Expander Operated Gas Processing: Cooler NGL (Natural Gas Liquid) temperatures and maximized uptime with Helidyne’s NGL Expander design. Author: Joseph James Mechanical Engineer April, 2015 Specifications: Flowrates 1-10 mmscfd Max. Pressure 1440 psi Min. Temperature -50 °F Power Generation up to 50 kW
Transcript
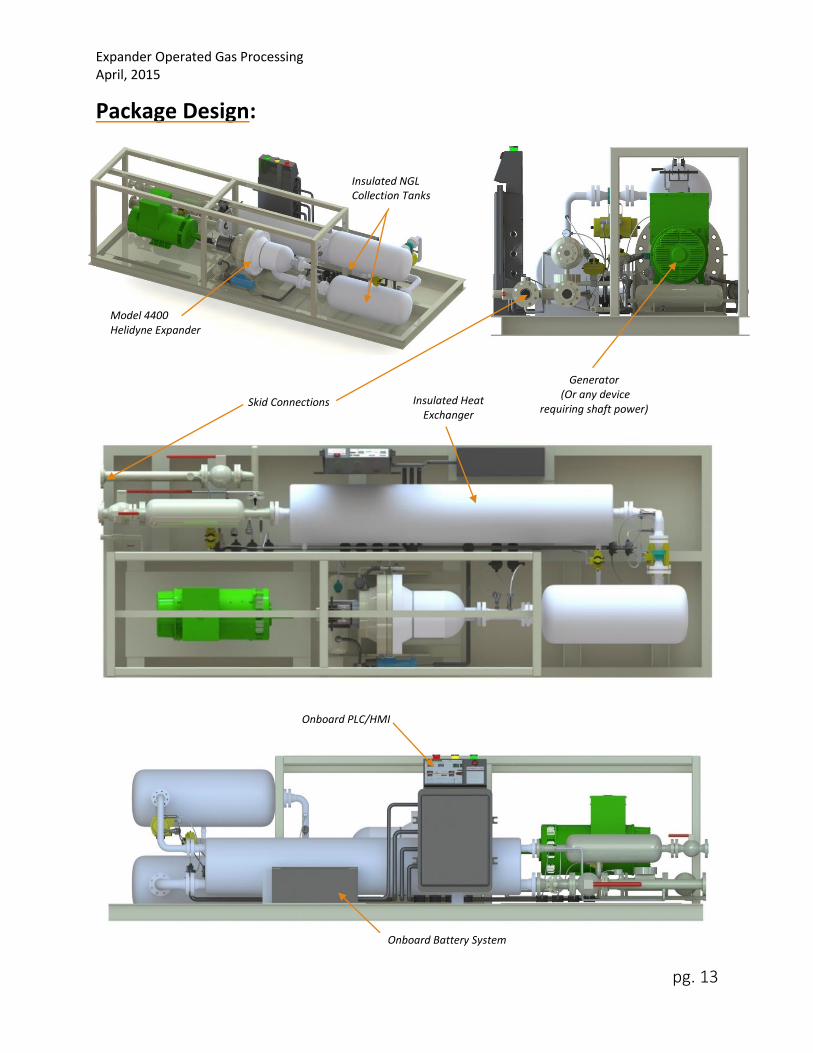
Expander Operated Gas Processing April, 2015
L’
Expander Operated Gas Processing:
Cooler NGL (Natural Gas Liquid) temperatures and maximized
uptime with Helidyne’s NGL Expander design.
Author:
Joseph James
Mechanical Engineer
April, 2015
Specifications:
Flowrates 1-10 mmscfd
Max. Pressure 1440 psi
Min. Temperature -50 °F
Power Generation up to 50 kW
Expander Operated Gas Processing April, 2015
Table of Contents
Executive Summary 1
Introduction 2
JT Skid Configuration 3
JT/MRU Skid Configuration 4
Expander Skid Configuration 5
How It Works 6
Empirical Data 8
Mathematical Validation 11
Package Design 13
Contact Us 14
Expander Operated Gas Processing April, 2015
pg. 1
Executive Summary:
Recent advancements in fracking and remote well operations have proven to be a very effective
method to stimulate wells and increase production. Unfortunately, infrastructure development is either
not feasible or delayed years to service remote wells making gaseous product transportation an
economic impossibility. Consequently, remote well and NGL processing equipment are the only viable
means of keeping production numbers high. Liquefying as much of the wellhead gas as possible makes
trucking transports possible, however, this creates challenges when trying to maximize wellhead gas
recovery. Despite all efforts, over 150 million cubic feet of natural gas is flared each day in remote areas
of North Dakota.
Helidyne’s NGL drop-out package offers a solution that minimizes gas flaring, reduces
downtime, and generates electricity as a bi-product. Wellhead gas is typically cooled through a high-
pressure / JT cooling system. This cooling process condenses the “heavy” gasses into a liquid making
remote truck transport economical. The system outlet temperature dictates the amount of heavy liquids
recovered; lower temperatures produce more NGLs. Depending on wellhead gas composition, these
“JT” skids have the capability of reaching temperatures of -30 °F. Since the Helidyne expander extracts
energy from the high pressure fluid in addition to utilizing the JT effect, it will always produce a colder
exhaust temperature than any JT valve. This results in more liquid recovery and higher revenue for the
customer. On average, the Helidyne expander will produce a 10-30 °F colder exhaust temperature than
a JT valve. This document illustrates a few configurations used within the industry, empirical data of the
Helidyne expander, and how the Helidyne NGL drop-out package is different.
Helidyne’s Model 4400 Expander
Figure 1
Expander Operated Gas Processing April, 2015
pg. 2
Introduction:
Wellhead gas is always a byproduct of oil production and needs to be separated. The flowrate of
separated gas varies from well-to-well with the most common wells producing about 3-5 mmscfd of gas.
This separated gas contains rich components like propane and butanes with a methane mol % ranging
from 40% (wetter gas) to 80% (dryer gas). Because these sites are in remote locations, typically no
infrastructure (including grid power) is present to transport the gas. Shipping the gas via freight isn’t
economical as the transport cost per cubic foot is unreasonable. However, liquefying these gases
reduces the volume making transport profitable.
There are several approaches to liquefying
NGLs. The most common method is by a heat
exchanger coupled with a JT skid. In this scenario, the
wellhead gas is compressed from 30-40 psi up to 1000
psi. The temperature of the gas is increased to 100-
150 °F at this high pressure. It then goes through a
heat exchanger that lowers the temperature to 20-50
°F while keeping it at that high pressure (some of the
heavy gases liquefy at this stage and drop out). The gas is then fed through a JT valve which uses the
Joule Thompson effect to lower the fluid temperature as it passes from a high-to-low pressure system.
This JT valve typically drops the pressure down to 100-400 psi and cools the gas in the range of -30 to -
10 °F. Heavy gases liquefy and are extracted from the main gas stream. The desired end product is a gas
with high methane content (typically between 80% and 90% methane).
Occasionally, if the wellhead gas is
extremely rich (40%-60% methane), a MRU
(mechanical refrigeration unit) will be installed
with a JT valve to cool the gas further. Rich gasses
have a smaller change in temperature when only
utilizing the JT effect thus requiring additional
cooling from an MRU to liquefy gas. These
refrigeration units also require an on-site
generator and consume approximately 125 kW.
Adding an MRU to a gas processing site is an
expensive proposition. It requires a leased MRU,
rented gas-powered generator, and on-going
maintenance as this equipment has proven to be unreliable mechanically and functionally not suited for
North Dakota’s rich gas and extreme environment. The Helidyne expander package replaces the JT valve
and removes the need for an MRU for rich gas wellheads. By having the capability of extracting fluid
energy from the gas stream, resultant temperatures are between 10 and 30 °F lower than a JT valve, and
comparable to a JT+MRU system. But, unlike the MRU, the Helidyne expander generates power instead
of consuming it; removing any need for an on-site generator and the MRU itself.
A Helidyne Expander
will produce lower NGL
temperatures than any
JT valve. Always.
A Helidyne expander is a
self-starting, fully
automated, mechanical
device that utilizes only
one electric motor.
Expander Operated Gas Processing April, 2015
pg. 3
Below are two of the most common NGL drop-out skid configurations. The first diagram (figure
2) shows a JT skid configuration, which is typically used for a leaner wellhead gas (70% methane content
or higher). The second diagram (figure 3) shows the typical configuration for a wellhead that provides a
rich gas (Methane content as low as 40%). Richer gases have steeper “p vs h” charts (see page 7), which
renders the JT effect less efficient; thus requiring additional cooling from a generator-powered
refrigeration unit.
State Pressure Temperature Flow Description
1 30 to 40 psi 50 to70 °F Rich wellhead gas (methane content between 40% and 80%)
2 1000 psi 100 to 150 °F Hot, high pressure wellhead gas
3 1000 psi 30 to 60 °F Cooled, high pressure wellhead gas/liquid mixture
4 150 psi 30 to 60 °F Dropped out liquids collected from tank #1
5 1000 psi 30 to 60 °F Cooled, high pressure wellhead gas (higher methane content then states 1-3)
And comparing equation 2 results to empirical data from the NIST Chart in figure 11:
893.15𝑘𝐽
𝑘𝑔− 877.03
𝑘𝐽
𝑘𝑔= 16.12
𝑘𝐽
𝑘𝑔 ≈ 18.8
𝑘𝐽
𝑘𝑔
These empirically validated mathematical models allow for any natural gas composition to be
calculated. If given the inlet pressure, outlet pressure, and inlet temperature; the power produced and
change in enthalpy can be predicted. As stated previously, a Helidyne expander will always produce
lower temperatures than a JT valve and comparable temperatures as an MRU configuration with the bi-
product being usable shaft power.
NOTE: Thermodynamic calculations will have a greater margin of error than power calculations due to the inherent approximations in thermodynamic modeling.