NON-THERMAL PROCESSING TECHNOLOGIES AND DAIRY PRODUCT QUALITY Geoffrey Smithers , Cornelius (Kees) Versteeg, and Jay Sellahewa CSIRO/Food Science Australia FIL-IDF Dairy Science and Technology Week Québec City, Québec, Canada May 14th, 2008
Transcript
NON-THERMAL PROCESSING TECHNOLOGIES AND DAIRY PRODUCT QUALITY
Geoffrey Smithers, Cornelius (Kees) Versteeg, and Jay Sellahewa
CSIRO/Food Science Australia
FIL-IDF Dairy Science and Technology WeekQuébec City, Québec, Canada
Future dairy processing technologiesHigh pressure processing (HPP)Power ultrasonics (‘powersonics’)Pulsed electric field (PEF)Cold plasma
Summation – what’s on/over the horizon
MILK – THE RAW MATERIAL WE PRIZE!
Protein and fat components impart a range of desirable properties to food, foundation for dairy products/ingredients, nutritionOther components (minor lipids, peptides, minerals, lactose) andprocessing can modulate their functionality
0.32Minor (vitamins, acids)
0.65Minerals
3.9Fat
4.6Lactose
3.3Protein (casein, whey)
87.3Water
Content(%, w/w)
Component
BRIEF HISTORY OF DAIRY PROCESSINGMilk, whey and colostrum considered valuable foods for thousands of years
~800 BC – calves' stomachs used to transport milk
Protein coagulation, through action of natural enzyme chymosin, spawns start of the cheese (and whey) industry
Processing, often thermal, used to:Ensure safety and quality, extend shelf-lifeAllow for storage, transport and distributionReveal/transform functionality of components – products and ingredients
Modern food industry demanding more:Functional dairy proteins/peptides, lactose, lipids, minerals
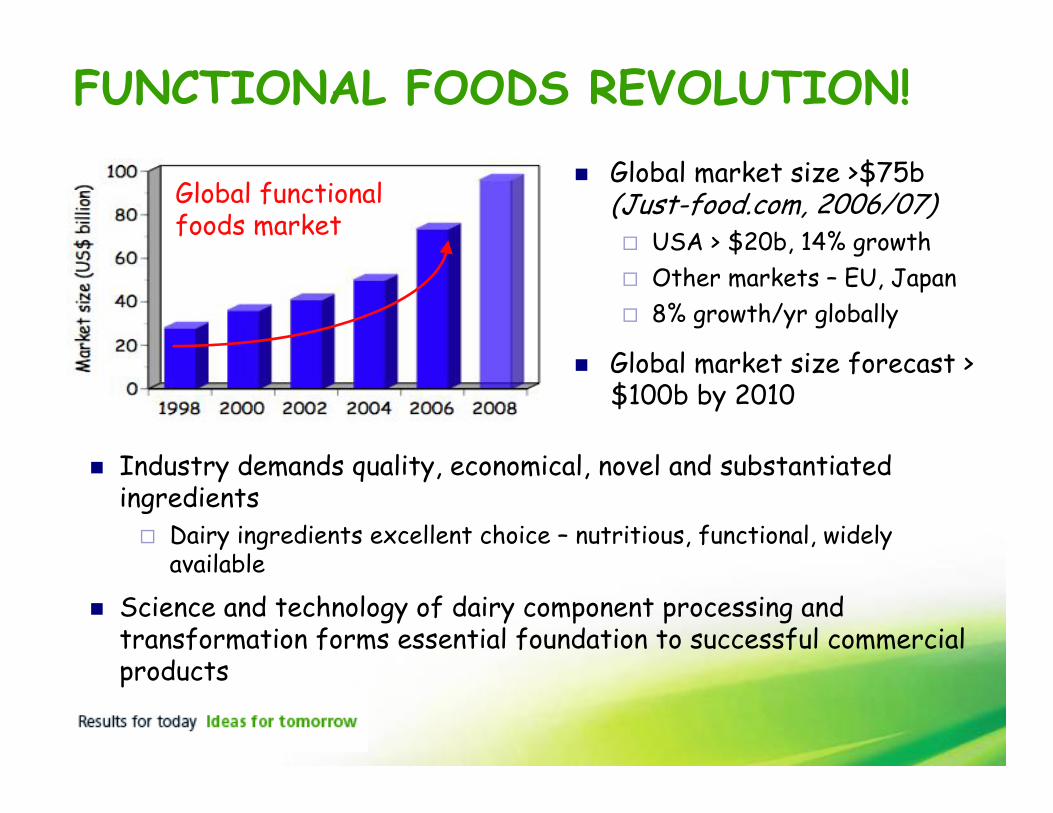
Industry demands quality, economical, novel and substantiated ingredients
Dairy ingredients excellent choice – nutritious, functional, widely available
Science and technology of dairy component processing and transformation forms essential foundation to successful commercial products
Global functional foods market
“(Increasing) consumer demand for new foods and changes in eating habits and food safety risks are
affecting the food processing industry. The population is becoming older on average; moreover, consumers want fresh and minimally processed foods without
synthetic chemical preservatives. To address the need for safer food and compete for consumer acceptance, manufacturers are exploring new food processing and
preservation methods.”– Don Zink, Nestlé
FUTURE FOOD (DAIRY) PROCESSING
“High Pressure
Processing”
WHAT IS HIGH PRESSURE PROCESSING (HPP)?
Very high pressure exerted by water (up to 700 MPa = 100,000 psi)
Distributed evenly and instantly throughout (water-based) foodKeeps food from being crushed
Microbial (and some enzyme) inactivation without off-flavors, color degradation, and other quality loss associated with heat
EFFECTS OF HIGH PRESSURE
As above, plus equilibria may changeFood systems
Some change in conformationMacromolecules
Generally not affectedSmall molecules (eg, flavors)
Selectively inactivated or activatedEnzymes
Many inactivated, some easilyViruses
Vegetative cells – inactivatedBacterial spores – not inactivated (yet)Fungal spores – some inactivated
Microorganisms
InactivatedParasites
EffectMaterial
HPP INACTIVATION OF SALMONELLAValencia juice, pH 4.2
Pressure (MPa)
Initial cf
u/mL
103
105
107
300 450 600525375
> 300 sec
< 15 sec15 sec
30 sec45 sec
LISTERIA UNDER PRESSURE Leakage of cell contents through holes in membrane
Control450 MPa, 300 s 600 MPa, 180 s
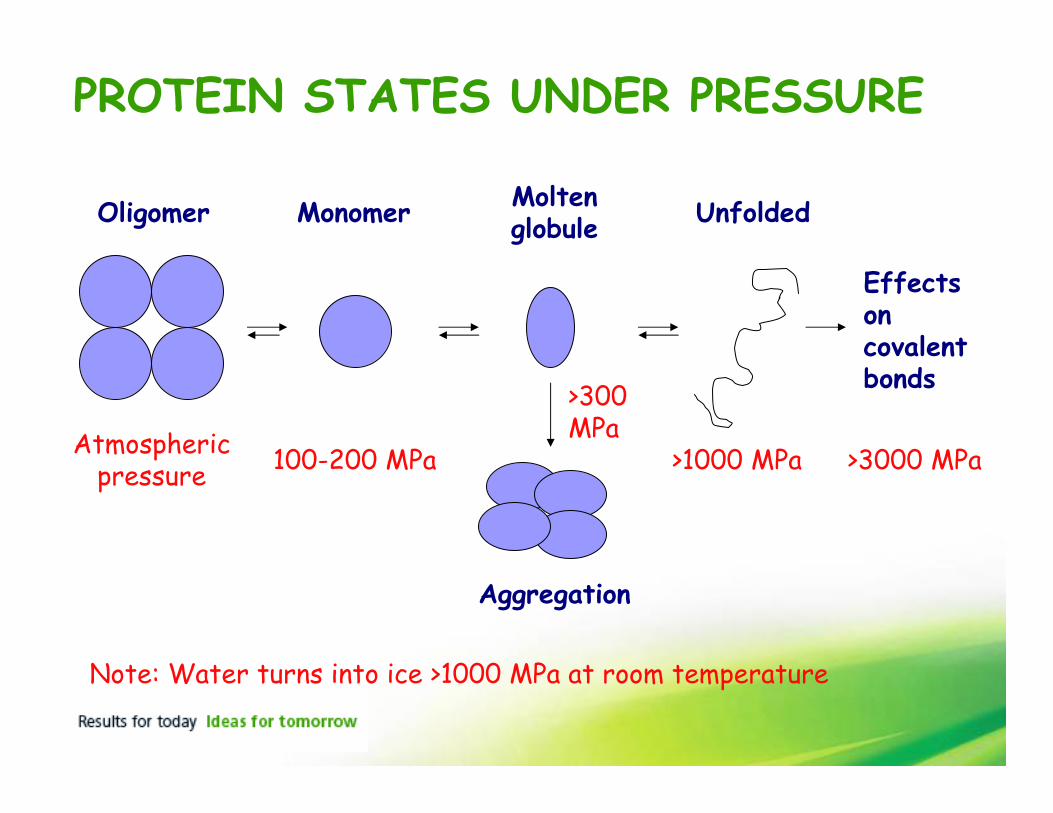
PROTEIN STATES UNDER PRESSURE
Atmospheric pressure 100-200 MPa
>300 MPa
>1000 MPa >3000 MPa
Effects on covalent bonds
Molten globuleMonomerOligomer Unfolded
Note: Water turns into ice >1000 MPa at room temperature
Aggregation
HPP EFFECT ON CASEINSIncreased supernatant caseins – dissociation/shrinkage of micellesPartially reversible with time (and temp.) change
Not a panacea, niche products and/or applications for specific marketsYogurt/dairy dessert/smoothies manufacture
less syneresis, firmer texture, less solidsshelf-life, enhance probiotic activity
CheeseIncrease speed of maturation, arrest at specific timeImprove textureRaw milk cheese with safety (requires regulatory approval)Fresh curd cheeses, cheese based spreads – extend shelf-life
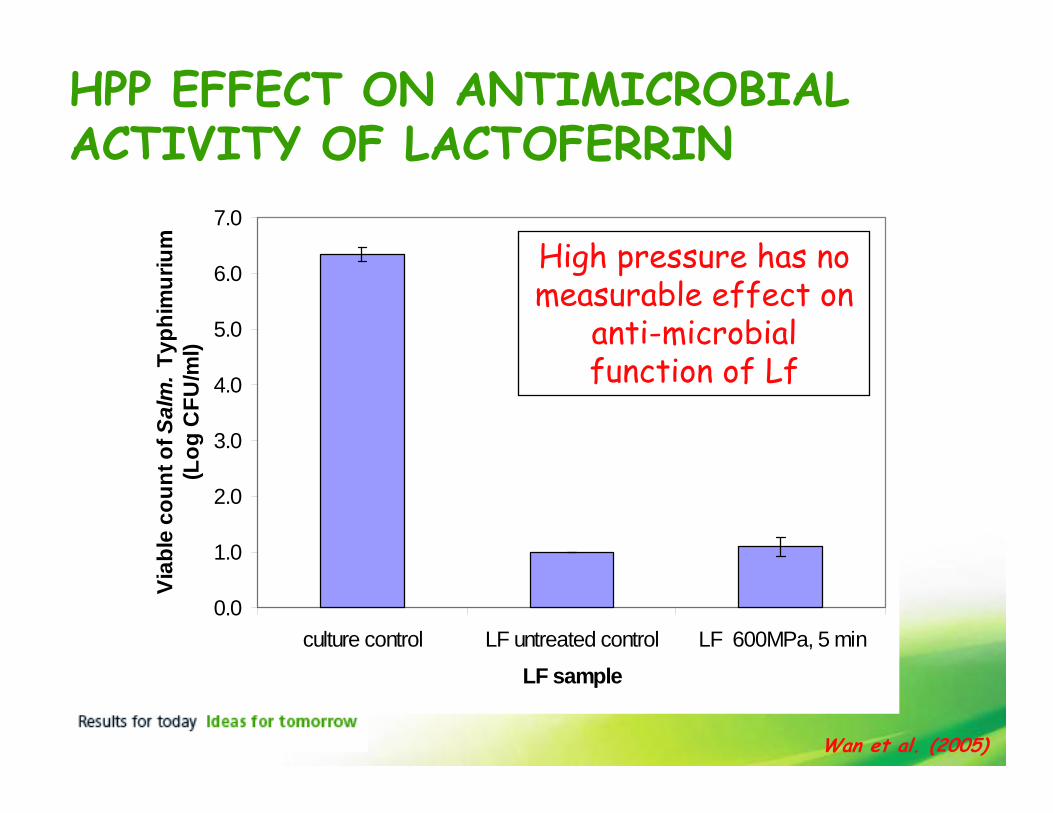
Enhance functionality of specific/specialized powders (eg, solubility)Milk, colostrum and whey bioactives (eg, lactoferrin and others)
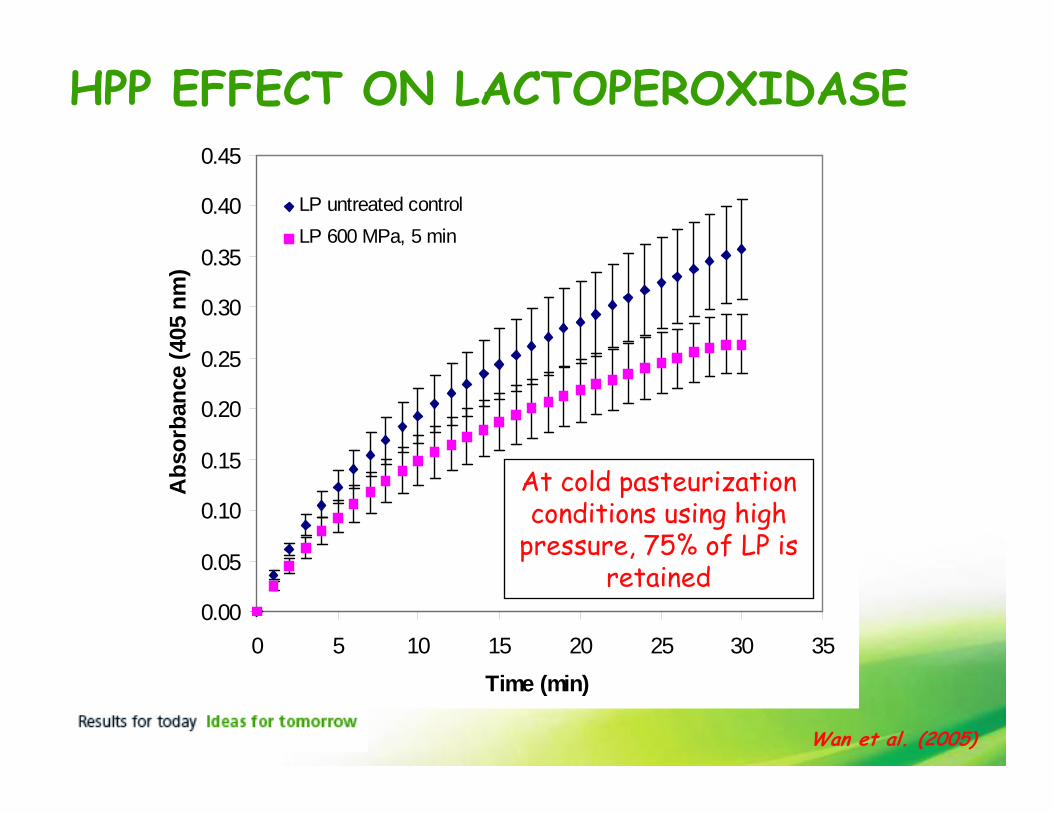
Cold pasteurization while maintaining bioactivity
“Power Ultrasound”
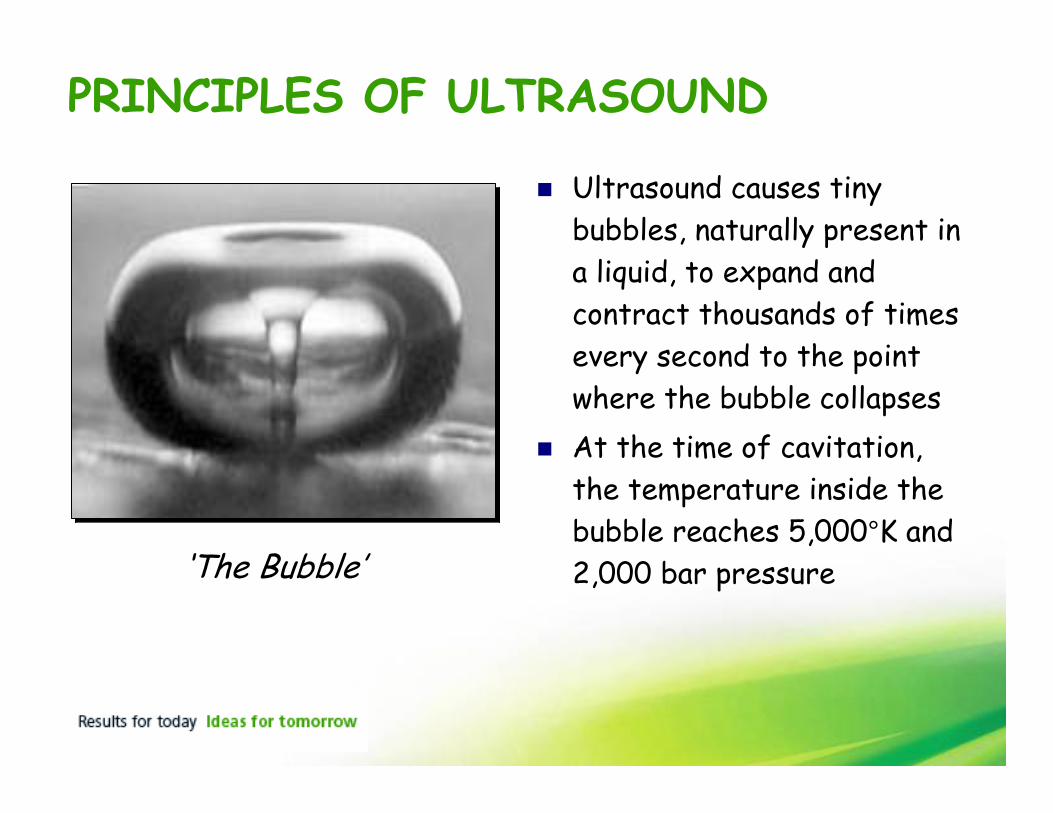
PRINCIPLES OF ULTRASOUND
Ultrasound causes tiny bubbles, naturally present in a liquid, to expand and contract thousands of times every second to the point where the bubble collapsesAt the time of cavitation, the temperature inside the bubble reaches 5,000°K and 2,000 bar pressure ‘The Bubble’
POWER ULTRASONICS – FAST MOVING!
Sound waves over 18 kHzNeed medium to propagateEquipment from 20 to 1,000 kHzVery specialized engineering design and application understandingPower(sonics) increasing – High Power Ultrasonics (HPU)Commercially scaleable
ULTRASONICS IN BIOLOGICAL SYSTEMS
Colloidal disintegration and dispersion
Cell wall/particulate dispersion – rheology
Cell rupture - bioavailability, extraction
Intracellular disruption Viability
Mass transfer Extraction, infusion
Excitement Fermentations
Incr
easi
ng in
tens
ity
The bubble cloud at tip of sonotrode
EFFECTS OF ULTRASONICS
Size reduction and reactions can occurFood systems
Structures disrupted, functionality may be affected
Macromolecules
Reactions and free radicals, flavor may be affected
Small molecules
Selectively inactivated/activatedEnzymes
NoViruses
Little effect in isolationCan significantly enhance effects of other treatments (eg, low heat)
Microorganisms
YesParasites
EffectMaterial
ULTRASONIC PRODUCT MODIFICATION – DAIRY EXAMPLE I
Viscositymanagement
Thickeningand thinningGelationWaterbinding
Particle sizereduction and agglomeration
Hydrocolloid polymer cleaving – “nano-milling”
Crystallization management
Particle Size Distribution
0.01 0.1 1 10 100 1000 3000 Particle Size (µm)
0
1
2
3
4
5
6
7
8
9
10
Volume
(%)
Untreated whole milkUltrasound homogenization of whole milk
Mawson, Simons, Bates et al. (2005)
UF OF WHEY – ULTRASONIC FLUX IMPROVEMENT – DAIRY EXAMPLE II
Steady-state flux after 4 h permeation of 6% whey at 300 kPa transmembrane pressure
Production cycle enhancements of 20 - 70%, some benefits during cleaningNo apparent damage to membranes or whey solutions
with ultrasound
without ultrasound
Mawson, Simons et al. (2006)
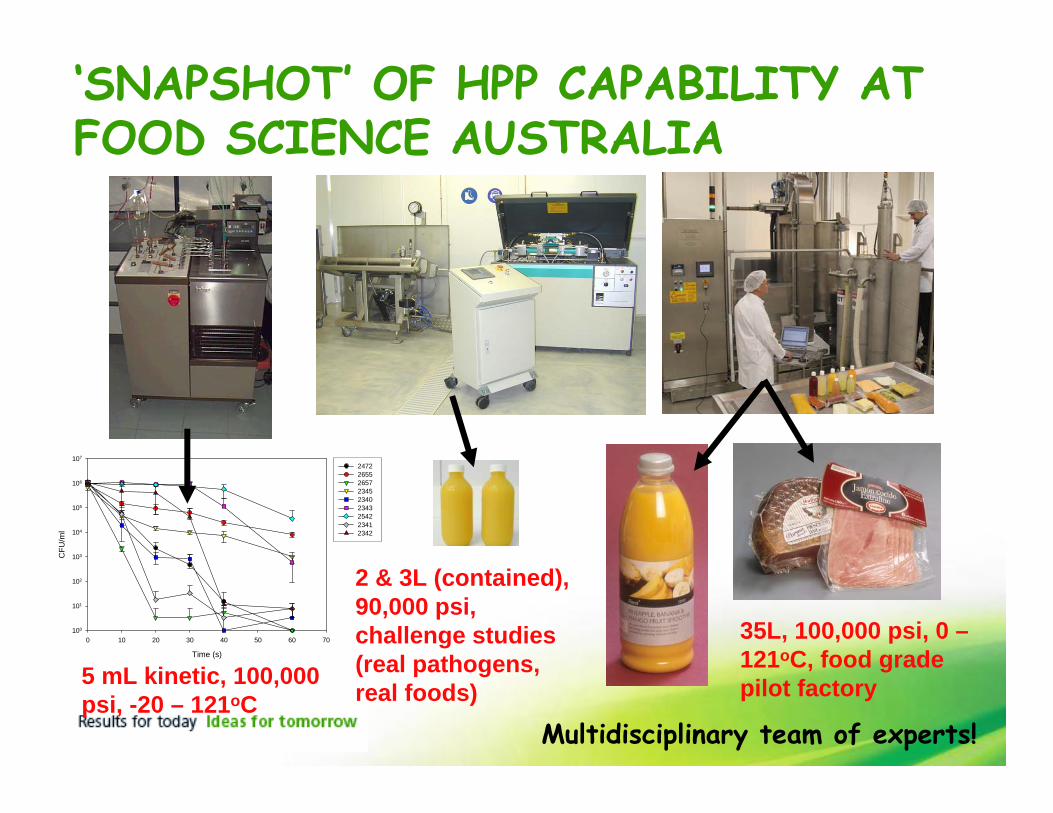
‘SNAPSHOT’ OF HPU CAPABILITY AT FOOD SCIENCE AUSTRALIA
25 kHz Laboratory focused and radialsonotrodes (400 W and 1 kW)Laboratory flow-through cellsLaboratory kinetic reaction vesselSonifier spray nozzleCommercial scale flow-through,focused and radial sonotrodes (8 kW)Pilot-scale tank system (8 kW)
FUNCTIONAL APPLICATIONS OF HPU IN DAIRY PROCESSING
Extraction, separationEmulsification, mixingEnzyme activation, inactivationCrystallizationDegassing and defoamingSpraying/coatingEncapsulationHigh-shear mixing, homogenization, viscosity modulationLow temperature dryingPasteurization at lower temperature?
The ‘bubble cloud’ at tip of sonotrode
Cost-effective!
“Pulsed Electric Field”
WHAT IS PULSED ELECTRIC FIELD (PEF) PROCESSING?
Application of high voltage pulses (up to 50 kV/cm) to target product/liquid
Product/liquid becomes part of ‘electrical circuit’Several short pulses, treatment times of microsecondsVarious wave shapes possible, differ in effectivenessMainly inactivates vegetative microbial cells
Some concurrent heating, temp. control importantSuitable for liquid streams, continuous operationSmall (2,000 L/h) and larger (10,000 L/h) commercial units available - commercialization in progress (juice and water) . . . is dairy next?
Control Cell PEF Treated CellBarbosa-Canovas, Washington State Univ.
Saccharomyces cerevisiae (yeast) in apple juice
Inactivation of natural microflora in raw milk: PEF vs. untreated vs. heat only
0.0
2.0
4.0
6.0
8.0
34.2 32.5 28.1 24.0 PEF off 72°C 15sec
63°C 30min
PEF treatment (kV/cm) on incubated raw milk , monopulse, 55°C, 1 ml/sec
Viab
le c
ount
(log
cfu
/ml)
0
15
30
45
60
LP (m
g/L)
TPC Y&M Eb LP
Wan et al. (2006)
PEF IN DAIRY SYSTEMS – I
Inactivation of introduced microflora in skim milk: PEF vs. heat only
0
2
4
6
8
25 30 35 40 45 50 55 60 65
Temperature (°C)
Res
idua
l VC
(log
CFU
/ml)
PEF offPEF
0
2
4
6
8
25 30 35 40 45 50 55 60 65
Temperature (°C)
Res
idua
l VC
(log
CFU
/ml)
PEF offPEF
0
2
4
6
8
50 55 60 65 70 75 80 85
Temperature (°C)
Res
idua
l VC
(log
CFU
/ml)
PEF offPEF
Pseudomonas fluorescens ATCC948
Salmonella typhimurium ATCC14028
Enterobacter faecalis ATCC19433
0
2
4
6
8
45 50 55 60 65 70 75 80 85Temperature (°C)
Res
idua
l VC
(log
CFU
/ml)
PEF offPEF
Listeria monocytogenes NCTC11994
PEF IN DAIRY SYSTEMS – II
Wan et al. (2006)
5 log reduction <50˚C
6 log reduction <70˚C
6 log reduction <60˚C
5 log reduction <55˚C
PEF CAPABILITY AT FOOD SCIENCE AUSTRALIA
Laboratory-scale system (from Ohio State Univ.), suitable for initial scoping work
Up to 10 L/hr
Laboratory-scale system (from Ohio State Univ.), suitable for initial scoping work
Up to 10 L/hr
Pilot-scale system (from Diversified Technologies), suitable for ‘proof-of-concept’and piloting work
Up to 300 L/hr; 1,000 L/hr for low conductivity fluids
Pilot-scale system (from Diversified Technologies), suitable for ‘proof-of-concept’and piloting work
Up to 300 L/hr; 1,000 L/hr for low conductivity fluids
POTENTIAL DAIRY APPLICATIONS FOR PEF
Lower temperature pasteurization
Extending shelf-life of pasteurized liquids
Maintenance of biological activity/efficacy of ‘bioactive’ dairy ingredients (eg, lactoferrin, lactoperoxidase, immunoglobulins) during ‘pasteurization’
Improved heat stability of some dairy proteins?
Enhanced extraction of components (possible role in fractionation of MFGM?)
“Cold Plasma”
ver069 3
WHAT IS COLD PLASMA?
Plasma is gas excited to the point where it releases electrons
Fully ionized gas of low density
Also known as the fourth state of matter
Generally contains ions, atoms, singlets, photons and electrons
Cold plasma is partially ionized gas at 30 - 60°C
Usually maintained under vacuum, although atmospheric pressure cold plasma is achievable
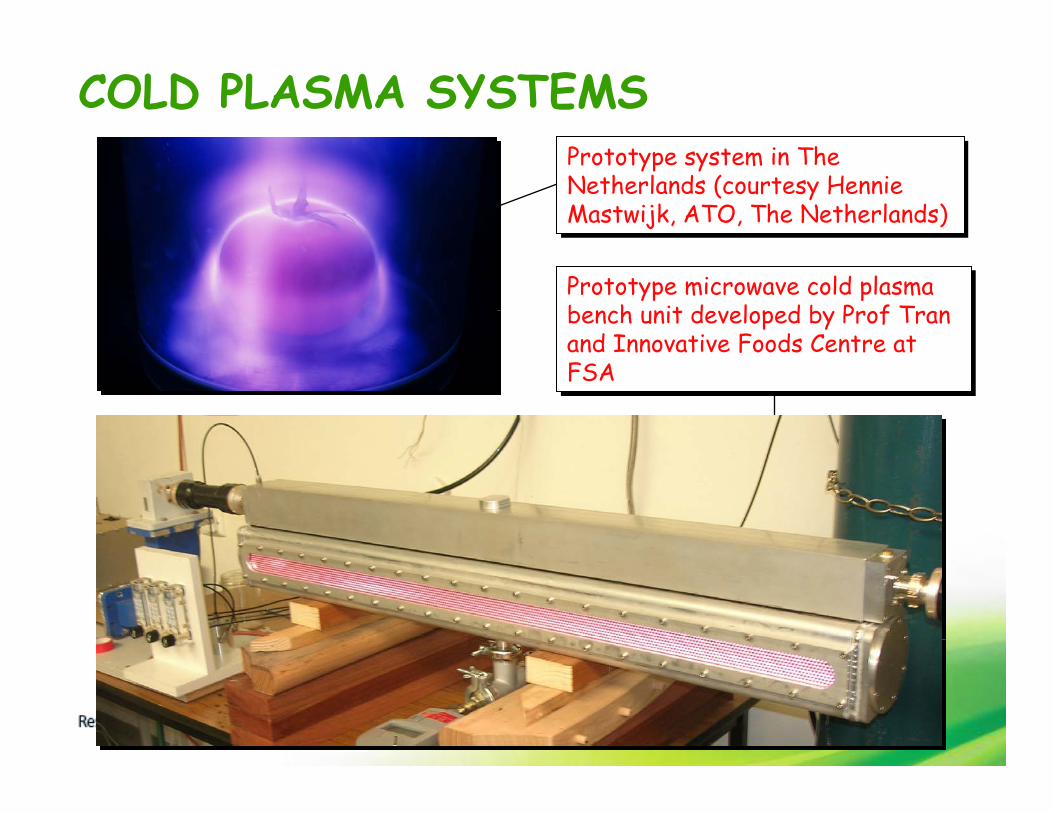
COLD PLASMA SYSTEMSPrototype system in The Netherlands (courtesy HennieMastwijk, ATO, The Netherlands)
Prototype system in The Netherlands (courtesy HennieMastwijk, ATO, The Netherlands)
Prototype microwave cold plasma bench unit developed by Prof Tran and Innovative Foods Centre at FSA
Prototype microwave cold plasma bench unit developed by Prof Tran and Innovative Foods Centre at FSA
MICROWAVE COLD PLASMA
Atmospheric and low pressure cool plasma treatment of B.subtilis
Process efficiencies, quality enhancements will continue
Processing innovations will form foundation for new and differentiated dairy products/ingredients
HPP, powersonics, PEF, cold plasma
On/over the horizon . . .High pressure sterilization of heat-sensitiveproductsModulation of ingredient behavior using emergingtechnologies becomes ‘mainstream’PEF for extraction
ACKNOWLEDGEMENTSScience and technology colleagues and their teams
‘IFC team’, Mary Ann Augustin, Jason Wan, Kirthi De Silva, Louise Bennett, Roderick Williams, Lloyd Simons, Raymond Mawson, Sandani Udabage, Peerasak Sanguansri, Darren Bates, and others