmico. A
Equação 44 descreve o cálculo da compressibilidade isotérmica dos fluidos que preenchem o
volume poroso.
T
f
ff P
V
Vc
∂∂
−= 1 (44)
tal que:
cf = compressibilidade dos fluidos,
Vf = Volume de fluidos,
P = pressão.
O volume poroso que se encontra totalmente preenchido pelos fluidos de reservatório
resultando na Equação 45.
pf VV = (45)
tal que:
Vp = volume poroso.
Substituindo a Equação 45 na Equação 44 obtém-se a Equação 46.
P
V
Vc p
pf ∂
∂−= 1
(46)
A massa específica de um fluido pode ser definida conforme descrito pela Equação 47.
p
ff V
m=ρ (47)
Isolando o volume poroso na Equação 47 obtém-se a Equação 48.
f
fp
mV
ρ= (48)
Substituindo a Equação 48 na Equação 46 obtém-se a Equação 49.

51
P
V
mc p
f
ff ∂
∂−=
ρ (49)
Aplicando a regra da cadeia para a resolução do termo da derivada obtém-se a Equação 50.
P
V
P
V f
f
pp
∂∂
∂∂
=∂
∂ ρρ
(50)
Desenvolvendo o primeiro termo do lado direito da Equação 50 a partir da Equação 48
obtém-se a Equação 51.
2f
f
f
p mV
ρρ−=
∂∂
(51)
Substituindo a Equação 51 na Equação 50, a Equação 52 é obtida.
P
m
P
V f
f
fp
∂∂
−=∂
∂ ρρ 2
(52)
Substituindo a Equação 52 na Equação 46 e desenvolvendo, a Equação 53 é obtida.
T
f
ff P
c
∂∂
=ρ
ρ1
(53)
Para a determinação da pressão média do reservatório, após determinado tempo de
produção, pode ser assumida a temperatura constante do reservatório nesta etapa, e aplicar a
compressibilidade isotérmica para a previsão da variação de pressão com a retirada de massa do
reservatório. A compressibilidade isotérmica de um fluido pode ser definida como a variação da
fração do volume de fluido pela pressão.
A compressibilidade efetiva de um sistema composto pela rocha reservatório está associada
às frações volumétricas e às compressibilidades do óleo, água e gás que preenchem a porosidade
e ao volume e compressibilidade da rocha, conforme descrito na Equação 54.
( ) ( )[ ]ggwwogwref cScScSScc ...1..1 ++−−+−= φφ (54)
tal que:
cef = compressibilidade efetiva,
∅ = porosidade,
cr = compressibilidade da rocha,
Sw = Saturação de água,
Sg = Saturação de gás.

52
Entretanto, a compressibilidade efetiva da matriz da rocha pode ser definida conforme a
Equação 55.
( ) rm cc .1 φ−= (55)
tal que:
cm = compressibilidade efetiva da matriz de rocha.
Substituindo a Equação 55 na Equação 54 obtém-se a Equação 56.
( )[ ]ggwwogwmef cScScSScc ...1. ++−−+= φ (56)
Desta forma, a Equação 53 pode ser reescrita considerando a compressibilidade efetiva, que
considera as compressibilidades da rocha e dos fluidos resultando na Equação 57.
T
f
fef P
c
∂∂
=ρ
ρ1
(57)
A variação de massa de fluidos confinados no reservatório no intervalo de tempo n pode ser
descrita pela Equação 58.
tqmm fn ∆−=∆ − ..1 ρ (58)
tal que:
qf = vazão volumétrica de fluido em condições de reservatório,
∆t = intervalo de tempo.
A variação da pressão média do fluido de reservatório pode ser calculada utilizando a
Equação 57, que manipulada fornece e Equação 59.
ffef
dc
dP ρρ.
1= (59)
Neste trabalho, a variação da pressão média do reservatório é calculada de forma discreta,
para cada período de produção. A Equação 59 pode ser explicitada de forma discreta resultando
na Equação 60.
ρρ
∆=∆.
1
efcP (60)
tal que:
∆P = variação de pressão,
∆ρ = variação de massa específica,
53
Desenvolvendo a Equação 60 de forma explícita, onde a pressão em determinado tempo de
produção é calculado a partir das propriedades determinadas no período de tempo anterior, a
Equação 61 é obtida.
( )11
1
1−
−− −
⋅+= nn
nefnn c
PP ρρρ
(61)
tal que:
Pn = pressão no tempo discreto n,
Pn-1 = pressão no tempo discreto n-1,
ρn = pressão no tempo discreto n,
ρn-1 = pressão no tempo discreto n-1.
A massa específica em cada período pode ser calculada explicitamente pelo balanço de
massa do reservatório, com a saída de massa do reservatório através da produção e sem a entrada
de fluidos, por se tratar da etapa de declínio natural de pressão. A Equação 62 descreve o cálculo
da massa específica.
( )nP
nn V
mm ∆−= −1ρ (62)
tal que:
mn = massa de fluidos em reservatório no tempo n,
mn-1 = massa de fluidos em reservatório no tempo n-1.
A Equação 61 pode ser reescrita com a substituição das Equações 58 e 62, e a manipulação
que resulta na Equação 63.
( )ef
ffnp
nn c
tqVPP
∆−−= −
..1
ρ (63)
Quanto maior a pressão do reservatório, maior é a energia disponível para a elevação
natural do petróleo. Entretanto, como citado anteriormente, esta pressão pode ser excedente
necessitando da dissipação parcial da componente de pressão da energia, para que não se instaure
a velocidade no escoamento superior à velocidade erosional dos poços, ou a capacidade de
processamento.
A pressão do reservatório também não pode ser reduzida para valor tão baixo, que a energia
disponível para a elevação natural seja reduzida a valor que as vazões ficam não econômicas, ou

54
a liberação de gás no escoamento desde o reservatório até a superfície prejudique acentuadamente
a produção de óleo.
Uma pressão mínima ideal do reservatório deve existir e pode ser identificada via estudo de
otimização. É importante notar que a pressão mínima do reservatório há de ser mantida ao longo
da etapa de manutenção da pressão e, portanto interfere nas pressões requeridas na saída da UEP,
para as correntes de água ou gás a serem injetadas.
O estudo para a identificação deste ponto ideal deve levar em consideração não somente o
escoamento da produção, mas também o escoamento da injeção e a planta de produção e injeção
de fluidos.
3.3.2 Etapa de Manutenção da Pressão do Reservatório
Após a etapa de declínio natural, fluidos como a água e o gás produzido devem ser
injetados em reservatório, através dos poços injetores localizados estrategicamente para otimizar
a eficiência de varrido, mantendo a pressão do reservatório e empurrando o petróleo em direção
aos poços produtores.
Para que a pressão média de reservatório seja mantida constante, a soma das vazões dos
fluidos injetados, em condições de pressão e temperatura no reservatório deve ser igual à soma
das vazões dos fluidos produzidos, também em condições de reservatório.
Uma das ferramentas utilizadas para quantificar o crescimento da fração de água em
campos submetidos à injeção de água é o declínio volumétrico de produção. Este realiza a
previsão do declínio do corte de óleo em função da recuperação e permite antever problemas
relacionados à capacidade das instalações de tratamento da água produzida.
O modelo de declínio volumétrico permite estimar as vazões dos fluidos produzidos, óleo,
água e gás em função dos volumes produzidos. Arps (1945) apresentou uma equação hiperbólica
para descrever o declínio temporal da vazão dos poços de produção. A Equação 64 descreve
matematicamente o modelo de Arps.
( ) biosso tDbff /1..1 −+= (64)
Na Equação 64, “fos” é o corte de óleo nas condições de superfície dependente do tempo
“t” desde o início da produção, “Di” é um parâmetro empírico e representa a recuperação

55
primária, ou seja, a recuperação de óleo até o momento do breakthrough e “b” é o coeficiente de
declínio do sistema e também é empírico.
O modelo de Arps foi aprimorado por Corrêa (2007), após análise de comportamento de
campos submetidos à injeção ou influxo natural de água. De acordo com Corrêa (2007), o
declínio do corte de óleo após o período de recuperação primária, pode ser dado pela Equação 65.
[ ] βαβ 1)(1 −−+= iso RRf (65)
Na Equação 65, “R” é a fração volumétrica de óleo recuperado. “Ri”, “α” e “β” são os
parâmetros adimensionais do modelo. “Ri” representa a fração volumétrica da recuperação
primária de petróleo, ou seja, a fração de óleo recuperado até o momento da chegada de água
injetada aos poços produtores, “α” é o coeficiente de declínio do sistema e o parâmetro “β” é
denominado expoente de declínio e também é empírico. A Equação 66 descreve o cálculo de “R”.
N
NpR = (66)
tal que:
Np = volume de óleo produzido,
N = volume original de óleo em reservatório.
Neste trabalho, os modelos conhecidos de Arps (1945) e Corrêa (2007) foram
desenvolvidos para o método de recuperação por injeção de água, sendo utilizados como
ferramenta necessária para o acoplamento e para gerar informações de reservatórios importantes
no estudo dos sistemas de produção.
3.4 Modelo de Poço
A modelagem convencional de poço é realizada internamente ao simulador de reservatório (Coats et al., 2004). O Poço apresenta interface tanto com o reservatório como com as instalações de produção (linha, riser e UEP).
A vazão e pressão do poço são determinadas através das condições de contorno da interface com os sistemas de produção.
Neste trabalho, os modelos de reservatórios e de escoamento foram acoplados via modelo de Índice de Produtividade (IP) de Poço.

56
Para escoamento em meio poroso em regime pseudo-permanente, a vazão de produção de acordo com Rosa et al. (2006) pode ser representada pela Equação 67. Neste trabalho, o valor de IP foi mantido constante ao longo da curva de produção.
( )wfPPIPQ −= (67)
tal que:
Q = vazão total de fluidos produzidos em condições de reservatório,
IP = índice de produtividade do poço,
P = Pressão média do reservatório nas proximidades do raio de drenagem,
Pwf = Pressão em frente aos canhoneados em fluxo (pressure well in flow).
É importante salientar que para o modelo utilizado neste estudo, por simplificação, para o valor de “P” está sendo considerada a pressão média do reservatório. Isto constitui uma simplificação do problema já que o modelo de Índice de Produtividade de Poço considera a pressão de reservatório ao redor do raio de drenagem.
Rosa et al. (2006) recomenda a utilização da vazão em condições de pressão e temperatura do reservatório, nas proximidades do poço para a definição do IP.
3.5 Modelo de Escoamento em Regime Permanente
Para o escoamento dos fluidos produzidos do poço até a UEP e para os fluidos injetados da UEP até o poço, o modelo de Beggs & Brill foi programado em VBA.
Uma configuração geométrica foi utilizada para todos os poços produtores e injetores. O número de poços produtores será limitado em uma capacidade ao óleo da planta de produção de 150 mil bbl/d.
Uma composição de hidrocarbonetos de C1 até o pseudo-componente C20+ foi utilizada para representar o petróleo inicialmente presente no reservatório. As propriedades termodinâmicas de fluidos a serem utilizadas pelo modelo simplificado de reservatório e de escoamento foram obtidas a partir do aplicativo Aspen Hysys, como modelo termodinâmico de Peng-Robinson.
A integração entre o VBA-Excel e o Hysys permite gerar as propriedades termodinâmicas, de forma rápida variando-se basicamente a pressão, a temperatura e a fração de água. Esta tabela foi interpolada para a obtenção das propriedades em pontos intermediários.
O escoamento do fundo do poço até a unidade de produção pode ser modelado a partir de uma configuração geométrica simplificada e de equações tradicionais para o cálculo da perda de
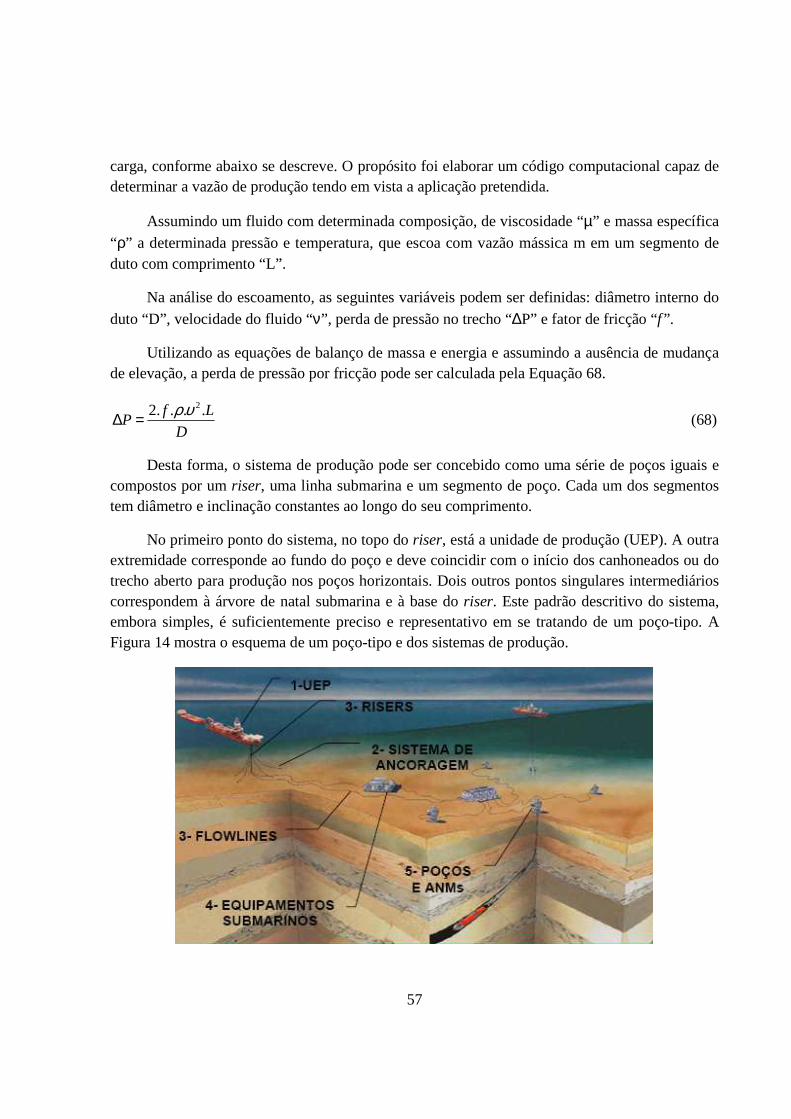
57
carga, conforme abaixo se descreve. O propósito foi elaborar um código computacional capaz de determinar a vazão de produção tendo em vista a aplicação pretendida.
Assumindo um fluido com determinada composição, de viscosidade “µ” e massa específica “ρ” a determinada pressão e temperatura, que escoa com vazão mássica m em um segmento de duto com comprimento “L”.
Na análise do escoamento, as seguintes variáveis podem ser definidas: diâmetro interno do duto “D”, velocidade do fluido “ν”, perda de pressão no trecho “∆P” e fator de fricção “f”.
Utilizando as equações de balanço de massa e energia e assumindo a ausência de mudança de elevação, a perda de pressão por fricção pode ser calculada pela Equação 68.
D
LfP
....2 2υρ=∆ (68)
Desta forma, o sistema de produção pode ser concebido como uma série de poços iguais e compostos por um riser, uma linha submarina e um segmento de poço. Cada um dos segmentos tem diâmetro e inclinação constantes ao longo do seu comprimento.
No primeiro ponto do sistema, no topo do riser, está a unidade de produção (UEP). A outra extremidade corresponde ao fundo do poço e deve coincidir com o início dos canhoneados ou do trecho aberto para produção nos poços horizontais. Dois outros pontos singulares intermediários correspondem à árvore de natal submarina e à base do riser. Este padrão descritivo do sistema, embora simples, é suficientemente preciso e representativo em se tratando de um poço-tipo. A Figura 14 mostra o esquema de um poço-tipo e dos sistemas de produção.

58
Figura 14 - Esquema de um Poço Produtor – Extraído de Pinto et al. (2014)
O escoamento pode ser modelado segundo a correlação de Beggs & Brill, para determinar o perfil de pressão ao longo do escoamento, dadas as condições gerais do escoamento vazão e propriedades dos fluidos previamente determinados. Este método é aplicável para o escoamento horizontal, vertical e inclinado. O método foi concebido utilizando as equações gerais de balanço de massa e energia e também com base em diversos experimentos.
A correlação de Beggs & Brill está entre as mais utilizadas para escoamentos multifásicos, sendo aplicável a orientações de escoamento horizontal, vertical ou inclinada (Teixeira, 2011). Apesar de existirem correlações melhores especificamente aplicáveis para cada tipo de escoamento, como o horizontal, o vertical e o inclinado, a correlação de Beggs & Brill apresenta bom acoplamento para qualquer tipo de escoamento, apresentando caráter de aplicação geral. A correlação é aplicável ao sentido de fluxo ascendente ou descendente. Esta correlação também foi escolhida por ser a mais amplamente utilizada na indústria do petróleo, por apresentar comprovação experimental com base em grande quantidade experimentos, que foram utilizados para a determinação dos parâmetros de ajuste utilizados no modelo. Além disto, a ampla aplicação na indústria do petróleo permitiu a validação com casos práticos onde foram comparados os resultados do modelo com valores reais medidos em campo.
O método foi desenvolvido a partir das equações fundamentais de balanço de massa e de energia. Parâmetros de ajuste foram determinados empiricamente para cada regime de escoamento, com base em muitos experimentos de laboratório.
A perda de pressão no segmento pode ser calculada através da Equação 69 (Shoham, 2006):
K
jmjjs
j E
zgD
VmL
D
ee
p−
∆+
++
=∆1
...2
..
Re10.0,1
10.0,21..0055,06
5 ρ (69)
tal que:
∆pj = Diferença de pressão no trecho,
Re = Número de Reynolds,
D = Diâmetro interno da tubulação,
L j = Comprimento do trecho,
Vmj = Velocidade média dos fluidos no trecho,
ρm = Massa específica,

59
G = aceleração da gravidade,
∆zj = Deslocamento vertical
s = parâmetro da equação,
EK = Parâmetro de perda de pressão por aceleração.
O parâmetro Ek pode ser calculado através da Equação 70.
PE SGMSLIP
k
υυρ ..= (70)
tal que:
ρSLIP = Massa específica média entre fluidos sem deslizamento,
vM = Velocidade média entre fluidos sem deslizamento,
vSG = Velocidade superficial do gás,
P = Pressão no trecho.
A partir do holdup de líquido sem escorregamento e do Número de Froude, o regime de escoamento é obtido. A Tabela 4 apresenta os parâmetros a serem utilizados para o cálculo da variação de pressão ao longo do escoamento, pelo modelo de Beggs & Brill.
Tabela 4 - Parâmetros Empíricos de Cada Regime de Escoamento do Modelo de Beggs & Brill – Adaptado de Shoham (2006)
Regime de Escoamento Direção a b c d e f g
Segregado
11,0 LNe FRl <<λ
201,0 LNe FRl <≥λ
Horizontal 0,98 0,4846 0,0868 - - - -
Transição
4201,0 LNLe FRl ≤<≥λ ( ) ( )termitenteiny
LL
NLsegregadoy
LL
NLl
FRl
FRl .1
23
3
23
3 ⋅
−−
−+⋅−
−=λ
Intermitente
434,001,0 LNLe FRl ≤<<≤ λ
Horizontal 0,845 0,5351 0,0173 - - - -
Ascendente 0,845 0,5351 0,0173 2,96 0,305 -0,4473 0,0978

60
Distribuído
14,0 LNe FRl ≥<λ
44,0 LNe FRl ≥≥λ
Horizontal 1,065 0,5824 0,0609 - - - -
Ascendente 1,065 0,5824 0,0609 - - - -
Todos os Regimes Descendente - - - 4,70 -0,3692 0,1244 -0,5056
302,01 316 lL λ⋅= 4684,2
2 0009252,0 −⋅= lL λ 4516,13 10,0 −⋅= lL λ 738,6
4 5,0 −⋅= lL λ
Para cada regime de escoamento e direção de escoamento, os parâmetros empíricos da equação são selecionados da Tabela 4 e utilizados na Equação 71.
( ) ( ) ( ) ( ) ( )[ ] ( ) ( )[ ]{ }θθλλλ.8,1.333,0.8,1....ln.11
. 3sensenNNdN
ay
g
FR
f
Vl
e
llc
FR
bl
l −−+= (71)
tal que:
a, b, c, d, e, f = Parâmetros empíricos,
λl = Holdup de líquido sem escorregamento,
NFR = Número de Froude,
θ = ângulo em relação à horizontal [rad].
A partir do parâmetro yl e do holdup de líquido sem escorregamento, o parâmetro s pode ser calculado, conforme a Equação 72.
+
−
+−
=4
2
2
22
2
ln.01853,0ln.8725,0ln.182,30523,0
ln
l
l
l
l
l
l
l
l
yyy
ys
λλλ
λ
(72)
O holdup de líquido sem escorregamento pode ser calculado como segue.
M
SLL v
v=λ (73)
tal que:
vSL = velocidade superficial do líquido.
O holdup de gás sem escorregamento pode ser calculado como segue.

61
M
SGG v
v=λ (74)
A velocidade média do fluido pode ser calculada como segue.
SGSLM vvv += (75)
A velocidade superficial do líquido pode ser calculada como segue.
A
Qv L
SL = (76)
tal que:
QL = vazão de líquido,
A = área aberta ao fluxo interno à tubulação.
A velocidade superficial do gás pode ser calculada como segue.
A
Qv G
SG = (77)
tal que:
QG = vazão de gás.
O Número de Froude pode ser calculado como segue.
in
Mr D
vF
.8,9
2
= (78)
tal que:
Din = diâmetro interno da tubulação.
A massa específica sem escorregamento pode ser calculada como segue.
( )LGLLNS λρλρρ −+= 1.. (79)
tal que:
ρL = massa específica da fase líquida,
ρG = massa específica da fase gás.

62
O parâmetro Φ descrito pela Equação 80 é necessário para o cálculo do holdup de líquido com escorregamento.
( ) ( )[ ] ( ) ( )[ ]θθτλλ .8,1.333,0.8,1.....11 3sensenFdLog gr
fLV
eLL −++=Φ (80)
tal que:
τLV = tensão superficial entre o líquido e o gás.
O holdup de líquido com escorregamento pode ser calculado pela Equação 81.
cr
bL
LF
aH
λ..Φ= (81)
A massa específica com escorregamento pode ser calculada como segue.
( )00 1.. HLHL GLslip −+= ρρρ (82)
A viscosidade da mistura sem escorregamento pode ser calculada como segue.
( )LGLLNS λµλµµ −+= 1.. (83)
O Número de Reynolds pode ser calculado como segue.
NS
inMNSNS
Dv
µρ ..
Re = (84)
3.6 Métodos de Convergência
As equações de reservatório, poços e escoamento foram calculadas sequencialmente, a partir de um chute inicial para a vazão de líquido de cada poço que chega à UEP. O modelo atual permite utilizar geometria única para todos os poços, linhas e risers produtores.
A partir da vazão de líquido em condição de superfície, e da fração de água inicialmente produzida, a vazão de fluido de reservatório é calculada. A partir da vazão de reservatório, o perfil de pressões e temperaturas é calculado, de forma sequencial explicitamente entre o escoamento em meio poroso do reservatório para o poço, ascendente no poço, horizontal na linha e ascendente no riser.

63
Para todos estes cálculos, as propriedades termodinâmicas de fluidos são coletadas a partir de tabela, que é interpolada para a obtenção das propriedades de fluidos para cada condição de pressão e temperatura.
O modelo apresenta apenas um algoritmo de cálculo iterativo, que é aplicado para a pressão de chegada à UEP. A partir do chute inicial de vazão de cada poço, a pressão de chegada à UEP é calculada.
Caso a pressão na chegada à UEP seja inferior ao valor mínimo permitido, a vazão de cada poço é reduzida, na iteração seguinte. Caso a pressão de chegada à UEP seja superior ao valor mínimo, o modelo verifica automaticamente duas restrições, antes da iteração seguinte, a citar: a velocidade superficial ao longo de todo o escoamento, que não pode exceder a velocidade erosional dos dutos e a soma das vazões de líquido produzido por todos os poços, que não pode exceder a capacidade de processamento ao líquido da UEP.
Caso um ou mais dos dois limites citados sejam excedidos, a vazão do poço é limitada ao valor da condição de contorno mais restritiva. Caso nenhum dos limites citados seja excedido, a vazão de líquido é aumentada para a próxima iteração.
O cálculo iterativo prossegue até que uma restrição seja atingida ou ultrapassada, ou até que a diferença entre a pressão de chegada à UEP e a pressão mínima permitida seja inferior a um erro previamente estipulado.
O método de Newton-Raphson foi utilizado para o cálculo iterativo tendo como meta a pressão mínima de chegada à UEP, como tipicamente é utilizado de acordo com Shiralkar (2005). A Equação 85 descreve matematicamente o método de Newton-Raphson aplicado às variáveis do caso em questão.
( )( )nUEP
nUEPnn QLP
QLPQLQL
'1 −=+ (85)
tal que:
QLn+1 = Vazão líquido para a próxima iteração,
QLn = Vazão líquido da iteração atual,
PUEP = Pressão de chegada à UEP.
A derivada P’UEP da pressão em relação à vazão de líquido pode ser calcula com a Equação 86.
( ) ( )1
min'
−−−=
nn
nUEPnUEP
QLQL
PQLPQLP (86)

64
tal que:
Pmin = Pressão mínima de chegada à UEP.
3.7 Modelo de Processamento Primário da Produção
Na indústria do petróleo os fluidos são removidos do reservatório e são submetidos ao primeiro processamento de petróleo na planta de produção em superfície. O processamento primário de petróleo, de acordo com Mohammed (2008) consiste em vários estágios de separação de óleo, água e gás que operam em série. Cada separador coleta a fase líquida do separador anterior que opera em maior pressão.
As correntes de vapor e líquido (óleo e água) são removidas de contato um com o outro deixando o separador. A Figura 15 apresenta um esquema da planta de processamento primário de petróleo formado por quatro estágios de separação de óleo.
Figura 15 - Esquema da Planta de Processamento Primário de Petróleo
As correntes separadas de água e de gás são encaminhadas para plantas especificas de tratamento. No caso de plataformas marítimas, a água produzida é tratada para atender aos requisitos exigidos pelo órgão ambiental para o descarte no oceano. O gás é tratado e comprimido para atender aos requisitos necessários para a exportação via gasoduto.
A Figura 16 apresenta um esquema simplificado de planta de compressão e tratamento de gás.
1°°°° Estágio de Separação
Água de Diluição
ÁguaQuente
PréAquecedor
Armazenamentode Óleo
Tratamentode Água
2°°°° Estágio de Separação
3°°°° Estágio de Separação
4°°°° Estágio de Separação

65
Figura 16 - Esquema Simplificado de uma Planta de Tratamento e Compressão de Gás
A previsão do equilíbrio de fases e das propriedades de fluidos é importante para a determinação da sequência ótima de pressões que minimiza a complexidade e demanda energética dos sistemas de compressão de gás para a exportação. A equação de estado e o modelo de mistura ajudam a efetuar os cálculos de equilíbrio de fases determinando o balanço de massa e as composições das fases formadas em cada estágio de separação.
A planta de processamento de petróleo e gás será modelada em detalhes no aplicativo Aspen Hysys, para o estudo de otimização das pressões de separação de petróleo e gás e de processamento e compressão de gás.
Como um elevado número de simulações é requerido para a determinação das pressões que otimizam energeticamente a planta, um arquivo em VBA Excel será integrado ao Hysys para agilizar a obtenção dos dados de demandas energéticas dos sistemas de compressão em função das pressões de cada estágio de separação.
A Figura 17 mostra a visualização da tela principal do aplicativo Hysys com o modelo gerado.
66
Figura 17 - Modelo de Simulação de Processos em Hysys
Devido à importância para este trabalho, das demandadas energéticas dos sistemas de compressão de gás e de injeção de água do mar em reservatório, os cálculos das potências destes sistemas é detalhado a seguir.
3.7.1 Compressores
O movimento rotacional do eixo do compressor transmite momento ao gás sendo comprimido, através da ação das paletas em contato com o gás. O cálculo da potência requerida para a compressão do gás, em um compressor centrífugo pode ser efetuado através da lei da conservação do momento.
Este cálculo é efetuado a partir de dois parâmetros básicos. O primeiro parâmetro corresponde à vazão mássica do gás, que é inserida na equação da conservação do momento, a vazão volumétrica não pode ser utilizada, pois, para diferentes condições, o gás pode ter diferente peso molecular e, consequentemente, diferente massa específica.
O segundo parâmetro a ser utilizado é denominado Head Politrópico, que reflete o aumento de energia no gás entre os estados à sucção e à jusante do compressor. O cálculo do Head Politrópico pode ser efetuado utilizando a Equação 87.

67
−
×
××= 1
1
1
2
1
11
N
P
P
MWN
TZHPOLY
(87)
tal que:
HPOLY = Head politrópico;
Z1 = Fator de compressibilidade na sucção do estágio de compressão,
T1 = Temperatura do gás na sucção do estágio de compressão,
P1 = Pressão do gás na sucção do estágio de compressão,
P2 = Pressão do gás na saída de estágio de compressão,
MW = Peso molecular do gás.
O parâmetro N1 pode ser calculado pela Equação 88, que está descrita abaixo. Este parâmetro é denominado coeficiente politrópico.
××
=
1
2
11
22
1
P
PLog
TZ
TZLog
N (88)
tal que:
N1 = Coeficiente politrópico,
Z2 = Fator de compressibilidade na saída do estágio de compressão,
T2 = Temperatura do gás na saída do estágio de compressão.
A multiplicação da Equação 88 pela vazão mássica do gás permite a obtenção da potência de compressão do gás, conforme descrito na Equação 89.
mHPOLYP ×= (89)
tal que:
P = Potência de compressão,
m = Vazão mássica do gás.

68
3.7.2 Bombas de Injeção de Água
O cálculo da potência elétrica requerida para o acionamento das bombas de processo e outras pode ser fundamentado na lei conservação do momento, para um fluido incompressível.
Diferente da análise efetuada para a compressão do gás, este equipamento apresenta um cálculo simples que pode ser representado pela Equação 90, conforme descrito abaixo.
( )EMH
PPQP
ηηηρ
××−××
= 12 (90)
tal que:
P = Potência elétrica requerida para o acionamento da bomba;
ρ = massa específica do líquido bombeado;
P1 = Pressão na sucção da bomba;
P2 = Pressão na saída da bomba,
ηH = Eficiência hidráulica da bomba,
ηM = Eficiência mecânica do acionamento do eixo da bomba,
ηE = Eficiência do motor elétrico de acionamento da bomba.
69
4 METODOLOGIA
Este trabalho está focado em desenvolver um modelo integrado, considerando as equações que representam o reservatório, os poços e os sistemas de produção (instalações submarinas e de superfície). Os modelos representativos dos sistemas reservatório e poços foram simplificados para permitir a redução do tempo de simulação, conforme recomendado por Tezaker et al. (2008) e, com isto, para a viabilização do processo de otimização.
Esta decisão foi tomada visando à aplicação em etapa conceitual ou em fase inicial de projeto. Neste momento, as informações de reservatórios podem não ser suficientes para o desenvolvimento de um modelo detalhado e as incertezas sobre os parâmetros podem ser elevadas a ponto de ser indicado um detalhamento menor, porém que permita a investigação ampla de variáveis com incertezas.
Outra motivação para a simplificação da modelagem de reservatório está no fato do estudo de caso efetuado utilizando esta metodologia ter sido para caso de petróleo de baixa viscosidade e elevada Razão Gás Óleo (RGO). De acordo com Amudo et al. (2011), os petróleos com menores viscosidades e maiores compressibilidades permitem uma transmissão de pressão mais rápida ao longo do reservatório o que diminui o erro de uma modelagem mais simplificada, que não considera a distribuição do perfil de pressões ao longo do reservatório.
A simplificação permitiu a execução de diversas simulações alterando as variáveis investigadas e capturando as respostas sobre as Funções Objetivo investigadas. Alguns fenômenos foram modelados mais detalhadamente que outros, de acordo com o potencial esperado de impacto sobre as respostas das Funções Objetivo investigadas. Como o foco do trabalho está na otimização dos sistemas de produção, os modelos de escoamento e processamento foram mais detalhados.
Devido à importância do comportamento termodinâmico para a solução de todos os modelos de desenvolvidos e para fornecer melhor precisão ao processo, a modelagem termodinâmica composicional também foi representada com maior profundidade.
O algoritmo desenvolvido permite a resolução das equações de reservatórios, poço e instalações de produção consecutivamente, para cada iteração, constituindo um modelo estritamente acoplado, conforme a definição apresentada por Coats et al. (2004). A solução final de cada passo de tempo é obtida quando o erro em relação à variável controlada for inferior a um valor previamente estipulado para garantir a precisão da resposta. Como variável controlada foi utilizada a pressão de chegada à UEP.

70
Como o aplicativo desenvolvido permite a convergência simultânea entre as equações de reservatório, poços e sistemas de produção a cada iteração, o método de acoplamento utilizado pode ser caracterizado como estritamente implícito, de acordo com a definição de Coats et al. (2003).
4.1 Construção do Modelo Integrado
O modelo desenvolvido foi programado em Visual Basic (VBA) contendo todas as equações de reservatório, poços e escoamento ao longo dos sistemas de produção dentro do código fonte.
O cálculo das propriedades termodinâmicas utilizadas para a resolução das equações de balanço de massa e energia não foram programadas no código fonte. Optou-se por escrever código de integração entre o VBA e o aplicativo Aspen HYSYS, para gerar uma tabela de propriedades termodinâmicas a partir de dados de pressão, temperatura e composição do fluido produzido.
Esta tabela contem 570 pares de pressão entre 1,5 bar(a) e 1.300 bar(a) e temperatura entre 5 ºC e 150 ºC. A tabela foi utilizada como referência para os cálculos de reservatórios e de escoamento. Em pontos intermediários entre os pares de pressão e temperatura da tabela, os valores das propriedades termodinâmicas foram interpolados primeiro na pressão e em seguida na temperatura.
A simulação de processamento da planta de produção foi modelada em aplicativo Aspen-HYSYS de forma desacoplada ao modelo integrado de reservatório, poços e escoamento ao longo dos sistemas de produção. Esta estratégia foi utilizada devido à complexidade envolvida na elaboração de um modelo representativo da planta de produção.
4.2 Dados de Entrada
As informações necessárias para a simulação pelo modelo podem ser divididas em grupos, como segue: dados de fluidos, reservatório e poços, escoamento pelos sistemas de produção e planta de processamento de fluidos.
Os dados de fluidos são informados por meio da composição de fluidos. Uma vez alimentada a composição de fluido de reservatório, o código fonte utiliza um modelo criado em Aspen HYSYs para gerar uma tabela de propriedades termodinâmicas para diferentes pares de pressão e temperatura.

71
As informações de reservatórios que devem ser alimentadas ao modelo são: o Volume of Oil in Place (VOIP), pressão estática na profundidade média de canhoneados, geometria de cada poço, temperatura do fluido de reservatório, pressão mínima de reservatório na profundidade do poço após a etapa de declínio natural de pressão, parâmetros α, β e Npi do modelo de declínio volumétrico, durante a etapa de manutenção da pressão através da injeção de água, fração de água inicial no reservatório e compressibilidade da rocha.
Também deve ser informada a pressão mínima de chegada à UEP, a pressão máxima após a válvula choke da ANM, se houver, e a capacidade ao líquido da planta de processamento de fluidos.
4.3 Estudos Efetuados
Uma vez desenvolvida a análise integrada e consequentemente a ferramenta de simulação e após a validação da ferramenta comparando os resultados com os simuladores comerciais, vários estudos com o objetivo de otimizar vários aspectos relacionados aos sistemas de produção foram efetuados. Os principais parâmetros que devem ser estabelecidos para a configuração e capacidades dos sistemas de produção foram escolhidos para serem otimizados, conforme descrito a seguir.
A capacidade à vazão de óleo produzido foi estabelecido como primeiro parâmetro relacionado aos sistemas de produção a ser investigado. Ele foi escolhido como primeiro por impactar muito o CAPEX dos sistemas de produção e, principalmente da UEP. Além disto, para campos marítimos de elevada produtividade e RGO, o elevado peso da planta de produção e as limitações de construtibilidade da planta limitam a capacidade máxima permitida. Por outro lado, para o caso de um campo com elevada reserva, diversas UEPs são necessárias. Quanto maior a capacidade de cada UEP, menor é o número de UEPs necessárias e, por consequência, menor é o CAPEX total envolvido no empreendimento.
Como segundo item a ser investigado, a aplicação de choke submarino localizado na ANM foi avaliada. Este item é importante, pois pode permitir a redução da classe de pressão de equipamentos à jusante do choque, reduzindo os custos envolvidos, caso uma série de requisitos relacionados à segurança apresentem viabilidade de atendimento.
A pressão média de reservatório, após a etapa de depleção natural constitui aspecto relacionado à estratégia de desenvolvimento do campo, entretanto apresenta elevado impacto em sistemas de produção, dentre eles, na pressão mínima de recebimento de fluidos pela planta de produção e na pressão requerida para o sistema de bombeio de água a ser injetada em reservatório. A pressão média de reservatório após a depleção constituir uma variável monitorada, sendo necessário definir diversos parâmetros para a obtenção desta pressão mínima,

72
entretanto, no simulador desenvolvido em função da análise integrada é possível definir como dado de entrada este valor de pressão.
A configuração da planta de separação de fluidos, as pressões de separação também foram estudadas, pois apresenta elevado impacto em consumo energético, complexidade e, consequentemente, na capacidade máxima ao óleo permitida, bem como em CAPEX.

73
5 APLICAÇÃO
Neste capítulo, as premissas utilizadas para o estudo de caso são apresentadas. Todos os resultados são relativos a um reservatório de elevada pressão produzido pelo número total de 7 poços produtores, tempo entre a entrada de cada poço de 2 meses. Também foram considerados 4 poços injetores de água com tempo entre a entrada de cada poço de 2 meses. Um esquema simplificado para os sistemas de produção pode ser visualizado na Figura 18.
Figura 18 – Esquema do Cenário Analisado
Para o estudo em questão foi considerado um reservatório com o Volume of Oil In Place
(VOIP) de 1,0 x106 bbl confinado em volume poroso a uma pressão média estática de 910 bar(a) e
temperatura de 82 ºC. O reservatório encontra-se a uma profundidade média de 3.750 m abaixo
do leito marinho. As premissas de reservatórios estão resumidas na Tabela 5.

74
Tabela 5 - Premissas de Reservatórios
A mesma geometria de poço vertical, linha de escoamento e riser vertical foram adotadas para todos os poços produtores.
A Tabela 6 evidencia a geometria adotada para o escoamento do reservatório até a UEP.
Tabela 6 - Geometria do Escoamento para Todos os Poços Produtores
A composição do fluido hipotético considerado neste estudo pode ser visto na Tabela 7.

75
Tabela 7 - Composição do Fluido Considerado no Estudo
3 Nitrogen 0,50%4 Methane 65,00%5 Ethane 8,00%6 Propane 5,00%7 i-Butane 1,00%8 n-Butane 2,00%9 i-Pentane 0,60%10 n-Pentane 0,70%11 n-Hexane 1,00%12 n-Heptane 1,00%13 n-Octane 1,50%14 n-Nonane 1,10%15 n-Decane 1,00%16 n-C11 1,00%17 n-C12 0,80%18 n-C13 0,70%19 n-C14 0,60%20 n-C15 0,50%21 n-C16 0,40%22 n-C17 0,30%23 n-C18 0,20%24 n-C19 0,10%25 n-C20+ 7,00%
100,00%
500
0,9000
Massa Molecular do C20+*
Densidade do C20+*
Composição do Fluido de Reservatório
Total

76

77
6 VALIDAÇÃO COM SIMULADORES COMERCIAIS
Neste capítulo, os resultados obtidos pelo modelo desenvolvido são comparados com os resultados de pacotes comerciais. A representação composicional foi utilizada para todos os simuladores, tanto para o modelo de escoamento como para o modelo de reservatório, tanto com a utilização de simulador comercial como com o simulador desenvolvido. Os parâmetros da Equação de Estado de Peng-Robinson, bem como os parâmetros de interação binária entre cada componente no modelo de mistura foram os mesmos tanto para os pacotes comerciais, como para o simulador desenvolvido.
Como os resultados do modelo de reservatório, na forma de curvas de produção de óleo, gás e água, bem como de injeção de água em reservatório para a manutenção da pressão são dependentes da boa representação do escoamento que fornecerá a contrapressão em frente os canhoneados para determinadas vazões de produção, optou-se por comparar primeiro os resultados do modelo escoamento com os de pacote comercial PIPESIM.
Em seguida, as curvas de produção de óleo, gás e água e de injeção de água fornecidas pelo modelo desenvolvido foram comparadas com as resultantes de modelagem em simulador comercial CMG-IMEX. Um modelo de reservatório com geometria simples e volume de óleo in place igual ao utilizado no simulador desenvolvido foi utilizado. O mesmo valor de IP de poços foi utilizado tanto no pacote comercial como no simulador desenvolvido.
Neste momento, é importante salientar que a ferramenta desenvolvida é aplicável às etapas de avaliação de viabilidade e projeto conceitual. Neste período, as incertezas associadas à baixa quantidade de informações de fluidos, reservatório e outras pode superar muito a precisão e compatibilidade de respostas obtidas entre o simulador desenvolvido e os pacotes comerciais. Uma precisão muito elevada pode não ser adequada ao nível de incerteza apresentado nesta fase, além de contribuir para o aumento do tempo computacional requerido para as simulações, prejudicando, desta forma, o trabalho de otimização. Por este motivo optou-se por não efetuar uma comparação matematicamente rigorosa, estatística baseada em todos os pontos obtidos.
6.1 Validação com Simulador Comercial de Escoamento
Com o objetivo de verificar as diferenças de respostas entre o simulador comercial PIPESIM e o modelo desenvolvido. Para ambos os simuladores o modelo de Beggs & Brill sem a correção de Palmer foi utilizado. Em ambos os simuladores foi utilizada a abordagem composicional com os parâmetros do modelo termodinâmico de Peng Robinson devidamente ajustados, conforme já descrito anteriormente. Os valores de rugosidade, Thermal Exchange Coeficient (TEC), diâmetros internos e geometria dos dutos utilizados tanto para o simulador comercial como para o modelo desenvolvido constam na Tabela 6.

78
Os resultados foram comparados e constam na Figura 19. A diferença entre o perfil de pressão gerado pelo simulador comercial e o modelo desenvolvido é baixa não ultrapassando 2 %. Os perfis de pressões com as distancias de escoamento foram muito próximos, tanto para o trecho vertical do poço, como para o trecho horizontal da linha inclinado do riser.
Figura 19 - Resultados Comparativos entre o Modelo Desenvolvido e o Simulador Comercial PIPESIM (1 bar = 1x105 Pa)
Mesmo no trecho do riser, onde o holdup de líquido se altera drasticamente pela liberação de gás que se encontrava em solução no petróleo, o modelo desenvolvido conseguiu capturar de forma muito próxima o comportamento gerado pelo simulador comercial PIPESIM. O holdup de líquido é definido, de acordo com Shoham (2006), como sendo a fração de área transversal ao escoamento ocupada pela fase líquida.
A modelagem termodinâmica rigorosa foi fundamental para esta compatibilidade de respostas, já que a utilização de parâmetros padrão (default) no simulador comercial levavam a grandes discrepâncias em relação às respostas do simulador desenvolvido. Em petróleos com elevado RGO, a utilização de modelos do tipo Black-oil fornecem respostas bem discrepantes. Esta comparação foi efetuada durante o desenvolvimento deste trabalho, porém devido às grandes diferenças apresentadas optou-se por não apresentá-las. Os resultados obtidos podem ser importantes para sinalizar a importância de avaliar as incertezas na composição, bem como no
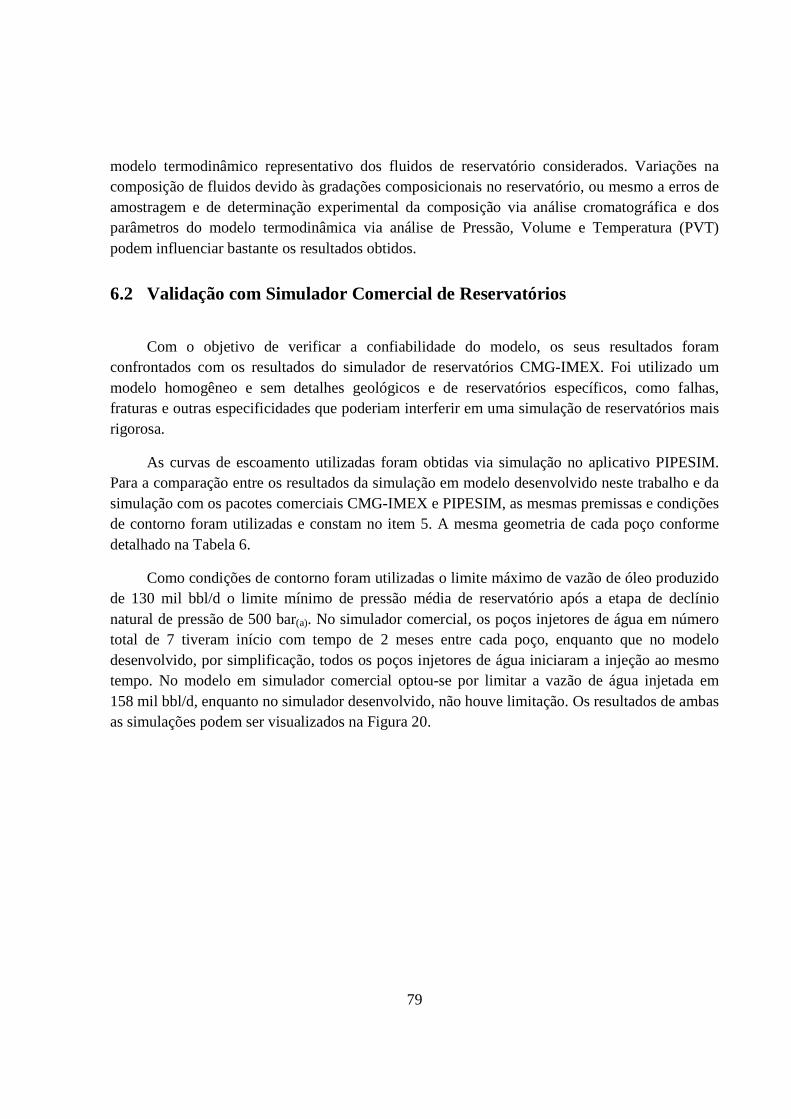
79
modelo termodinâmico representativo dos fluidos de reservatório considerados. Variações na composição de fluidos devido às gradações composicionais no reservatório, ou mesmo a erros de amostragem e de determinação experimental da composição via análise cromatográfica e dos parâmetros do modelo termodinâmica via análise de Pressão, Volume e Temperatura (PVT) podem influenciar bastante os resultados obtidos.
6.2 Validação com Simulador Comercial de Reservatórios
Com o objetivo de verificar a confiabilidade do modelo, os seus resultados foram confrontados com os resultados do simulador de reservatórios CMG-IMEX. Foi utilizado um modelo homogêneo e sem detalhes geológicos e de reservatórios específicos, como falhas, fraturas e outras especificidades que poderiam interferir em uma simulação de reservatórios mais rigorosa.
As curvas de escoamento utilizadas foram obtidas via simulação no aplicativo PIPESIM. Para a comparação entre os resultados da simulação em modelo desenvolvido neste trabalho e da simulação com os pacotes comerciais CMG-IMEX e PIPESIM, as mesmas premissas e condições de contorno foram utilizadas e constam no item 5. A mesma geometria de cada poço conforme detalhado na Tabela 6.
Como condições de contorno foram utilizadas o limite máximo de vazão de óleo produzido de 130 mil bbl/d o limite mínimo de pressão média de reservatório após a etapa de declínio natural de pressão de 500 bar(a). No simulador comercial, os poços injetores de água em número total de 7 tiveram início com tempo de 2 meses entre cada poço, enquanto que no modelo desenvolvido, por simplificação, todos os poços injetores de água iniciaram a injeção ao mesmo tempo. No modelo em simulador comercial optou-se por limitar a vazão de água injetada em 158 mil bbl/d, enquanto no simulador desenvolvido, não houve limitação. Os resultados de ambas as simulações podem ser visualizados na Figura 20.

80
Figura 20 - Resultados Comparativos entre o Modelo Desenvolvido e Simuladores Comerciais (1 bbl = 0,159 m3)
A comparação entre os resultados apresentados na Figura 20 permite verificar que o modelo desenvolvido é capaz de reproduzir com proximidade adequada o tempo de patamar de produção de 130 mil bbl/d de óleo, em relação à resposta dos simuladores comerciais, para a aplicação etapas iniciais de projeto. Enquanto o patamar de produção de óleo do modelo desenvolvido durou 4,9 anos, o patamar obtido pelo pacote comercial de simulação durou 4,4 anos.
A queda de produção de óleo, após o patamar de produção obtida pelo pacote comercial foi maior que a obtida pelo modelo desenvolvido, porém para um período longo ambas as curvas se aproximam.
O tempo de início da injeção de água obtido pelo pacote comercial foi anterior ao obtido pelo modelo desenvolvido. A diferença pode ser atribuída ao cronograma de entrada de poços detalhado no pacote comercial, enquanto que no modelo desenvolvido, a entrada da injeção de água instantaneamente em reservatório foi considerada.
O tempo de chegada da água injetada, ou seja, entre o início da injeção de água e o aumento da fração de água no fluxo produzido foi coincidente entre ambos os modelos. Porém, a taxa de crescimento da vazão de água produzida foi maior nos resultados obtidos via pacote comercial de
0
20
40
60
80
100
120
140
160
180
200
0 1 2 3 4 5 6 7 8 9 10 11 12
Vaz
ão (
mil
bbl/d
)
Anos de Produção
Óleo Produzido - Pacote Comercial Óleo Produzido - Modelo Desenvolvido
Água Produzida - Pacote Comercial Água Produzida - Modelo Desenvolvido
Água Injetada - Pacote Comercial Água Injetada - Modelo Desenvolvido

81
simulação. A diferença em relação às vazões de água produzida pode ser minimizada pela utilização de método de ajuste dos parâmetros da equação de Arps do modelo de declínio volumétrico. Este ajuste não foi efetuado automaticamente neste trabalho, tendo sido realizado pelo método de tentativa e erro.
Optou-se por não realizar o ajuste automatizado dos parâmetros do modelo de declínio volumétrico de Arps, devido ao pouco impacto da melhoria deste ajuste sobre os aspectos explorados por este trabalho, que foi focado na otimização dos sistemas de produção e avaliação de efeitos da variação de parâmetros de produção sobre a curva de produção.

82

83
7 RESULTADOS
Neste capítulo são apresentados os resultados da utilização do modelo desenvolvido para o estudo de caso de campo marítimo de elevada pressão inicial de reservatório.
No estudo de caso, com o objetivo de auxiliar a definir a capacidade de processamento de fluidos pela UEP, as curvas de produção para valores de capacidade ao óleo entre 80 mil bbl/d e 150 mil bbl/d foram geradas e podem ser visualizadas na Figura 21.
Figura 21 - Curvas de Produção para Diferentes Capacidades ao Óleo (1 bbl = 0,159 m3)
Com uma capacidade menor como 80 mil bbl/d, o patamar de produção é mais extenso e permite o melhor aproveitamento da capacidade plena de processamento. Entretanto, aplicando a taxa de desconto de 9,0 % ao ano sobre as receitas geradas e também sobre as despesas operacionais, capacidades maiores de processamento passam a ter maior atratividade econômica, devido ao adiantamento da receita, menos impactada pela taxa de desconto.
Conforme pode ser visualizado na Figura 22, capacidades maiores dentro da faixa estudada levam a maiores receitas líquidas atualizadas (com as despesas subtraídas das receitas). Para gerar os resultados apresentados na Figura 22, as seguintes premissas econômicas foram utilizadas: preço do barril de petróleo de US$ 40; preço do m3 de gás de US$ 12; taxa mínima de atratividade de 9,9 % ao ano.
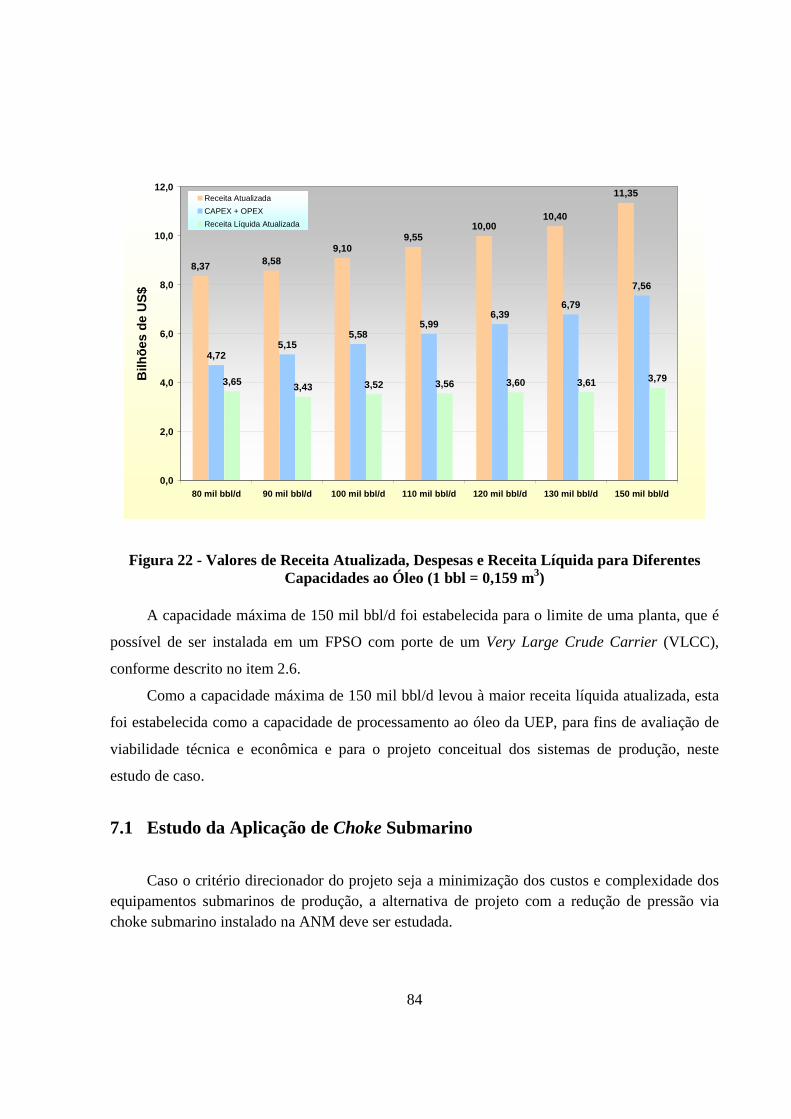
84
Figura 22 - Valores de Receita Atualizada, Despesas e Receita Líquida para Diferentes Capacidades ao Óleo (1 bbl = 0,159 m3)
A capacidade máxima de 150 mil bbl/d foi estabelecida para o limite de uma planta, que é
possível de ser instalada em um FPSO com porte de um Very Large Crude Carrier (VLCC),
conforme descrito no item 2.6.
Como a capacidade máxima de 150 mil bbl/d levou à maior receita líquida atualizada, esta
foi estabelecida como a capacidade de processamento ao óleo da UEP, para fins de avaliação de
viabilidade técnica e econômica e para o projeto conceitual dos sistemas de produção, neste
estudo de caso.
7.1 Estudo da Aplicação de Choke Submarino
Caso o critério direcionador do projeto seja a minimização dos custos e complexidade dos equipamentos submarinos de produção, a alternativa de projeto com a redução de pressão via choke submarino instalado na ANM deve ser estudada.
8,37 8,589,10
9,5510,00
10,40
11,35
4,725,15
5,585,99
6,396,79
7,56
3,65 3,43 3,52 3,56 3,60 3,61 3,79
0,0
2,0
4,0
6,0
8,0
10,0
12,0
80 mil bbl/d 90 mil bbl/d 100 mil bbl/d 110 mil bbl/d 1 20 mil bbl/d 130 mil bbl/d 150 mil bbl/d
Bilh
ões
de U
S$
Receita Atualizada
CAPEX + OPEX
Receita Líquida Atualizada

85
Neste sentido, a ferramenta possibilitou a comparação entre a quebra de pressão em choke posicionado na ANM e a quebra de pressão apenas na chegada à UEP.
A redução de classes de pressão dos equipamentos submarinos é justificada, pois para maiores pressões, maiores espessuras das linhas e risers submarinos são requeridas. Com isto, há impactos em aumento de custo, em pesos e esforços de tração maiores no acoplamento com a UEP. Mais dificuldades de lançamento das linhas também são esperadas.
Entretanto, o escoamento com pressões maiores evita dificuldades de aprovação junto às entidades classificadoras de sistemas submarinos de proteção contra sobre pressão, já que estes não são mais requeridos.
A Figura 23 mostra os perfis de pressão e de vazões de produção para uma pressão mínima de reservatório de 550 bar(a). Esta pressão foi estabelecida com base na pressão de bolha do fluido de reservatório de 450 bar(a), considerando margem segura para evitar a liberação de gás em meio poroso.
Figura 23 - Perfis de pressão e de vazões, pressão mínima de reservatório de 550 bar(a) (1 bar = 1x105 Pa; 1 bbl = 0,159 m3)
A partir da análise dos resultados apresentados na Figura 23, verifica-se que a produção ocorre em duas etapas, conforme esperado.
0
100
200
300
400
500
600
700
800
900
1000
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Ano de Produção
Pre
ssão
(ba
ra)
0
50
100
150
200
250
Vaz
ões
(10
3 bbl
/d)
Pressão Média do Reservatório
Pressão na ANM
Pressão a Jusante do Choke
Pressão na Base do Riser
Pressão na UEP
Vazão de Óleo Produzido
Vazão de Água Produzida
Vazão de Líquido Produzido
Vazão de Injeção de Água
Etapa de Declínio Natural da Pressão do Reservatório
Etapa de Manutenção da Pressão do Reservatório1 2

86
Na etapa de declínio natural de pressão do reservatório, verifica-se um rápido aumento da vazão de óleo produzido, em função do cronograma de entrada dos poços produtores, até atingir um patamar constante em 150 mil bbl/d, valor limitado pela capacidade de processamento da planta de superfície.
Neste período de produção, a pressão média do fluido de reservatório sofre uma depleção de 910 bar(a) para 550 bar(a), sendo mantida constante a partir daí.
Após a entrada de todos os poços produtores, enquanto a pressão de chegada à UEP é maior que a pressão mínima permitida é possível manter o patamar de produção, pois a queda de pressão do reservatório é compensada com a queda de pressão na superfície.
No início do segundo ano de produção, a pressão na UEP atinge o valor mínimo de 25 bar(a), conforme é possível observar pela linha 1 na Figura 23. Como a pressão do reservatório continua a declinar e não é possível reduzir a pressão de recebimento na UEP, ocorre um declínio na vazão de óleo produzido.
No instante em que a pressão mínima do reservatório é atingida, tem início a injeção de água para a manutenção da pressão do reservatório. Em seguida, conforme pode ser constatado na Figura 23, a pressão média do reservatório é mantida constante e a vazão de óleo permanece em pequeno patamar até o incremento na produção de água.
A partir da chegada da água injetada nos poços produtores tem inicio o crescimento da fração de água e declínio da fração de óleo, conforme pode ser visualizado pela separação das curvas de produção de óleo e de líquido ilustradas na Figura 23.
Conforme pode ser visualizado na curva verde da Figura 23, a atuação do choke é necessária somente durante a etapa de declínio natural da pressão do reservatório, quando a pressão na ANM encontra-se em valor superior a 344 bar(a) o que ocorre até o terceiro ano de produção.
Caso a capacidade da planta de produção seja restrita a 150 mil bbl/d, não há diferença entre a quebra de pressão em choke posicionado na ANM ou na UEP, para as vazões de produção estudadas, de acordo com os resultados do simulador integrado, que foi desenvolvido neste trabalho.
Desta forma, a redução de pressão em choke submarino não apresentou aspectos negativos para a produção de óleo.

87
Pelo contrário, o escoamento em menores pressões a jusante da ANM apresenta a vantagem do perfil de temperaturas maiores. Isto ocorre devido às maiores vazões volumétricas no escoamento e consequentes maiores velocidades do fluido. Com maiores velocidades a transferência térmica do fluido quente (produzido) para o meio externo frio torna-se menor.
Entretanto existem diversas dificuldades para permitir a redução de classes de pressão dos
equipamentos à jusante do choke submarino, que serão descritos a seguir.
7.1.1 Dificuldade do Projeto com Choke Submarino
A quebra de pressão em choke submarino resulta em menores pressões em fluxo à jusante
da ANM, porém não garante que as pressões se elevem em caso ocorrência de regime transiente.
Em caso de restrição ao fluxo por obstrução, devido a hidratos ou fechamento de válvulas
de bloqueio, as pressões à montante e à jusante do choke tendem a equalizar com o tempo, devido
ao empacotamento dos fluidos no volume confinado entre a fonte de pressão e a obstrução.
Mesmo com este comportamento transiente, a classe de pressão das linhas e risers pode ser
reduzida, desde que um sistema de proteção contra sobre-pressão, comprovadamente eficaz e
homologado, seja instalado. O sistema de segurança é denominado High Integrity Pressure
Protectrion System (HIPPS) ou Over Pressure Protection System (OPPS).
O HIPPS submarino permite a quebra de pressão à jusante do mesmo, devido ao
fechamento da fonte de pressão via válvulas de bloqueio, em caso de elevação da pressão lida por
pressostatos, e atuação do sistema. A Figura 24 apresenta um esquema simplificado de HIPPS
submarino.

88
Figura 24 - Esquema de um HIPPS Submarino – Adaptado de AAR∅∅∅∅ (1995)
Diversos requisitos são necessários para a qualificação e a aprovação por entidade
classificadora, deste sistema. Deve ser comprovada a segurança do sistema para todos os cenários
identificados. Os estudos em transientes devem ser efetuados prevendo todos os cenários
possíveis de obstrução, por exemplo, por hidratos, fechamento espúrio de válvulas e outros.
Caso ocorra uma obstrução por hidratos ou um fechamento de válvula na UEP, o acúmulo
de massa no sistema composto pelo poço, linha e riser de produção, que continua sendo
abastecido pelo reservatório, ocasiona a elevação da pressão. O tempo de fechamento total das
válvulas do HIPPS deve ser inferior ao tempo de elevação da pressão até o valor de projeto dos
sistemas submarinos à jusante do HIPPS.
Apesar dos resultados para a perda de pressão no choke da ANM mostrarem que a curva de
produção não foi afetada negativamente, esta solução pode não ser viável devido ao rápido
crescimento de pressão, durante o tempo de atuação do HIPPS, que pode exceder a pressão de
projeto dos sistemas submarinos.
PT PT PT
SISTEMA DE ATUAÇÃO DO HIPPS
ANM
Linha de ProduçãoVálvulas de
Bloqueio
Pressostatos
Choke
Poço: Fonte de Pressão
Região com Menor Pressão de Projeto
Região com Maior Pressão de Projeto
89
A análise transiente é necessária para o projeto deste sistema. Levando-se em consideração
que os pressostatos são acionados em valor de pressão elevado, a depender do volume do sistema,
o tempo de resposta e fechamento das válvulas, normalmente entre 12 e 120 segundos, pode
resultar em pressões superiores as permitidas em projeto para as linhas e risers.
Com a instalação do HIPPS, o risco de exceder as pressões permitidas em projeto para os
sistemas a jusante, não deixa de existir.
Mesmo com o cumprimento de todos os requisitos previstos nas normas e boas práticas de
projeto é necessário avaliar a situação de escalonamento de um incidente, devido à falha do
HIPPS.
Com isto, mesmo que a instalação do HIPPS se mostre viável, pode ser interessante
especificar os sistemas para uma classe de pressão intermediária, para a qual em caso de falha do
sistema de proteção, o limite plástico do material das linhas e risers não sejam excedidos.
7.2 Otimização do Declínio da Pressão de Reservatório
A definição da pressão mínima do reservatório influencia o tempo de produção por declínio natural de pressão do reservatório, o cronograma de entrada dos poços injetores de água, as vazões de cada poço e a pressão necessária para a injeção de água em reservatório.
O estudo apresentado considerou como premissa, pressão mínima de recebimento de fluidos na UEP à montante do choke de produção de 60 bar(a), valor que será mais bem explorado no item Erro! Fonte de referência não encontrada.. Nas curvas de produção apresentadas neste item não foi considerada a injeção de gas-lift nos poços produtores, que reduziria o peso de coluna hidrostática e aumentaria um pouco as vazões de produção, após o crescimento da fração de água no fluxo produzido.
7.2.1 Influência do Declínio de Pressão na Produção
Valores elevados para a pressão mínima de reservatório podem não trazer ganho, pois a energia do fluido de confinado é superior à necessária para manutenção da vazão de líquido no valor de capacidade de processamento da UEP, respeitando a premissa para a pressão mínima de recebimento de fluidos na UEP de 60 bar(a).
Por outro lado, deixar a pressão do reservatório ser reduzida para valores baixos pode resultar em significativa redução das vazões de líquido, ao longo da curva de produção. Isto

90
ocorre devido ao aumento da fração de água (BSW) e consequente crescimento da coluna hidrostática.
A Figura 25 apresenta as curvas de produção de óleo e de líquido para diferentes valores de pressão mínima de reservatório. A separação entre a curva de óleo e de líquido para cada caso ocorre devido à produção crescente de água, após o breaktrough, Isto ocorre quando a água injetada começa a ser produzida pelos poços produtores.
A Figura 25 mostra que a pressão mínima de reservatório de 700 bar(a) é suficiente para manter o patamar de produção de líquido ao longo da vida produtiva do reservatório.
Manter a pressão média do reservatório em nível mais elevado não é necessário do ponto de vista de otimização energética, pois a energia proveniente do excesso de energia teria que ser reduzida em choke de produção, localizado no recebimento de cada poço pela UEP, para não exceder a capacidade ao líquido de 150 mil bbl/d.
Figura 25 - Curvas de Produção de Óleo e de Líquido para Várias Pressões Mínimas de Reservatório (1 bbl = 0,159 m3)
Deixar a pressão de reservatório declinar abaixo do valor médio de 700 bar(a) é prejudicial para a curva de produção de líquido, que não permanece mais em patamar de produção de 150 mil bbl/d.

91
Entre os casos com pressão mínima de reservatório entre 650 bar(a) e 600 bar(a) ocorre um acentuado declínio em vazão de líquido, que pode ser explicado pela redução das diferenças de energia entre as condições dos fluidos em reservatório e na chegada à UEP.
A redução de vazão ocorre, pois a pressão mínima de recebimento de fluidos na UEP de 60 bar(a) já foi atingida, porém a pressão do reservatório continua a declinar. Para manter a condição de contorno da pressão de recebimento de fluidos na UEP de 60 bar(a), sendo que a pressão de reservatório continua a ser reduzida, a diferença de pressão entre o reservatório e a UEP também deve ser reduzida. Consequentemente, a energia disponível para a elevação natural do petróleo é reduzida.
A Figura 26 evidencia que para pressões do reservatório inferiores a 700 bar(a), a redução da pressão de recebimento de fluidos na UEP de 60 bar(a) para 25 bar(a) passa a ser vantajosa em termos de volume de óleo produzido ao longo de vinte e cinco anos de produção.
Figura 26 - Volumes de Óleo Produzido ao Longo de 25 anos para diferentes Pressões do Reservatório e de Chegada à UEP (1 bar = 1x105 Pa; 1 bbl = 0,159 m3)
7.2.2 Influência sobre a Pressão de Injeção de Água
Para maiores pressões do reservatório a pressão da injeção de água do mar em reservatório e a potência necessária para a elevação da pressão aumentam.
0,45
0,39
0,49
0,44
0,510,48
0,50 0,50
0,00
0,10
0,20
0,30
0,40
0,50
0,60
25 60 25 60 25 60 25 60
550 600 650 700
Caso
Vol
ume
de Ó
leo
Pro
duzi
do (
bilh
ões
de b
bl)
Pressão na UEP (bara)
Pressão no Reservatório (bara)

92
A Tabela 8 mostra as pressões de injeção de água na saída da UEP e as potências de bombeamento calculadas para a elevação da pressão da água captada no mar para a injeção em reservatório.
Tabela 8- Pressão de Injeção de Água na Saída da UEP e Potência Necessária par as Bombas de Injeção de 210 mil bbl/d de Água do Mar em Reservatório
Para a elaboração da tabela foi considerado o Índice de Injetividade de 470 mil (bbl/d)/bar e a mesma configuração geométrica dos poços apresentada na Tabela 6 do Capítulo 5.
Considerando três poços injetores de água, para a injeção de 210 mil bbl/d de água, correspondente à vazão de reposição dos volumes produzidos em condição de reservatório, a pressão requerida na saída da UEP para a injeção de água se eleva de 163 bar(a) para 313 bar(a), quando a pressão do reservatório se eleva de 550 bar(a) para 700 bar(a).
Considerando a eficiência termodinâmica de 70 %, para a elevação da pressão atmosférica para a pressão de injeção requerida, a potência termodinâmica se eleva de 15,2 MW para 29,2 MW, resultando em aumento de 91 % na potência de bombeio.
Entretanto, como será apresentado no item Erro! Fonte de referência não encontrada., mesmo com este expressivo aumento na demanda energética para a injeção de água, em uma avaliação global da planta de processamento primário, a pressão de reservatório de 700 bar(a), após a etapa de declínio natural de pressão, é vantajosa do ponto de vista energético.

93
7.3 Otimização da Pressão de Chegada à UEP
A redução da pressão de recebimento de fluidos na planta de produção pode resultar em aumento no potencial de produção dos poços, entretanto existe um limite para a pressão mínima de recebimento de fluidos, principalmente em função de impactos no sistema de compressão de gás para a exportação e injeção, e da demanda energética requerida para a compressão de gás.
A limitação de temperatura dos materiais e a diminuição da eficiência termodinâmica da compressão, que ocorre com o aumento da temperatura resultam na necessidade de limitar a razão de compressão de cada estágio de compressão.
O aquecimento do gás ocasionado pela compressão, em decorrência da elevação da pressão requer a divisão dos sistemas de compressão em estágios, com resfriamento seguido de vaso de extração de hidrocarbonetos e água líquidos, entre cada estágio.
A potência total necessária para a compressão depende da pressão do primeiro separador, bem como das pressões dos estágios de separação subsequentes.
Para pressões muito baixas no primeiro estágio de separação, a vazão de gás separada neste vaso é maior, porém a pressão de sucção da compressão principal é menor. As vazões separadas em pressões menores nos estágios subsequentes, também são menores.
Um ponto ótimo deve existir para a pressão do primeiro separador que, em função das vazões de separação no primeiro estágio e nos estágios subsequentes e das pressões de sucção minimiza a função objetivo potência total de compressão para a exportação de gás.
A Figura 27 mostra no eixo da esquerda os valores de potência total de compressão em função das diferentes pressões mínimas de chegada à UEP. A pressão considerada é à montante do choke de produção de cada poço, sendo que a pressão do primeiro separador apresenta a pressão de operação 55 bar(a) inferior devido à perda de pressão em choke de produção.

94
Figura 27 - Potência de Compressão de Vazões de Óleo Estabilizado em Função da Pressão de Chegada (1 bar = 1x105 Pa; 1 bbl = 0,159 m3)
Para pressões de chegada inferiores ou iguais a 60 bar(a) o tratamento de óleo foi efetuado em três estágios, enquanto que para pressões superiores, o tratamento foi efetuado em quatro estágios de separação.
Para esta análise, a pressão do último estágio de separação foi de 3 bar(a), correspondente à pressão máxima para permitir a estabilização segura do óleo. As pressões dos estágios intermediários foram obtidas mantendo-se a mesma razão entre a pressão de cada estágio e o estágio seguinte.
Analisando a Figura 27 pode-se constatar que o valor de 80 bar(a) para a pressão mínima de recebimento de fluidos resulta na minimização da potência total de compressão. Porém o valor de 60 bar(a) resulta na máxima vazão de óleo estabilizado, com ganho percentual de 0,2 %.
Como a diferença de potência total é de apenas 0,5 MW, para os valores de pressão mínima de recebimento de 60 bar(a) e 80 bar(a) pode-se adotar a pressão de 60 bar(a), como ponto ótimo, considerando simultaneamente, as funções objetivos de minimização da potência total de compressão e maximização da vazão de óleo estabilizado.
42,7
38,4
35,332,9
31,129,7 29,8 28,8 27,9 27,2 26,7 26,3 26,4
28,5
151,05 151,05 151,03150,99
150,94150,89
151,98 151,97151,93
151,88151,81
151,74
151,64
151,50
0
5
10
15
20
25
30
35
40
45
20 25 30 35 40 45 50 55 60 65 70 75 80 85
25 30 35 40 45 50 55 60 65 70 75 80 85 90Pressões Mínimas de Chegada na UEP e de Separação (bara)
Pot
ênci
a de
Com
pres
são
(MW
)
150,20
150,40
150,60
150,80
151,00
151,20
151,40
151,60
151,80
152,00
152,20
Vaz
ão d
e Ó
leo
Est
abili
zado
(m
ilbbl
/d)
POTÊNCIA TOTAL DE COMPRESSÃO
VAZÃO DE ÓLEO ESTABILIZADO
Chegada
Separação

95
7.4 Otimização da Planta de Produção
A otimização da planta de produção tem grande impacto na solução integrada para o projeto conceitual do desenvolvimento do campo. As capacidades de produção são limitadas pelo tamanho e peso de equipamentos que é possível instalarem e operar com segurança sobre o convés das UEPs do campo marítimo de petróleo.
No caso de reservas de grande potencial, é importante otimizar os processos da planta de produção para atender às máximas capacidades de produção, minimizando o número de UEPs necessárias para o desenvolvimento do campo. Assim, a demanda energética e o custo de capital da planta de produção são minimizados.
7.4.1 Otimização da Configuração da Planta
A principal vantagem de manter a configuração da planta de tratamento com quatro estágios de separação é a possibilidade de trabalhar tanto com a pressão de recebimento em 60 bar(a) como em 25 bar(a), no primeiro estágio de separação.
Esta definição pode se mostrar importante, caso ocorra o declínio da pressão no reservatório para valores abaixo de 700 bar(a), devido a atraso no cronograma de entrada de poços injetores, por exemplo, pode ser interessante reduzir a pressão de recebimento de fluidos para manter as vazões de produção em níveis mais elevados. É importante prever flexibilidade e robustez em projeto dos sistemas de produção, para a adequada operação em caso de atraso no cronograma de entrada dos poços injetores.
A configuração de planta apresentada na Figura 28 é sugerida. Nesta configuração, o primeiro estágio de processamento de óleo deve operar quando a pressão de recebimento de fluidos for igual ou superior a 60 bar(a). Este cenário deve ocorrer durante o patamar de produção de óleo, quando a restrição encontra-se na capacidade de processamento de líquido de 150 mil bbl/d.

96
Figura 28 - Esquema da Configuração da Planta de Produção
A operação com elevada pressão de separação, durante o patamar de produção, permite a substancial economia de energia, conforme pode ser visualizado na Figura 29. Operando com a pressão de 60 bar(a), a demanda energética de compressão é de 27 MW, enquanto que operando com a pressão de 25 bar(a), a demanda energética é de 37MW, valor 37 % superior.
Tratamentode ÁguaProduzida
Choke de Produção
PoçosProdutores
1º Estágio de Separação
2º Estágio de Separação
3º Estágio de Separação
4º Estágio de Separação
Armazenamento
Aqu
ece
dor
de
Pro
duçã
o
Apr
ovei
tad
orde
C
alor
Exportação
1º Estágio de Compressão
2º Estágio de Compressão
3º Estágio de Compressão
4º Estágio de Compressão
5º Estágio de Compressão
1
2
3
4
P2
P1
E1
E2
URV-1URV-2
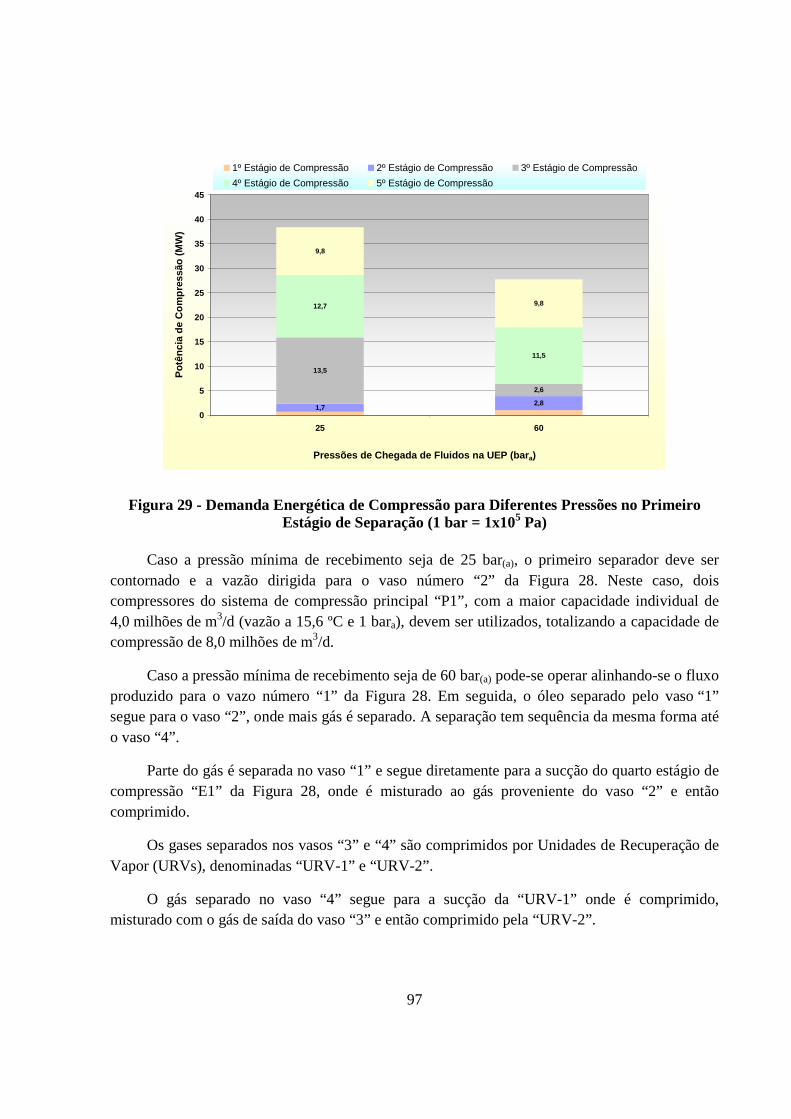
97
Figura 29 - Demanda Energética de Compressão para Diferentes Pressões no Primeiro Estágio de Separação (1 bar = 1x105 Pa)
Caso a pressão mínima de recebimento seja de 25 bar(a), o primeiro separador deve ser contornado e a vazão dirigida para o vaso número “2” da Figura 28. Neste caso, dois compressores do sistema de compressão principal “P1”, com a maior capacidade individual de 4,0 milhões de m3/d (vazão a 15,6 ºC e 1 bara), devem ser utilizados, totalizando a capacidade de compressão de 8,0 milhões de m3/d.
Caso a pressão mínima de recebimento seja de 60 bar(a) pode-se operar alinhando-se o fluxo produzido para o vazo número “1” da Figura 28. Em seguida, o óleo separado pelo vaso “1” segue para o vaso “2”, onde mais gás é separado. A separação tem sequência da mesma forma até o vaso “4”.
Parte do gás é separada no vaso “1” e segue diretamente para a sucção do quarto estágio de compressão “E1” da Figura 28, onde é misturado ao gás proveniente do vaso “2” e então comprimido.
Os gases separados nos vasos “3” e “4” são comprimidos por Unidades de Recuperação de Vapor (URVs), denominadas “URV-1” e “URV-2”.
O gás separado no vaso “4” segue para a sucção da “URV-1” onde é comprimido, misturado com o gás de saída do vaso “3” e então comprimido pela “URV-2”.
1,72,8
13,5
2,6
12,7
11,5
9,8
9,8
0
5
10
15
20
25
30
35
40
45
25 60
Pressões de Chegada de Fluidos na UEP (bar a)
Pot
ênci
a de
Com
pres
são
(MW
)1º Estágio de Compressão 2º Estágio de Compressão 3º Estágio de Compressão
4º Estágio de Compressão 5º Estágio de Compressão

98
A capacidade de geração de energia pode ser reduzida, caso seja aceitável a premissa de operar somente com a pressão de recebimento de fluidos em 60 bar(a) ao longo de toda a vida produtiva, ou pelo menos, até que a vazão de gás tenha sido reduzida a ponto de compensar a maior demanda energética de compressão para o caso de operar na pressão de recebimento em 25 bar(a).
Para otimizar a demanda energética, caso seja necessária a operação do primeiro vaso de separação com a pressão de 25 bar(a), a instalação do sistema de compressão “P2” foi prevista. Este sistema de compressão foi dimensionado com menor capacidade e, portanto, com menor demanda energética.
Com esta configuração, a potência máxima de compressão do terceiro estágio de compressão pode ser reduzida de 5,7 MW para 2,6 MW, como pode ser visualizado na Figura 30. Porém o impacto na potência total de compressão é de 31 MW para 28 MW.
O acréscimo de dois compressores “P2” com capacidade de 1,8 MW apresenta grande impacto em aumento de complexidade e custo da planta de processamento frente à economia de energia de apenas 3 MW. Portanto a instalação dos compressores “P2” não é recomendada neste caso.
Figura 30 - Potencias de Compressão para Diferentes Pressões de Recebimento
1,7 2,8 2,8
13,55,7
2,6
12,7
11,5
11,5
9,8
9,8
9,8
0
5
10
15
20
25
30
35
40
45
25 55 55
25 60 60
- Sem Compressor P2 Com Compressor P2
Pressões do Primeiro Estágio de Separaçao (bar a)Pressões de Chegada de Fluidos na UEP (bar a)
Pot
ênci
a de
Com
pres
são
(MW
)
1º Estágio de Compressão 2º Estágio de Compressão 3º Estágio de Compressão
4º Estágio de Compressão 5º Estágio de Compressão
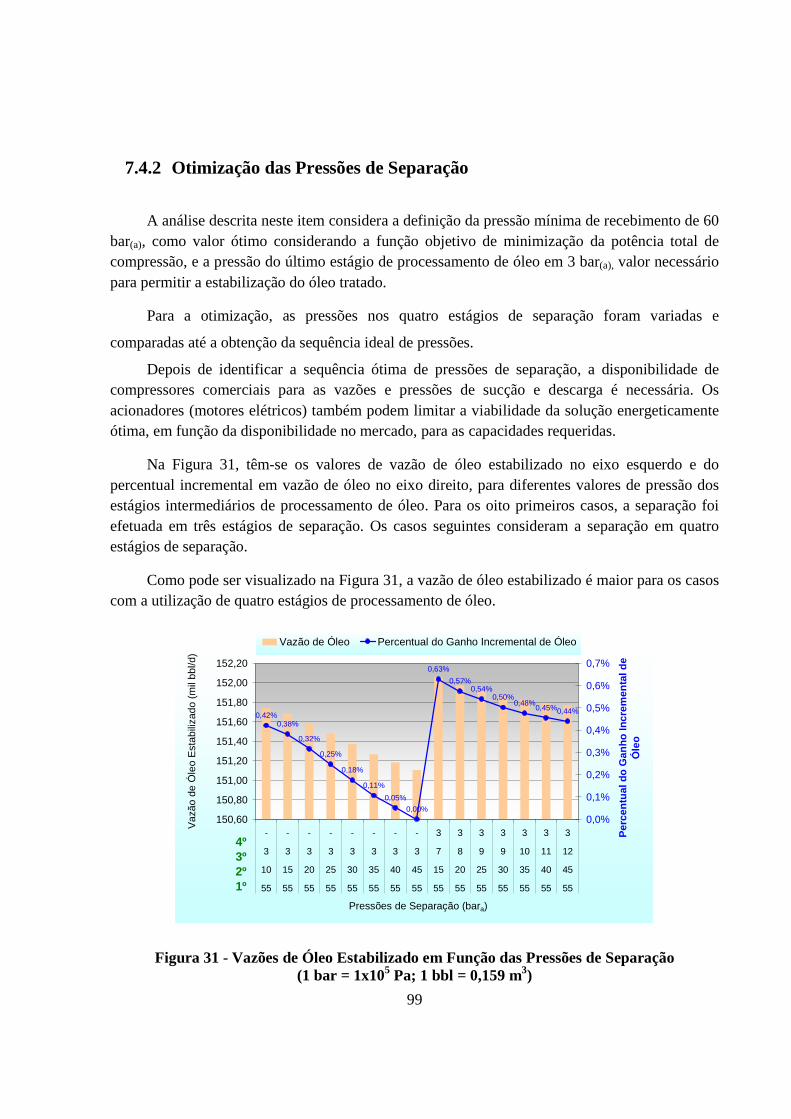
99
7.4.2 Otimização das Pressões de Separação
A análise descrita neste item considera a definição da pressão mínima de recebimento de 60 bar(a), como valor ótimo considerando a função objetivo de minimização da potência total de compressão, e a pressão do último estágio de processamento de óleo em 3 bar(a), valor necessário para permitir a estabilização do óleo tratado.
Para a otimização, as pressões nos quatro estágios de separação foram variadas e
comparadas até a obtenção da sequência ideal de pressões.
Depois de identificar a sequência ótima de pressões de separação, a disponibilidade de compressores comerciais para as vazões e pressões de sucção e descarga é necessária. Os acionadores (motores elétricos) também podem limitar a viabilidade da solução energeticamente ótima, em função da disponibilidade no mercado, para as capacidades requeridas.
Na Figura 31, têm-se os valores de vazão de óleo estabilizado no eixo esquerdo e do percentual incremental em vazão de óleo no eixo direito, para diferentes valores de pressão dos estágios intermediários de processamento de óleo. Para os oito primeiros casos, a separação foi efetuada em três estágios de separação. Os casos seguintes consideram a separação em quatro estágios de separação.
Como pode ser visualizado na Figura 31, a vazão de óleo estabilizado é maior para os casos com a utilização de quatro estágios de processamento de óleo.
Figura 31 - Vazões de Óleo Estabilizado em Função das Pressões de Separação (1 bar = 1x105 Pa; 1 bbl = 0,159 m3)
0,42%0,38%
0,32%
0,25%
0,18%
0,11%
0,05%
0,00%
0,63%
0,57%0,54%
0,50%0,48%
0,45%0,44%
150,60
150,80
151,00
151,20
151,40
151,60
151,80
152,00
152,20
- - - - - - - - 3 3 3 3 3 3 3
3 3 3 3 3 3 3 3 7 8 9 9 10 11 12
10 15 20 25 30 35 40 45 15 20 25 30 35 40 45
55 55 55 55 55 55 55 55 55 55 55 55 55 55 55
Pressões de Separação (bara)
Vaz
ão d
e Ó
leo
Est
abili
zado
(m
il bb
l/d)
0,0%
0,1%
0,2%
0,3%
0,4%
0,5%
0,6%
0,7%
Per
cent
ual d
o G
anho
Incr
emen
tal d
e Ó
leo
Vazão de Óleo Percentual do Ganho Incremental de Óleo
4º3º2º1º

100
A maximização da vazão de óleo estabilizado ocorre para as seguintes pressões intermediárias de separação: 15 bar(a) no segundo e 7 bar(a) no terceiro estágio de processamento de óleo.
Entretanto, este caso resulta em elevadas vazões de gás para o terceiro estágio de compressão, conforme destacado com a seta azul na Figura 32. A vazão de gás é próxima ao dobro do caso destacado com a seta vermelha. As vazões de gás dos demais estágios de compressão são muito próximas entre si, para todos os casos avaliados.
Figura 32 - Vazões de Gás para Cada Estágio de Compressão em Função das Pressões Intermediárias de Processamento de Óleo (1 bar = 1x105 Pa)
Portanto, o caso “11” destacado na Figura 33 permite a otimização das pressões de separação considerando os aspectos de vazão de óleo estabilizado, capacidades e potências de cada estágio de compressão. As pressões de cada vaso de separação são respectivamente de 55 bar(a) para o primeiro, 25 bar(a) para o segundo estágio, 9 bar(a) para o terceiro estágio e 3 bar(a) para o quarto.
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
8,0
9,0
- - - - - - - - 3 3 3 3 3 3 3
3 3 3 3 3 3 3 3 7 8 9 9 10 11 12
10 15 20 25 30 35 40 45 15 20 25 30 35 40 45
55 55 55 55 55 55 55 55 55 55 55 55 55 55 55
Pressões de Recebimento na UEP (bar a)
Vaz
ão d
e G
ás a
15,
6ºC
e 1
01,3
x10
3 Pa
(m
ilhõe
s de
m3 /d
)
1º Estágio de Compressão 2º Estágio de Compressão 3º Estágio de Compressão
4º Estágio de Compressão 5º Estágio de Compressão
4º3º2º1º
9
11

101
Figura 33- Potência de Compressão para Diferentes Pressões de Processamento de Óleo (1 bar = 1x105 Pa)
7.5 Otimização do Consumo Energético
Nos capítulos anteriores, a pressão mínima do reservatório e pressão mínima de recebimento
de fluidos na superfície foram otimizadas, com o objetivo de maximizar o volume de petróleo
produzido e minimizar o consumo energético dos sistemas de compressão de gás e de bombeio de
água para a injeção em reservatório. A abordagem foi individual para o sistema de compressão e
de bombeio e não considerou uma avaliação global em termos de demanda energética.
O objetivo deste capítulo é de investigar qual par de pressões que permite a maximização do
volume de petróleo produzido, também resulta na minimização do consumo energético da planta
de produção, considerando simultaneamente a energia necessária para a compressão de gás e para
a injeção de água em reservatório.
O par de pressões, de reservatório e de recebimento de fluidos na superfície, respectivamente
de 600 bar(a) e 25 bar(a) e de 700 bar(a) e 60 bar(a) apresentaram valores similares de volume de
1,0 2,2 3,5 4,8 6,3 7,99,6
11,5
0,6 0,8 1,0 1,1 1,2 1,3 1,5
5,1 2,9 1,81,2
0,80,5
0,30,2
2,0 2,5 3,0 3,6 4,2 4,8 5,5
5,12,9 1,8 1,2
12,8
4,5 2,6 1,6 1,1 0,7 0,4
11,5
11,5 11,5 11,5 11,511,5
11,511,5
11,5
11,511,5 11,5 11,5 11,5 11,5
9,8
9,8 9,8 9,8 9,89,8
9,89,8
9,8
9,89,8 9,8 9,8 9,8 9,8
0
5
10
15
20
25
30
35
40
- - - - - - - - 3 3 3 3 3 3 3
3 3 3 3 3 3 3 3 7 8 9 9 10 11 12
10 15 20 25 30 35 40 45 15 20 25 30 35 40 45
55 55 55 55 55 55 55 55 55 55 55 55 55 55 55
Pressões de Recebimento na UEP (bar a)
Pot
ênci
a de
Com
pres
são
(MW
)
1º Estágio de Compressão 2º Estágio de Compressão 3º Estágio de Compressão
4º Estágio de Compressão 5º Estágio de Compressão
4º3º2º1º
11

102
petróleo recuperado após 25 anos de produção, considerando os resultados do simulador
desenvolvido.
Para o primeiro par de pressões de 600 bar(a) e 25 bar(a), a pressão de injeção de água em
reservatório e, consequentemente, a energia necessária para o bombeio são menores que o
segundo par de pressões.
Entretanto, para este cenário, a menor pressão de recebimento de fluidos na superfície resulta
em maior razão de compressão de gás necessária para elevar a pressão para a exportação de gás.
Conforme apresentado na Figura 34, o par de pressões, de reservatório e de recebimento de
fluidos na superfície de respectivamente 700 bar(a) e 60 bar(a) permite otimizar o consumo
energético da planta de produção.
Figura 34 - Otimização dos Pares de Pressão Mínima do Reservatório e Pressão Mínima de Recebimento de Fluidos no Primeiro Separador da Planta de Produção (1 bar = 1x105 Pa)
1621
4323
0
10
20
30
40
50
60
70
600 700
25 60
Pressão do Reservatório (bara)Pressão na Superfície (bara)
Pot
ênci
a D
eman
dada
(M
W)
Injeção de Água Compressão
103
8 CONCLUSÕES E RECOMENDAÇÕES
No presente trabalho, uma ferramenta para a análise integrada entre reservatório, escoamento e processamento foi desenvolvida e aplicada para o estudo de caso de um campo marítimo de elevada pressão.
A seguir, as conclusões gerais e específicas do trabalho são apresentadas.
8.1 Conclusões Gerais
Para as condições testadas, a ferramenta desenvolvida em função da análise integrada desenvolvida apresentou respostas compatíveis com as de modelo de reservatório simplificado de mesmo volume poroso gerado em simulador comercial CMG-IMEX.
Os resultados obtidos com o algoritmo desenvolvido foram compatíveis com os obtidos via simulador comercial de escoamento PIPESIM. A modelagem termodinâmica composicional de fluidos, que foi rigorosa, se mostrou muito importante para o desempenho do modelo de escoamento multifásico de Beggs & Brill.
A metodologia desenvolvida permitiu uma visão integrada do caso apresentado como desafio para a realização de um projeto conceitual de desenvolvimento. Em uma etapa inicial de projeto, quando poucas informações e muitas incertezas se apresentam, a ferramenta permitiu propor e avaliar alternativas para os sistemas de produção, otimizá-las e verificar impactos das restrições de capacidades dos sistemas de produção.
A metodologia desenvolvida permitiu a otimização de alguns aspectos do projeto conceitual do desenvolvimento de um campo de elevada pressão relacionados aos sistemas de produção como a pressão mínima de recebimento de fluidos pela UEP, e de parâmetro que não fazem parte do sistema de produção, porém impacta este diretamente, como a depleção pressão do reservatório após a etapa de declínio natural de pressão.
8.2 Conclusões Específicas ao Estudo de Caso
A pressão mínima de reservatório de 700 bar(a) (após a etapa de declínio natural de pressão) permitiu manter a pressão mínima de recebimento de fluidos na UEP em 60 bar(a), valor que minimiza o consumo energético da planta de tratamento e compressão de gás para a exportação, via gasoduto.

104
Não houve perda de receita ocasionada pelo aumento da pressão de recebimento de acordo com os resultados de simulações utilizando o modelo desenvolvido.
Uma maior depleção do reservatório poderia resultar em redução de pressão de injeção de água requerida. Entretanto, mesmo considerando a maior pressão e potência requerida para o acionamento das bombas de injeção de água, a pressão mínima de reservatório de 700 bar(a) associada à pressão mínima de recebimento de fluidos na UEP em 60 bar(a), resulta na minimização do consumo energético da planta de produção e injeção.
A escolha da configuração de planta de produção que permite a redução da pressão de recebimento para 25 bar(a) é recomendada, devido às incertezas no cronograma de entrada de poços injetores de água, nas transmissibilidades e molhabilidades do reservatório ao óleo e à água, e seus impactos em produção.
As pressões de cada vaso de separação de respectivamente, 55 bar(a) para o primeiro estágio, 25 bar(a) para o segundo estágio, 9 bar(a) para o terceiro estágio e 3 bar(a) para o quarto estágio, podem ser definidas como condição que otimiza a planta, considerando os aspectos de vazão de óleo estabilizado, capacidades e potência de cada estágio de compressão.
8.3 Recomendações de Trabalhos Futuros
Recomenda-se o desenvolvimento de análise integrada, bem como a avaliação da aplicação da ferramenta de simulação gerada para a avaliação de impactos de incertezas de reservatório sobre os sistemas de produção.
Recomenda-se efetuar estudo de sensibilidade do comportamento dos resultados da ferramenta desenvolvida frente à alteração da composição e das propriedades de fluidos.

105
REFERÊNCIAS
AARØ, R. Subsea HIPPS Design Procedure. Paper OTC 7829, 27th Annual OTC. Houston, 1-4, Maio, 1995.
AGEH, E. A.; ADEGOKE, O. J. UZOH. Using Integrated Production Modeling (IPM) as an Optimization Tool for Field Development Planning and Management. Paper SPE 140625, presented at 34th Annual SPE International Conference and Exhibition, Tinapa – Calabar, Nigeria, 31 July – 7 august 2010.
AHMED, TAREK. Advanced Reservoir Engineering. Book, published by Elsevie, New York, NY, U.S.A., 2004.
AHMED, TAREK. Reservoir Engineering. Book, published by Elsevie, New York, NY, U.S.A., 2006.
AMUDO, C.; WALTERS, M. S. ; O’REILLY, D. I. ; CLOUGH, M. D.; BEINKE, J. P.; SAWIRIS, R. S. T.. Best Pratices and Lessons Learned in the Construction and Maintenance of a Complex Gas Asset Integrated Production Model (IPM). Paper SPE 146968, SPE Asia Pacific Oil and Gas Conference and Exhibition. . Jakarta – Indonesia, 20-22, Setembro, 2011.
ARPS, J. J. Analysis of Decline Curves. Paper AIME 160, 1945.
BARROUX, C.C., DUCHET-SUCHAUX, P., SAMIER, P., NABIL, R.: Linking Reservoir and Surface Simulator: How to Improve the Coupled Solutions. SPE 65159. European Petroleum Conference, Paris, França, 24 e 25 de Outubro de 2000.
BEHRENBRUCH, P. Offshore Oilfield Development Planning: Project Feasibility and Key Consideration, paper SPE 22957, presented at 1991 SPE Asia Pacific Conference, Perth, Nov. 4-7.
BERKEL, J. T.; DEINUN, G.; MASON, T. L.: Blending Optimization of Contaminated Gas in a Miscible Gasflood., paper IPTC 11613, presented at the International Petroleum Technology Conference, Dubai, U.A.E., December, 4-6, 2006.
BERKEL, J. T.; HASSAN, A. A., HAYNES, B.: Simplification of Coupled Reservoir and Facility Modelling o Facilitate Efficient Decision-Making: An Example of Miscible Sour Gas Flood for Enhanced Oil Recovery, paper SPE 125201, presented at SPE Annual Technical Conference and Exhibition, New Orleans, Lousiana, USA, 4-7, October, 2009.

106
BIRREL, N. D. Deepwater Engineering Trends, paper OTC 7629 presented at The 26 th Annual OTC, Houston, May 5-9, 1994.
BYER, T.J., EDWARDS, M.G.; AZIS, K.: Preconditioned Newton Methods for Fully Coupled Reservoir and Surface Facility Models, paper SPE 49001 prepared for presentation at the 1998 SPE Annual Technical Conference and Exhibition, New Orleans, 27–30 September.
COATS, B.K., FLEMING, G.C., WATTS, J.W., RAMÉ, M., SHIRALKAR, G.S.: A Generalized Weelbore and Surface Facility Model, Fully Coupled to a Reservoir Simulator. Paper SPE 87913, SPE Evaluations & Engineering, Abril, 2004.
CORRÊA, A.C. F., Previsão de comportamento de reservatórios sob influxo natural ou injeção de água, Boletim Técnico de Produção de Petróleo da Petrobras, volume 1, n01, Rio de Janeiro, RJ, Brasil, 2006, pág. 51-66.
CORRÊA, A. C. F. Forecasting Oil Production in Waterflooded Reservoirs. Paper SPE 107992, Latin American and Caribbean Petroleum Engineering Conference. Buenos Aires, 15-18, Abril, 2007.
COSTA, L. R. Optimization Models for Offshore Oil Field Development, Ph dissertation, Case Western Reserve University, Cleveland, Ohio, 1975.
COUET, B.; BURRIDGE, R.; WIKINSON, D.: Optimization Under Reservoir Financial Uncertainty. Paper presented at European Conference on the Mathematics of Oil Recovery (ECMOR), Baveno, Italy, 5-8 september, 2000.
DAKE, L. P. (1994). The Pratice of Reservoir Engineering. Amesterdan: Elsevier.
DEMPSEY, J.R. et al.: “An Efficient Method for Evaluating Gas Field Gathering System Design,” JPT (September 1971) 1067.
EDGAR, T. F. Optimization of Chemical Processes, book, published by McGraw-Hill, New York, NY, U.S.A., 2001.
EVANS, J. HARVEY. Ship Structural Design, Cambridge, 1975.
FANG, W. Y., LO, K. K.: A Generalized Well Management Scheme for Reservoir Simulation. SPE 29124. 13º Reservoir Simulation Symposium. Santo Antonio. Texas. EUA. Fevereiro de 1995.
EYKHOOF, P. System Identification. Wiley-Interscience, New York (1974).
FERIA, C. CORREA. Integrated Production Modeling: Advanced but, not Allways Better. Paper SPE 138888, presented at Latin American & Caribbean Petroleum Engineering Conference, Lima, Peru, 1-3 December, 2010.

107
GALEANO, YADIRA DIAZ. Metodologia para o Desenvolvimento de um Campo de Petróleo.: Campinas: Faculdade de Engenharia Mecânica, Departamento de Engenharia de Petróleo, Universidade Estadual de Campinas, 1998. 102 p. Dissertação (Mestrado).
GHETO, G. DE; D’AMATO, M.; BUELLI, M.; NEGRI, I.; GIACOMETTI, L.; ENI, S. P. A.; BONUCELLI, M.; FERRETTI, R.; BASANA, R.: Optimum Offshore Development Schemes Selected with Computer Assistance, paper SPE 50599, presented at European Petroleum Conference , Hague, Netherlands, 20-22, October, 1998.
GHORAYEB, K.; HOLMES, J.; TORRENS, R. Field Planning Using Integrated Surface/Subsurface Modeling. Paper SPE 92381, 14th Middle East Oil & Gas Show and Conference. Bahrain, 12-15, Março, 2005.
GUIMARÃES, MARCELO DA SILVA. Metodologia para a Otimização de Estratégias de Drenagem para Campos de Petróleo em Produção, 129 p. Dissertação (Mestrado em Ciências e Engenharia de Petróleo) – Faculdade de Engenharia Mecânica e Instituto de Geociências, Universidade Estadual de Campinas – UNICAMP, Campinas, 2005.
GUTIERREZ, F; BOULEAU, C.; HOWELL, A.; GEHIN, H. : An Integrated, Innovative Solution to Optimize Hydrocarbon Production Through the use of a Workflow Oriented Approach, paper SPE 118452, presented at SPE Gulf Coast Section 2008 Digital Energy Conference and Exhibition, Houston, Texas, U.S.A., 20-21, May, 2008.
HAUGEN, E. D, HOLMES, J. A., SELVIG, A.: Simulation of Independent Reservoirs Coupled by Global Production and Injection Constraints. SPE 29106. 13º Reservoir Simulation Symposium. Santo Antonio. Texas. EUA. Fevereiro de 1995.
LIAO, T.T.; STEIN, M.H.: Evaluating Operation Strategies via Integrated Asset Modeling, paper SPE 75525 presented at the 2002 SPE Gas Technology Symposium, Calgary, Canadá, 30 April, 2 May, 2002.
LITVAK, M.L.; DARLOW, B.L.: Surface Network and Well Tubinghead Pressure Constraints in Compositional Simulation, paper SPE 29125 presented at the 1995 SPE Symposium on Reservoir Simulation, San Antonio, Texas, 12–15 February.
LITVAK, M.L. et al.: Integration of Prudhoe Bay Surface Pipeline Network and Full Field Reservoir Models, paper SPE 38885 presented at the 1997 SPE Annual Technical Conference and Exhibition, San Antonio, Texas, 5–8 October.
MAGALHÃES, TASSO CORDEIRO BENEVIDES DE. Influência de Restrições Operacionais na Definição das Estratégias de Produção. Campinas: Faculdade de Engenharia Mecânica e Instituto de Geociências, Universidade Estadual de Campinas, 2005. 143 p. Dissertação (Mestrado).

108
MEZOMMO, CRISTINA CLEDIA. Otimização de Estratégia de Recuperação para um Campo de Petróleo. Campinas: Faculdade de Engenharia Mecânica, Universidade Estadual de Campinas, 2000, 129 p. Dissertação (Mestrado).
MICHELSEN, M. L. The Isotermal Plash Problem. Part II. Phase Split Calculation, FLuid Phase Equilibria, Vol 9, Issue 1, December 1982, PP 21-40.
MOCKRIDGE, J. I. Offshore Topside Facilities Optimization. Paper, Journal of Canadian Petroleum Technology. Montreal, July-August, 1986.
MOHAMMED, S. AL-JAWAD; HASSAN, OMAR F.: Correlations for Optimum Separation Pressures for Sequencial Field Separation System. Paper SPE 118225, presented at International Petroleum Exhibition and Conference, Dubai, U.A.E., 3-6, November, 2008.
MOURA FILHO, MARCOS ANTONIO BEZERRA DE, Integração de Análise de Incertezas e Ajuste de Histórico de Produção. Campinas, 2005, 150pp. Dissertação (Mestrado em Ciências e Engenharia de Petróleo) – Faculdade de Engenharia Mecânica e Instituto de Geociências, Universidade Estadual de Campinas – UNICAMP, 2005.
PAIK, JEOM KEE; TAYAMBALLI, ANIL KUMAR.: Ship-Shaped Offshore Installations – Design, Building, and Operation, book, published by Cambridge University Press, New York NY,, U.S.A., 2007.
PALKE, R.M; HORNE, R. N.: Nonlinear Optimization Production Considering Gas Lift and Phase Behavior. Paper SPE 34428, presented at SPE Production Operations Symposium, Oklahoma, E.U.A., 9-11 march, 2011.
PATNI, S.; DAVALATH, J.: Subsea HIPPS: A Way to develop High Pressure Subsea Fields. Paper SPE 89998, SPE Annual Technical Conference and Exhibition. Houston, 26-29, Março, 2004.
PELGROM, J. J.; ANGIBLAUD, L. G.; BOUVET, E. J.; DAVIDSON, C. J.; HOLTSLAG, PAUL.: Integrated Aproach Doubles System Capacity, paper SPE 27736, presented at the European Production Operation Conference and Exhibition, Aberdeen, U. K., 15-17 March, 1994.
PENG, D.Y., ROBINSON, D. B., 1976. A New Two-Constant Equation of State, Industrial and Engineering Chemistry Fundamentals, 1976, (15) 1, PP 59-64.
Phase Behavior. SPE 34428. SPE Production Operations Symposium, Oklahoma, EUA, 9 a 11 de Março de 1997.

109
PINTO, A. C. C.; VAZ, C. E. M.; BRANCO, C. C.; RIBEIRO, JÔNATAS.: An Evaluation of Large Capacity Processing Units for Ultra Deep Water and High GOR Oil Fields. Paper OTC 25274, presented at The Annual Technical Conference, San Antonio, Texas, U.S.A., 05-12, 2014.
RAGHURAMAN, B. Valuation of Technology and Information for Reservoir Risk Management. Paper SPE 85568, presented at The Annual Technical Conference, San Antonio, Texas, U.S.A., 29-September 2-October, 2003.
ROSA, A. J.; XAVIER, A. D.; CARVALHO, R. S. Engenharia de Reservatórios de Petróleo. Livro, Editora Interciência. Rio de Janeiro – RJ, 2006.
ROSA, A.. J., CARVALHO, R.S.: Previsão de Comportamento de Reservatórios de Petróleo – Métodos Analíticos, Editora Interciência, Rio de Janeiro, RJ, Brasil, 2002, pág. 253-255.
SANDLER, S. I. Chemical, Biochemical and Engineering Thermodynimics. Book, published by John Wiley & Sons Inc, 4rd Ed, U.S.A., 2006.
SANTOS, José Augusto Martins. Estudo da Influência da Estratégia de Produção na Análise de Risco de Projetos de E&P. Campinas: Faculdade de Engenharia Mecânica e Instituto de Geociências, Universidade Estadual de Campinas, 2002, 140p., Dissertação de Mestrado.
SCHIOZER, D.J.; AZIZ, K.: Use of Domain Decomposition for Simultaneous Simulation of Reservoir and Surface Facilities, paper SPE 27876 presented at the 1994 SPE Western Regional Meeting, Long Beach, California, 23–25 March.
SHIGUEMATSU, F. M.: Calculo de Saturação de Água em Gás Natural Contendo Gases Ácidos. Rio de Janeiro: Escola de Química, Universidade Federal do Rio de Janeiro, 2014, Dissertação de Mestrado.
SHOHAM, O. Mechanistic Modeling of Gas-Liquid Two-Phase Flow in Pipes. University of Tulsa. Livro, Society of Petroleum Engineers, Tulsa, 2006.
STEWART, G., CLARK, A. C., McBRIDE, S. A.: Field-Wide Production Optimization. SPE 59459. SPE Asia Pacific Conference, Yokohama, Japão, 25 e 26 de Abril de 2000.
STHENER, R. V.; TEIXEIRA, A. F.; VIEIRA, L. F.; SUNJERGA, S.: Urucu Field Production Modeling. Paper SPE 128742, presented at SPE Intelligent Energy Conference and Exhibition, Utrecht, The Netherlands, 23-25 march, 2010.
TEIXEIRA, R. G. I. Escoamento Bifásico Líquido/Vapor em Regime Transiente. Petrobras, Ilha do Fundão. Rio de Janeiro – RJ, 2011.
TESAKER, ∅ystein; ∅VERLAND, ALF MIDITB ∅; ARNESEN, DAG; ZANGL, GEORGE; AL-KNANI, ANDREAS; TORRENS, RICHARD; BAILLEY, WILLIAM; COÜET, BENOÎT; PECHER, RADEK; RODRIQUEZ, NELSON.: Breaking Barriers – The Integrated Asset Model,

110
paper SPE 112223, presented at SPE Intelligent Energy Conference and Exhibition, Amsterdan, The Netherlands, 25-27, February, 2008.
WEI, Y. Z. C.; SATYRO, M.; DONG, C.; DENG, H. Compositional Simulation Using the Advanced Peng-Robinson Equation of State. Paper SPE 141898, SPE Reservoir Simulation Symposium, Woodlands, Texas, USA, 21-23 february, 2011.
WILLIANS, L. M.: Feasibility Studies for Offshore Field Development. Paper SPE 14055, presented at the SPE International Meeting on Petroleum Engineering, Beijing, China, March 17-20, 1986.
WOODHEAD, T. Development of a Generic Life-Cycle Modeling Tool, paper SPE 102948, presented at SPE Annual Technical Conference and Exhibition, San Antonio, Texas, U.S.A., 24-27, September, 2006.
WOODHEAD, T. Development of a Generic Life-Cycle Modeling Tool. Paper SPE 102948, presented at the Annual Technical Conference and Exhibition, San Antonio, Texas, U.S.A., 24-27 September 2006.
ZHANG, C.; ORANGI, A.; BAKSHI, A.; SIE, W. DA.; PRASANNA, V. K.: Model-Based Framework for Oil Production Forecasting and Optimization: A Case Study in Integrated Asset Management. Paper SPE 99979, presented at Intelligent Energy Conference and Exhibition, Amsterdam, The Netherlands, 11-13 April 2006.

111
APÊNDICE A – ALGORÍTMO PARA A OBTENÇÃO DAS
PROPRIEDADES TERMODINÂMICAS EM HYSYS
Public Sub HYSYS_ProcessSimulation(FileName As String)
Set applicationobj = CreateObject("HYSYS.Application")
Dim HyCase As SimulationCase
Dim HyStreams As Streams
Dim HyOp As Operations
Dim hyFlowsheet As Flowsheet
Dim hySubFlowsheets As Flowsheets
Dim hySubFlowsheet As Flowsheet
Dim OIN As ProcessStream
Dim AIN As ProcessStream
Dim GIN As ProcessStream
Dim IN1 As ProcessStream
Dim ANM As ProcessStream
Dim L As ProcessStream
Dim G As ProcessStream
Dim H2O As ProcessStream
Set HyCase = GetObject(FileName, "HYSYS.SimulationCase")
Set HyStreams = HyCase.Flowsheet.MaterialStreams
112
Set hyFlowsheet = HyCase.Flowsheet
Set hySubFlowsheets = hyFlowsheet.Flowsheets
Set GIN = HyStreams.Item("GIN")
Set IN1 = HyStreams.Item("IN1")
Set OIN = HyStreams.Item("OIN")
Set L = HyStreams.Item("L")
Set G = HyStreams.Item("G")
Set H2O = HyStreams.Item("H2O")
Application.ScreenUpdating = False
For I = 1 To 570
HyCase.Solver.CanSolve = False
VP = Worksheets("3").Cells(6 + I, 4)
VT = Worksheets("3").Cells(6 + I, 5)
IN1.Pressure.SetValue VP, "bar"
IN1.Temperature.SetValue VT, "C"
HyCase.Solver.CanSolve = True
MFC = IN1.MassFlow.GetValue("kg/d")
QFC = IN1.ActualVolumeFlow.GetValue("m3/d")
RoFC = IN1.MassDensity.GetValue("kg/m3")
HFC = IN1.MassEnthalpy.GetValue("kJ/kg")
SFC = IN1.MassEntropy.GetValue("kJ/kg-C")

113
kFC = IN1.CpCv.GetValue
TCFC = IN1.ThermalConductivity.GetValue("W/m-K")
Cp = IN1.MassHeatCapacity.GetValue("kJ/kg-C")
MH2O = H2O.MassFlow.GetValue("kg/d")
QH2O = H2O.ActualVolumeFlow.GetValue("m3/d")
RoH2O = H2O.MassDensity.GetValue("kg/m3")
HH2O = H2O.MassEnthalpy.GetValue("kJ/kg")
SH2O = H2O.MassEntropy.GetValue("kJ/kg-C")
kH2O = H2O.CpCv.GetValue
TCH2O = H2O.ThermalConductivity.GetValue("W/m-K")
ML = L.MassFlow.GetValue("kg/d")
QL = L.ActualVolumeFlow.GetValue("m3/d")
RoL = L.MassDensity.GetValue("kg/m3")
HL = L.MassEnthalpy.GetValue("kJ/kg")
SL = L.MassEntropy.GetValue("kJ/kg-C")
kL = L.CpCv.GetValue
MG = G.MassFlow.GetValue("kg/d")
Qg = G.ActualVolumeFlow.GetValue("m3/d")
RoG = G.MassDensity.GetValue("kg/m3")
HG = G.MassEnthalpy.GetValue("kJ/kg")
SG = G.MassEntropy.GetValue("kJ/kg-C")
kG = G.CpCv.GetValue
MOIN = OIN.MassFlow.GetValue("kg/d")
QOIN = OIN.ActualVolumeFlow.GetValue("m3/d")

114
RoOIN = OIN.MassDensity.GetValue("kg/m3")
HOIN = OIN.MassEnthalpy.GetValue("kJ/kg")
SOIN = OIN.MassEntropy.GetValue("kJ/kg-C")
kOIN = OIN.CpCv.GetValue
MGIN = GIN.MassFlow.GetValue("kg/d")
QGIN = GIN.ActualVolumeFlow.GetValue("m3/d")
RoGIN = GIN.MassDensity.GetValue("kg/m3")
HGIN = GIN.MassEnthalpy.GetValue("kJ/kg")
SGIN = GIN.MassEntropy.GetValue("kJ/kg-C")
kGIN = GIN.CpCv.GetValue
viscL = L.Viscosity.GetValue("cP")
viscL = 0.001 * viscL
viscG = G.Viscosity.GetValue("cP")
viscG = 0.001 * viscG
tensionL = L.SurfaceTension.GetValue("dyne/cm")
tensionL = 0.001 * tensionL
Worksheets("3").Cells(6 + I, 9) = MFC
Worksheets("3").Cells(6 + I, 10) = QFC
Worksheets("3").Cells(6 + I, 11) = RoFC
Worksheets("3").Cells(6 + I, 12) = HFC
Worksheets("3").Cells(6 + I, 13) = SFC
Worksheets("3").Cells(6 + I, 14) = kFC
Worksheets("3").Cells(6 + I, 15) = ML
Worksheets("3").Cells(6 + I, 16) = QL

115
Worksheets("3").Cells(6 + I, 17) = RoL
Worksheets("3").Cells(6 + I, 18) = HL
Worksheets("3").Cells(6 + I, 19) = SL
Worksheets("3").Cells(6 + I, 20) = kL
Worksheets("3").Cells(6 + I, 21) = MG
Worksheets("3").Cells(6 + I, 22) = Qg
Worksheets("3").Cells(6 + I, 23) = RoG
Worksheets("3").Cells(6 + I, 24) = HG
Worksheets("3").Cells(6 + I, 25) = SG
Worksheets("3").Cells(6 + I, 26) = kG
Worksheets("3").Cells(6 + I, 27) = MOIN
Worksheets("3").Cells(6 + I, 28) = QOIN
Worksheets("3").Cells(6 + I, 29) = RoOIN
Worksheets("3").Cells(6 + I, 30) = HOIN
Worksheets("3").Cells(6 + I, 31) = SOIN
Worksheets("3").Cells(6 + I, 32) = kOIN
Worksheets("3").Cells(6 + I, 33) = MGIN
Worksheets("3").Cells(6 + I, 34) = QGIN
Worksheets("3").Cells(6 + I, 35) = RoGIN
Worksheets("3").Cells(6 + I, 36) = HGIN
Worksheets("3").Cells(6 + I, 37) = SGIN
Worksheets("3").Cells(6 + I, 38) = kGIN
Worksheets("3").Cells(6 + I, 44) = viscL
Worksheets("3").Cells(6 + I, 45) = tensionL
116
Worksheets("3").Cells(6 + I, 46) = viscG
Worksheets("3").Cells(6 + I, 47) = TCFC
Worksheets("3").Cells(6 + I, 48) = Cp
Worksheets("3").Cells(6 + I, 49) = MH2O
Worksheets("3").Cells(6 + I, 50) = QH2O
Worksheets("3").Cells(6 + I, 51) = RoH2O
Worksheets("3").Cells(6 + I, 52) = HH2O
Worksheets("3").Cells(6 + I, 53) = SH2O
Worksheets("3").Cells(6 + I, 54) = kH2O
Next I
Application.ScreenUpdating = True
End Sub

117
APÊNDICE B – ALGORÍTMO DE CÁLCULO INTEGRADO
Sub Curva()
Dim PROP(570, 51), V(312), Pr(312), Tr As Double
Dim Np(312), M(312), Qr(312), Qo1(312), Qg1(312), Qg(312) As Double
Dim Qwinj(312), Qginj(312), Qwinj1(312), Qwinj2(312), Qginj1(312), Qginj2(312) As Double
Dim RGO(312), Qo(312), Qw(312), BSW(313), R(312), V0, fos(312), QL(312), Np0 As Double
Dim Nw(312), Pwf(312), Dwf(312), Psup As Double
Dim PROP_1(161, 13), Area(160), Din(160), rug(160), T(161), L(160) As Double
Dim TETA(160), SIN_TETA(160), P(312, 160) As Double
Dim IP, Qrt(312) As Double
Dim Pmin, Alfa, Beta, Ri, BSWi, Cw, Cr, Pchoke, CapO, P1, P0, Co As Double
Dim Ct, Ro(300), Bo, Bg, Ro1, RoM, RoO, RoG As Double
Dim Qo_situ, Qg_situ, Qo_STD, NLV, viscO, viscG, QL_situ, ThCond, Cp As Double
Dim RoL, viscL, vSL, vSG, vM, LambdaL, lambdaG, FrM2, Regime As Double
Dim L1, L2, L3, L4, HL0, Fi, a, b, c As Double
Dim CFi, A0, A1, b1, C1, A2, b2, C2, HL1, HL2 As Double
Dim y, s, div, f, RoNS, RoSLIP, viscNS, EK, ReNS As Double
Dim fN, fTP, dP_dL_f, dP_dL_g, dP_dL As Double
Dim I, j, k, x, n, N1, N0, contador As Integer
Dim QLx(1000), Px(1000), der(1000) As Double
Dim EE(2002, 78), BSWref(78)
Application.ScreenUpdating = False
V(0) = Worksheets("4").Cells(5, 5)

118
Pr(0) = Worksheets("4").Cells(6, 5)
Tr = Worksheets("4").Cells(7, 5)
T(1) = Tr
Pmin = Worksheets("4").Cells(8, 5)
Alfa = Worksheets("4").Cells(10, 5)
Beta = Worksheets("4").Cells(11, 5)
Ri = Worksheets("4").Cells(12, 5)
BSWi = Worksheets("4").Cells(13, 5)
Cw = Worksheets("4").Cells(14, 5)
Cr = Worksheets("4").Cells(15, 5)
Np(0) = 0
BSW(0) = BSWi
IP = Worksheets("4").Cells(9, 5)
Psup = Worksheets("4").Cells(16, 5)
Pchoke = Worksheets("4").Cells(17, 5)
CapO = Worksheets("4").Cells(18, 5)
CapO = 159 * CapO
For I = 1 To 570
For j = 1 To 51
PROP(I, j) = Worksheets("3").Cells(I + 6, j + 3)
Next j
Next I
For I = 1 To 160
For j = 1 To 13
PROP_1(I, j) = Worksheets("6").Cells(6 + I, 3 + j)

119
Next j
PROP_1(0, 10) = 0
Area(I) = 3.14 * (PROP_1(I, 1) * 0.024) ^ 2 / 4
Din(I) = PROP_1(I, 1) * 0.024
rug(I) = PROP_1(I, 2)
rug(I) = 0.024 * rug(I)
L(I) = PROP_1(I, 5)
SIN_TETA(I) = PROP_1(I, 6)
TETA(I) = PROP_1(I, 7)
Next I
For k = 1 To 300
Nw(k) = Worksheets("5").Cells(6 + k, 5)
QL(k) = Worksheets("5").Cells(6 + k, 6)
QL(k) = 1000 * QL(k) * Nw(k)
Next k
contador = 0
For I = 1 To 2002
For j = 1 To 78
EE(I, j) = Worksheets("3A").Cells(I + 6, j + 3)
Next j
Next I
For j = 1 To 76
BSWref(j) = Worksheets("3A").Cells(6, j + 5)
Next j
120
''''''''''''''''''''
For k = 1 To 300
For n = 1 To 76
Select Case BSW(k - 1)
Case Is = BSWref(n)
COLUNA = n
n = 76
Case Is > BSWref(n)
COLUNA = n
n = 76
Case Else
End Select
Next n
'''''''''''''''''''''''
n = 1
Do While Pr(k - 1) > EE(n, 1)
LINHA1 = n + 1 - 91
n = n + 1
Loop
For z = 1 To 91
Select Case EE(LINHA1 + z - 1, COLUNA + 2)
Case Is = Psup
LINHA2 = LINHA1 + z - 1
z = 91
Case Is < Psup

121
LINHA2 = LINHA1 + z - 2
z = 91
End Select
Next z
QL(k) = EE(LINHA2, 2)
1
QL(k) = 1000 * QL(k) * Nw(k)
Select Case QL(k)
Case Is >= CapO
QL(k) = CapO
Case Else
End Select
n = 1
Do While n <= 570
Select Case Pr(k - 1)
Case Is > PROP(n, 1)
n = n + 1
Case Is <= PROP(n, 1)
Select Case Tr
Case Is >= PROP(n, 2)
n = n + 1
Case Is < PROP(n, 2)
N1 = n
P1 = PROP(n, 1)
Select Case n

122
Case Is <= 19
P0 = PROP(n, 1)
N0 = N1
Case Else
P0 = PROP(n - 19, 1)
N0 = N1 - 19
End Select
n = 571
End Select
End Select
Loop
Co = PROP(N0, 39) + ((PROP(N1, 39) - PROP(N0, 39)) / (P1 - P0)) * (Pr(k - 1) - P0)
Ct = Co * (1 - BSW(k - 1)) + Cw * BSW(k - 1) + Cr
Ro(k) = PROP(N0, 8) + ((PROP(N1, 8) - PROP(N0, 8)) / (P1 - P0)) * (Pr(k - 1) - P0)
Bo = PROP(N0, 3) + ((PROP(N1, 3) - PROP(N0, 3)) / (P1 - P0)) * (Pr(k - 1) - P0)
RGO(k) = PROP(N0, 5) + ((PROP(N1, 5) - PROP(N0, 5)) / (P1 - P0)) * (Pr(k - 1) - P0)
Bg = PROP(N0, 40) + ((PROP(N1, 40) - PROP(N0, 40)) / (P1 - P0)) * (Pr(k - 1) - P0)
Worksheets("5").Cells(k + 6, 7) = QL(k) / 1000
Qo(k) = QL(k) * (1 - BSW(k - 1))
Qg(k) = RGO(k) * Qo(k) * 0.000001
Select Case k
Case Is = 1
M(k - 1) = V(k - 1) * Ro(k)
Ro(k - 1) = Ro(k)
Case Else
End Select

123
M(k) = M(k - 1) - Ro(k) * Qo(k) * Bo * 30
Ro1 = M(k) / V(0)
Pr(k) = Pr(k - 1) - (1 / (V(0) * Ct)) * (M(k - 1) / Ro(k - 1) - M(k) / Ro(k))
V(k) = V(k - 1) - Qo(k) * Bo * 30
Np(k) = Np(k - 1) + Qo(k) * Bo * 30
Select Case contador
Case Is = 0
Select Case Pr(k)
Case Is > Pmin
Qwinj1(k) = 0
Qwinj2(k) = 0
Qginj1(k) = 0
Qginj2(k) = 0
Qw(k) = Qo(k) * BSWi / (1 - BSWi)
Qr(k) = Qo(k) * Bo + Qw(k)
Case Is <= Pmin
contador = k
V0 = V(k)
Np0 = Np(k)
R(k) = (Np(k) - Np0) / V0
fos(k) = (1 + Alfa * Beta * (R(k) - Ri)) ^ (-1 / Beta)
Pr(k) = Pr(contador)
Select Case fos(k)
Case Is > 1
fos(k) = 1
Case Else
124
End Select
Qw(k) = Qo(k) * (1 - fos(k)) / fos(k)
Qr(k) = Qo(k) * Bo + Qw(k)
Qginj1(k) = 0
Qginj2(k) = Qg(k) - 0.7
Qwinj1(k) = Qr(k)
Qwinj2(k) = Qr(k) - Qginj2(k) * 1000000# * Bg
End Select
Case Is > 0
Pr(k) = Pr(contador)
R(k) = (Np(k) - Np0) / V0
fos(k) = (1 + Alfa * Beta * (R(k) - Ri)) ^ (-1 / Beta)
Select Case fos(k)
Case Is > 1
fos(k) = 1
Case Else
End Select
Qw(k) = Qo(k) * (1 - fos(k)) / fos(k)
Qr(k) = Qo(k) * Bo + Qw(k)
Pr(k) = Pr(contador)
Qginj1(k) = 0
Qginj2(k) = Qg(k) - 0.7
Qwinj1(k) = Qr(k)
Qwinj2(k) = Qr(k) - Qginj2(k) * 1000000# * Bg
End Select
BSW(k) = Qw(k) / (Qo(k) + Qw(k))

125
Pwf(k) = Pr(k) - Qr(k) / Nw(k) / IP
Dwf(k) = Pr(k) - Pwf(k)
Worksheets("5").Cells(k + 6, 6) = QL(k) / Nw(k) / 1000
Worksheets("5").Cells(k + 6, 7) = QL(k) / 1000
Worksheets("5").Cells(k + 6, 8) = Qw(k) / 1000
Worksheets("5").Cells(k + 6, 9) = (Qo(k) + Qw(k)) / 1000
Worksheets("5").Cells(k + 6, 10) = Qr(k) / 1000
Worksheets("5").Cells(k + 6, 11) = Qg(k)
Worksheets("5").Cells(k + 6, 12) = V(k)
Worksheets("5").Cells(k + 6, 13) = Np(k)
Worksheets("5").Cells(k + 6, 14) = Pr(k)
Worksheets("5").Cells(k + 6, 15) = Qginj1(k)
Worksheets("5").Cells(k + 6, 16) = Qwinj1(k) / 1000
Worksheets("5").Cells(k + 6, 17) = Qginj2(k)
Worksheets("5").Cells(k + 6, 18) = Qwinj2(k) / 1000
Worksheets("5").Cells(k + 6, 19) = Qo(k) / 1000
Worksheets("5").Cells(k + 6, 20) = Qw(k) / 1000
Worksheets("5").Cells(k + 6, 21) = QL(k) / 1000
Worksheets("5").Cells(k + 6, 22) = Pwf(k)
Worksheets("5").Cells(k + 6, 23) = Dwf(k)
Worksheets("5A").Cells(k + 6, 25) = Pwf(k)
Worksheets("5A").Cells(k + 6, 26) = Dwf(k)
Worksheets("5A").Cells(k + 6, 5) = Nw(k)
Worksheets("5A").Cells(k + 6, 6) = QL(k) / Nw(k) * 6.29 / 1000
Worksheets("5A").Cells(k + 6, 7) = QL(k) * 6.29 / 1000
Worksheets("5A").Cells(k + 6, 8) = Qw(k) * 6.29 / 1000
Worksheets("5A").Cells(k + 6, 9) = QL(k) * 6.29 / 1000

126
Worksheets("5A").Cells(k + 6, 10) = Qr(k) * 6.29 / 1000
Worksheets("5A").Cells(k + 6, 11) = Qg(k)
Worksheets("5A").Cells(k + 6, 12) = V(k) * 6.29
Worksheets("5A").Cells(k + 6, 13) = Np(k) * 6.29
Worksheets("5A").Cells(k + 6, 14) = Pr(k)
Worksheets("5A").Cells(k + 6, 15) = Qginj1(k)
Worksheets("5A").Cells(k + 6, 16) = Qwinj1(k) * 6.29 / 1000
Worksheets("5A").Cells(k + 6, 17) = Qginj2(k)
Worksheets("5A").Cells(k + 6, 18) = Qwinj2(k) * 6.29 / 1000
Worksheets("5A").Cells(k + 6, 22) = Qo(k) * 6.29 / 1000
Worksheets("5A").Cells(k + 6, 23) = Qw(k) * 6.29 / 1000
Worksheets("5A").Cells(k + 6, 24) = QL(k) * 6.29 / 1000
P(k, 0) = Pwf(k)
Qo(k) = Qo(k) / 1000
Qo(k) = Qo(k) / 86.4
Qo(k) = Qo(k) / Nw(k)
Qw(k) = Qw(k) / 1000
Qw(k) = Qw(k) / 86.4
Qw(k) = Qw(k) / Nw(k)
For j = 1 To 160
n = 1
Do While n <= 570
Select Case P(k, j - 1)
Case Is > PROP(n, 1)
n = n + 1

127
Case Is <= PROP(n, 1)
Select Case T(j)
Case Is >= PROP(n, 2)
n = n + 1
Case Is < PROP(n, 2)
N1 = n
P1 = PROP(n, 1)
Select Case n
Case Is <= 19
P0 = PROP(n, 1)
N0 = N1
Case Else
P0 = PROP(n - 19, 1)
N0 = N1 - 19
End Select
n = 571
End Select
End Select
Loop
Select Case j
Case Is = 1
SP = PROP(N0, 9) + ((PROP(N1, 9) - PROP(N0, 9)) / (P1 - P0)) * (P(k, j - 1) - P0)
n = 1
Do While n <= 570
Select Case Pwf(k)
Case Is > PROP(n, 1)
n = n + 1

128
Case Is <= PROP(n, 1)
Select Case SP
Case Is > PROP(n, 9)
n = n + 1
Case Is <= PROP(n, 9)
T(j) = PROP(n - 1, 2) + ((PROP(n, 2) - PROP(n - 1, 2)) / (PROP(n, 9) - PROP(n - 1, 9))) * (SP - PROP(n - 1, 9))
n = 571
End Select
End Select
Loop
Case Else
T(j) = T(j)
End Select
Select Case j
Case Is = 21
SP = PROP(N0, 9) + ((PROP(N1, 9) - PROP(N0, 9)) / (P1 - P0)) * (P(k, j - 1) - P0)
n = 1
Do While n <= 570
Select Case Pchoke
Case Is < P(k, j - 1)
Select Case Pchoke
Case Is > PROP(n, 1)
n = n + 1
Case Is <= PROP(n, 1)
Select Case SP
Case Is > PROP(n, 9)

129
n = n + 1
Case Is <= PROP(n, 9)
T(j) = PROP(n - 1, 2) + ((PROP(n, 2) - PROP(n - 1, 2)) / (PROP(n, 9) - PROP(n - 1, 9))) * (SP - PROP(n - 1, 9))
n = 571
End Select
End Select
Case Is >= P(k, j - 1)
n = 571
End Select
Loop
Case Else
T(j) = T(j)
End Select
RoM = PROP(N0, 8) + ((PROP(N1, 8) - PROP(N0, 8)) / (P1 - P0)) * (P(k, j - 1) - P0)
RoO = PROP(N0, 14) + ((PROP(N1, 14) - PROP(N0, 14)) / (P1 - P0)) * (P(k, j - 1) - P0)
RoG = PROP(N0, 20) + ((PROP(N1, 20) - PROP(N0, 20)) / (P1 - P0)) * (P(k, j - 1) - P0)
RoH2O = PROP(N0, 48) + ((PROP(N1, 48) - PROP(N0, 48)) / (P1 - P0)) * (P(k, j - 1) - P0)
Qo_situ = PROP(N0, 13) + ((PROP(N1, 13) - PROP(N0, 13)) / (P1 - P0)) * (P(k, j - 1) - P0)
Qg_situ = PROP(N0, 19) + ((PROP(N1, 19) - PROP(N0, 19)) / (P1 - P0)) * (P(k, j - 1) - P0)
Qo_STD = PROP(N0, 25) + ((PROP(N1, 25) - PROP(N0, 25)) / (P1 - P0)) * (P(k, j - 1) - P0)
NLV = PROP(N0, 42) + ((PROP(N1, 42) - PROP(N0, 42)) / (P1 - P0)) * (P(k, j - 1) - P0)
viscO = PROP(N0, 41) + ((PROP(N1, 41) - PROP(N0, 41)) / (P1 - P0)) * (P(k, j - 1) - P0)
viscG = PROP(N0, 43) + ((PROP(N1, 43) - PROP(N0, 43)) / (P1 - P0)) * (P(k, j - 1) - P0)
ThCond = PROP(N0, 44) + ((PROP(N1, 44) - PROP(N0, 44)) / (P1 - P0)) * (P(k, j - 1) - P0)
Cp = PROP(N0, 45) + ((PROP(N1, 45) - PROP(N0, 45)) / (P1 - P0)) * (P(k, j - 1) - P0)

130
HM = PROP(N0, 9) + ((PROP(N1, 9) - PROP(N0, 9)) / (P1 - P0)) * (P(k, j - 1) - P0)
H0M = PROP(3, 9)
SM = PROP(N0, 10) + ((PROP(N1, 10) - PROP(N0, 10)) / (P1 - P0)) * (P(k, j - 1) - P0)
S0M = PROP(3, 10)
HH2O = PROP(N0, 49) + ((PROP(N1, 49) - PROP(N0, 49)) / (P1 - P0)) * (P(k, j - 1) - P0)
H0H2O = PROP(3, 49)
SH2O = PROP(N0, 50) + ((PROP(N1, 50) - PROP(N0, 50)) / (P1 - P0)) * (P(k, j - 1) - P0)
S0H2O = PROP(3, 50)
Select Case Qg_situ
Case Is < 0
Qg_situ = 0
End Select
Qo_situ = Qo_situ * (Qo(k) / Qo_STD)
Qg_situ = Qg_situ * (Qo(k) / Qo_STD)
QL_situ = Qo_situ + Qw(k)
MH2O_situ = Qw(k) * RoH2O
MM_situ = Qo_situ * RoM
ML_situ = Qo_situ * RoM + Qw(k) * RoH2O
Select Case (Qo_situ + Qw(k))
Case Is = 0
RoL = 0
viscL = 0
vSL = 0
Case Else

131
RoL = (Qo_situ * RoO + Qw(k) * 1000) / (Qo_situ + Qw(k))
viscL = (Qo_situ * viscO + Qw(k) * 0.0006514) / (Qo_situ + Qw(k))
vSL = QL_situ / Area(j)
End Select
vSG = Qg_situ / Area(j)
vM = vSL + vSG
LambdaL = vSL / vM
lambdaG = vSG / vM
FrM2 = (vM ^ 2) / (9.8 * Din(j))
Select Case LambdaL
Case Is = 0
Regime = 0
Case Is = 1
Regime = 0
Case Is < 0.01
L1 = 316 * LambdaL ^ 0.302
L2 = 0.0009252 * LambdaL ^ (-2.4684)
L3 = 0.1 * LambdaL ^ (-1.4516)
L4 = 0.5 * LambdaL ^ (-6.738)
Select Case FrM2
Case Is < L1
Regime = 1
Case Is >= L1
Regime = 3
End Select

132
Case Is < 0.4
L1 = 316 * LambdaL ^ 0.302
L2 = 0.0009252 * LambdaL ^ (-2.4684)
L3 = 0.1 * LambdaL ^ (-1.4516)
L4 = 0.5 * LambdaL ^ (-6.738)
Select Case FrM2
Case Is < L2
Regime = 1
Case Is <= L3
Regime = 4
Case Is <= L1
Regime = 2
Case Is >= L1
Regime = 3
End Select
Case Is >= 0.4
L1 = 316 * LambdaL ^ 0.302
L2 = 0.0009252 * LambdaL ^ (-2.4684)
L3 = 0.1 * LambdaL ^ (-1.4516)
L4 = 0.5 * LambdaL ^ (-6.738)
Select Case FrM2
Case Is <= L4
Regime = 2
Case Is > L4
Regime = 3
End Select
End Select

133
Select Case Regime
Case Is = 0
HL0 = LambdaL
Fi = 1
Case Is = 1
a = 0.98
b = 0.4846
c = 0.0868
HL0 = (a * LambdaL ^ b) / (FrM2 ^ c)
Select Case SIN_TETA(j)
Case Is = 0
Fi = 1
Case Is < 0
CFi = (1 - LambdaL) * Log(4.7 * LambdaL ^ -0.3692 * NLV ^ 0.1244 * FrM2 ^ -0.5056)
Fi = 1 + CFi * (Sin(1.8 * TETA(j)) - 0.333 * (Sin(1.8 * TETA(j))) ^ 3)
HL0 = Fi * HL0
Cells(7, 17) = Fi
Case Is > 0
CFi = (1 - LambdaL) * Log(0.011 * LambdaL ^ -3.768 * NLV ^ 3.539 * FrM2 ^ -1.614)
Fi = 1 + CFi * (Sin(1.8 * TETA(j)) - 0.333 * (Sin(1.8 * TETA(j))) ^ 3)
HL0 = Fi * HL0
Cells(7, 17) = Fi
End Select
Case Is = 2
a = 0.845
b = 0.5351
c = 0.0173
HL0 = (a * LambdaL ^ b) / (FrM2 ^ c)
134
Select Case SIN_TETA(j)
Case Is = 0
Fi = 1
Case Is < 0
CFi = (1 - LambdaL) * Log(4.7 * LambdaL ^ -0.3692 * NLV ^ 0.1244 * FrM2 ^ -0.5056)
Fi = 1 + CFi * (Sin(1.8 * TETA(k)) - 0.333 * (Sin(1.8 * TETA(j))) ^ 3)
HL0 = Fi * HL0
Case Is > 0
CFi = (1 - LambdaL) * Log(2.96 * LambdaL ^ 0.305 * NLV ^ -0.4473 * FrM2 ^ 0.0978)
Fi = 1 + CFi * (Sin(1.8 * TETA(j)) - 0.333 * (Sin(1.8 * TETA(j))) ^ 3)
HL0 = Fi * HL0
End Select
Case Is = 3
a = 1.065
b = 0.5824
c = 0.0609
HL0 = (a * LambdaL ^ b) / (FrM2 ^ c)
Select Case SIN_TETA(j)
Case Is = 0
Fi = 1
Case Is < 0
CFi = (1 - LambdaL) * Log(4.7 * LambdaL ^ -0.3692 * NLV ^ 0.1244 * FrM2 ^ -0.5056)
Fi = 1 + CFi * (Sin(1.8 * TETA(j)) - 0.333 * (Sin(1.8 * TETA(j))) ^ 3)
HL0 = Fi * HL0
Case Is > 0
Fi = 1
HL0 = Fi * HL0
End Select

135
Case Is = 4
A1 = 0.98
b1 = 0.4846
C1 = 0.0868
A2 = 0.845
b2 = 0.5351
C2 = 0.0173
A0 = (L3 - FrM2) / (L3 - L2)
HL1 = (A1 * LambdaL ^ b1) / (FrM2 ^ C1)
HL2 = (A2 * LambdaL ^ b2) / (FrM2 ^ C2)
HL0 = A0 * HL1 + (1 - A0) * HL2
Select Case SIN_TETA(j)
Case Is = 0
Fi = 1
Case Is < 0
CFi = (1 - LambdaL) * Log(4.7 * LambdaL ^ -0.3692 * NLV ^ 0.1244 * FrM2 ^ -0.5056)
Fi = 1 + CFi * (Sin(1.8 * TETA(j)) - 0.333 * (Sin(1.8 * TETA(j))) ^ 3)
HL0 = Fi * HL0
Cells(7, 17) = Fi
Case Is > 0
Fi = 1
HL0 = Fi * HL0
End Select
End Select
Cells(31, 7) = HL0
Select Case HL0
Case Is = 0
y = 0

136
s = 0
Case Is > 0
y = LambdaL / HL0 ^ 2
Select Case y
Case Is < 1
s = Log(y)
div = -0.0523 + 3.182 * Log(y) - 0.8725 * (Log(y)) ^ 2 + 0.01853 * (Log(y)) ^ 4
s = s / div
Case Is < 1.2
s = Log(2.2 * y - 1.2)
Case Is >= 1.2
s = Log(y)
div = -0.0523 + 3.182 * Log(y) - 0.8725 * (Log(y)) ^ 2 + 0.01853 * (Log(y)) ^ 4
s = s / div
End Select
End Select
f = 2.71828 ^ s
RoNS = RoL * LambdaL + RoG * (1 - LambdaL)
RoSLIP = RoL * HL0 + RoG * (1 - HL0)
viscNS = viscL * LambdaL + viscG * (1 - LambdaL)
P(k, j - 1) = P(k, j - 1) * 100000#
EK = RoSLIP * vM * vSG / P(k, j - 1)
ReNS = RoNS * vM * Din(j) / viscNS
fN = 0.0055 * (1 + (20000# * rug(j) / Din(j) + 1000000# / ReNS) ^ (1 / 3))
fTP = f * fN
dP_dL_f = L(j) * fTP * RoNS * vM ^ 2 / (2 * Din(j))
137
dP_dL_g = L(j) * RoSLIP * 9.8 * SIN_TETA(j)
dP_dL = dP_dL_f + dP_dL_g
dP_dL = dP_dL / (1 - EK)
P(k, j) = P(k, j - 1) - dP_dL
P(k, j) = P(k, j) * 0.00001
Cp = 1000 * Cp * (1 - BSW(k)) + BSW(k) * 4187
PRi = Cp * viscNS / ThCond
hi = 0.023 * ThCond * (ReNS ^ 0.8) * (PRi ^ 0.3) / Din(j)
Select Case PROP_1(j, 12)
Case Is = 0
L(j) = PROP_1(j, 10) - PROP_1(j - 1, 10)
divh = (1 / (L(j) * 3.14 * Din(j) * hi)) + (1 / (L(j) * PROP_1(j, 13)))
Qh = (PROP_1(j, 11) - T(j)) / divh
T(j + 1) = T(j) + Qh / ((QL_situ * RoL + Qg_situ * RoG) * Cp)
'T(j + 1) = Qh / ((QL_situ * RoL + Qg_situ * RoG) * Cp)
Case Else
ReEX = 1000 * PROP_1(j, 12) * 1.5 * Din(j) / 0.001003
PREX = 4187 * 0.001003 / 0.61
Select Case ReEX
Case Is <= 4
CEX = 0.989
mEX = 0.33
Case Is <= 40
138
CEX = 0.911
mEX = 0.385
Case Is <= 40000
CEX = 0.193
mEX = 0.618
Case Else
CEX = 0.027
mEX = 0.805
End Select
Hext = 0.023 * 0.61 * CEX * (ReNS ^ mEX) * (PREX ^ 0.3) / (1.5 * Din(j))
L(j) = PROP_1(j, 10) - PROP_1(j - 1, 10)
divh = (1 / (L(j) * 3.14 * Din(j) * hi)) + (1 / (L(j) * PROP_1(j, 13))) + (1 / (L(j) * 3.14 * 1.5 * Din(j) * Hext))
Qh = (PROP_1(j, 11) - T(j)) / divh
T(j + 1) = T(j) + Qh / ((QL_situ * RoL + Qg_situ * RoG) * Cp)
'T(j + 1) = Qh / ((QL_situ * RoL + Qg_situ * RoG) * Cp)
End Select
Select Case P(k, j)
Case Is < Psup
QL(k) = QL(k) / Nw(k) / 1000 - 0.2
GoTo 1
End Select
Select Case j
Case Is = 21
Select Case P(k, j)

139
Case Is > Pchoke
P(k, j) = Pchoke
Case Is <= Pchoke
P(k, j) = P(k, j)
End Select
Case Else
P(k, j) = P(k, j)
End Select
EXERGY = MM_situ * (HM - H0M) + MH2O_situ * (HH2O - H0H2O) - 288.6 * MM_situ * (SM - S0M) - 288.6 * MH2O_situ * (SH2O - S0H2O) + (MM_situ + MH2O_situ) * 0.001 * (0.5 * vM ^ 2 + 9.8 * (PROP_1(j, 10) - PROP_1(160, 10)))
Worksheets("7").Cells(4, 3 + j) = PROP_1(j, 8)
Worksheets("7").Cells(5, 3 + j) = PROP_1(j, 9)
Worksheets("7").Cells(6, 3 + j) = PROP_1(j, 10)
Worksheets("8").Cells(4, 3 + j) = PROP_1(j, 8)
Worksheets("8").Cells(5, 3 + j) = PROP_1(j, 9)
Worksheets("8").Cells(6, 3 + j) = PROP_1(j, 10)
Worksheets("9").Cells(4, 3 + j) = PROP_1(j, 8)
Worksheets("9").Cells(5, 3 + j) = PROP_1(j, 9)
Worksheets("9").Cells(6, 3 + j) = PROP_1(j, 10)
Worksheets("10").Cells(4, 3 + j) = PROP_1(j, 8)
Worksheets("10").Cells(5, 3 + j) = PROP_1(j, 9)
Worksheets("10").Cells(6, 3 + j) = PROP_1(j, 10)
Worksheets("11").Cells(6, 3 + j) = PROP_1(j, 10)
Worksheets("12").Cells(6, 3 + j) = PROP_1(j, 10)

140
Worksheets("7").Cells(6 + k, 3 + j) = P(k, j)
Worksheets("8").Cells(6 + k, 3 + j) = vM
Worksheets("11").Cells(6 + k, 3 + j) = T(j)
Worksheets("12").Cells(6 + k, 3 + j) = EXERGY
Select Case HL0
Case Is = 0
Worksheets("9").Cells(6 + j, 3 + k) = 0
Case Else
Worksheets("9").Cells(6 + k, 3 + j) = vSL / (HL0)
End Select
Select Case HL0
Case Is = 1
Worksheets("10").Cells(6 + k, 3 + j) = 0
Case Else
Worksheets("10").Cells(6 + k, 3 + j) = vSG / (1 - HL0)
End Select
Next j
Worksheets("5A").Cells(6 + k, 19) = P(k, 20) / 100000#
Worksheets("5A").Cells(6 + k, 20) = P(k, 140) / 100000#
Worksheets("5A").Cells(6 + k, 21) = P(k, 160)

141
Worksheets("5A").Cells(6 + k, 27) = P(k, 21) / 100000#
Application.StatusBar = "k: " & k & " x:" & x & " QL:" & QL(k) & " Pres:" & Pr(k) & " Psup:" & P(k, 160)
DoEvents
Application.StatusBar = "k: " & k & " QL:" & QL(k) & " Pres:" & Pr(k) & " Psup:" & P(k, 160)
DoEvents
Next k
Application.StatusBar = False
End Sub

















