UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL FACULTAD DE CIENCIAS DE LA INGENIERÍA CARRERA DE INGENIERÍA DE ALIMENTOS ESTUDIO DE LA SUSTITUCIÓN PARCIAL DE LA HARINA DE TRIGO POR LA HARINA DE AMARANTO CRUDO Y TOSTADO EN LA ELABORACIÓN DE PAN TRABAJO PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERA DE ALIMENTOS YESENIA LESLY SARMIENTO VITERI DIRECTORA: ING. GABRIELA VERNAZA Quito, Marzo 2015
de amaranto, a los otros 100 consumidores se les entregó de igual manera
cuatro formulaciones: 100% trigo, 5% harina tostada, 10% harina tostada y 15%
harina tostada de amaranto de forma aleatoria con distintos códigos de
identificación.
A cada consumidor se le solicitó evaluar en una escala hedónica 10 puntos
donde 1 fue “me disgusta mucho” y 10 “me gusta mucho”, como se observa en
el Anexo 4; adicionalmente se evaluó la posibilidad de compra de cada una de
las formulaciones realizadas.
3.6. ANÁLISIS ESTADÍSTICO
Se utilizó un análisis de varianza ANOVA simple con prueba de significancia
Tukey con un 95% de confianza, para determinar si existen diferencias
significativas entre muestras.
Para las harinas:
Las variables independientes fueron: harina de trigo, harina de amaranto crudo
y harina de amaranto tostado.
Las variables dependientes fueron: análisis proximal, pH, acidez, índice de
solubilidad en agua, índice de absorción de agua.
Para los panes:
Las variables independientes fueron los cambios de sustitución al 5%, 10% y
15%.
28
Las variables dependientes fueron el volumen, color, olor, sabor, textura y
aceptabilidad global.
Se trabajó en el programa Statgraphics Centurion XVI versión 16.2.04.
3.7. ANÁLISIS PROXIMAL DEL PRODUCTO FINAL
Se realizaron pruebas de humedad, proteína, grasa, ceniza, fibra cruda y
carbohidratos a los panes que tuvieron mayor aceptación en el análisis
sensorial, este análisis se llevó a cabo en los laboratorios de Labolab siguiendo
los métodos de la Tabla 7.
4. ANÁLISIS DE RESULTADOS
29
4. ANÁLISIS DE RESULTADOS
4.1. MATERIA PRIMA
En la Tabla 8 se presentan los resultados obtenidos del análisis proximal
realizado a la materia prima (amaranto), siguiendo los métodos de la Tabla 7,
para humedad, proteína (base seca), grasa, ceniza, fibra cruda, carbohidratos
totales.
Tabla 8.Caracterización fisicoquímica del grano de amaranto
PARÁMETROS Amaranto*
Humedad (%) 12.86 ±0.06
Proteína base seca (%) 11.92 ±0.00
Grasa (%) 5.45 ±0.02
Ceniza (%) 2.14±0.01
Fibra Cruda (%) 0.80 ±0.00
Carbohidratos totales (%) 66.85 ±0.08
*media ± desviación estándar (n=2)
Figeroa y Romero (2008), determinaron que el porcentaje de proteína del grano
de amaranto debe estar entre 12-19%, la grasa entre 6.1-8.1%, la fibra dietética
entre 3.5-5.0%, cenizas entre 3.0-3.3% y los carbohidratos 71.8%.
Comparando los datos obtenidos, se observó que los valores no se encuentran
dentro de estos rangos, pero presentan valores muy cercanos a ellos, a
excepción de la fibra cruda que presentó un valor de 0,80%. Esto se debió a
que en el estudio de Figeroa y Romero (2008), utilizaron semillas de
Amaranthus caudatus de la variedad Iniap Perucho.
30
Según Bressani (2006), el contenido de proteína del grano de amaranto en su
estudio fue de 14.9%, varió de los resultados obtenidos, a pesar de ello el
contenido de proteína del amaranto supera el porcentaje de proteína del mijo:
9.9%, sorgo: 11%, maíz: 8.9% y arroz: 7.5%.
4.2. CARACTERIZACIÓN DE LAS HARINAS
4.2.1. ANÁLISIS PROXIMAL
A continuación en la Tabla 9 se presentan los resultados de la composición
físico-química realizado a las harinas (humedad, proteína-base seca, grasa,
ceniza, fibra cruda, carbohidratos totales).
Tabla 9. Caracterización físico-química de las harinas
PARÁMETROS HCA* HTA* HT*
Humedad (%) 9.44±0.01b 6.25±0.06
c 13.33±0.00
a
Proteína base seca (%) 11.37±0.04c 13.28±0.03
b 13.62±0.04
a
Grasa (%) 6.42±0.06b 7.73±0.04
a 1.01±0.04
c
Ceniza (%) 2.00±0.01b 2.34±0.01
a 0.85±0.09
c
Fibra Cruda (%) 0.40±0.00a 0.48±0.00
a 0.49±0.00
a
Carbohidratos totales (%) 70.38±0.02b 69.92±0.07
c 70.71±0.24
a
*media ± desviación estándar (n=2) Letras minúsculas en la misma fila indican diferencias significativas HCA: Harina de amaranto cruda/ HTA: Harina de amaranto tostada/ HT: Harina de trigo
La Norma INEN 616 (2006) proporciona un porcentaje máximo de humedad
para harinas panificables de: 14.5%, en base a los porcentajes obtenidos se
encontraron diferencias significativas entre ellas, a pesar de que se hallaron
dentro del parámetro de la norma INEN.
31
A su vez los valores de proteína presentan diferencias significativas entre ellas,
pero cumplen con el rango mínimo de 11% de proteína según la norma INEN.
En cambio los valores de cenizas mientras más altos son, tienen mayor
cantidad de nutrientes, comparando con los resultados obtenidos, la harina de
amaranto cruda y la harina de amaranto tostada tienen valores más altos que la
harina de trigo, por lo tanto la harina de trigo por ser más refinada tiene un
menor contenido de nutrientes.
Según Peralta (2009), el grano de amaranto posee minerales como: calcio:
0.14%, fósforo: 0.54%, potasio: 0.57% y magnesio:0.22%.
Carpio (2009), realizó un análisis proximal para harina cruda de amaranto
donde obtuvieron valores de 7.7% de humedad, 16.42% de proteína, 7.1% de
grasa, 2.98% de cenizas, 5.0% de fibra, 67.8% de carbohidratos.
Al realizar la comparación de los resultados obtenidos se observó que los
valores de proteína son mayores que los valores proporcionados por Carpio, en
cambio los datos de ceniza y fibra fueron menores que los resultados
determinados por Carpio.
Esto se debió a las condiciones de temperatura de reventado del grano y a la
condición de secado, en este estudio el grano se secó rapidamente a diferencia
del estudio de Carpio donde el grano fue secado al sol antes de ser tostado.
Los valores de la harina cruda de amaranto varian respecto a los valores de la
harina de amaranto tostado ya que, según la FAO (2012), el proceso de
tostado del grano de amaranto es un tratamiento térmico que ayuda a mejorar
las características organolépticas y aumenta la digestibilidad del grano, en este
proceso de tostado cambian las características físicas y químicas alterando la
configuración de las proteínas volviéndolas más digeribles, a su vez existe una
pérdida de aminoácidos escenciales por lo cual se debe tener mucho cuidado
con la temperatura que se aplica al tostado del grano.
32
4.2.2. DETERMINACIÓN DEL pH
La Tabla 10 muestra los valores obtenidos de pH en donde indica que si
existieron diferencias significativas entre las harinas en estudio.
Tabla 10. Determinación de pH de las harinas
pH*
Harina de trigo 6.07 ± 0.06c
Harina cruda de Amaranto 6.98 ± 0.01ª
Harina tostada de Amaranto 6.55 ± 0.04b
*media ± desviación estándar (n=3)
Letras minúsculas en la misma columna indican diferencias significativas
Según Bennion (1971), el pH de la harina influye en la capacidad del gluten
para formar la red esponjosa, un pH inferior a 3.4 va a provocar una alteración
debido a microorganismos acéticos y butíricos.
Para obtener un mayor desarrollo fermentativo y máxima producción de C02 en
el pan formado, se debe tener valores de pH entre 5 y 6, siendo el mejor entre
5.4 a 5.8; sin embargo, estos valores de pH se logran obtener cuando se utiliza
métodos de obtención de pan con fermentaciones largas, como es el caso del
método esponja.
4.2.3. DETERMINACIÓN DE LA ACIDEZ TITULABLE
En la Tabla 11 se observan los valores de acidez que se tiene para cada harina,
estos datos no presentaron diferencias significativas obteniendo valores de
0.1%.
Según la Norma INEN 616 (2006), la harina para panificacion debe tener
máximo 0.1 % al igual que la harina integral por lo tanto los valores de acidez
de las harinas obtenidas cumplen con este valor.
33
Según Bennion (1971), el porcentaje de acidez de las harinas no debe ser
mayor a 0.25% ya que si es mayor el valor de la acidez puede modificar
propiedades físicas, químicas y reológicas de las masas.
Tabla 11. Acidez titulable de las harinas
ACIDEZ (% ácido sulfúrico)*
HT 0.1 ±0.006a
HAC 0.1 ±0.006a
HAT 0.1±0.006a
*media ± desviación estándar (n=3)
Letras minúsculas en la misma columna indican diferencias significativas HCA: Harina cruda de amaranto/ HTA: Harina tostada de amaranto/ HT: Harina de trigo
4.2.4. DETERMINACIÓN DEL ÍNDICE DE ABSORCIÓN DE AGUA (IAA) E
ÍNDICE DE SOLUBILIDAD EN AGUA (ISA).
Se utilizó las pruebas de ISA y IAA para determinar el grado de modificación de
los almidones por tratamientos termomecánicos (Rodríguez, Lascano, &
Sandoval, 2012)
En la Tabla 12 se muestra la comparación del índice de absorción e índice de
solubilidad en agua de las tres harinas.
El índice de absorción de agua que es el peso del gel obtenido por gramo de
muestra (Martínez, 2013).
Según la comparación del índice de absorción de agua de las tres harinas, se
determinó la existencia de diferencias significativas entre las tres muestras
analizadas.
La harina de trigo presentó mayor índice de absorción de agua debido al
hinchamiento que sufrieron los gránulos de almidón.
34
Tabla 12. Índice de solubilidad y absorción de agua de las harinas
HAC* HAT* HT*
IAA 3.29 ± 0.00c 7.27 0.18
b 11.32±0.10
a
ISA (%) 17.44 ± 0.21ª 11.27 ± 0.26b 7.05±0.36
c
*media ± desviación estándar (n=3) Letras minúsculas en la misma fila indican diferencias significativas HCA: Harina cruda de amaranto/ HTA: Harina tostada de amaranto/ HT: Harina de trigo
Según los resultados obtenidos en esta investigación los valores de IAA son
mayores que los valores proporcionados en el estudio de Martínez (2013).
En el estudio de Martínez (2013) se obtuvieron valores de IAA tanto de la harina
de maíz cruda como de la harina de maíz tostada de 2.18 – 2.45 y de 2.35 –
2.55, esto se produjo por una variabilidad en la molienda del grano de maíz
pudiendo así dañar gránulos de almidón y aumentar la capacidad de absorber
agua.
La harina de amaranto tostado presentó mayor IAA, debido a un proceso de
gelatinización parcial del almidón, los gránulos de almidón son insolubles en
agua fría pero al aumentar temperatura los gránulos de almidón sufren un
proceso de gelatinización provocando el aumento de la capacidad de retención
de agua.
Cuando se calienta el almidón en presencia de agua se produce una
incorporación de agua en el gránulo siendo una etapa reversible, pero a medida
que el proceso de calentamiento continúa los gránulos de almidón captan más
agua irreversiblemente y se hinchan provocando una gelatinización del almidón
(Bennion, 1980).
El índice de solubilidad de agua mide la cantidad de sólidos que se disuelven en
una cantidad de agua fija a temperatura ambiente.
En la Tabla 12 se observa la existencia de diferencias significativas para el ISA
entre las tres harinas analizadas, obteniendo un mayor porcentaje la harina de
35
amaranto cruda con 17.44 %. Esto se debió a que el grano de amaranto crudo
no pasó por un proceso de remojo ni cocción, evitando así la eliminación de
sólidos solubles presentes en el agua e indicando que el grano crudo no ha
experimentado ningún proceso térmico. Esta característica afecta a la
gelatinización de las harinas y la cantidad de amilosa que contienen debido a
que esta inhibe la capacidad del gránulo de almidón para hincharse y absorber
el agua (Rodríguez, Lascano, & Sandoval, 2012).
Según Martínez (2013) el rango del ISA para harina de maíz sin tostar está
entre 5.56-6.50% y el para la harina de maíz tostada está entre 4.45-4.52%, es
decir los valor obtenidos están sobre los valores que determinó Martínez en su
estudio.
4.2.5. DETERMINACIÓN DE COLOR DE LAS HARINAS
En las harinas estudiadas se observó diferencias significativas entre los tres
tipos de harinas. El índice de blancura para las harinas se obseva en la Tabla
13 en donde la harina de trigo presentó un índice de blancura de 59.59, la
harina de amaranto cruda de 44.11 y la harina de amaranto tostada de 24.1, es
decir la harina de trigo no presentó un blanco ideal.
Según Montoya et al (2012), una superficie blanca ideal debe tener un índice de
blancura de 100, cuando se incrementa la diferencia entre el blanco ideal y el
de la superficie entonces el índice de blancura disminuye; en su estudio
determinaron un índice de blancura de la harina de trigo de 63.35 lo cual indicó
que la harina de trigo no poseía un blanco ideal sino un blanco amarillento.
36
Tabla 13 .Índice de blancura de las harinas
Índice de blancura*
Harina de trigo 59.59±4.88a
Harina cruda de amaranto 44.11±0.01b
Harina tostada de amaranto 24.18±0.07c
*media ± desviación estándar (n=3) Letras minúsculas en la misma columna indican diferencias significativas
En el caso de la harina de amaranto tostada presentó un color café por lo cual
obtuvo un valor de 24.18.
La coloración café se debió a la existencia de un reaccion de maillard, para que
se de este tipo de reacción deben existir proteínas e hidratos de carbono, al
aumentar la concentración de estos sustratos en el alimento y elevar la
temperatura se producen las reacciones de Maillard responsables del color y
sabor, es por esto que el grano de amaranto tostado debió presentar mayor
número de azúcares reductores provocando una coloración café de la harina
(Sceni, Balian, & Rembado, 2010).
Tabla 14. Luminosidad, tono y saturación de las harinas
L* (*) a* (*) b* (*)
HT 93.23±0.83a 0.66±0.13
b 11.43±1.40
b
HAC 83.96±0.00b 0.76±0.00
b 13.54±0.01
a
HAT 65.81±0.04c 4.04±0.01
a 15.22±0.03
a
*media ± desviación estándar (n=3) Letras minúsculas en la misma columna indican diferencias significativas HCA: Harina cruda de amaranto/ HTA: Harina tostada de amaranto/ HT: Harina de trigo L: Luminosidad/ a: alfa/ b: beta.
Según Hunterlab (2012), cuando el valor de L* va de (0-50) indica tono obscuro,
en cambio cuando el valor de L* va de (50-100) indica un color claro.
37
Tomando en cuenta estos parámetros la harina de trigo, la harina de amaranto
cruda y la harina de amaranto tostado presentaron valores de luminosidad entre
50 y 100 como se observa en la Tabla 14, por lo que presentan un color claro.
En cuanto al valor de (a) presentaron valores de 0.66 para la harina de trigo,
0,76 para la harina de amaranto cruda y de 4.04 para la harina de amaranto
tostada es decir sus valores superan ligeramente el eje de los tonos rojos.
El valor de (b) fue de 11.43 para la harina de trigo, 13.54 para la harina de
amaranto cruda y de 15.22 para la harina de amaranto tostada es decir sus
valores superan ligeramente los tonos amarillos.
4.3. PRUEBAS REOLÓGICAS – MIXOLAB
La Tabla 15 indica el comportamiento reológico de las masas realizado en el
equipo Mixolab, estos análisis se encuentran adjuntos en el Anexo I.
38
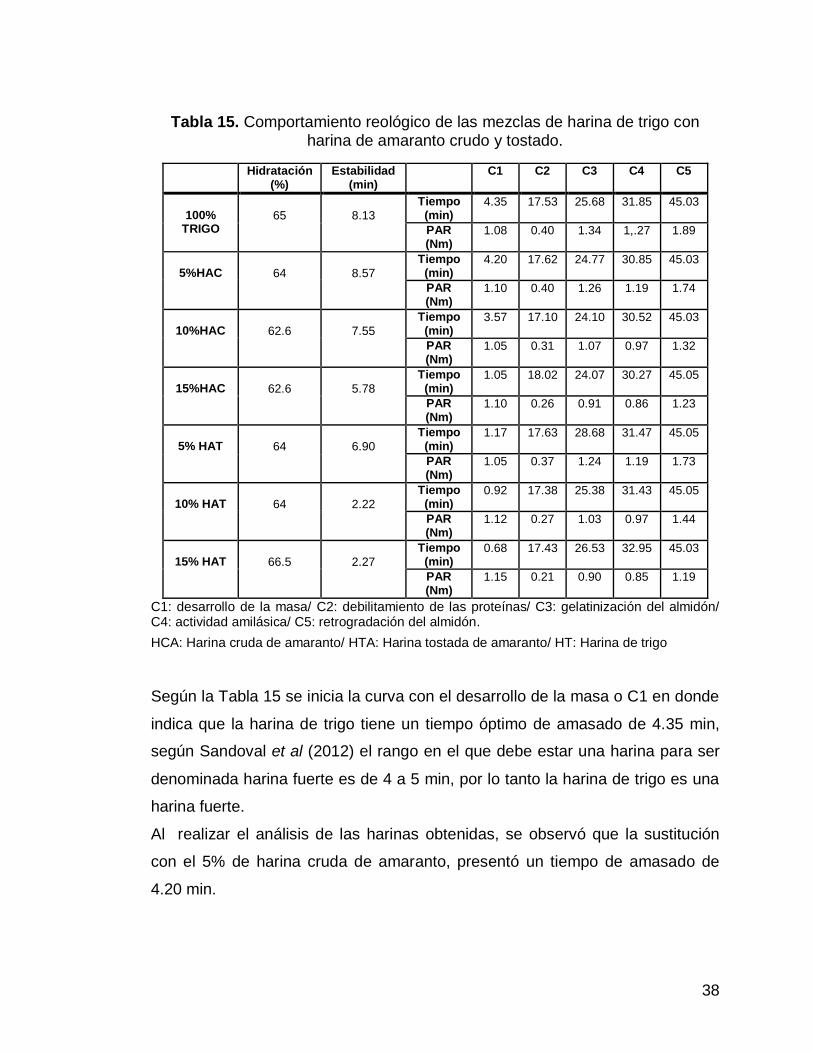
Tabla 15. Comportamiento reológico de las mezclas de harina de trigo con harina de amaranto crudo y tostado.
Hidratación (%)
Estabilidad (min)
C1 C2 C3 C4 C5
100%
TRIGO
65
8.13
Tiempo (min)
4.35 17.53 25.68 31.85 45.03
PAR (Nm)
1.08 0.40 1.34 1,.27 1.89
5%HAC
64
8.57
Tiempo (min)
4.20 17.62 24.77 30.85 45.03
PAR (Nm)
1.10 0.40 1.26 1.19 1.74
10%HAC
62.6
7.55
Tiempo (min)
3.57 17.10 24.10 30.52 45.03
PAR (Nm)
1.05 0.31 1.07 0.97 1.32
15%HAC
62.6
5.78
Tiempo (min)
1.05 18.02 24.07 30.27 45.05
PAR (Nm)
1.10 0.26 0.91 0.86 1.23
5% HAT
64
6.90
Tiempo (min)
1.17 17.63 28.68 31.47 45.05
PAR (Nm)
1.05 0.37 1.24 1.19 1.73
10% HAT
64
2.22
Tiempo (min)
0.92 17.38 25.38 31.43 45.05
PAR (Nm)
1.12 0.27 1.03 0.97 1.44
15% HAT
66.5
2.27
Tiempo (min)
0.68 17.43 26.53 32.95 45.03
PAR (Nm)
1.15 0.21 0.90 0.85 1.19
C1: desarrollo de la masa/ C2: debilitamiento de las proteínas/ C3: gelatinización del almidón/ C4: actividad amilásica/ C5: retrogradación del almidón.
HCA: Harina cruda de amaranto/ HTA: Harina tostada de amaranto/ HT: Harina de trigo
Según la Tabla 15 se inicia la curva con el desarrollo de la masa o C1 en donde
indica que la harina de trigo tiene un tiempo óptimo de amasado de 4.35 min,
según Sandoval et al (2012) el rango en el que debe estar una harina para ser
denominada harina fuerte es de 4 a 5 min, por lo tanto la harina de trigo es una
harina fuerte.
Al realizar el análisis de las harinas obtenidas, se observó que la sustitución
con el 5% de harina cruda de amaranto, presentó un tiempo de amasado de
4.20 min.
39
En cambio las formulaciones con el 10% y 15% de sustitución de harina de
amaranto crudo presentaron tiempos de amasado menores a 4min.
Las formulaciones realizadas con harina tostada de amaranto presentaron
tiempos inferiores al rango establecido en todas sus mezclas, ya que a medida
que se aumentó el porcentaje de sustitución de harina de amaranto tostado
llevó a obtener una baja calidad de gluten por la reducción de harina de trigo en
cada una de sus formulaciones.
A su vez la estabilidad también indica el tipo de harina que se obtuvo, en este
caso cuando la estabilidad es mayor que siete se tiene una harina fuerte que
sería el caso de la harina de trigo y de la formulación con el 5% de harina de
amaranto crudo.
Las formulaciones con el 10%, 15% harina cruda de amaranto y 5%,10% y 15%
harina tostada de amaranto presentaron valores de estabilidad menores a 7 por
lo tanto son harinas débiles.
Cabe mencionar que la formulación con 5% de sustitución de harina cruda de
amaranto es más estable que el resto de formulaciones tanto control, crudas
como tostadas porque presenta una estabilidad de 8.57 como se observa en la
Tabla 15.
Al comparar entre tratamientos se obtuvo que el tratamiento crudo presentó un
mejor desarrollo de la masa obteniendo valores mayores a los valores
obtenidos con sustitución de harina de amaranto tostado.
Por lo tanto mientras exista un mayor contenido de harina de trigo en las
formulaciones se obtendrá un mejor desarrollo de las masas, por el elevado
contenido de gluten que posee el trigo.
C2 indica el debilitamiento de las proteínas. Según Chopin techologies, (2008)
cuando el valor del Par baja hasta 0.5Nm existe una masa de tenacidad
adecuada y panes voluminosos, pero si se encuentra por encima del 0,6Nm
dará una masa de tenacidad elevada y panes con bajo volumen.
Según la Tabla 15 las masas que indican un mayor valor de PAR son las masas
elaboradas con 5%, 10% y 15% harina cruda de amaranto y 10%, 15% harina
40
de amaranto tostado obteniendo valores de 0.7Nm, 0.74Nm, 0.84Nm, 0.91Nm y
0.94 Nm respectivamente, estos valores se calcularon de la diferencia de Par
de C1-C2.
Esto significó una gran pérdida de la calidad de proteína por lo que no se tuvo
una buena calidad de gluten, un buen poder de formación de la red de gluten y
altos volúmenes en los panes.
Comparando entre tratamientos se obtuvo que las masas elaboradas con harina
de amaranto crudo tuvieron gluten más fuerte que los panes elaborados con
harina de amaranto tostado, ya que presentaron mayores valores de Par.
En el parámetro C3 existe un incremento de la temperatura que indica el inicio
del proceso de gelatinización del almidón.
A medida que se aumentó el porcentaje de sustitución de harina de amaranto
crudo y harina de amaranto tostado el valor de PAR disminuyó, considerándolo
como una disminución de la calidad del almidón.
Según Da Mota et al (2005), esta etapa es muy importante ya que fijará la
característica de la miga que afectará la textura de los panes; es decir si el Par
es reducido se obtendrá un pan de bajo volumen y miga pegajoso, esto ocurrió
en las formulaciones con el 15% de harina de amaranto cruda y 15% de harina
de amaranto tostada que obtuvieron valores de Par de 0.91Nm y 0.90Nm.
Comparando entre tratamientos se obtuvo que, la viscosidad de las mezclas
con harina de amaranto crudo fue más alta que la viscosidad de las mezclas
con harina de amaranto tostado, debido a la presencia de una mejor calidad del
almidón en la harina de amaranto crudo.
Según el análisis Mixolab el parámetro C4 determina la actividad amilásica, en
donde las formulaciones con el 15% de harina de amaranto crudo y 15% de
harina de amaranto tostado presentaron valores de torque bajos, es decir la
actividad amilásica bajó, por ello los panes obtuvieron bajos volúmenes con
texturas pastosas y secas.
41
En la comparación entre tratamientos se obtuvo que la actividad amilásica no
varió, tanto en el tratamiento crudo como en el tratamiento tostado, obteniendo
valores iguales de PAR.
La retrogradación del almidón de las harinas se determinó en el parámetro C5,
la muestra control, 5% de harina cruda de amaranto, y 10% de harina cruda de
amaranto presentaron una retrogradación más rápida que la muestra con 15%
de harina cruda de amaranto.
En cambio las muestras 100% trigo y 15% harina tostada de amaranto
presentaron menor tiempo de retrogradación a diferencia de las muestras con 5
y 10% de harina tostada de amaranto que obtuvieron mayor tiempo de
retrogradación.
Comparando entre tratamientos, las formulaciones con harina de amaranto
tostado presentaron mayor tiempo de retrogradación del almidón.
4.4. CARACTERIZACIÓN DE LOS PANES OBTENIDOS
4.4.1. COLOR DE LA CORTEZA DE LOS PANES OBTENIDOS
La incorporación de harina de amaranto cruda y tostada en las formulaciones
ocasionó cambios de color en la corteza de los panes; cuando se somete a
altas temperaturas se produce una reacción de Maillard que provoca el cambio
de color de las cortezas (Reverte, 1984).
42
Tabla 16. Luminosidad, tono y saturación de las cortezas de los panes.
L* (*) a* (*) b* (*) HUE (*) CHROMA (*)
100%HT 58.41 ± 3.12a
10.48 ± 0.13 b
34.38 ± 1.09 ab
61.09 ± 0.30a
35.94 ± 1.06a
5% HAC 60.91± 0.60aAB 10.36±0.41
bAB 35.91 ± 0.72
aA 61.76 ± 0.24
aBC 37.37 ± 0.80
aA
10%HAC 62.44 ±1.26aA 9.66 ± 1.36
bBC 35.45 ± 1.05
abA 62.50 ± 1.27
aB 36.75 ± 1.37
aA
15%HAC 51.79 ± 0.56bC 12.98 ± 0.60
aA 33.15 ± 0.60
bAB 57.97 ± 0.66
bD 35.6 ± 0.58
aA
5% HAT 58.87±0.68aAB 5.64 ± 0.54
bD 28.71 ± 1.87
bC 61.09 ± 0.36
bcA 29.26 ± 1.93
bB
10%HAT 57.67 ± 3.20aB 7.48 ± 0.39
bCD 30.27 ± 1.13
bBC 66.11 ± 0.37
aAB 31.18 ± 1.17
bB
15%HAT 46.42 ± 1.35bD 10.14±1.65
aBC 27.55 ± 0.28
bC 58.84 ± 2.19
cCD 29.39 ± 0.35
bB
*media ± desviación estándar (n=3)
L= Luminosidad/ a*= ángulo alfa/ b*=ángulo beta. HAC: harina de amaranto crudo/ HAT: Harina de amaranto tostado/ HT: Harina de trigo Letras minúsculas en la misma columna indican diferencias significativas por cada tratamiento crudo y tostado comparado con el pan 100% trigo. Letras mayúsculas en la misma columna indican diferencias significativas entre tratamiento
Los datos de luminosidad de la Tabla 16 indican que, los panes elaborados con
5 y 10% de harina de amaranto cruda no presentaron diferencias significativas
con el pan control. La luminosidad de los panes con 5 y 10% de sustitución de
harina de amaranto crudo tienden a ser claros porque según Hunterlab (2012),
se encuentran dentro de un rango de 51-100.
El pan con el 15% de harina de amaranto crudo también se encuentra dentro de
este rango, la diferencia esque hubo un aumento en el contenido de amilasas lo
cual provocó que este pan por reacción de Maillard sea más obscuro que el
resto de formulaciones.
Según las comparaciones realizadas se obtuvo que los panes con el 5% y 10%
de harina de amaranto crudo son más claros que el pan con 100% harina de
trigo.
En la Tabla 16 se observó el comportamiento de los panes elaborados a base
de harina de amaranto tostado; a medida que aumentó el porcentaje de
sustitución de harina de amaranto tostado la luminosidad de los panes
disminuyó.
Entre la muestra control y los panes con el 5% y 10% de harina de amaranto
tostado no se mostraron diferencias significativas a diferencia del pan con el
15% de harina de amaranto tostado que si presentó diferencias significativas
43
con la muestra control, es decir el pan con el 15% tuvo una corteza más
obscura que los demás panes.
Para los valor de hue se obtuvieron diferencias significativas entre la muestra
control y las muestras con el 15% de harina de amaranto cruda y 15% de harina
de amaranto tostada.
En cuanto a los resultados obtenidos para croma, las formulaciones con harina
de amaranto crudo no presentaron diferencias significativas, a diferencia de las
formulaciones con harina de amaranto tostada que si presentaron diferencias
significativas con la muestra control.
Al realizar la comparación entre tratamientos se obtuvo que los panes
elaborados con harina de amaranto crudo presentaron valores mayores de
luminosidad, debido a que la luminosidad de la harina de amaranto crudo se
encontró dentro del rango de (50-100) propuesto por Hunterlab (2012).
4.4.2. COLOR DE LA MIGA DE LOS PANES OBTENIDOS
La adición de harina de amaranto cruda y tostada no solo afectó al color de la
corteza del pan sino también al color de la miga.
La luminosidad no se vió afectada por la sustitución de harina de amaranto
cruda ya que no se encontraron diferencias significativas entre muestras, como
se puede ver en la Tabla 17.
El mayor valor de luminosidad presentó el pan con 10% de harina de amaranto
crudo con 72.68, es decir presentó una luminosidad más alta que el pan 100%
trigo.
44
Tabla 17. Luminosidad, tono y saturación de la miga de los panes. L* (*) a* (*) b * (*) HUE (*) CHROMA (*)
100% TRIGO 69.96±3.36a 2.25±0.28
a 11.23±0,45
b 65.92±1.11
b 11.46±0.48
b
5% HAC 67.36±3.93aA 1.78±0.13
ac 13.73±0.95
abD 70.18±1.06
aCD 13.85±0.93
abD
10%HAC 72.68±1.17aA 2.03±0.09
aBC 13.83±0.93
abD 68.98±1.10
aDE 13.98±0.91
abD
15%HAC 71.93±6.59aA 1.92±0.25
aBC 16.54±2.73
aCD 71.11±0.58
aBC 16.65±2.74
aCD
5% HAT 66.32±0.54aA 0.16±0.02
cD 19.31±0.43
cBC 84.80 ± 0.22
aA 19.31±0.43
cBC
10%HAT 65.48±0.76aA 2.23±0.03
bB 23.41±0.20
aA 72.85±0.05
bB 23.52±0.21
aA
15%HAT 49.40±1.17b
B 3.81±0.13aA 21.30±0.56
bAB 67.06±0.22
cE 21.63±0.56
bAB
*media ± desviación estándar (n=3)
L= Luminosidad/ a*= ángulo alfa/ b*=ángulo beta. HAC: harina de amaranto crudo/ HAT: Harina de amaranto tostado/ HT: Harina de trigo Letras minúsculas en la misma columna indican diferencias significativas por cada tratamiento crudo y tostado comparado con el pan 100% trigo. Letras mayúsculas en la misma columna indican diferencias significativas entre tratamientos.
En la Tabla 17 también se puede observar el comportamiento de los panes
elaborados con harina de amaranto tostada.
Los panes con 5 y 10% de harina de amaranto tostada no presentaron
diferencias significativas con la muestra control.
A diferencia de la muestra control que si presentó diferencias significativas con
el pan elaborado con 15% de harina de amaranto tostado, en este caso el
mayor valor de luminosidad fue para la miga del pan control.
Según Hunterlab (2012), el pan con 15% de sustitución de harina de amaranto
tostado se encuentra dentro de un rango de (0-50) por lo tanto el color de la
miga del pan tendió a ser más obscuro.
La formulación con 10% de harina de amaranto tostado, según los valores de
hue no presentó diferencias significativas con la muestra control, a diferencia de
las demás formulaciones que si presentaron diferencias significativas.
Para los valores de croma se encontraron diferencias significativas entre la
muestra control y las muestras con 5% y 10% de harina de amaranto tostado.
De acuerdo a la comparación de la luminosidad entre tratamientos se obtuvo
que los panes elaborados con 5%,10%,15% de harina de amaranto crudo y
5%,10% de harina de amaranto tostado no presentaron diferencias
significativas. A pesar de ello los panes elaborados con harina de amaranto
crudo presentaron valores mayores de luminosidad en sus migas, ya que a
45
medida que se aumentó el porcentaje de sustitución de esta harina la
luminosidad aumentó.
4.4.3. VOLUMEN ESPECÍFICO DE LOS PANES OBTENIDOS
En la Tabla 18 se observa el volumen específico de las distintas formulaciones
tanto para las mezclas de harina cruda de amaranto como para las mezclas con
harina tostada de amaranto.
Tabla 18. Volumen específico de los panes obtenidos
Volumen específico HAC* Volumen específico HAT*
100% TRIGO 5.28 ± 0.06 b 5.28 ± 0.06
a
5% 5.51 ± 0.02 aA 5.31 ± 0.05
aB
10% 5.32 ± 0.03 bA 4.33 ± 0.10
bB
15% 4.29 ± 0.03 cA 3.39 ± 0.02
cB
*media ± desviación estándar (n=3)
HAC= Harina de amaranto cruda/ HAT= Harina de amaranto tostada Letras minúsculas en la misma columna indican diferencias significativas. Letras mayúsculas en la misma fila indican diferencias significativas.
El pan con 5% de harina de amaranto cruda presentó mayor volumen que las
demás formulaciones elaboradas, esto se debió a facilidad de formación de la
red de gluten por la existencia de un mayor porcentaje de harina de trigo en
esta formulación.
La formulación con el 10% de sustitución de harina cruda de amaranto no
presentó diferencias significativas con la muestra control.
La muestra con el 15% de sustitución de harina cruda de amaranto presentó
diferencias significativas con el resto de formulaciones, por lo tanto la capacidad
de formar la red de gluten fue más baja, debido al bajo contenido de harina de
trigo que se añadió en la formulación.
46
En el caso de las formulaciones elaboradas con harina tostada de amaranto se
obtuvo que los panes con 5% de harina de amaranto tostada y 100% harina de
trigo no presentaron diferencias significativas
Las formulaciones con el 10% y 15% de harina tostada de amaranto
presentaron diferencias significativas con la muestra control.
Comparando entre tratamientos crudo y tostado se observó la presencia de
mayor volumen en los panes elaborados con harina de amaranto crudo debido
a la calidad de proteína, el índice de gluten y la capacidad amilástica (Chopin
techologies, 2008).
Esta diferencia se presenta debido a que en el tratamiento crudo no se aplicó
tratamiento térmico a diferencia del tratamiento tostado que fue sometido a
tratamiento térmico en donde se provocó una desnaturalización de proteínas, ya
que se tostó el grano a una temperatura entre 100 y 160ºC, provocando mayor
digestibilidad de la proteína.
4.5. ANÁLISIS SENSORIAL
4.5.1. COLOR
Según la Tabla 19 los panes con 10% y 15% de harina de amaranto cruda no
presentaron diferencias significativas con el pan control a diferencia del pan con
el 5% de harina cruda de amaranto que si presentó diferencias significativas
HAT 8.42 ± 2.13 a 7.46 ± 1.65 b 7.33 ± 1.58 b 7.16 ± 2.02 b
*media ± desviación estándar (n=100).
HAC= Harina de amaranto cruda/ HAT=Harina de amaranto tostada Letras minúsculas en la misma fila indican diferencias significativas.
47
La mayor preferencia de los consumidores fue la formulación 90% harina de
trigo + 10% harina de amaranto cruda.
A su vez se determinó que no existieron diferencias significativas entre los
panes elaborados con 5%,10% y 15% de sustitución de harina de amaranto
tostado, pero todos ellos si presentaron diferencias significativas con la muestra
control.
Por lo tanto se ha determinado que según la aceptabilidad de color de los
jueces después de la muestra 100% harina de trigo, cualquiera de las otras
formulaciones sean con harina cruda o tostada de amaranto no desagradarían a
los consumidores.
4.5.2. OLOR
Como se muestra en la Tabla 20, las formulaciones con harina de amaranto
cruda no presentan diferencias significativas con la muestra control.
Tabla 20. Olor según análisis sensorial.
PORCENTAJE DE SUSTITUCION
100% * 5%* 10% * 15% *
HAC 8.21 ± 1.65 a 7.95 ± 1.69
a 8.05 ± 1.73
a 8.18 ± 1.65
a
HAT 8.29 ± 1.65 a 7.50 ± 1.66
b 7.49 ± 1.62
b 7.23 ± 1.90
b
*media ± desviación estándar (n=100)
HAC= Harina de amaranto cruda/ HAT=Harina de amaranto tostada Letras minúsculas en la misma fila indican diferencias significativas
Los panes elaborados con harina de amaranto tostada si presentaron
diferencias significativas con la muestra control, es decir a medida que se
aumentó el porcentaje de sustitución de los dos tipos de harina no desagradó a
los consumidores.
48
En el caso de las formulaciones con harina de amaranto cruda se determinó
que el pan con valor más cercano de olor a la muestra control fue el del 15% de
sustitución.
En el caso de las formulaciones con harina de amaranto tostada se determinó
que el pan con valor cercano de olor a la muestra control fue el del 5% de
sustitución.
4.5.3. SABOR
Según la Tabla 21 no se encontró diferencias significativas de las muestras
elaboradas con harina de amaranto cruda, es decir a medida que se aumentó el
porcentaje de sustitución, el sabor del pan fue similar al de la muestra control.
Tabla 21. Sabor según análisis sensorial
PORCENTAJE DE SUSTITUCION
100% * 5% * 10% * 15% *
HAC 8.09 ± 1.81 a 7.66 ± 1.86
a 7.59 ± 1.78
a 7.78 ± 1.87
a
HAT 8.48 ± 1.39 a 7.53 ± 1.69
b 7.33 ± 1.68
b 7.07 ± 1.99
b
*media ± desviación estándar (n=100).
HAC= Harina de amaranto cruda/ HAT=Harina de amaranto tostada Letras minúsculas en la misma fila indican diferencias significativas
Los panes con 5%,10% y 15% de harina de amaranto tostada no presentaron
diferencias significativas entre ellas, pero si con la muestra control.
El pan que más se aproximó a la muestra control fue el pan con 5% de
sustitución de harina de amaranto tostado.
4.5.4. TEXTURA
En cuanto a textura según la Tabla 22 no existieron diferencias significativas de
las muestras con harina de amaranto crudo y la muestra control.
49
Tabla 22. Textura según análisis sensorial
PORCENTAJE DE SUSTITUCION
100% * 5% * 10% * 15% *
HAC 8.25 ± 1.69 a 7.79 ± 1.85
a 7.94 ± 1.64
a 8,13 ± 1,67
a
HAT 8.34 ± 1.53 a 7.69 ± 1.63
b 7.82 ± 1.55
ab 7,32 ± 1,96
b
*media ± desviación estándar (n=100).
HAC= Harina de amaranto cruda/ HAT=Harina de amaranto tostada Letras minúsculas en la misma fila indican diferencias significativas
Según los consumidores a medida que se aumentó el porcentaje de harina de
amaranto cruda la textura del pan no cambió, por lo tanto la mejor formulación
después de la de 100% harina de trigo fue la del 15% harina de amaranto
crudo, pero esta formulación presento un volumen específico muy bajo.
En el caso de la harina de amaranto tostado el pan elaborado con 10% de
harina de amaranto tostado no presentó diferencias significativas con la
muestra control a diferencia de los panes elaborados con 5% y 15% de harina
de amaranto tostado que si presentaron diferencias significativas.
La mejor formulación según la textura fue 90% harina de trigo + 10% harina de
amaranto tostada ya que es la más cercana a la muestra control.
En el caso de la harina de amaranto cruda a medida que se aumentó el
porcentaje de sustitución se disminuyó la absorción de agua requiriéndose
menor tiempo de mezclado a diferencia de las formulaciones con harina de
amaranto tostado que se aumentó la absorción de agua en menor tiempo de
mezclado.
La formulación con 15% de harina de amaranto tostada presentó diferencia
significativa por lo que se mostró una masa pegajosa difícil de amasarla y una
textura dura con respecto a los panes elaborados.
4.5.5. ACEPTABILIDAD GLOBAL
La Tabla 23 muestra los resultados de la prueba de aceptación global en el cual
se determinó que las formulaciones con harina de amaranto cruda no
50
presentaron diferencias significativas con la muestra 100% harina de trigo, es
decir sus medias se mantienen dentro de un mismo rango.
Tabla 23. Aceptabilidad global según análisis sensorial
PORCENTAJE DE SUSTITUCION
100% * 5% * 10% * 15% *
HAC 8.27 ± 1.72 a 7.71 ± 1.79
a 7.88 ± 1.74
a 7.99 ± 1.83 ª
HAT 8.58 ± 1.36 a 7.68 ± 1.50
b 7.44 ± 1.48
b 7.21 ± 1.90
b
*media ± desviación estándar (n=100)
HAC= Harina de amaranto cruda/ HAT=Harina de amaranto tostada Letras minúsculas en la misma fila indican diferencias significativas
Las formulaciones con 5%,10% y 15% de harina de amaranto tostada no
presentaron diferencias significativas entre ellas, pero si con la muestra control.
Sin embargo según la calificación de los consumidores después de la harina de
trigo al 100%, la muestra con el 15% de harina de amaranto crudo y la muestra
con el 5% de harina de amaranto tostado fueron las más aceptables por los
consumidores.
4.5.6. POSIBILIDAD DE COMPRA
Según la Figura 4, el pan que los consumidores comprarían con mayor
frecuencia es el que contiene 10% de harina de amaranto cruda con un
porcentaje del 70%, seguido del pan con 15% de harina cruda con un
porcentaje del 66% y por último el de 5% de harina cruda con un 64% de
compra, según el análisis estadístico las tres muestras no presentan diferencias
significativas.
51
Figura 2.Posibilidad de compra de pan con harina de amaranto crudo.
En el caso del pan elaborado con harina de amaranto tostado la formulación
con mayor posibilidad de compra es el pan con 5% de harina tostada con un
porcentaje del 66%, como se observa en la Figura 5, seguido del pan con el
10% con un porcentaje de compra del 57% y por último el 15% de harina
tostada con un porcentaje del 48%.
Figura 3. Posibilidad de compra de pan con harina de amaranto tostado.
52
4.6. CARACTERIZACIÓN DE LOS PANES CON 5% Y 10% DE
SUSTITUCIÓN DE HARINA DE AMARANTO CRUDO Y
TOSTADO
Después de haber sometido a pruebas sensoriales, volumen específico,
posibilidad de compra y análisis Mixolab, las formulaciones elaboradas con 5%,
10% y 15% de sustitución de harina de amaranto crudo y tostado, se realizó el
análisis proximal de las formulaciones que dieron mejores resultados en las
pruebas anteriormente detalladas, que fueron: pan con 10% harina de amaranto
cruda y pan con el 5% harina de amaranto tostada.
Se determinó el análisis proximal de los panes con 5% de harina de amaranto
crudo y 10% de harina de amaranto tostado, para realizar una comparación del
contenido nutricional de los distintos panes.
Según Chagaray (2005), el grano de amaranto posee un alto contenido
proteínico, pero esta proteína varía según el tratamiento que se le dé, ya que se
puede encontrar en estado nativo, es decir, cuando no se le aplica tratamiento,
o desnaturalizada cuando se le aplica tratamiento térmico.
Cuando se transforma el grano en harina de amaranto se obtiene dos tipos de
harina, una cruda y otra tostada, en donde, el porcentaje de proteína del grano
está en 11.92%. En el momento de transformar en harina cruda de amaranto se
reduce a 11.37% como se puede ver en la Tabla 9.
La reducción no es en gran porcentaje pero su reducción según la FAO (2014),
puede deberse al aumento de temperatura dentro del molino en el cual se
realizó la molienda.
En cambio al transformar en harina de amaranto tostado el porcentaje de
proteína se incrementó a 13.28%, esto pudo deberse a que el grano antes de
ser molido fue sometido a un proceso térmico tostado o reventado bajo una
temperatura muy bien controlada entre 100 y 160ºC pudiendo así obtener un
53
valor alto en proteína de la harina de amaranto tostado y aumentar la
digestibilidad del grano (Landázuri, 2008).
Tabla 24. Análisis proximal pan control, pan con 5,10% de sustitución de harina de amaranto crudo y pan con 5,10% de sustitución de harina de amaranto
tostado.
100% HT * PAN CON 5% HAC *
PAN CON 10%HAC *
PAN CON 5%HAT *
PAN CON 10% HAT *
H (%) 33.81±0.06cE 35.79±0.10
a B 35.66±0.09
bC 34.78±0.11
bD 36.22±0.14
a A
PROT (%) 9.85±0.06b
BC 10.06±0.01aBA 10.17±0.05
aA 9.88±0.05
aB 9.74±0.05
c C
GRASA (%) 4.17 ±0.09aA 3.68±0.13
aB 2.98±0.11
b C 3.18±0.11
bC 2.15±0.06
cD
CENIZA (%) 1.66±0.00cD 1.86±0.01
aA 1.81±0.00
bB 1.85±0.01
aA 1.81±0.06
bC
FIBRA (%) 0.67±0.01cE 0.92±0.00
aA 0.76±0.00
bC 0.86±0.01
aB 0.71±0.01
bD
CH (%) 49.85±0.04aA 47.70±0.25
cD 48.64±0.06
bC 49.4±0.29
aAB 49.44±0.14
aB
ENERGÍA (Kcal/100g)
276.2±0.77aA 264.1±0.25
bC 261.9±0.9
bD 265.9±0.06
bB 256.01±0.94
cE
CH: Carbohidratos/ PROT: Proteína/ H: Humedad/ HAC: Harina de amaranto crudo/ HAT: Harina de amaranto tostada/ HT: Harina de trigo. Letras minúsculas comparación de cada tratamiento crudo y tostado Letras mayúsculas comparación entre tratamientos.
En la Tabla 24 se observa la comparación que se realiza entre muestras crudas
y tostadas y entre tratamientos.
Se ha comparado el pan control con los panes al 5% y 10% de sustitución de
harina de amaranto cruda y el pan control con los panes al 5% y 10% de
sustitución de harina de amaranto tostada.
En el caso de la proteína no se encontraron diferencias significativas entre los
panes con 5 y 10% de sustitución de harina de amaranto crudo.
El pan con 10% de sustitución de harina de amaranto crudo obtuvo un valor de
10.17% de proteína el cual fue mayor que el pan del 5%.
Tampoco se encontraron diferencias significativas entre el pan control y el pan
con 5% de harina de amaranto cruda, a diferencia del pan con 10% de harina
de amaranto crudo que si presentó diferencias significativas con el pan control.
En el caso de la grasa el pan control no presentó diferencias significativas con
el pan de 5% de sustitución de harina de amaranto crudo, pero si presentó
54
diferencia significativa con el pan de 10% de sustitución de harina de amaranto
cruda.
Esto se debió a que la grasa brinda elasticidad ya que debilita o acorta la masa
aflojando la red de gluten, provocando que el producto en el horneado sea más
suave con mejor apariencia, para así obtener un pan fresco (Chopin
techologies, 2008).
Otra característica que no presentó diferencias significativas es la energía entre
los panes con 5% y 10% de harina de amaranto crudo, pero estas dos si
presentaron diferencias significativas con el pan 100% trigo.
Para el caso de los panes elaborados con harina de amaranto tostada se
observa en la Tabla 24, que todas las características presentaron diferencias
significativas a excepción de los carbohidratos, el valor de la proteína (base
seca) es mayor para el pan con 5% de sustitución de harina de amaranto
tostada teniendo un porcentaje de 9.88% a diferencia del pan control que posee
un porcentaje de 9.85%.
El pan con 10% de sustitución de harina de amaranto tostado presentó menor
contenido de proteína, la masa de esta formulación fue un poco difícil de
amasarla, debido a que presentó un índice de amasado de 0 según el análisis
Mixolab, con este índice es poco posible de que se haga una buena masa
panadera.
5. CONCLUSIONES Y RECOMENDACIONES
55
5. CONCLUSIONES Y RECOMENDACIONES
5.1. CONCLUSIONES
El grano de amaranto presentó valores de humedad: 12.86%, proteína: 11.92%,
grasa: 5.45%, cenizas: 2.14%, fibra: 0.80%, carbohidratos: 66.85%. Después
del proceso de tostado y su transformación en harina provocó cambios en las
características físico-químicas de la harina, obteniendo valores humedad: