Andrew Kahng – March 2002 Design-Process Integration and Shared Red Bricks DPIMM-02 Invited Talk March 6, 2002 Andrew B. Kahng, UCSD CSE & ECE Departments email: [email protected]URL: http://vlsicad.ucsd.edu
Transcript
Andrew Kahng – March 2002
Design-Process Integration and Shared Red Bricks
DPIMM-02 Invited TalkMarch 6, 2002
Andrew B. Kahng, UCSD CSE & ECE Departmentsemail: [email protected]: http://vlsicad.ucsd.edu
Andrew Kahng – March 2002
OutlineOutline
• 1. Background: ITRS and system drivers• 2. Design roadmap• 3. On the Design Productivity Gap• 4. Sharing red bricks• 5. Design-manufacturing integration• 6. Conclusion
Andrew Kahng – March 2002
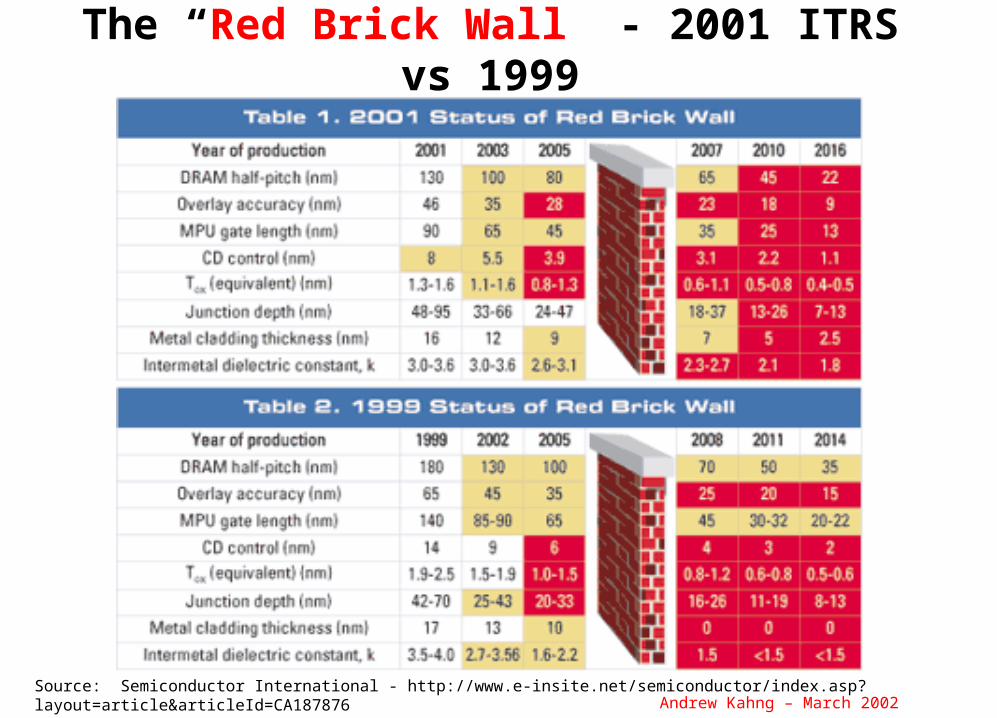
The “Red Brick Wall” - 2001 ITRS vs 1999
Source: Semiconductor International - http://www.e-insite.net/semiconductor/index.asp?layout=article&articleId=CA187876
Design ITWG Contributions to ITRS-2001Design ITWG Contributions to ITRS-2001
• New System Drivers Chapter
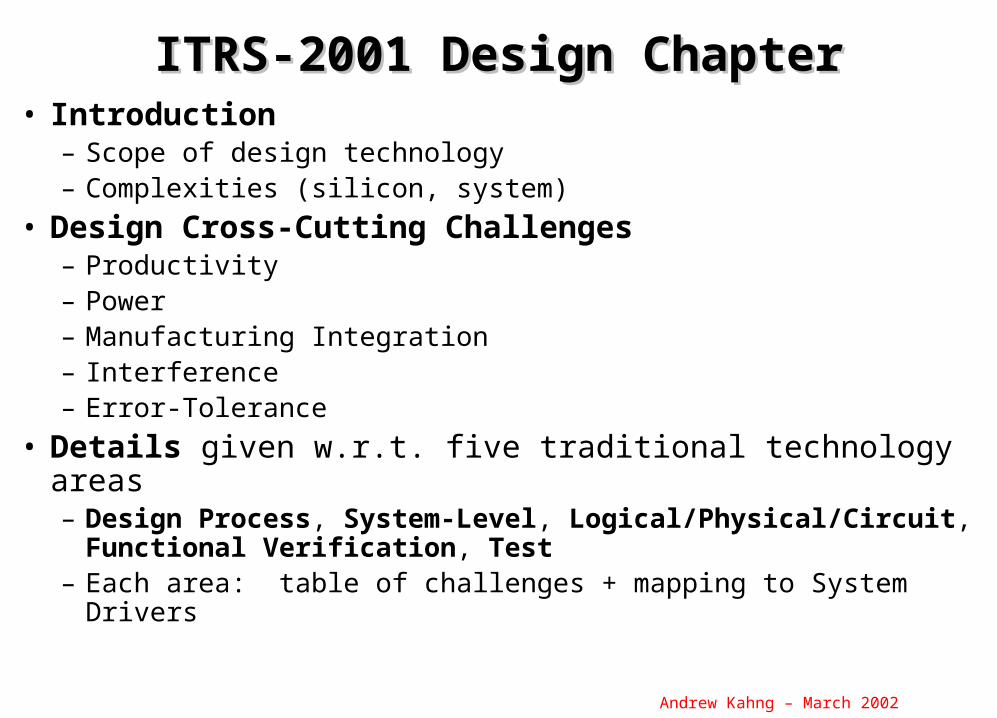
• Design Chapter
• ORTC support– Frequency– Power– Density
• New design cost and productivity models
Andrew Kahng – March 2002
System Drivers ChapterSystem Drivers Chapter• Defines the IC products that drive manufacturing
and design technologies• Replaces the 1999 SOC Chapter• Goal: ORTCs + System Drivers = “consistent
framework for technology requirements”• Starts with macro picture
– Market drivers– Convergence to SOC
• Main content: System Drivers – MPU – traditional processor core– SOC – focus on low-power “PDA” (and, high-speed I/O)– AM/S – four basic circuits and Figures of Merit– DRAM – not developed in detail
Andrew Kahng – March 2002
Message #1: An ITRS AnalogyMessage #1: An ITRS Analogy• ITRS is like a car• Before, two drivers (husband = MPU, wife =
DRAM)• The drivers looked mostly in the rear-view mirror
(destination = “Moore’s Law”)• Many passengers in the car (ASIC, SOC, Analog,
Mobile, Low-Power, Networking/Wireless, …) wanted to go different places
• This year: – Some passengers became drivers– All drivers explain more clearly where they are going
Andrew Kahng – March 2002
OutlineOutline
• 1. Background: ITRS and system drivers• 2. Design roadmap• 3. On the Design Productivity Gap• 4. Sharing red bricks• 5. Design-manufacturing integration• 6. Conclusion
– Behavior from architecture; timing from layout; …
• Expand scope, and unify– E.g., down to manufacturing, up to package/system
Andrew Kahng – March 2002
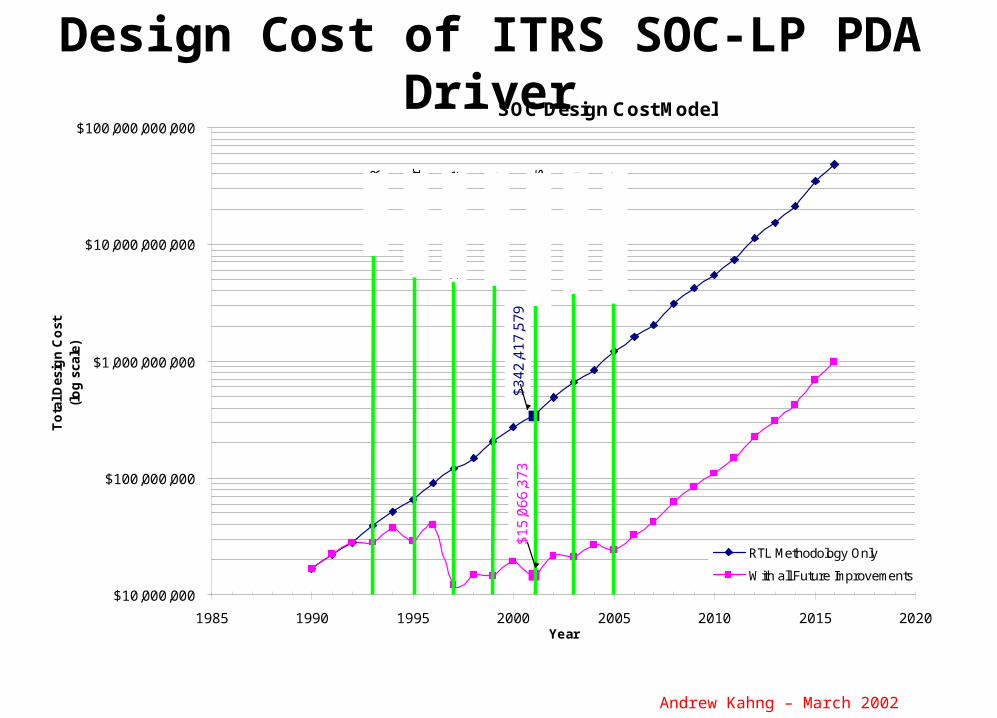
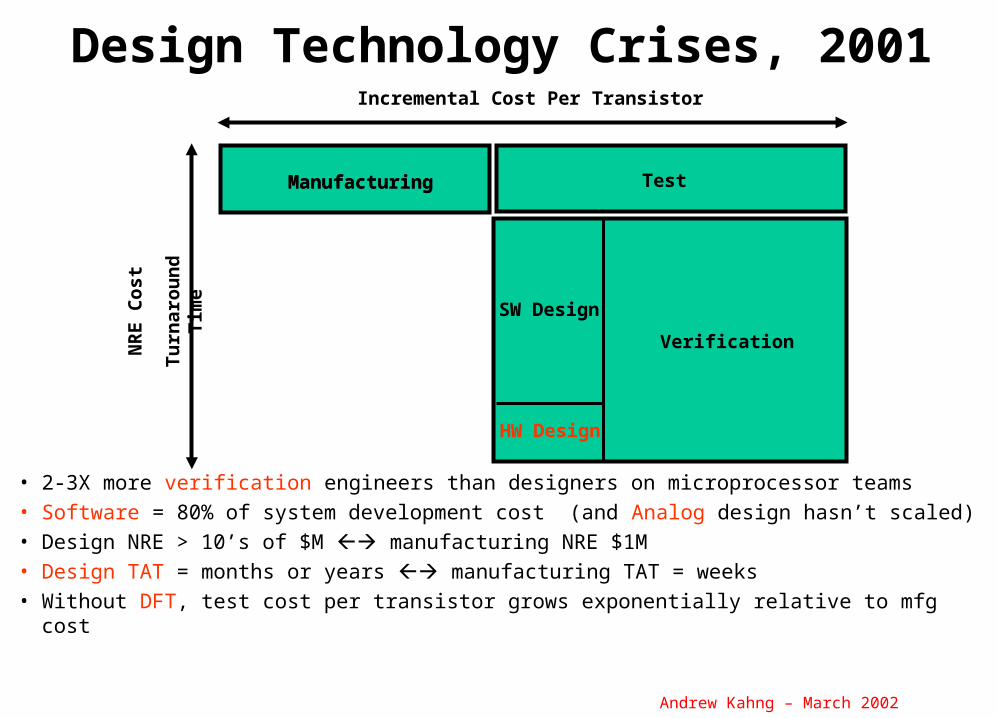
Message #2: Design Big PictureMessage #2: Design Big Picture• Cost of Design threatens continuation of the
semiconductor roadmap– New Design cost model– Challenges are now Crises
Andrew Kahng – March 2002
OutlineOutline
• 1. Background: ITRS and system drivers• 2. Design roadmap• 3. On the Design Productivity Gap• 4. Sharing red bricks• 5. Design-manufacturing integration• 6. Conclusion
Andrew Kahng – March 2002
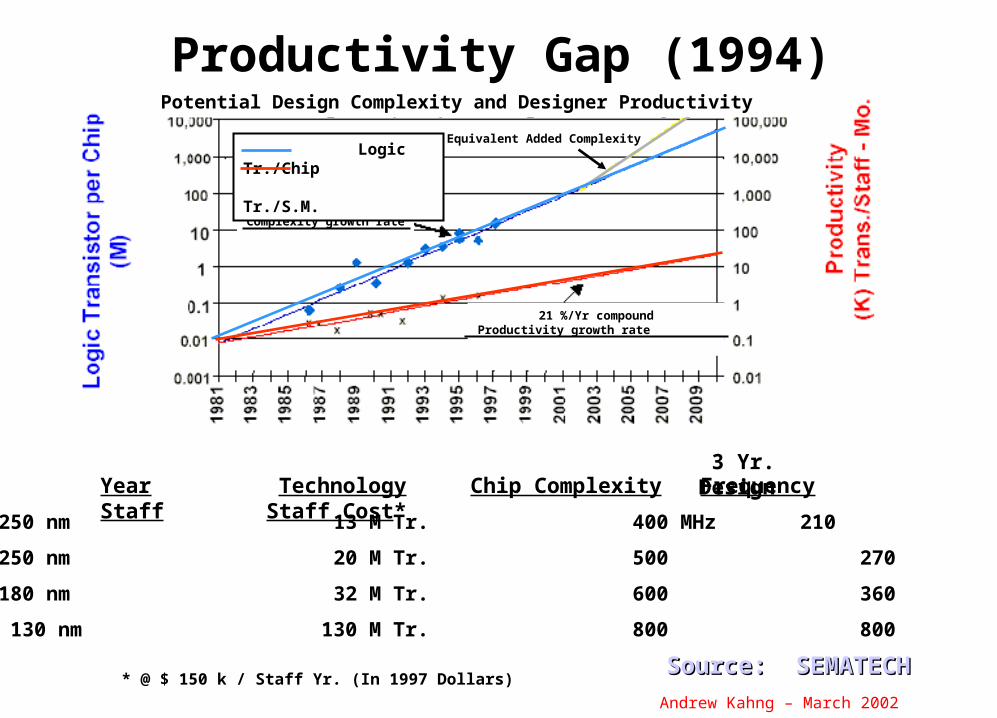
Productivity Gap (1994)
Equivalent Added Complexity
68 %/Yr compoundedComplexity growth rate
21 %/Yr compoundProductivity growth rate
Year Technology Chip Complexity Frequency Staff Staff Cost* 3 Yr. Design
1997 250 nm 13 M Tr. 400 MHz 210 90 M
1998 250 nm 20 M Tr. 500 270 120 M
1999 180 nm 32 M Tr. 600 360 160 M
2002 130 nm 130 M Tr. 800 800 360 M
* @ $ 150 k / Staff Yr. (In 1997 Dollars)
Logic Tr./Chip Tr./S.M.
Source: SEMATECHSource: SEMATECH
Potential Design Complexity and Designer Productivity
Andrew Kahng – March 2002
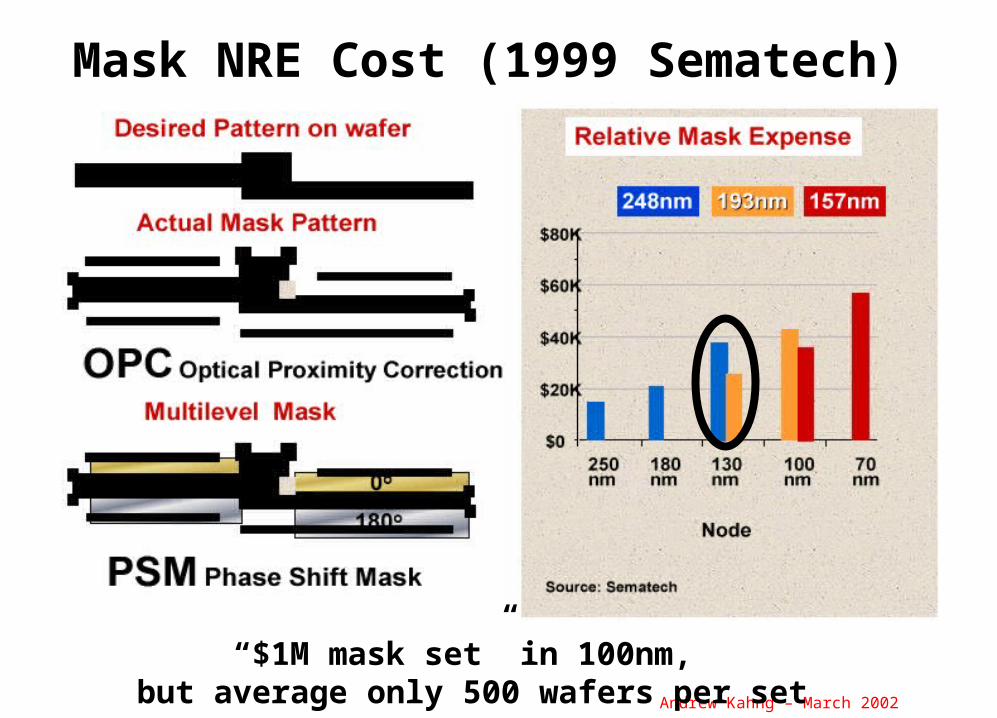
Mask NRE Cost (1999 Sematech)
“$1M mask set” in 100nm, but average only 500 wafers per set
Andrew Kahng – March 2002
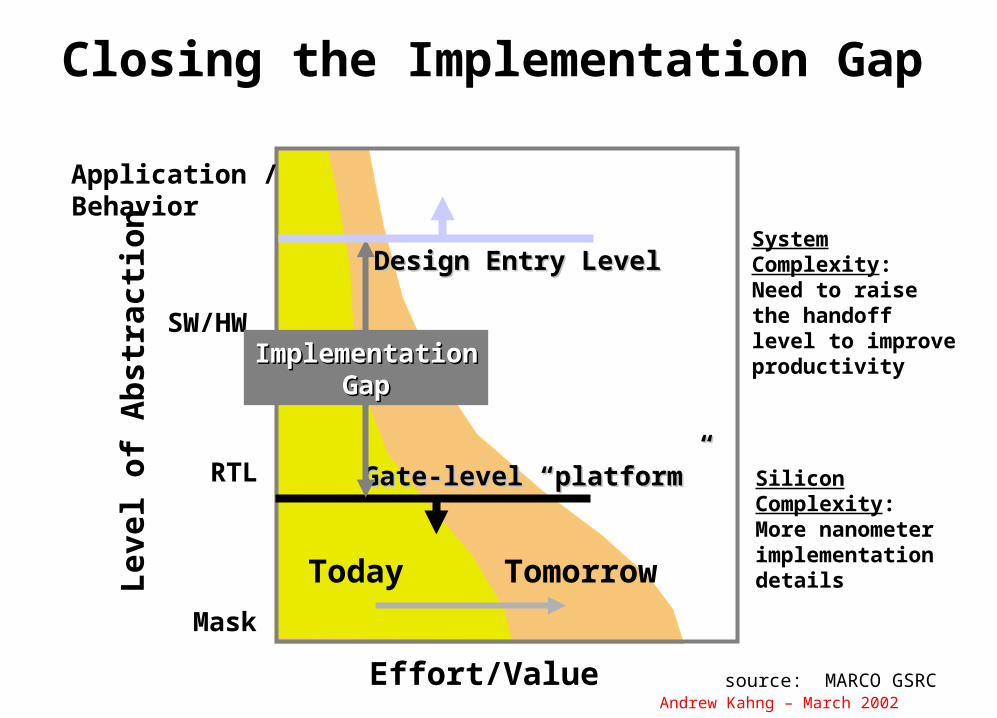
Closing the Implementation Gap
Effort/Value
Leve
l of A
bstr
actio
n
RTL
Mask
Application /Behavior
SW/HW
Gate-level “platform”Gate-level “platform”
ImplementationImplementationGapGap
Design Entry LevelDesign Entry Level
Today Tomorrow
source: MARCO GSRC
System Complexity: Need to raise the handoff level to improve productivity
Silicon Complexity: More nanometer implementation details
Andrew Kahng – March 2002
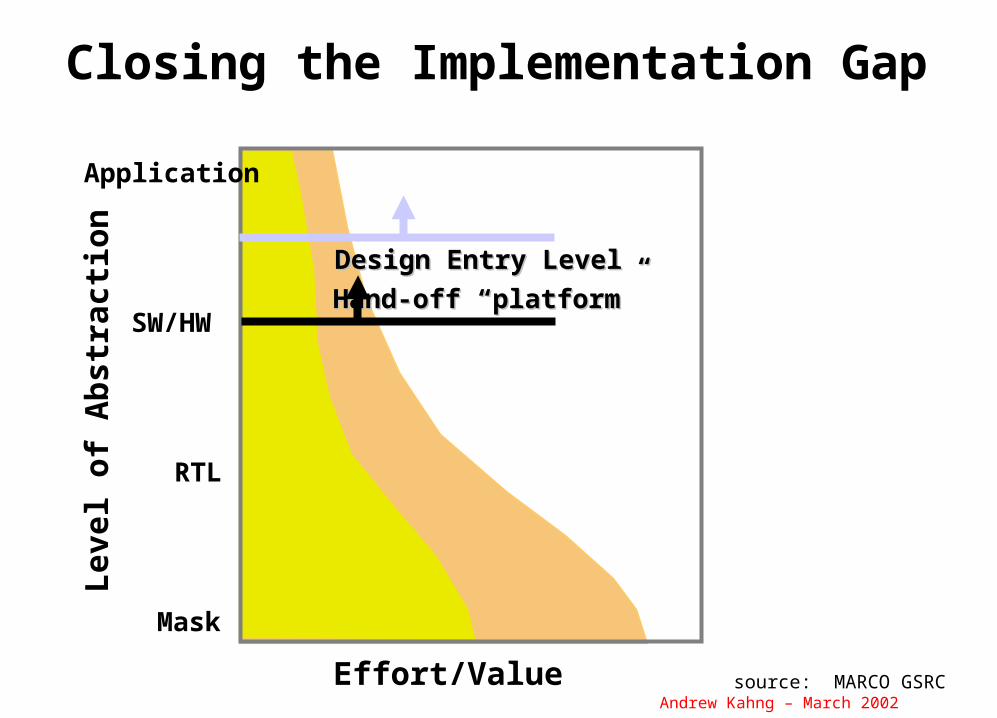
Closing the Implementation Gap
Effort/Value
Leve
l of A
bstr
actio
n
RTL
Mask
Application
SW/HWHand-off “platform”Hand-off “platform”
Design Entry LevelDesign Entry Level
source: MARCO GSRC
Andrew Kahng – March 2002
0%
20%
40%
60%
80%
100%
1999
2002
2005
2008
2011
2014
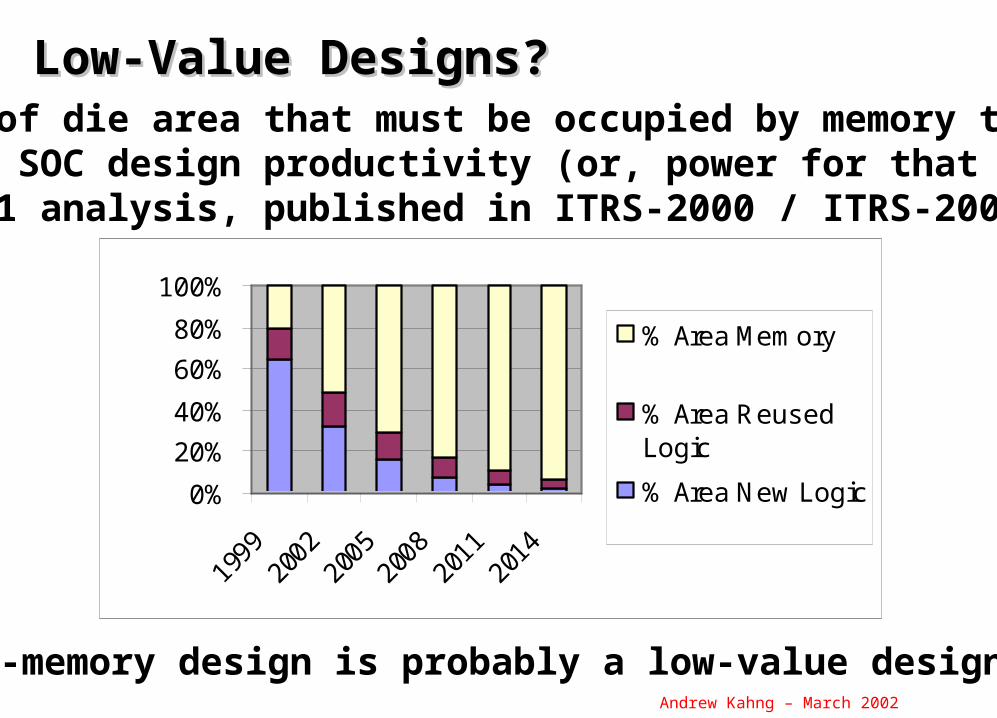
% Area Memory
% Area ReusedLogic
% Area New Logic
Percent of die area that must be occupied by memory to maintain SOC design productivity (or, power for that matter)(STRJ-WG1 analysis, published in ITRS-2000 / ITRS-2001)
Low-Value Designs?Low-Value Designs?
An all-memory design is probably a low-value design
Andrew Kahng – March 2002
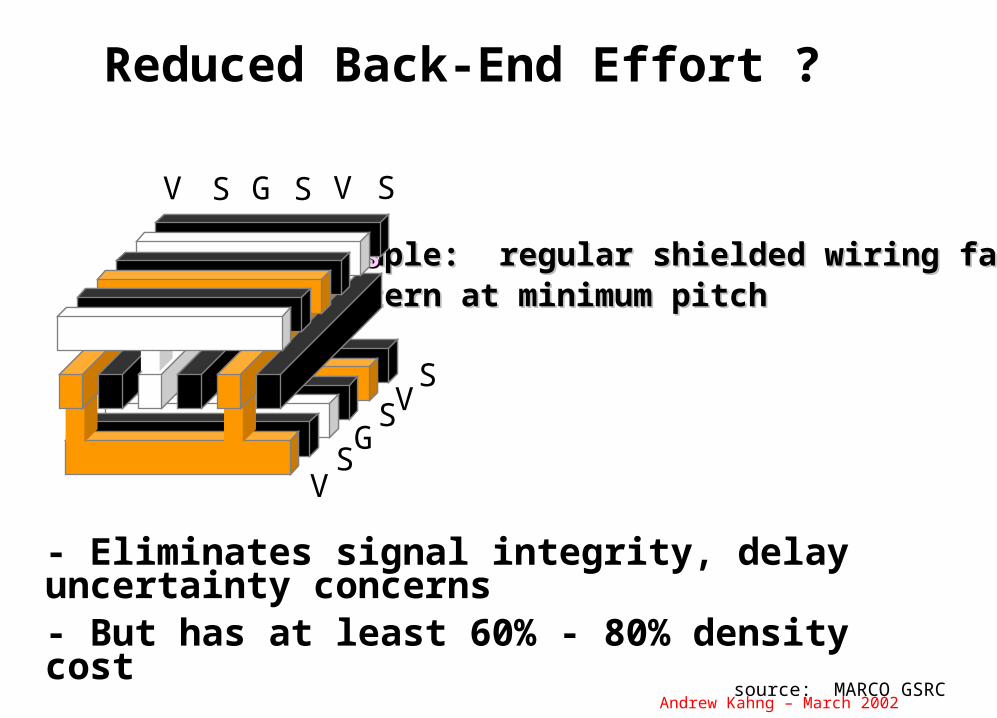
Reduced Back-End Effort ?
Example: regular shieldedExample: regular shielded wiring fabricwiring fabricpattern at minimum pitchpattern at minimum pitch
S SV V SG
SG
SSV
V
SS SSVV VV SSGG
- Eliminates signal integrity, delay uncertainty concerns- But has at least 60% - 80% density cost
source: MARCO GSRC
Andrew Kahng – March 2002
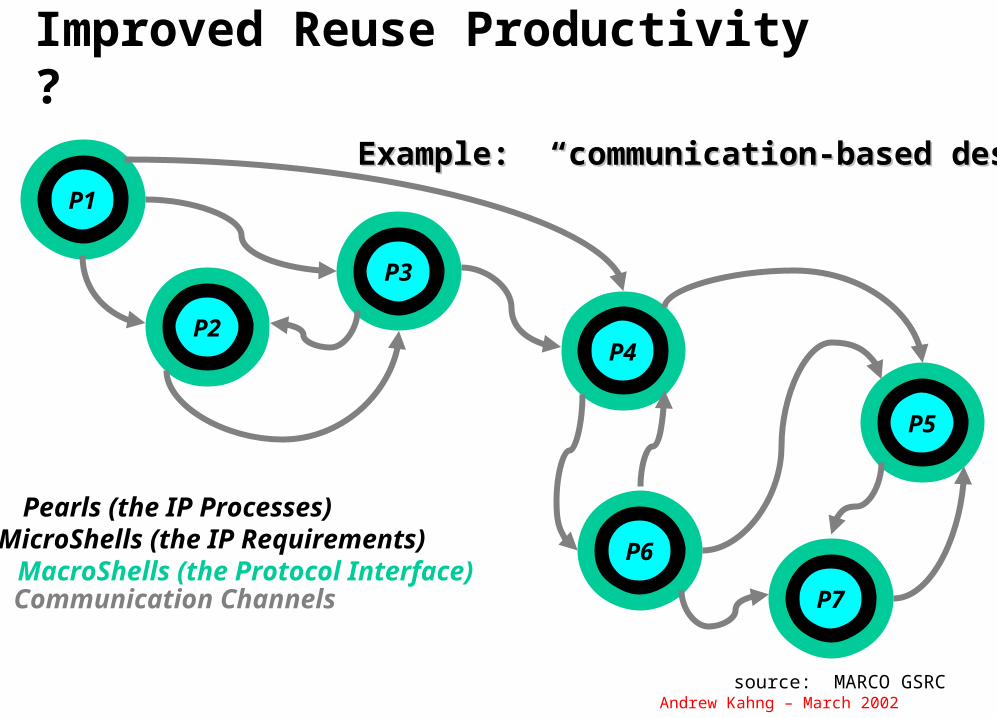
Improved Reuse Productivity ?
MacroShells (the Protocol Interface)Communication Channels
“What If Design Technology Fails?”• Role of Design Technology: “Fill the fab”
– keep manufacturing facilities fully utilized with high-volume, high-value (= high-margin) parts
• “When design technology fails”– not enough high-value designs
– semiconductor industry looks for a “workaround”• reconfigurable logic
• platform-based design
• extract value somewhere other than silicon differentiation
• What about:– Electronics industry looks for a “workaround” ?
• extract value somewhere other than silicon ?
Andrew Kahng – March 2002
So: Design / Manufacturing In Same Boat• Design productivity is a determinant of how
efficiently we extract value from manufacturing capability
• Design productivity gap threatens design quality• #Design starts, business models at risk
– More reprogrammable, platform-based “workarounds”– More software workarounds
Why retool?• How much of your system is: Random logic? Pad-
limited? Time-to-market-limited? Verification-, software-, analog-, … limited? Hard cost-limited?
Andrew Kahng – March 2002
Message #3: Manufacturing Needs Message #3: Manufacturing Needs to Care About Designto Care About Design
• “Number of available transistors grows faster than designer ability to design them well” Increased design effort, risk, turnaround time (TAT)
fewer designs are worth trying• Manufacturing non-recurring engineering (NRE)
cost (mask set, probe card) are increasing fewer designs are worth trying
• “Workarounds” sacrifice quality, value of designs even with workarounds, fewer designs worth trying
• This is a semiconductor industry problem, not an EDA (“design productivity gap”) problem
Andrew Kahng – March 2002
OutlineOutline
• 1. Background: ITRS and system drivers• 2. Design roadmap• 3. On the Design Productivity Gap• 4. Sharing red bricks• 5. Design-manufacturing integration• 6. Conclusion
Andrew Kahng – March 2002
What Is A “Red Brick” ?What Is A “Red Brick” ?• Red Brick = ITRS Technology Requirement with
no known solution
• Alternate definition: Red Brick = something that REQUIRES billions of dollars in R&D investment
• Observation: Design Technology “is different” from Process Technology– In particular, it has never been able to state any
quantified (= meaningful?) red bricks in the ITRS
Andrew Kahng – March 2002
My “Big Picture”My “Big Picture”• Why ITRS has “red brick” problems
– “Wrong” Moore’s Law• Frequency and bits are not the same as efficiency and utility• No awareness of applications or architectures (only Design is aware)
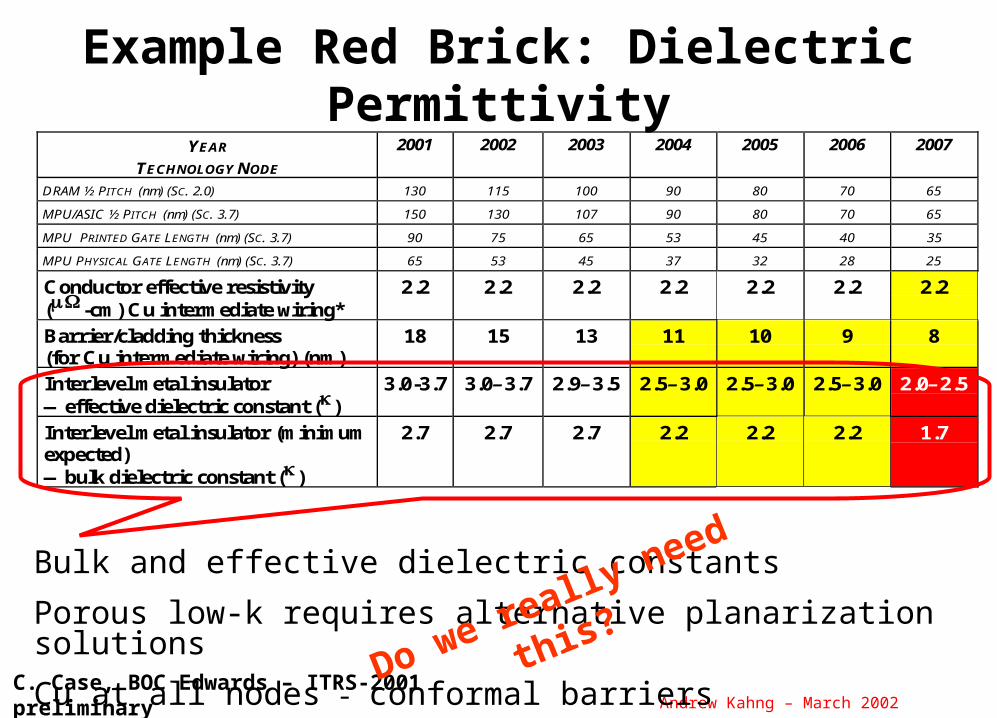
Interlevel metal insulator (minimumexpected)—bulk dielectric constant ()
2.7 2.7 2.7 2.2 2.2 2.2 1.7
Example Red Brick: Dielectric Permittivity
Bulk and effective dielectric constants
Porous low-k requires alternative planarization solutions
Cu at all nodes - conformal barriersC. Case, BOC Edwards – ITRS-2001 preliminary
Do we really need
this?
Andrew Kahng – March 2002
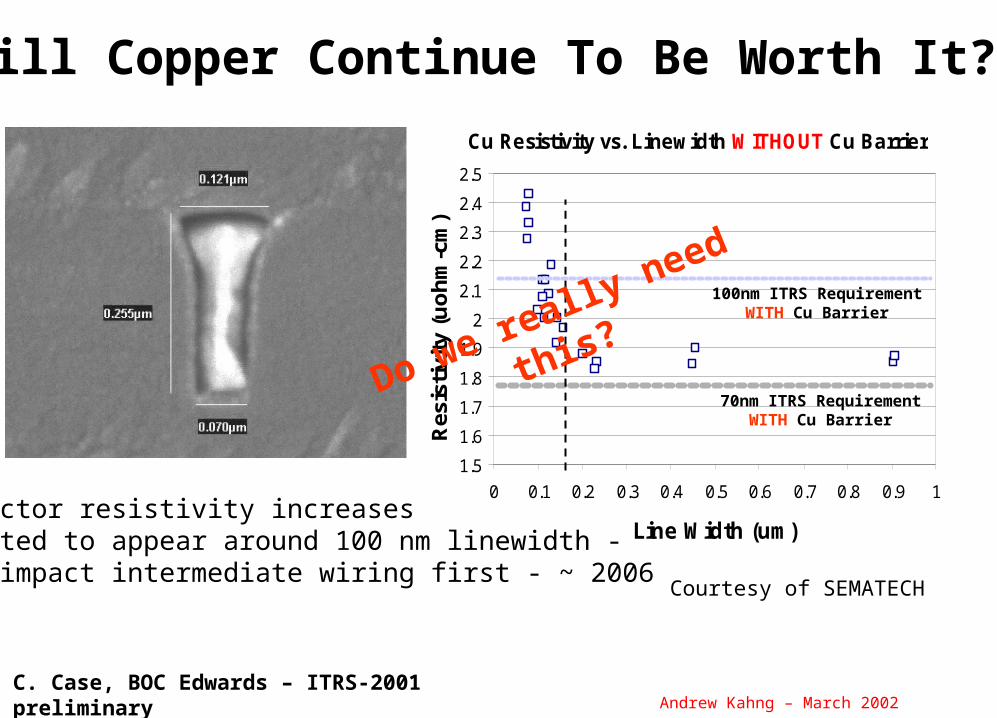
Cu Resistivity vs. Linewidth WITHOUT Cu Barrier
1.5
1.6
1.7
1.8
1.9
2
2.1
2.2
2.3
2.4
2.5
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
Line Width (um)
Res
isti
vity
(u
oh
m-c
m)
70nm ITRS RequirementWITH Cu Barrier
100nm ITRS RequirementWITH Cu Barrier
Will Copper Continue To Be Worth It?
Courtesy of SEMATECH
Conductor resistivity increasesexpected to appear around 100 nm linewidth -will impact intermediate wiring first - ~ 2006
C. Case, BOC Edwards – ITRS-2001 preliminary
Do we really need
this?
Andrew Kahng – March 2002
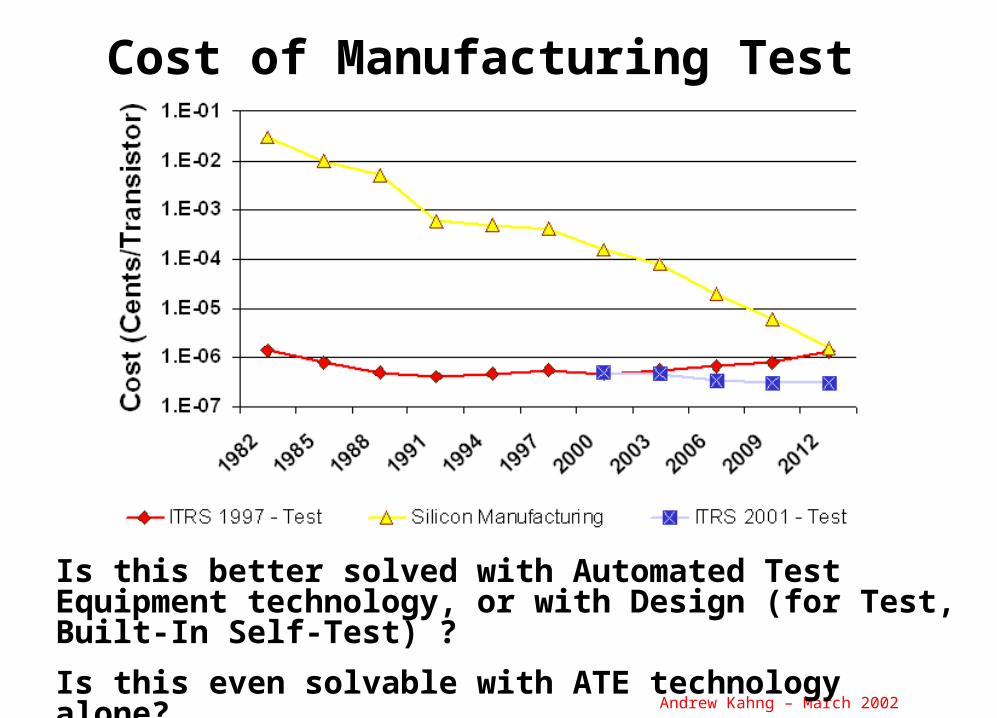
Cost of Manufacturing Test
Is this better solved with Automated Test Equipment technology, or with Design (for Test, Built-In Self-Test) ?
Is this even solvable with ATE technology alone?
Andrew Kahng – March 2002
Message #4Message #4• ITRS technologies are like parts of the ITRS car• Every one (= each ITRS chapter) takes the
“engine” point of view when it defines its requirements– “Why, you may take the most gallant sailor, the most intrepid airman, the
most audacious soldier, put them at a table together – what do you get? The sum of their fears.” - Winston Churchill
• All parts must work together to make the car go smoothly
• (Comment: Design = Steering wheel and/or tires … but has never “squeaked” loudly enough)
• The ITRS balancing act should entail global optimization” of requirements
Andrew Kahng – March 2002
And Hold This Thought…And Hold This Thought…• EDA as an industry:
– One chapter out of 12 in ITRS– One part of SISA – Small: 6000 R&D worldwide, $4B total market
• EDA growth rate, business model, research investment level are all laughable– Dataquest: 3.9% annual growth in tools $ spent per
designer– Pure research investment: few 10’s of $M per year– Tool integration costs >> tool costs– Vicious cycle of small ROI, small valuation, small size
• Yet, in 2001: “Can Design help us?”– This isn’t sharing red bricks – it’s punting red bricks
Andrew Kahng – March 2002
OutlineOutline
• 1. Background: ITRS and system drivers• 2. Design roadmap• 3. On the Design Productivity Gap• 4. Sharing red bricks• 5. Design-manufacturing integration• 6. Conclusion
Integration” = one of five Cross-Cutting Challenges
• Goal: share red bricks with other ITRS technologies– Lithography CD variability requirement new Design
techniques that can better handle variability
– Mask data volume requirement solved by Design-Mfg interfaces and flows that pass functional requirements, verification knowledge to mask writing and inspection
– Does “X initiative” have as much impact as copper?
– What is the cost/benefit of PhasePhirst! (on-grid layout)?
• CV/I trend (17% per year improvement) = “constraint”• Huge increase in subthreshold Ioff
– Room temperature: increases from 0.01 uA/um in 2001 to 10 uA/um at end of ITRS (22nm node)
• At operating temperatures (100 – 125 deg C), increase by 15 - 40x
– Standby power challenge• Manage multi-Vt, multi-Vdd, multi-Tox in same core• Aggressive substrate biasing• Constant-throughput power minimization• Modeling and controls passed to operating system and applications
• Aggressive reduction of Tox– Physical Tox thickness < 1.4nm (down to 1.0nm) starting in
2001, even if high-k gate dielectrics arrive in 2004– Variability challenge: “10%” < one atomic monolayer
Andrew Kahng – March 2002
LithographyLithography• 10% CD uniformity is a red brick today• 10% < 1 atomic monolayer at end of ITRS• This year: Lithography, PIDS, FEP agreed to raise CD
uniformity requirement to 15% (but still a red brick)• Design for variability
– Novel circuit topologies that are less sensitive to variations– Circuit optimization (conflict between slack minimization and
guardbanding of quadratically increasing delay sensitivity)– Statistical performance analysis flows– Centering and design for $/wafer– Highly constrained layouts (phase, orientation, pitch, …)
• Design for when devices, interconnects no longer 100% guaranteed correct?
Andrew Kahng – March 2002
Shared Red Bricks for Mask Handoff• WYSIWYG broken (mask) verification bottleneck
– Affects manufacturing NRE in mask, ASIC industries• Need function- and cost-aware OPC, PSM, dummy fill
– Real goal = predictable circuit performance and function– Therefore, tools must understand functional intent
• make only corrections that gain $$$, reduce performance variation• make only corrections that can be manufactured and verified (including mask inspection)• understand (data volume, verification) costs of breaking hierarchy
– Understand flow issues• e.g., avoid making same corrections 3x (library, router, PV tool)
• Need much more than GDSII in manufacturing interface– Includes sensitivities to patterning variation / error– Guided by models of manufacturing equipment – Mask verification needs to know same function, sensitivity info
Andrew Kahng – March 2002
Message #5A: We know this alreadyMessage #5A: We know this already
• Design KNOWS about these problems
• Design would like to IGNORE them
• Design can’t AFFORD to care about them (we have bigger fish to fry)
Andrew Kahng – March 2002
(1998) Problem Statements V• Pass functional intent down to OPC insertion
– OPC insertion is for predictable circuit performance, function
– Problem: make only corrections that win $$$, reduce perf variation (i.e., link to performance analysis, optimizations and sensitivities)
• Pass limits of mask verification up to layout– Problem: avoid making corrections that can’t be
manufactured or verified
• // I.e., 2-way fat pipe between process and design !– SPICE models are not a sufficient process abstraction…
Andrew Kahng – March 2002
(1998) Problem Statements VI• Minimize data volume
– Problem: make corrections that win $$$, reduce perf variation up to some limit of data volume for resulting layout (== mask complexity, cost)
• Layout needs models of OPC insertion process– Problem: taxonomize implications of layout geometry
on cost of the OPC that is required to yield function or “faithfully” print the geometry
– find a realistic cost model for breaking hierarchy (including verification, characterization costs)
Andrew Kahng – March 2002
Other Oldies But Goodies• Constraint-dominated and cost-driven layout (1999)
• Good practices (no doglegs, no Ts, even fingering…)
• Constrained orientations (no 45s, one direction only)
• Auto-P&R productivity (1999)• Guaranteed composability is foundation of standard-cell
productivity
• Library generation must support PSM layout composability
• Layout on the fly (liquid library cells for performance, yield)
Andrew Kahng – March 2002
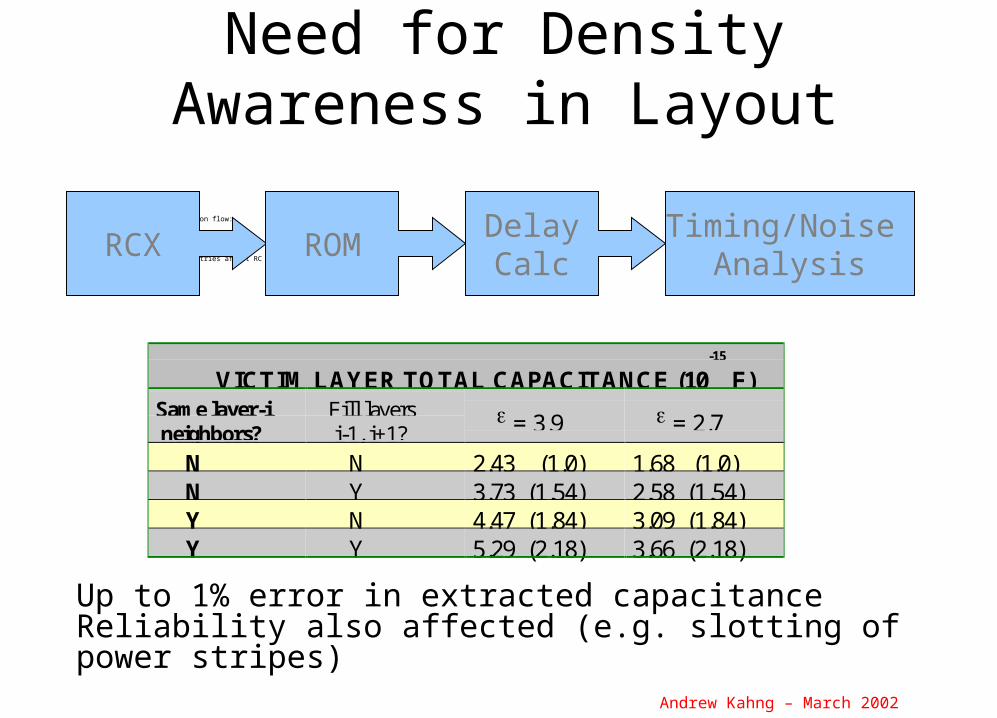
Other Oldies But Goodies• Sane RCX / PA flow with respect to area fill (1998)
• Area fill breaks RCX extraction• Must be modeled / predicted at timing / signal integrity signoff during auto-
P&R• Tradeoffs and correct models (grounded vs. ungrounded; synergies between fill
and printability (as opposed to planarization) must be understood
• PSM, OPC (?) and Fill must be owned by physical design, not physical verification (1999)
• PV tools have Boolean, purely geometric infrastructure• PV tools report errors (e.g., phase conflict), but are not empowered to fix (e.g.,
shift/compact layout
• Miscellaneous (1998)• Hierarchy, data volume, reuse concerns• New tool integrations: compaction, on-the-fly cell synthesis, incremental
detailed routing, graph-based (verification-type) layout analyses, performance and logic optimizations
Andrew Kahng – March 2002
So… How to Share Red Bricks?So… How to Share Red Bricks?
• Cost is the biggest missing link within the ITRS– Manufacturing cost (silicon cost per transistor)– Manufacturing NRE cost (mask, probe card, …)– Design NRE cost (engineers, tools, integration, …)– Test cost– Technology development cost who should solve a given
red brick wall?
• Return On Investment (ROI) = Value / Cost– Value needs to be defined (“design quality”, “time-to-market”)
• Understanding cost and ROI allows sensible levels of investment in, and sharing of red bricks across, the semiconductor supplier industries
Andrew Kahng – March 2002
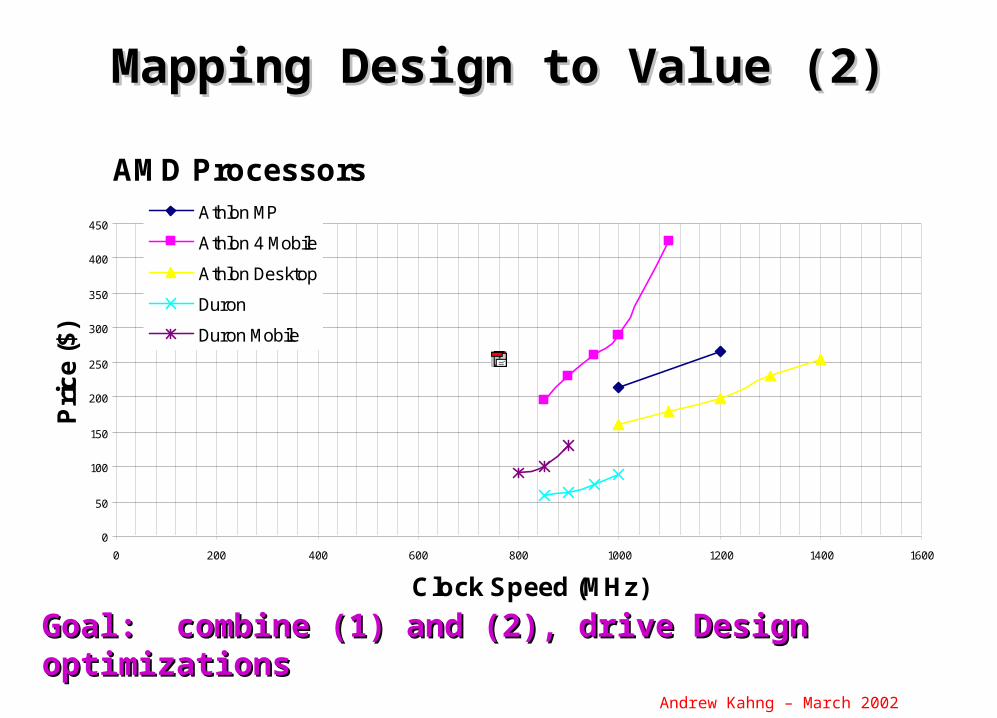
Mapping Design to Value
Across-Wafer Frequency Variation
Andrew Kahng – March 2002
Message 5B: Valuation of TechnologyMessage 5B: Valuation of Technology
• The attention EDA ultimately pays to design-manufacturing integration should depend on customers’ valuations, i.e., their measured ROI
• To measure this ROI, at a minimum we need:– Detailed (geometric electrical functional) models
of process variability as functions of geometry – Models of how chip parameters (frequency, testability,
etc.) affect value– Models of the costs of technology improvement with
respect to variability / printability (e.g., what is the cost of improving CD control by 1 nanometer, or post-CMP global copper dishing by 1%?)
Andrew Kahng – March 2002
OutlineOutline
• 1. Background: ITRS and system drivers• 2. Design roadmap• 3. On the Design Productivity Gap• 4. Sharing red bricks• 5. Design-manufacturing integration• 6. Conclusion
Andrew Kahng – March 2002
ConclusionConclusion• ITRS-2001: Too many independent red bricks• Design: Too many bigger fish to fry• Other technology areas must actively share red
bricks (and, R&D investment) with Design Technology– Many possibilities
• In return, Design Technology community must measure itself– Value of designs, design tools, design processes– Design NRE cost: TAT/TTM, tools, integration, …– Return On Investment = Value / Cost
• A virtuous cycle?– DT gives better ROI, continues to enable silicon-based
– fill abstractions (for parasitic extraction) in constraint-driven routing
Andrew Kahng – March 2002
Integrated Layout Flow, 2• Density analysis, CMP-fill estimation based on detailed routing• Post-detailed routing performance analysis• PSM phase assignability check for all layers
– new compaction constraints as necessary– layout compaction or incremental detailed routing– until pass phase assignability, performance analysis– note: integration with full-chip geometric compaction!
• Actual dummy fill insertion– issues: data volume
– issues: min-cost OPC that achieves required function– issues: data volumes, metrics, intermediate formats– issues: tools stepping on each other (line extensions in DSM router rules are “zeroth-order OPC”, for example)
• More dedicated, less general-purpose logic• More cores help power management (lower frequency, lower Vdd,
more parallelism overall power savings)• Reuse of cores helps design productivity• Redundancy helps yield and fault-tolerance• MPU and SOC converge (organization and design methodology)
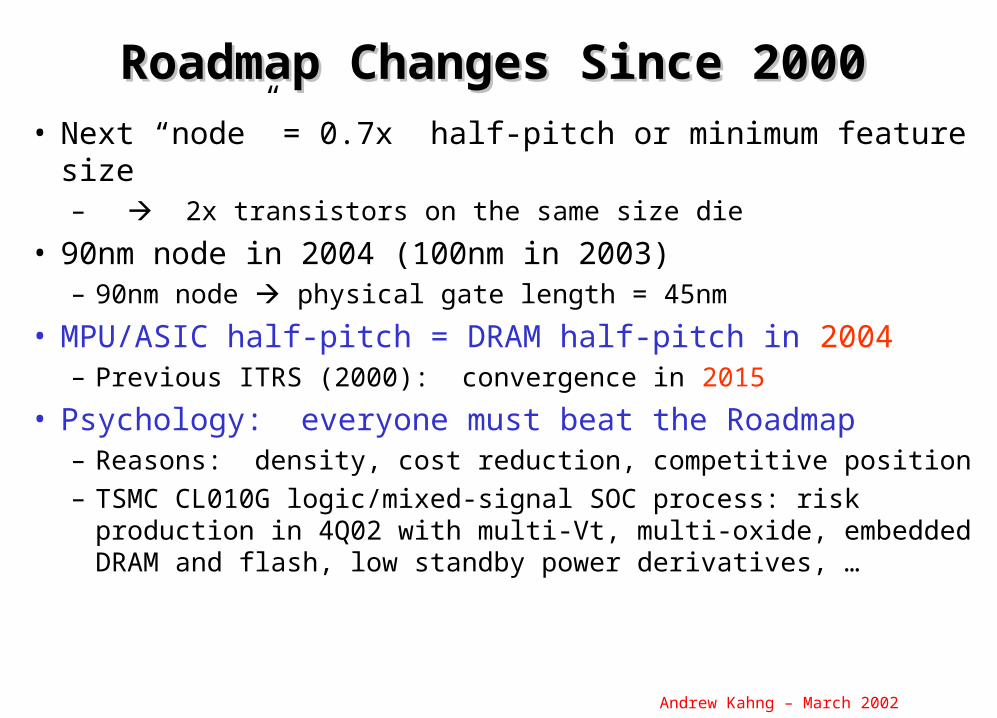
• No more doubling of clock frequency at each node
Andrew Kahng – March 2002
• Logic Density: Average size of 4t gate = 32MP2 = 320F2
Example Supporting Analyses (MPU)Example Supporting Analyses (MPU)
Andrew Kahng – March 2002
• Diminishing returns– “Pollack’s Rule”: In a given node, new microarchitecture takes 2-3x area
of previous generation one, but provides only 50% more performance– “Law of Observed Functionality”: transistors grow exponentially, while
utility grows linearly
• Power knob running out– Speed from Power: scale voltage by 0.85x instead of 0.7x per node– Large switching currents, large power surges on wakeup, IR drop issues– Limited by Assembly and Packaging roadmap (bump pitch, package cost)– Power management: 25x improvement needed by 2016
• Speed knob running out– Where did 2x freq/node come from? 1.4x scaling, 1.4x fewer logic stages– But clocks cannot be generated with period < 6-8 FO4 INV delays– Pipelining overhead (1-1.5 FO4 delay for pulse-mode latch, 2-3 for FF)– ~14-16 FO4 delays = practical limit for clock period in core (L1$, 64b add)– Cannot continue 2x frequency per node trend
Example Complementary Analyses Example Complementary Analyses (MPU)(MPU)
Andrew Kahng – March 2002
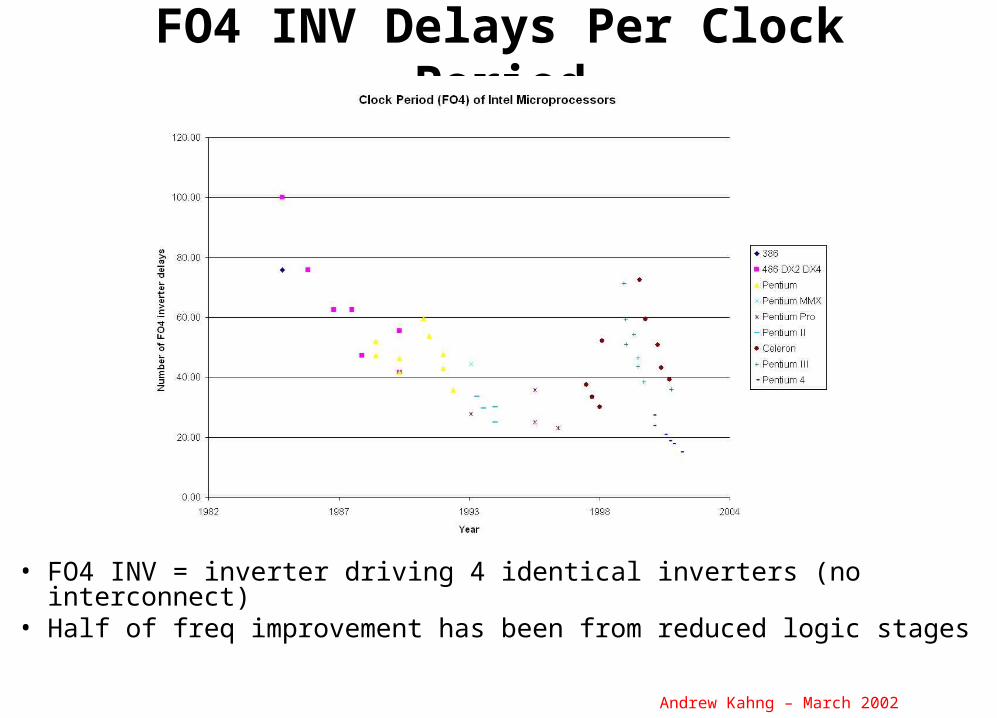
FO4 INV Delays Per Clock Period
• FO4 INV = inverter driving 4 identical inverters (no interconnect)• Half of freq improvement has been from reduced logic stages
Andrew Kahng – March 2002
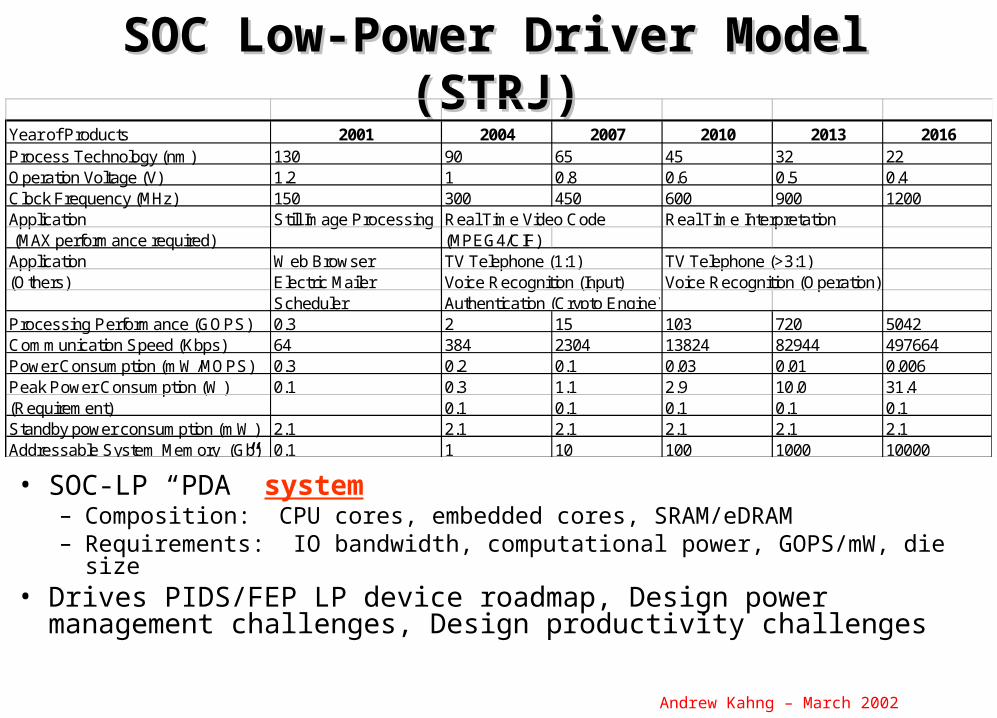
SOC Low-Power Driver Model (STRJ)SOC Low-Power Driver Model (STRJ)
• SOC-LP “PDA” system– Composition: CPU cores, embedded cores, SRAM/eDRAM– Requirements: IO bandwidth, computational power, GOPS/mW, die size
Year of Products 2001 2004 2007 2010 2013 2016Process Technology (nm) 130 90 65 45 32 22Operation Voltage (V) 1.2 1 0.8 0.6 0.5 0.4Clock Frequency (MHz) 150 300 450 600 900 1200Application Still Image Processing Real Time Video Code Real Time Interpretation (MAX performance required) (MPEG4/CIF)Application Web Browser TV Telephone (1:1) TV Telephone (>3:1)(Others) Electric Mailer Voice Recognition (Input) Voice Recognition (Operation)
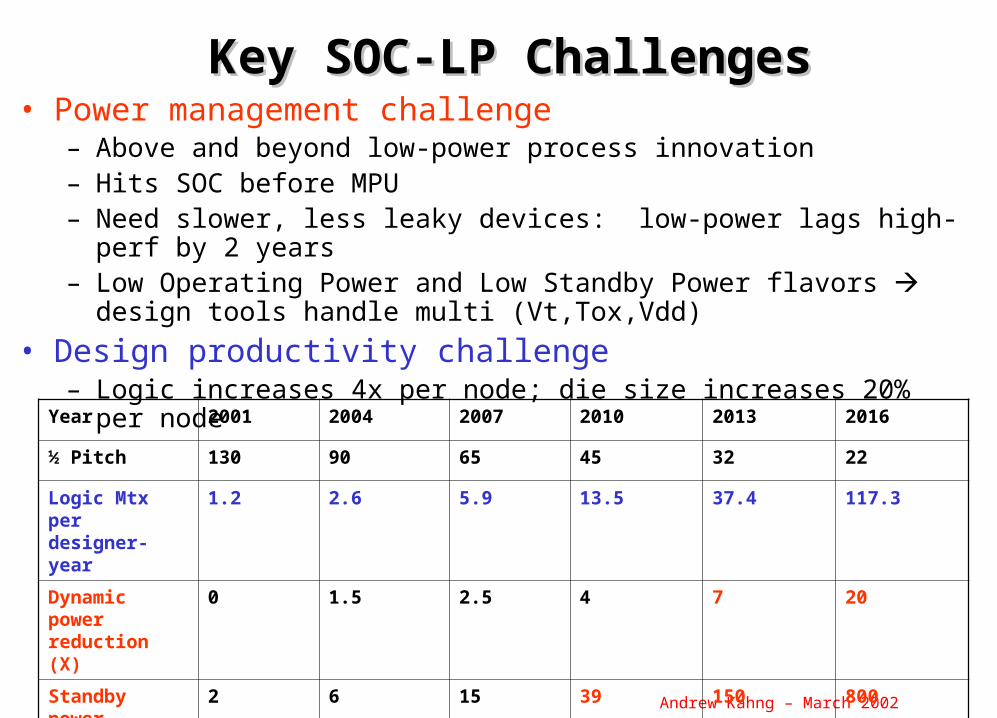
Key SOC-LP ChallengesKey SOC-LP Challenges• Power management challenge
– Above and beyond low-power process innovation– Hits SOC before MPU– Need slower, less leaky devices: low-power lags high-perf by 2 years– Low Operating Power and Low Standby Power flavors design tools
handle multi (Vt,Tox,Vdd)
• Design productivity challenge– Logic increases 4x per node; die size increases 20% per node
• 1. Background: ITRS and system drivers• 2. Design Roadmap• 3. Sharing red bricks• 4. Example: Design-manufacturing handoff• 5. Conclusion
Andrew Kahng – March 2002
OutlineOutline
• 1. Background: ITRS and system drivers• 2. Design Roadmap• 3. Sharing red bricks• 4. Example: Design-manufacturing handoff• 5. Conclusion
Andrew Kahng – March 2002
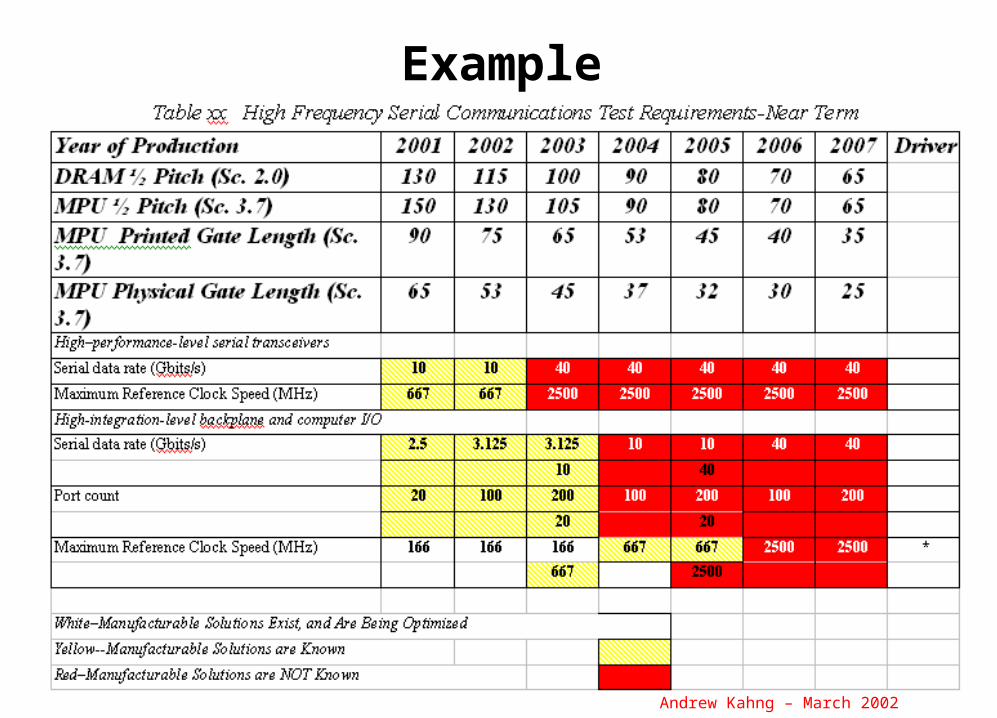
Example
Andrew Kahng – March 2002
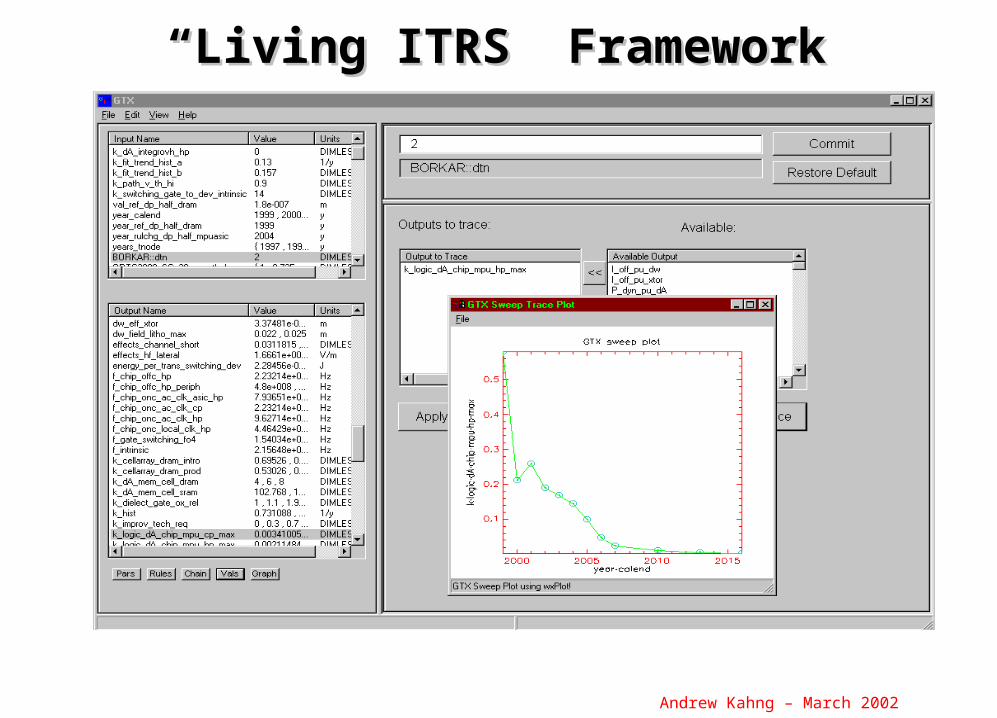
““Living ITRS” FrameworkLiving ITRS” Framework
Andrew Kahng – March 2002
OutlineOutline
• 1. Background: ITRS and system drivers• 2. Design Roadmap• 3. Sharing red bricks• 4. Example: Design-manufacturing handoff• 5. Conclusion
Andrew Kahng – March 2002
2001 Big Picture2001 Big Picture• Message from the Design ITWG: Cost of Design
threatens continuation of the semiconductor roadmap– Design cost model– Challenges are now Crises
• Must strengthen bridge between semiconductors and applications, software, architectures– Frequency and bits are not the same as efficiency and utility– New System Drivers chapter, with productivity and power foci
• Must strengthen bridges between ITRS technologies– Are there synergies that “share red bricks” more cost-
effectively than independent technological advances?– “Manufacturing Integration” cross-cutting challenge– “Living ITRS” framework to promote consistency validation